
Plastics for injection molding is the core cornerstone of successful injection molding projects, and selecting the wrong materials often results in the loss of time and funds invested in the early stages.
You could spend tens of thousands of dollars on a mold, and still end up with wrong dimensions because the plastic shrinks too much or too little. Alternatively, picking low cost materials to cut expenses might lead to high scrap rates later on.
The main problem comes from how the first choice of plastic is made. This guide helps sort through technical specs and price concerns to find a plastic that fits your actual needs.
It tends to be more important to match the material's shrinkage rate with exact design requirements. A good fit probably reduces waste and avoids costly rework.
Key Answer Summary:
The article looks at how to pick the right plastic for injection molding, covering material types, pricing, and choosing suppliers. It gives clear numberslike shrinkage from 0.2% to 3.5%and a practical approach to help decide between performance and price. Thing is, picking wrong can lead to mold scrap or delays.
This method keeps production on track by ensuring proper material choice. A good selection prevents waste and stops downtime caused by errors in the process.
| Key Dimensions | Technical Points | Business Value |
| Material Classification | Amorphous plastics shrink by 0. 4% to 0. 8%, semi crystalline types by 1. 5% to 3. 0%. | Designers must adjust mold sizes to prevent mistakes. |
| Cost Control | Raw material expenses make up 30% to 60% of overall spending. Longer cycles raise per unit prices. | Improve total cost of ownership and cut unseen losses. |
| Supplier Selection | Check drying steps, purity levels, and official paperwork before choosing suppliers. | Lower conflicts and switch materials fast if needed. |
Key Conclusions:
- Material Classification First: The shrinkage rate difference between amorphous and semi crystalline plastics can be up to 5 times, this must be confirmed before mold design.
- Cost Considerations: Low material unit price does not equal low total cost because scrap rate and cycle time function as important factors.
- Scrap Patterns: The main reason for scrap occurs when hygroscopic materials (PA and ABS) dry insufficiently because suppliers must supply drying parameters.
- Sustainable and Implementable: PCR materials need modification technology while suppliers must provide GRS and other certifications.
Why Trust This Guide? JS Precision’s Expertise In Selecting Plastics For Injection Molding
The molding industry requires plastic injection molding operations to select dependable partners who possess established abilities because this choice prevents fatal operational mistakes.
JS Precision has dedicated more than 15 years to developing injection molding solutions which have reached over 5,000 clients across 30 countries including major automotive companies and leading medical device manufacturers.
The 28 certified engineers on our team possess advanced materials science expertise which enables them to tackle difficult material challenges through their knowledge of plastics injection molding methods.
We provide recommendations that utilize unique data obtained from more than 10,000 injection molding projects which includes a dedicated database that tracks shrinkage rates and process parameters for 200 common plastics for injection molding.
A European automotive supplier experienced their scrap rate increase to 38% because they selected the wrong materials for engine parts production.
The client saved more than $200,000 per year after JS Precision selected custom modified PA66 plastic as the best plastic for injection molding and improved the production process which reduced scrap production to 1.8%.
Our recommendations follow international standards which require medical grade plastics to meet ISO 10993 requirements because this ensures products will maintain compliance and operational dependability. We provide complete assistance which begins with material recommendations and continues through mold optimization and production validation processes.
Our history demonstrates that we can support your business in achieving stable product quality and economical production methods whether you produce high volume consumer products or aerospace equipment which requires high precision.
Ready to leverage our expertise? Contact our engineers today for a free initial consultation on plastics for injection molding, and let us help you avoid the pitfalls that 70% of projects without professional guidance encounter.
What Are The Most Common Plastics For Injection Molding And How Do You Classify Them?
The two primary classifications of injection molding plastics consist of amorphous materials and semi crystalline materials. The distinction between these two properties serves as the essential foundation which engineers must understand before proceeding with their injection molding work.
Our compiled data includes the properties of common plastics used in injection molding and the classification standards which help you identify material usage for specific situations.
Amorphous vs. Semi crystalline: Shrinkage differences can be up to 5 times
- Non crystalline plastics (ABS, PC, PMMA): molecular disorder, shrinkage rate of 0.4% -0.8%, size stability, suitable for precision parts, weak chemical resistance.
- Semi crystalline plastics (PA, POM, PP): molecularly ordered, with a shrinkage rate of 1.5% -3.0%, high strength, good chemical resistance, but with anisotropic shrinkage.
Technical depth: The shrinkage rate for PA6 ranges from 0.5% to 1.5%, while POM has a shrinkage rate between 2.0% and 2.5%. The use of incorrect materials will result in defects which cause both mold problems and material waste. The process of shrinkage testing needs to follow the ASTM D955 standards.
Liquidity determines the molding cycle
- The melt viscosity of semi crystalline plastics decreases rapidly which enables good flowability, however, the material must wait for extended periods before it can crystallize.
- Amorphous plastics start to soften without displaying a distinct melting point which requires extended cooling periods to maintain their physical dimensions.
The data tables we have created display complete performance information for multiple core materials, which includes their shrinkage rates and mechanical characteristics and their processing features.
| Material Name | Shrinkage Range (%) | Heat Deflection Temperature (°C) | Tensile Strength (MPa) | Melt Flow Index (g/10min) |
| ABS | 0.4-0.8 | 88-98 | 40-50 | 1.5-20 |
| PC | 0.5-0.7 | 130-140 | 60-70 | 5-15 |
| PA6 | 0.5-1.5 | 60-80 | 70-80 | 10-30 |
| PA66 | 0.8-1.8 | 75-90 | 80-90 | 5-25 |
| POM | 2.0-2.5 | 110-120 | 60-70 | 2.0-30 |
| PP | 1.0-2.5 | 70-100 | 20-30 | 2-35 |
| PMMA | 0.3-0.6 | 70-80 | 50-70 | 1.5-10 |
Want to confirm the category of your target material? Download our free white paper on injection molding plastic types, which contains detailed performance data for over 50 commonly used materials.

Figure 1: Multiple piles of uniformly-sized, cube-shaped plastic pellets in various colors like red, blue, green, and cyan, displayed against a white background.
Why Do Plastics For Injection Molding Fail During Molding?
Even if plastics for injection moulding is chosen correctly, the molding process may still experience failures, with black spots, brittle fractures, and silver threads being the most common forms. Rapid diagnosis can save time and cost.
On site Quick Diagnosis Guide
- Black spots: Come from dirty barrels or impurities in the material. Low quality plastics used in injection molding leads to this flaw.
- Brittle fracture: Happens when melt temperature is too high, causing degradation, or recycled content goes above 30%. Both harm the polymer structure and lower impact resistance.
- Silver streaks: Mostly due to hygroscopic materials not being dried enough. Drying must be checked right away, and moisture levels tested.
Material Issues vs. Process Issues
Simple Judgment Logic: If several machines using identical plastic show problems, the issue is likely in the material. If just one machine fails, its probably a process or equipment issue. This helps avoid conflicts with suppliers and speeds up fixes at least in theory.
Which Plastics Used In Injection Molding Cause The Most Rework Scrap?
In plastics used in injection molding, hygroscopic and thermosensitive materials are the main sources of rework waste, and their characteristics require strict process control. Even small deviations can lead to expensive defects.
The Drying Trap of Hygroscopic Materials
Plastics like PA6, ABS, and PC absorb moisture easily. They must be dried to less than 0.02% to 0.2% before use. If not properly dried, problems such as silver streaks and air bubbles show up. PA6 that hasnt been dried may lose 30% of its impact strength.
The Process Window of Heat Sensitive Materials
PVC and certain engineering plastics have a very narrow processing range. Their breakdown temperature is near their melting point. Staying in the barrel too long causes material to break down, forming black spots and releasing toxic fumes.
Uncontrolled Recycled Material Ratio
If the proportion of recycled materials (PCR/PIR) exceeds 30%, it is prone to brittle fracture and black spots. The supplier needs to clarify the proportion and provide test data for recycled plastics for injection molding.
In addition, understanding the recycling characteristics of common plastics for injection molding, combined with the classification of injection molding plastic types, can better control the risks of using recycled materials.
Want to reduce scrap rates? Let JS Precision provide a free cost analysis for your current process, including recommendations for the best plastic for injection molding and optimization of process parameters to minimize rework.
How To Identify The Best Plastic For Injection Molding Between Commodity And Engineering Grades?
Choosing PP or PE for commercial use and PA6, PC, or POM for engineering applications matters most when designing parts for injection molding. These materials must match how the part will perform under stress and in real world conditions. Proper selection depends on the products mechanical needs and daily use environment.
PP vs. PA6: In depth Comparison of Technical Parameters
| Performance Indicators | PP | PA6 |
| Shrinkage (%) | 1.0-2.5 | 0.5-1.5 |
| Tensile Strength (MPa) | 20-30 | 70-80 |
| Heat Deflection Temperature (°C) | 70-100 | 60-80 |
| Drying Requirements | Generally no drying required | Must be dried to moisture content <0.2% |
| Cost (USD/kg) | 1.2-1.5 | 3.0-3.5 |
- Business Insights: PP costs less per unit, but bad wall thickness might raise scrap past 20%. PA6 is more expensive, but it keeps consistent sizes and scrap drops below 2% in large runs. This likely makes PA6 cheaper overall despite the higher initial cost. The choice depends on how much scrap risk the production process can handle.
Selection Decision Matrix
- Need heat resistance above 80°C? → Engineering plastics (PC with a heat deflection temperature above 120°C)
- Need wear resistance? → POM or PA
- Cost sensitive and low performance requirements? → PP or PE
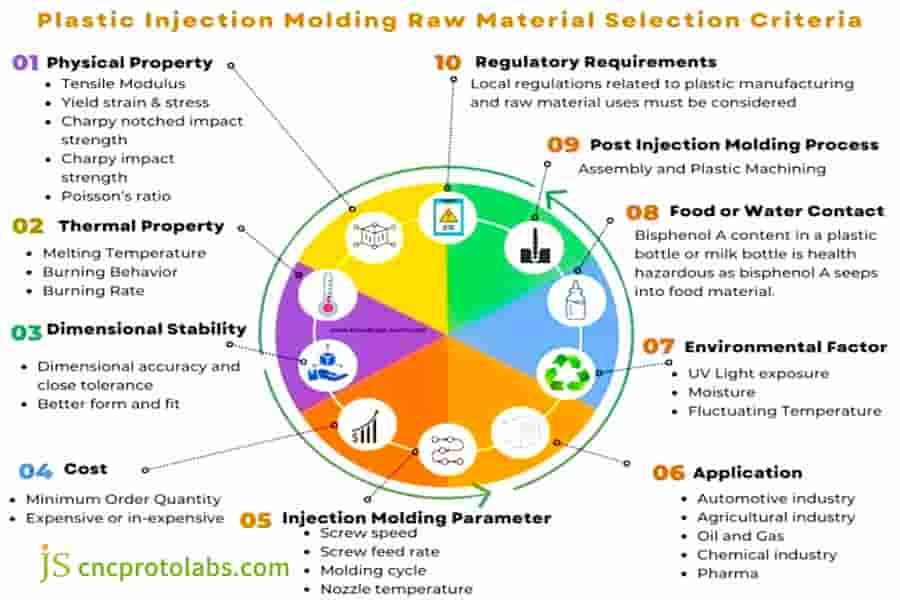
Figure 2: A circular radar chart outlining the selection criteria for plastics in injection molding, covering factors such as physical properties, thermal properties, cost, and application.
How To Accurately Analyze And Control The Cost Of Plastics For Injection Molding?
The expenses for injection molding include three components which are material costs which account for 30% to 60% of total costs and one time mold expenses and processing costs which depend on the duration of production cycles. Cost optimization requires looking beyond the unit price and focusing on the total cost.
Material unit price ≠ unit cost
PP unit price is $1.2-1.5/kg but improper wall thickness can lead to a scrap rate exceeding 20% PA6 unit price is higher but dimensional stability is better and in mass production the scrap rate can be reduced to below 2% which results in a more favorable total cost.
Key impacts of cycle time
- Ejection time depends on heat distortion temperature (HDT) because higher temperatures decrease cooling times.
- The case study found that changing material to PBT-GF15 resulted in a 30% decrease of production cycle time while also increasing production efficiency.
- Energy costs: The 15%-22% cycle time reduction results in a more than 15% decrease of unit energy consumption.
Mathematics of mold amortization:
- Production volumes that reach 100,000 units require single cavity molds while production volumes that exceed 500,000 units can use four cavity molds which decrease unit costs by 30% to 50%.
- The expenses for maintaining complex molds reach 15% to 20% of their original costs which need to be recorded in financial statements.
To clearly demonstrate the specific impact of different material properties on unit cost, we calculated the cost differences under different production volumes using a mathematical model. The following is a specific data table:
| Material Type | Unit Material Cost (USD/kg) | Material Usage per Unit (g) | Material Cost (USD/Unit) | Scrap Rate (%) | Overall Cost Percentage |
| Low Cost General Purpose Material (PP) | 1.35 | 25 | 0.0338 | 5 | 35% |
| Medium Performance Engineering Material (PA6) | 3.2 | 20 | 0.064 | 2 | 45% |
| High Performance Modified Material (CF-PA66) | 5.5 | 18 | 0.099 | 1.2 | 55% |
| Ultra High Performance Material (PEEK) | 28.0 | 15 | 0.42 | 0.5 | 80% |

Figure 3: An assortment of injection-molded plastic parts in various shapes, sizes, and colors, including large curved pieces, containers, and small components, displayed on an orange surface.
Does The Best Plastic For Injection Molding Change With Sustainability Goals?
In the context of sustainable development, the best plastic for injection molding is affected by environmental factors, and PCR materials and PLA are gradually becoming popular, but special process control is needed to solve viscosity fluctuations and degradation problems.
Challenges of PCR Materials:
The property of recycled plastics for injection moulding breaks because of two factors, which are pollution and the degradation of polymer chains. The company needs to adjust its process parameters, while it must conduct supplier qualification audits at an intensive level to prevent defects from occurring.
Process Window for Bio based Plastics (PLA):
The processing temperatures for PLA need to stay between 180-210℃ because of its low thermal stability. The production process requires that barrel residence time should remain below the maximum limit, which makes production planning necessary because cycle times exceed traditional plastics by 10%-15%.
Supplier Support Required:
- Modification technologies: To compensate for the performance degradation of recycled materials.
- Certification documents: Global Recycling Standard (GRS) certification and carbon emission data.
How To Determine The Best Plastic For Injection Molding For Your Project?
The process of choosing the most appropriate plastic material for injection molding demands a systematic evaluation method that must assess three factors which include material performance and processing capacity and production expenses.
The project objectives can be achieved through the execution of these seven steps which ensure that materials used in the project meet the required standards.
Seven-Step Selection Method
- Define Requirements: The testing process requires confirmation of mechanical forces which will test operating temperatures and chemical exposure and regulatory requirements that the part needs to handle.
- Determine Key Performance Indicators: The section establishes the essential performance requirements which include tensile strength and heat resistance and unit cost that must be achieved.
- Preliminary Classification: The process needs to decide between commercial grade plastics and engineering grade plastics for the intended application.
- Compare Candidate Materials: The process needs to assess important characteristics which include shrinkage rate and heat distortion temperature and MFI and drying requirements.
- Calculate Total Cost: The process needs to assess total expenses which include all costs instead of focusing only on material cost per unit.
- Consult Experts: Materials engineers help verify the logical selection process through their expertise.
- Prototype Validation: The testing process requires actual parts to be tested with the material to prove that performance standards have been achieved.
The Value of JS Precision
- Materials Database: The database includes more than 200 engineering plastics and commercial grade plastics for injection molding.
- Mold Flow Analysis: The tool enables users to forecast the filling and cooling processes together with the warpage behavior which allows them to reduce their need for mold testing.
- Trial Molding Support: The service provides complete technical assistance which covers the entire process from selecting materials to optimizing the mold design.
JS Precision Case Study: Material Scrap Rate Of a Collaborative Robot Joint Arm
A certain robot startup is developing a lightweight collaborative robot, whose articulated arms are made of carbon fiber reinforced nylon (CF-PA66) through plastic injection molding process. After three months of production, the scrap rate reached 45%, posing a serious threat to project delivery.
The main problems led to assembly site scrap production which resulted in 62 percent of waste while severe surface fiber loosening caused 28 percent of waste and breakage during load testing accounted for 10 percent of waste. The client was considering reverting to aluminum alloy machining, which would triple the cost and increase weight by 60%.
Diagnosis Results
The technical team from JS Precision conducted a week long site visit for their analysis work which revealed three main technical problems.
- Material Level: The carbon fiber distribution material exhibits uneven distribution which results in unpredictable shrinkage behavior because of its anisotropic properties.
- Process Level: The actual mold temperature reached only 60℃ which differs from the design requirement of 120℃. This temperature prevented proper carbon fiber alignment.
- Design Level: A stress concentration develops at points where wall thickness changes suddenly because all corners have a radius of 0.5mm. The theoretical stress concentration factor for this design equals 3.2.
Solution
1. Material Reconfiguration: The JS Precision company developed new CF-PA66 material through its development team which added a nucleating agent to control crystallization process that resulted in 0.8 percent shrinkage difference. The results achieved 0.2 percent anisotropic difference.
2. Mold Modification: The new temperature controller enables constant temperature maintenance at 120±2℃. The gate location was optimized, shortening the flow length by 40% and the corner radius (R) was increased from 0.5mm to 2.0mm.
3. Process Curing: A drying process at 110℃ for 4 hours was adopted (moisture content <0.02%), the holding pressure was increased from 60MPa to 85MPa, segmented injection speed control was implemented to eliminate jetting marks.
Final Results
| Indicators | Before Improvement | After Improvement |
| Scrap Rate | 45% | 1.2% |
| Dimensional CPK | 0.8 | 1.33 |
| Articulated Arm Weight | - | 55% lighter than aluminum alloy |
| Unit Cost | $60 (including scrap) | $23 |
| Delivery Time | 45 days | 12 days |
This case demonstrates that choosing the right plastics for injection molding and optimizing the entire production system can dramatically change project outcomes. Are you facing similar material related challenges? Contact JS Precision today to learn how our customized solutions can reduce your scrap rate and improve product performance.

Figure 4: Three high-strength, black injection-molded parts made of carbon fiber reinforced nylon (CF-PA66), with a glossy finish, likely for robotic joint applications.
FAQs
Q1: How should one select between ABS and PC materials?
ABS presents a cost efficient solution which enables straightforward electroplating, while PC provides superior strength combined with transparent properties and exceptional thermal resistance. The selection of ABS should be made for external components while PC should be used for see through elements and parts that require protection against strong impacts.
Q2: What is the shrinkage rate of PP?
The shrinkage rate of PP ranges from 1.0% to 2.5% because different fillers and process parameters produce different results. The design process should start with an average value which designers will modify according to their needs.
Q3: Why does POM experience warping problems?
POM exhibits a maximum shrinkage rate of 2.0% to 2.5% because it contains semi crystalline material, and its properties show significant direction based variations. The establishment of precise cooling and pressure holding methods will help diminish warping problems.
Q4: Which material has the lowest unit price?
The most affordable commercial grade plastics consist of PP, PE, and PVC, which have a market value between $1.2 and $1.5 per kilogram. The complete expense assessment requires evaluation of both scrap materials and necessary processing activities.
Q5: Can recycled materials contain PCR content?
The materials can be utilized, yet their quality and stability depend on verification of the PCR ratio, supplier modification capacity, and GRS certification requirements.
Q6:Why does PEEK have a high price point?
PEEK serves as a high performance engineering plastic which maintains its structural integrity at temperatures reaching 260℃. The material possesses outstanding strength, which qualifies it for use in advanced aerospace and medical implant applications, resulting in its elevated cost.
Q7: How do you measure mold shrinkage rate?
The Material Technical Data Sheet (TDS) serves as the standard reference. The shrinkage rate for semi crystalline plastics should be set between 1.5% and 2.5% whereas the shrinkage rate for amorphous plastics should be set between 0.4% and 0.8%. Precise parts should undergo mold flow analysis.
Q8: What support does JS Precision offer?
JS Precision provides material selection consultation, mold flow analysis, mold optimization, and trial molding support to ensure a perfect match between plastics for injection molding and the mold.
Summary
Selecting appropriate plastics for injection moulding serves as the fundamental requirement which determines both project success rates and their associated expenses. The process demands assessment of material variations together with evaluation of costs and confirmation of suppliers through expert decision making.
JS Precision provides plastic injection molding services for more than 15 years which includes successful resolution of intricate material problems for customers throughout the world. Your project will experience delays and cost increases if you select materials incorrectly.
Submit your 3D drawings and requirements now, and our engineers will recommend the best plastics for injection molding and provide free manufacturability analysis to put your project on the road to success.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

