

Servizio di stampaggio ad iniezione di materie plastiche fornisce il supporto fondamentale per la produzione in serie di parti plastiche complesse.
Se le tue parti in plastica complesse incontrano problemi quali deviazioni dimensionali, deformazioni o guasti nell'assemblaggio durante la produzione di massa, i metodi tradizionali di stampaggio a iniezione di solito hanno difficoltà a soddisfare i requisiti di funzionalità controllando i costi.
Anche la più piccola deviazione dalla tolleranza può causare rischi di ritardo nel progetto e comportare costi di rilavorazione dello stampo.
Per gli ingegneri addetti agli acquisti, è molto importante trovare un servizio di stampaggio a iniezione di materie plastiche che non solo possa offrire supporto fin dalla fase di progettazione iniziale, ma possa anche garantire, attraverso le sue capacità di processo, il successo del progetto .
Riepilogo delle risposte principali
| Area problematica | Sfida fondamentale | Soluzione chiave | Benefici attesi |
| Impostazione della tolleranza | Solo perseguire ciecamente tolleranze strettissime ti costerà molto. | Allocazione delle tolleranze orientata alle funzionalità e analisi della producibilità. | Trova un equilibrio tra funzione e costo. |
| Rischio materiale | La velocità di ritiro dei materiali semicristallini può variare molto con i cambiamenti di temperatura . | Scelta di materiali amorfi o applicazione di un accurato controllo della temperatura dello stampo. | Rendere le parti dimensionalmente stabili ed evitare qualsiasi cedimento dovuto al montaggio. |
| Controllo della deformazione | Il raffreddamento differenziale delle strutture asimmetriche è una delle principali cause di deformazione. | Controllo della suddivisione in zone della temperatura dello stampo se abbinato al design di compensazione antideformazione. | Elimina la deformazione che assomiglia a una "banana" e garantisce la planarità della parte. |
| Capacità di processo | La fluttuazione della pressione è uno dei motivi delle variazioni dimensionali da lotto a lotto. | Tutte le presse ad iniezione elettriche + controllo della pressione a circuito chiuso . | Realizzando non solo la coerenza del lotto, ma anche la coerenza intra-lotto. |
Punti chiave
- Il design stabilisce il massimo:
L'esecuzione di una valutazione della producibilità prima della produzione dello stampo e la specificazione di tolleranze ragionevoli può aiutare a prevenire oltre il 70% di eventuali problemi dimensionali . In altre parole, si tratta di evitare proattivamente i rischi e di ridurre i successivi costi di rilavorazione.
- La garanzia del processo stabilisce il minimo:
Se vuoi sballarti stampaggio ad iniezione di materie plastiche di precisione , allora è necessario disporre di una pressa ad iniezione elettrica e di un controllo della pressione nella cavità dello stampo con una precisione dell'1%. In breve, ciò significa l'uso di attrezzature speciali per mantenere un livello minimo di precisione.
- Materiale = Rischio:
Se si producono pezzi di precisione, l'utilizzo di materiali non cristallini come materiale principale ridurrà sostanzialmente i rischi legati alle fluttuazioni del ritiro. Il punto è che con la giusta scelta del materiale è possibile dimezzare i rischi dimensionali.
Perché scegliere i servizi di stampaggio a iniezione di materie plastiche? JS Precision controlla le tolleranze delle parti complesse
La produzione di parti in plastica complesse in grandi quantità presenterà inevitabilmente problemi come deviazioni dimensionali, deformazioni o guasti di assemblaggio. Questi problemi ti faranno sostenere non solo costi aggiuntivi di rilavorazione dello stampo, ma anche ritardando in termini di tempo i cicli di progetto, causando così perdite che normalmente verrebbero evitate.
Innanzitutto, un servizio di stampaggio a iniezione di materie plastiche di alta qualità, accuratamente selezionato, consentirà di individuare l'equilibrio più adatto tra il raggiungimento della funzione della parte e il controllo dei costi di produzione, riducendo così in modo significativo le perdite e migliorando l'efficienza della produzione di massa .
JS Precision, che si concentra sullo stampaggio ad iniezione di plastica di precisione, può offrirti servizi altamente personalizzati che soddisfano le tue esigenze specifiche. Da molti anni è un partner affidabile nei settori automobilistico, elettronico e medico, aiutandoli a risolvere i problemi più impegnativi di controllo della tolleranza per parti complesse.
Quando lavori con noi, ottieni un aiuto professionale aderente Norme ISO 294-2:2018 .
Ciò garantisce che i vostri stampi avranno un minimo di 1 milione di cicli di produzione, riducendo quindi in modo significativo la frequenza di sostituzione degli stampi e ottenendo una precisione di controllo della tolleranza di 0,01 mm , prevenendo così i rischi di produzione derivanti da deviazioni dimensionali e riducendo i costi operativi a lungo termine.
Ad esempio, uno dei clienti di componenti automobilistici otteneva un tasso di scarto del 12% e il costo unitario era piuttosto elevato, pari a $ 3,20, principalmente a causa di problemi di deformazione dell'alloggiamento del cambio POM. Ciò ha comportato un forte impatto negativo sulla redditività.
Tuttavia, attraverso il servizio di stampaggio a iniezione di materie plastiche di JS Precision, questo cliente è riuscito a dare una svolta alla propria situazione: il tasso di scarto è stato ridotto allo 0,8%, il costo unitario è stato inferiore di 0,50 dollari e i costi mensili sono stati ridotti direttamente di 50.000 dollari.
Sì, la scelta di un servizio affidabile di stampaggio a iniezione di materie plastiche consentirà, tra gli altri vantaggi, di evitare rischi di controllo delle tolleranze, ridurre i tempi di ciclo del progetto, ottenere una riduzione dei costi di produzione e, di conseguenza, massimizzare la durata di ogni investimento. Inoltre, i nostri servizi ti forniranno tutto il supporto di cui potresti aver bisogno per gestire con successo la tua produzione di massa.
Se hai problemi di tolleranza per parti complesse, contatta i nostri ingegneri per una valutazione gratuita della fattibilità delle tolleranze dello stampaggio a iniezione di materie plastiche, facendo il primo passo verso il successo del progetto.
Cosa rende il servizio di stampaggio a iniezione di materie plastiche impegnativo per parti complesse con tolleranze strette?
Lo stampaggio a iniezione di materie plastiche è un servizio molto impegnativo quando si tratta di parti complesse con severi requisiti di tolleranza. Il motivo principale è che lo stampaggio a iniezione di materie plastiche è un processo di ingegneria sistematizzato e la complessità delle parti porterà alla difficoltà del controllo del processo.
A causa delle contraddizioni geometriche nelle parti complesse, come la coesistenza di pareti sottili e spesse e strutture a più cursori, possono verificarsi un riempimento non uniforme del materiale fuso e una concentrazione di tensioni residue. portando a deformazione imprevedibile e deviazioni dimensionali.
Questo è il motivo principale per cui il servizio di stampaggio a iniezione di materie plastiche per tali parti è impegnativo.
Flusso di fusione irregolare a causa di contraddizioni geometriche
Se una parte ha sia pareti sottili <1 mm che pareti spesse >4 mm, la differenza di resistenza al flusso di fusione è molto significativa.
Le aree a pareti spesse verranno riempite per prime, ed è naturale che le aree a pareti sottili presentino carenze di riempimento o sovrapressurizzazione, causando di conseguenza una deviazione dimensionale diretta.
È come cercare di riempire tubi dell'acqua di diverso diametro. Il tubo più largo scorre bene e si riempie per primo, mentre il tubo più stretto è bloccato ed è difficile da riempire, il che porta ad un volume d'acqua irregolare su entrambe le estremità del tubo . Quando si tratta dei pezzi, il risultato sono deviazioni dimensionali.
Deformazione da invecchiamento indotta da stress residuo e deriva dimensionale
Strutture di scorrimento complesse insieme a geometrie asimmetriche generano livelli significativi di stress residuo.
Questa sollecitazione viene rilasciata lentamente nel tempo dopo la sformatura o durante l'uso, portando a un cambiamento incontrollabile delle dimensioni funzionali critiche come gli accoppiamenti a scatto e i fori di assemblaggio, causando così difetti di produzione.
Come vengono determinate le tolleranze dello stampaggio a iniezione di materie plastiche per geometrie ad alto dettaglio?
A volte tolleranze più strette potrebbero non essere le migliori. È necessario impostare le tolleranze in base alle capacità di stampaggio delle caratteristiche della parte, dovrebbe essere utilizzato l'approccio guidato dalle caratteristiche , inoltre, si dovrebbe fare riferimento a Norma internazionale ISO 2768-1 .
Cercare di raggiungere tolleranze estreme senza pensarci troppo porterà a un enorme aumento dei costi di produzione.
Distinzione tra dimensioni strutturali chiave funzionali e non essenziali:
Da un lato, ingegneri e clienti pianificano insieme longitudinalmente per controllare rigorosamente le principali dimensioni funzionali chiave come le interfacce di assemblaggio e le superfici di accoppiamento (ad esempio 0,02 mm), dall'altro sono consentite tolleranze meno rigide (ad esempio 0,1 mm) per dimensioni non essenziali alla luce della funzionalità e dei costi.
Tolleranze di microcaratteristiche Inversione di indicazione attraverso l'analisi del rapporto flusso/lunghezza elevato:
Nel caso di micro elementi con larghezze delle nervature <0,5 mm, JS Precision utilizza un'analisi del rapporto flusso/lunghezza elevato (L/T). Se L/T > 150, il consiglio sarà di allentare le tolleranze o ottimizzare la struttura, piuttosto che stringere forzatamente le tolleranze dello stampo.
Fornire feedback sulla producibilità in fase di preventivo:
Dopo la produzione dello stampo, il team di ingegneri di JS Precision pubblica un rapporto di spiegazione della producibilità, evidenziando i punti di rischio di tolleranza e fornendo suggerimenti di ottimizzazione come un modo per aiutare i clienti a bilanciare funzionalità e costi.
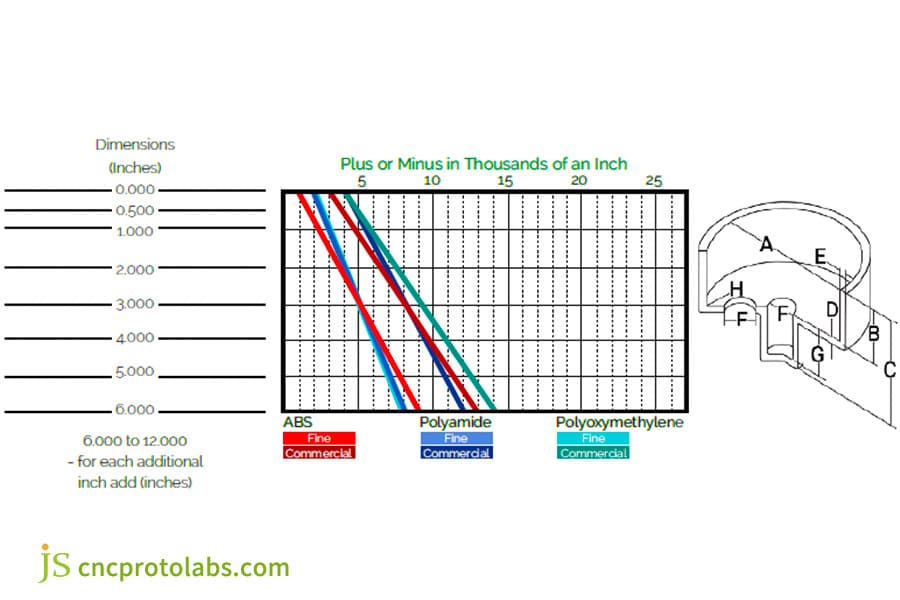
Figura 1: Un grafico che elenca le tolleranze dello stampaggio a iniezione di plastica per vari materiali e dimensioni, insieme a un diagramma in sezione trasversale di una parte in plastica.
Come gestire i rischi di tolleranza legati ai materiali nei materiali per stampaggio a iniezione di materie plastiche?
Materiali per stampaggio ad iniezione di materie plastiche hanno un impatto diretto sulla stabilità dimensionale delle parti. La scelta del materiale o della lavorazione sbagliata può causare molto facilmente seri problemi di tolleranza. Enfatizzare l'uso di materiali non cristallini (come PC, ABS) è un modo per ridurre al minimo le variazioni di ritiro.
D'altra parte, se vengono selezionati materiali semicristallini, il controllo della temperatura di 2 stampi più il trattamento post ricottura garantiranno la stabilità dimensionale.
| Nome del materiale | Restringimento (%) | Intervallo di temperatura dello stampo (°C) | Tolleranza applicabile (mm) | Costo unitario (USD) | Scenari applicabili |
| computer | 0,4-0,7 | 80-120 | ±0,02-0,05 | 1.2-1.8 | Custodia elettronica di precisione |
| ABS | 0,5-0,8 | 60-90 | ±0,03-0,06 | 0,9-1,5 | Parti interne automobilistiche |
| POM | 1,5-2,0 | 80-100 | ±0,04-0,07 | 1.5-2.2 | Ingranaggi e cuscinetti di precisione |
| PA66 | 1.2-1.8 | 80-110 | ±0,03-0,08 | 1.3-2.0 | Parti strutturali meccaniche |
| alimentatore | 0,4-0,6 | 100-130 | ±0,02-0,04 | 2.0-2.8 | Parti di precisione medica |
Strategia di selezione dei materiali basata sulla stabilità dimensionale
Per le parti che richiedono un adattamento di precisione, si consigliano materiali non cristallini (PC ABS PSU) poiché il loro tasso di ritiro (0,4%-0,7%) è meno influenzato dalle variazioni di temperatura dello stampo.
Nel caso in cui si decida per materiali semicristallini (POM, PA66), indicheremo chiaramente il rischio dimensionale di una variazione dello 0,1%-0,3% nel tasso di ritiro derivante da una variazione della temperatura dello stampo di 5.
Regolazione accurata della temperatura e ulteriore trattamento dei materiali semicristallini
Per produrre parti di precisione come POM e PA66, JS Precision utilizza una regolazione accurata della temperatura dello stampo di ±2°C e una ricottura dopo la lavorazione primaria del materiale per rendere stabile la cristallinità del materiale, le dimensioni delle parti coerenti e la stabilità delle parti nella produzione di massa sostenibile nel lungo periodo.
Quali capacità di processo definiscono il vero stampaggio a iniezione di materie plastiche di precisione per parti complesse?
Il vero stampaggio a iniezione di plastica di precisione, fondamentalmente, utilizza una macchina per lo stampaggio a iniezione completamente elettrica dotata di controllo ad alta precisione e di un sistema di pressione a circuito chiuso per compensare il ritiro del materiale e le variazioni di temperatura dello stampo, garantendo così la stabilità dimensionale delle parti complesse.
Vantaggi della risposta dinamica di tutte le macchine elettriche per lo stampaggio a iniezione
Tutte le macchine per lo stampaggio a iniezione elettriche forniscono un tempo di risposta della velocità di iniezione <10 ms, che è molto migliore rispetto a >50 ms delle presse idrauliche. Questa funzione consente rapidi cambiamenti nella velocità di riempimento del materiale fuso aiutando a prevenire la carenza di materiale o lo stress interno.
La precisione della pressione di mantenimento di 1 bar aiuta a ridurre le fluttuazioni dimensionali da un lotto all'altro.
Controllo della pressione in cavità a circuito chiuso
Un sensore di pressione è installato in ciascuna cavità dello stampo. Un sistema a circuito chiuso modifica in modo variabile i parametri di pressione di iniezione e di mantenimento, mantenendo le fluttuazioni della pressione nella cavità entro l'1%.
In questo modo è in grado di compensare le deviazioni dimensionali dovute alle variazioni della viscosità del materiale e della temperatura dello stampo, mantenendo così prodotti per lo stampaggio ad iniezione di materie plastiche coerenza.
In altre parole, è come se la cavità dello stampo fosse dotata di un “termometro intelligente”, in grado di monitorare le variazioni di pressione man mano che si verificano. Se in qualsiasi momento si discosta dalla norma, apporta le modifiche in modo autonomo, fornendo così un ambiente di stampaggio completamente uniforme per ciascun pezzo ed escludendo uno scenario in cui "alcune parti sono buone e altre parti sono cattive".
Hai bisogno di uno stampaggio a iniezione di plastica di precisione e stabile? Contatta i nostri ingegneri per una soluzione gratuita del processo di controllo della pressione a circuito chiuso per garantire prestazioni dimensionali stabili nella produzione di massa.
In che modo i servizi personalizzati di stampaggio a iniezione di materie plastiche risolvono i problemi di deformazione nelle parti asimmetriche?
La deformazione è generalmente vista come un difetto. Si verifica continuamente quando viene utilizzato lo stampaggio a iniezione di plastica di precisione per parti complesse.
Per le parti asimmetriche, la semplice modifica del processo non è sufficiente per eliminare del tutto il problema; due metodi principali di progettazione dello stampo sono essenziali per individuare la causa principale del problema.
Progettazione del controllo della temperatura dello stampo a zone
Generalmente, per le parti asimmetriche, viene utilizzato un circuito di riscaldamento/raffreddamento a zone.
Le aree che mostrano una grande differenza di ritiro sono controllate a temperature indipendenti (ad esempio, 90°C sul lato della nervatura di rinforzo, 60°C sul lato liscio ), il che garantisce che le velocità di raffreddamento siano sincronizzate e di conseguenza contribuiscono ad una diminuzione dell'ordito dovuta al ritiro irregolare.
Cavità dello stampo con progettazione di compensazione della deformazione inversa
L'esecuzione dell'analisi del flusso dello stampo consente la previsione della direzione e dell'entità della deformazione. Pertanto, la compensazione geometrica inversa è incorporata nella cavità dello stampo . In questo modo il pezzo può essere trasformato in piano mediante il recupero elastico del materiale dopo la sformatura, che risolve completamente il problema delle deformazioni.
Insomma, è come “pre-correggere” una parte che rischia di deformarsi. Sapendo che si deformerà da un lato dopo la sformatura, la cavità dello stampo viene precompensata nella direzione opposta in modo che ritorni planare dopo la deformazione, senza necessità di successive rilavorazioni.
Problemi di deformazione delle parti? Invia i disegni delle parti e forniremo un'analisi gratuita del flusso dello stampo e personalizzeremo un design dello stampo con compensazione antideformazione per soddisfare le vostre esigenze di servizio di stampaggio a iniezione di materie plastiche.
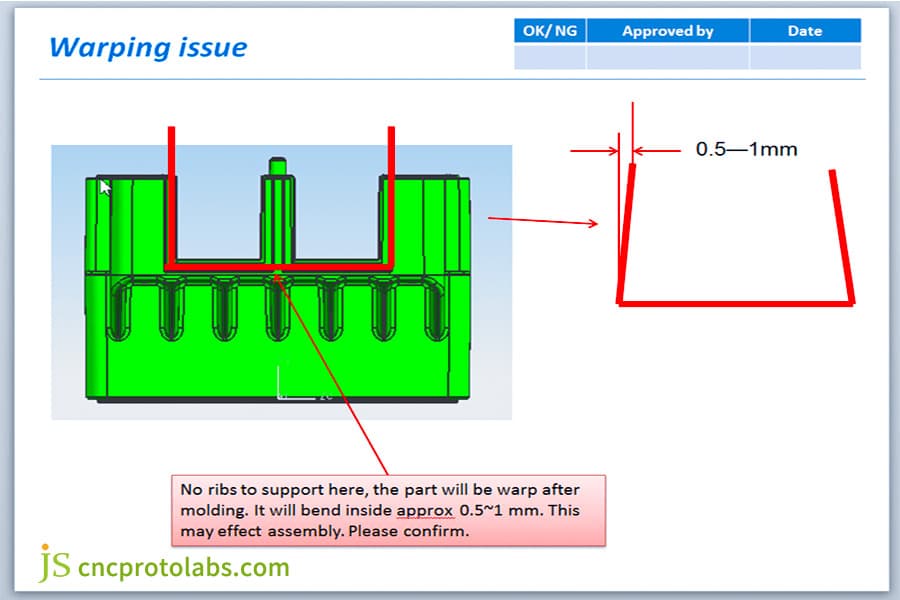
Figura 2: Un diagramma tecnico che analizza la deformazione in una parte asimmetrica stampata a iniezione, evidenziando un'area di deflessione di 0,5-1 mm e la causa dovuta alla mancanza di supporto delle nervature.
Quali caratteristiche definiscono un fornitore affidabile di servizi personalizzati di stampaggio a iniezione di materie plastiche?
La spina dorsale dei servizi di stampaggio a iniezione di materie plastiche personalizzati di qualità è un fornitore che, oltre a disporre di macchine per lo stampaggio a iniezione completamente elettriche, ha anche il know-how ingegneristico per eseguire analisi di producibilità dal lato della progettazione , fornire avvisi sui rischi dei materiali ed eseguire la co-ottimizzazione dello stampo del processo.
Intervento ingegneristico in fase di progettazione
I fornitori di servizi di stampaggio a iniezione di materie plastiche personalizzati di prim'ordine possono offrire consigli sulla producibilità mentre il prodotto è nella fase di progettazione, quindi non solo migliorando la struttura e le tolleranze delle parti, ma anche passando dalla fase di riparazione dello stampo dopo la modifica alla fase di prevenzione pre-modifica, il che si traduce in meno rischi e costi inferiori.
Offrire trasparenza dei parametri di processo e report sulla qualità
Servizi consolidati di stampaggio a iniezione di materie plastiche personalizzati forniscono sempre le registrazioni dei parametri di processo insieme ai rapporti sull'ispezione del primo articolo e all'analisi del CPK, garantendo così la trasparenza dei dati di produzione e la fiducia dei clienti.
Le funzionalità di supporto front-end e back-end sono complete
Un affidabile servizi personalizzati di stampaggio ad iniezione di materie plastiche fornitore presenta un'unica soluzione di servizio, dalla costruzione di stampi e stampaggio a iniezione alla lavorazione secondaria. In questo modo non si devono affrontare i rischi di incolparsi a vicenda e i costi di comunicazione dovuti alla cessione dei fornitori , il che rende il lavoro più efficiente.
La variabilità delle capacità tra i vari fornitori di servizi di stampaggio a iniezione di materie plastiche personalizzati può influenzare i costi del progetto, le modifiche e il numero di prodotti che otterrai.
Di seguito è riportato un confronto tra le capacità principali e i dati sui vantaggi per i clienti di diversi tipi di fornitori di servizi per aiutarti a selezionare rapidamente il partner giusto.
| Tipo di fornitore di servizi | Capacità di coinvolgimento nella progettazione | Trasparenza dei processi | Funzionalità di supporto front-end e back-end | Risparmio sui costi dello stampaggio di prova | Tasso di rischio del progetto cliente |
| Fornitori di servizi professionali di fascia alta (ad esempio, JS Precision) | Fornire in modo proattivo feedback sulla producibilità durante la fase di progettazione. | Fornire parametri di processo completi e report CPK. | Un servizio unico per la costruzione di stampi, stampaggio a iniezione e lavorazione secondaria. | 30%-50% | ≤3% |
| Fornitori di servizi di fascia media | Fornire feedback dopo le richieste del cliente. | Fornire record di parametri di processo di base. | Fornire record di parametri di processo di base. | 10%-20% | 8%-12% |
| Fornitori di servizi di fascia bassa | Nessuna capacità di coinvolgimento nella progettazione. | Nessun servizio di parametri di processo trasparente. | Fornire solo servizi di base di stampaggio a iniezione. | ≤5% | 18%-25% |
| Fornitori di servizi in stile piccola officina | Nessun servizio correlato alla progettazione. | Nessun record o report di processo. | Fornire solo stampaggio a iniezione singola, nessun servizio di supporto. | Nessun risparmio sui costi e nemmeno un aumento dei costi. | oltre il 30% |

Figura 3: Interno di una fabbrica moderna con file di macchine per lo stampaggio a iniezione, che mostrano dimensioni e capacità industriale.
Come ridurre i costi di prova ed errore con un servizio affidabile di stampaggio a iniezione di materie plastiche?
Facendo affidamento sull'analisi del flusso dello stampo prima della produzione dello stampo, sulla progettazione sperimentale scientifica durante la fase di prova dello stampo e sul trasferimento standardizzato dei parametri di produzione di massa, i costi per tentativi ed errori dei servizi di stampaggio a iniezione di materie plastiche possono essere sistematicamente ridotti, garantendo una produzione di massa stabile.
Innanzitutto la previsione del rischio e l'analisi del flusso dello stampo
Nella fase di progettazione dello stampo, forniamo ai nostri clienti di servizi di stampaggio a iniezione di materie plastiche un'analisi approfondita del flusso dello stampo per prevedere rischi quali linee di saldatura, intrappolamento d'aria e deformazione, consentendoci di regolare la progettazione dello stampo avere meno difetti e quindi minori costi di riparazione dello stampo.
Studio dello stampaggio della sperimentazione scientifica e della finestra dei parametri
Con l'aiuto della progettazione sperimentale scientifica, effettuiamo uno studio metodico degli effetti di parametri chiave come la pressione di mantenimento e la temperatura dello stampo sulle dimensioni degli articoli stampati a iniezione di plastica in modo da poter trovare finestre di processo stabili e ridurre il numero di stampaggi di prova.
Caso di studio JS Precision: controllo della tolleranza delle parti del cambio di precisione automobilistico
Il prossimo caso di studio dimostrerà come JS Precision, attraverso servizi professionali di stampaggio a iniezione di materie plastiche, può affrontare il problema delle deviazioni dimensionali in parti di cambi automobilistici di precisione .
Sfide incontrate
Inizialmente, l'azienda ha dovuto affrontare sfide produttive quando un fornitore di ricambi per automobili produceva 100.000 alloggiamenti del cambio POM al mese. Questa parte chiave della trasmissione richiedeva una planarità di 0,1 mm (in caso contrario, ciò avrebbe portato a un assemblaggio inadeguato del circuito).
In precedenza, il problema causava perdite giornaliere di 2.000 dollari e il progetto veniva addirittura ritardato.
A causa della forma asimmetrica del materiale dell'alloggiamento del cambio POM, l'alloggiamento è dotato di nervature fitte su una superficie e di una superficie piana sull'altra. Inizialmente la planarità era di soli 0,25 mm e le consuete modifiche al processo non riuscivano a risolvere il problema.
Inoltre, gli elementi della situazione erano un tasso di scarto del 12%, un costo unitario di 3,2 dollari e una leggera usura dello stampo.
Soluzioni:
1. Gestione del rischio materiale:
Poiché il POM è un polimero semicristallino, la sua cristallinità e velocità di ritiro possono essere fortemente influenzate dalla temperatura dello stampo. La modifica della temperatura dello stampo di ±5 ℃ può portare a una variazione dello 0,2% nel tasso di ritiro del prodotto , che è la principale fonte di errori dimensionali della parte.
2. Controllo della temperatura dello stampo a zone:
Abbiamo collegato un circuito di riscaldamento al lato della nervatura del pezzo e, utilizzando canali di raffreddamento conformati, siamo stati in grado di aumentare la temperatura dello stampo da 60 ℃ a 90 ℃ e quindi impostare un controllo a zone con il lato liscio limitando la differenza nella temperatura di raffreddamento a ≤ 3 ℃.
3. Progettazione della compensazione antideformazione:
Dopo che l'analisi del flusso dello stampo prevede che la parte abbia una deformazione concava di 0,25 mm, il lato del piano della cavità viene compensato con una convessa di 0,1 mm. Insieme al controllo della pressione a circuito chiuso (fluttuazione dell'1%) della macchina per lo stampaggio a iniezione completamente elettrica, la consistenza del prodotto è garantita.
Risultati finali:
Dopo l'ottimizzazione, la planarità della parte viene costantemente mantenuta a 0,06-0,08 mm (CPK=1,67), il tasso di scarto è ridotto a solo lo 0,8%, il costo unitario è di 2,7 dollari, il cliente risparmia 50.000 dollari ogni mese, non vi sono ritardi nel progetto e il cliente ci affiderà in seguito solo la produzione di 3 serie di parti, con una durata dello stampo di oltre 1 milione di cicli.
Se anche tu affronti problemi come deformazioni o deviazioni dimensionali in pezzi di precisione, contattaci per una soluzione personalizzata di servizi di stampaggio a iniezione di materie plastiche e un rapporto gratuito sull'analisi del flusso dello stampo per aiutarti a risolvere rapidamente i punti critici della produzione.
Figura 4: Diversi pezzi stampati a iniezione grigi che poggiano su un letto di granuli di materia prima plastica bianca.
Domande frequenti
Q1: Quale tolleranza della parte è la più economica?
La tolleranza della parte più economica è 0,05-0,1 mm. Tolleranze inferiori a 0,02 mm aumenteranno notevolmente il costo degli stampi e anche il numero di cicli di stampaggio di prova, rendendone inutile lo sforzo.
Q2: Perché le dimensioni della mia parte sono cambiate dopo un giorno?
Ciò accade a causa del ritiro successivo, ovvero del rilascio dello stress residuo. Per stabilizzare la cristallinità ed evitare cambiamenti dimensionali è necessaria la ricottura.
Q3: Come evitare che le linee di saldatura influenzino la resistenza della parte?
Le posizioni delle linee di saldatura possono essere previste mediante l'analisi del flusso dello stampo. Successivamente è possibile ottimizzare il punto di iniezione oppure aumentare la temperatura dello stampo in modo da spostare le linee di saldatura in zone delle parti che non sono sollecitate.
Q4: Come garantire la coerenza delle parti in ciascuna cavità di uno stampo multicavità?
L'utilizzo del controllo della fasatura dello spillo della valvola del canale caldo combinato con il controllo a circuito chiuso del sensore di pressione della cavità indipendente consente il bilanciamento della velocità di riempimento e della pressione in ciascuna cavità, garantendo la consistenza della parte.
Q5: Perché i campioni passano ma la produzione di massa fallisce?
Fondamentalmente il problema è la finestra di processo estremamente ristretta e i parametri di stampaggio di prova non ottimizzati. L'esecuzione di prove scientifiche di stampaggio porterà alla scoperta di una finestra di processo stabile e impedirà deviazioni dimensionali durante la produzione di massa.
Q6: Quale dovrebbe essere il fattore più importante nella scelta di un fornitore di servizi di stampaggio a iniezione?
Il primo e più importante fattore dovrebbero essere le capacità ingegneristiche , ovvero la capacità del fornitore di servizi di fornire feedback sulla producibilità in fase di progettazione per prevenire attivamente l'insorgere di rischi di tolleranza e di processo, invece di avere solo la capacità di effettuare la produzione di base.
D7: Perché le parti con pareti sottili sono soggette a carenza di materiale?
Quando la plastica fusa scorre in un'area con pareti sottili, si raffredda molto rapidamente e il flusso diventa molto difficoltoso. Se si vuole evitare la carenza di materiale, sono necessarie presse ad iniezione ad alta velocità e alta pressione e materiali molto fluidi.
Q8: Quanto incide la temperatura dello stampo sulle dimensioni?
Nei materiali semicristallini, una fluttuazione di ±5℃ della temperatura dello stampo può causare una variazione del tasso di ritiro dello 0,1%-0,3% , sufficiente a far sì che le parti non si adattino più con precisione.
Q9: Come posso ottenere un preventivo per un progetto personalizzato di stampaggio a iniezione di materie plastiche?
Puoi ottenere una valutazione gratuita di fattibilità della tolleranza e un preventivo dettagliato da JS Precision tramite invio dei disegni delle parti . Il processo include in genere la ricezione di feedback sulla producibilità e una proposta formale di costi.
Riepilogo
Il controllo delle tolleranze di parti complesse in plastica è un lavoro di squadra tra stampi e processi di progettazione dei materiali. I prodotti per stampaggio a iniezione di materie plastiche ad alta precisione ed elevata uniformità richiedono un'analisi delle tolleranze guidata dalle funzionalità, avvisi sui rischi dei materiali e la garanzia del processo di precisione.
Il nostro team di ingegneri ti offrirà un servizio gratuito tolleranze dello stampaggio a iniezione di materie plastiche valutazione di fattibilità per aiutare il tuo progetto a passare alla produzione di massa in un unico passaggio, risparmiando tempo e costi.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

