
射出成形用プラスチックは、射出成形プロジェクトを成功させるための重要な基盤であり、誤った材料を選択すると、初期段階で投資した時間と資金が無駄になることがよくあります。
金型に数万ドルを費やしても、プラスチックの収縮率が高すぎたり低すぎたりして、寸法が合わない製品ができてしまう可能性があります。逆に、コスト削減のために安価な材料を選ぶと、後々不良品率が高くなる恐れがあります。
主な問題は、最初に選んだプラスチックの製造方法にあります。このガイドでは、技術仕様や価格に関する懸念事項を整理し、実際のニーズに合ったプラスチックを見つけるお手伝いをします。
材料の収縮率を設計要件に正確に合わせることがより重要になる傾向があります。適切な適合性があれば、無駄を減らし、費用のかかる再加工を回避できる可能性が高くなります。
主要解答の要約:
この記事では、射出成形に適したプラスチックの選び方について、材料の種類、価格、サプライヤーの選定などを解説しています。収縮率を0.2%から3.5%までといった具体的な数値で示し、性能と価格のバランスを取るための実践的なアプローチを紹介しています。ただし、選び方を誤ると金型の不良や納期の遅延につながる可能性があります。
この方法は、適切な材料選定を徹底することで、生産を円滑に進めることを可能にします。適切な材料選定は無駄をなくし、工程上のミスによる生産停止時間を回避します。
| 主要な寸法 | 技術的なポイント | ビジネス価値 |
| 材料分類 | 非晶質プラスチックは0.4%~0.8%収縮し、半結晶性プラスチックは1.5%~3.0%収縮する。 | 設計者は、ミスを防ぐために金型のサイズを調整する必要がある。 |
| コスト管理 | 原材料費は総支出の30%から60%を占める。生産サイクルが長くなると、単位当たりの価格が上昇する。 | 総所有コストを改善し、目に見えない損失を削減する。 |
| サプライヤー選定 | 仕入先を選ぶ前に、乾燥工程、純度レベル、および公式書類を確認してください。 | 衝突を減らし、必要に応じて迅速に材料を切り替える。 |
主な結論:
- まず、材料の分類から始めましょう。非晶質プラスチックと半結晶性プラスチックの収縮率の差は最大で5倍にもなるため、金型設計前にこれを必ず確認する必要があります。
- コストに関する考慮事項:材料の単価が低いからといって、総コストが低いとは限りません。なぜなら、不良率やサイクルタイムが重要な要素となるからです。
- スクラップの発生パターン:スクラップが発生する主な理由は、吸湿性材料(PAおよびABS)が十分に乾燥しない場合です。これは、サプライヤーが乾燥パラメータを提供する必要があるためです。
- 持続可能かつ実現可能: PCR材料には改質技術が必要であり、供給業者はGRSおよびその他の認証を提供しなければならない。
このガイドを信頼する理由:JS Precisionの射出成形用プラスチック選定における専門知識
成形業界では、プラスチック射出成形を行う企業は、実績のある能力を持つ信頼できるパートナーを選定する必要がある。なぜなら、そうすることで致命的な操業ミスを防ぐことができるからである。
JS Precisionは15年以上にわたり射出成形ソリューションの開発に専念しており、主要自動車メーカーや大手医療機器メーカーを含む30カ国5,000社以上の顧客に製品を提供しています。
当チームに所属する28名の認定エンジニアは、高度な材料科学の専門知識を有しており、プラスチック射出成形方法に関する知識を通じて、困難な材料課題に取り組むことができます。
当社は、1万件以上の射出成形プロジェクトから得られた独自のデータを活用した推奨事項を提供しています。このデータには、射出成形によく使用される200種類のプラスチックの収縮率とプロセスパラメータを追跡する専用データベースが含まれています。
あるヨーロッパの自動車部品サプライヤーは、エンジン部品の製造に不適切な材料を選定したため、不良率が38%に上昇した。
JS Precision社が射出成形に最適なプラスチックとして独自に改良したPA66プラスチックを選定し、生産工程を改善して不良品の発生率を1.8%に削減した結果、顧客は年間20万ドル以上のコスト削減を実現した。
当社の推奨事項は、医療用プラスチックがISO 10993の要件を満たすことを義務付ける国際規格に準拠しています。これは、製品が規格に適合し、運用上の信頼性を維持することを保証するためです。当社は、材料の推奨から始まり、金型の最適化、生産検証プロセスに至るまで、包括的なサポートを提供します。
当社の実績は、大量生産の消費者向け製品であろうと、高精度が求められる航空宇宙機器であろうと、お客様の事業において安定した製品品質と経済的な生産方法を実現できるよう支援できることを証明しています。
当社の専門知識をご活用になりませんか?射出成形用プラスチックに関する無料の初回相談をご希望の方は、今すぐ当社のエンジニアにご連絡ください。専門家の指導を受けずにプロジェクトを行った場合、70%が陥る落とし穴を回避できるようお手伝いいたします。
射出成形に最もよく使われるプラスチックは何ですか?また、それらはどのように分類されますか?
射出成形用プラスチックは、大きく分けて非晶質材料と半結晶質材料の2種類に分類されます。これら2つの特性の違いを理解することは、射出成形作業を進める前にエンジニアが必ず理解しておくべき重要な基礎知識となります。
当社が収集したデータには、射出成形に使用される一般的なプラスチックの特性と、特定の状況における材料の使用を特定するのに役立つ分類基準が含まれています。
非晶質 vs. 半結晶質:収縮率の差は最大5倍にもなる
- 非結晶性プラスチック(ABS、PC、PMMA):分子構造が不規則で、収縮率は0.4%~0.8% 、寸法安定性があり、精密部品に適していますが、耐薬品性は弱いです。
- 半結晶性プラスチック(PA、POM、PP):分子レベルで秩序だった構造を持ち、収縮率は1.5%~3.0%、高強度、優れた耐薬品性を有するが、収縮は異方性である。
技術的な詳細: PA6の収縮率は0.5%~1.5%、POMの収縮率は2.0%~2.5%です。不適切な材料を使用すると、金型の問題や材料の無駄につながる欠陥が発生します。収縮試験はASTM D955規格に従って実施する必要があります。
流動性が成形サイクルを決定する
- 半結晶性プラスチックの溶融粘度は急速に低下するため、良好な流動性を有するが、結晶化するまでには長時間を要する。
- 非晶質プラスチックは明確な融点を示さずに軟化し始めるため、その物理的寸法を維持するには長時間の冷却時間が必要となる。
当社が作成したデータテーブルには、複数のコア材料に関する完全な性能情報が表示されており、これには収縮率、機械的特性、加工特性などが含まれます。
| 材料名 | 収縮率範囲(%) | 熱変形温度(℃) | 引張強度(MPa) | メルトフローインデックス(g/10分) |
| ABS | 0.4~0.8 | 88-98 | 40~50 | 1.5-20 |
| PC | 0.5~0.7 | 130-140 | 60~70 | 5-15 |
| PA6 | 0.5~1.5 | 60~80 | 70~80 | 10-30 |
| PA66 | 0.8~1.8 | 75-90 | 80~90 | 5-25 |
| ポム | 2.0~2.5 | 110-120 | 60~70 | 2.0-30 |
| PP | 1.0~2.5 | 70-100 | 20~30 | 2-35 |
| PMMA | 0.3~0.6 | 70~80 | 50~70 | 1.5~10 |
対象材料のカテゴリーを確認したいですか? 射出成形用プラスチックの種類に関する無料のホワイトペーパーをダウンロードしてください。このホワイトペーパーには、一般的に使用されている50種類以上の材料の詳細な性能データが掲載されています。

図1:白地の背景に、赤、青、緑、シアンなど様々な色の、均一な大きさの立方体状のプラスチックペレットが複数山積みになっている様子。
射出成形用プラスチックが成形中に破損する理由とは?
射出成形用のプラスチック材料を適切に選定したとしても、成形工程で不具合が発生する可能性があり、黒点、脆性破壊、銀糸の発生などが最も一般的な症状です。迅速な診断は時間とコストの節約につながります。
現場でのクイック診断ガイド
- 黒い斑点:バレルが汚れているか、材料に不純物が含まれていることが原因です。射出成形に使用されるプラスチックの品質が低いと、このような欠陥が生じます。
- 脆性破壊:溶融温度が高すぎて劣化が生じた場合、または再生材含有率が30%を超えた場合に発生します。どちらの場合もポリマー構造が損傷し、耐衝撃性が低下します。
- 銀色の筋:主に吸湿性素材の乾燥不足が原因です。乾燥状態をすぐに確認し、水分量を測定する必要があります。
材料の問題 vs. 工程の問題
単純な判断基準:同一のプラスチックを使用している複数の機械で問題が発生した場合、問題はおそらく材料にある。1台の機械だけが故障した場合は、おそらく工程または設備の問題である。これにより、少なくとも理論上は、サプライヤーとの衝突を回避し、問題解決を迅速化できる。
射出成形に使用されるプラスチックのうち、最も再加工による不良品発生率が高いのはどれか?
射出成形に使用されるプラスチック材料のうち、吸湿性および熱感受性材料は再加工廃棄物の主な発生源であり、その特性上、厳格な工程管理が求められる。わずかなずれでも、高額な不良につながる可能性がある。
吸湿性材料の乾燥トラップ
PA6、ABS、PCなどのプラスチックは吸湿性が高いため、使用前に水分含有量を0.02~0.2%以下に乾燥させる必要があります。適切に乾燥させないと、銀色の筋や気泡などの問題が発生します。乾燥が不十分なPA6は、耐衝撃性が30%低下する可能性があります。
熱に弱い材料の加工条件範囲
PVCや一部のエンジニアリングプラスチックは、加工温度範囲が非常に狭い。分解温度は融点に近い。ドラム缶の中に長時間放置すると、材料が分解して黒い斑点ができ、有毒ガスが発生する。
管理されていないリサイクル材比率
再生材(PCR/PIR)の割合が30%を超えると、脆性破壊や黒点が発生しやすくなります。サプライヤーは、再生材の割合を明確にし、射出成形用再生プラスチックの試験データを提供する必要があります。
さらに、射出成形に用いられる一般的なプラスチックのリサイクル特性を理解し、射出成形用プラスチックの種類を分類することで、再生材料を使用する際のリスクをより適切に管理することができる。
不良率を削減したいですか?JS Precisionでは、射出成形に最適なプラスチックの選定や、手直しを最小限に抑えるためのプロセスパラメータの最適化など、お客様の現在のプロセスに関する無料コスト分析を提供しています。
射出成形に最適なプラスチックを、汎用グレードとエンジニアリンググレードのどちらから選ぶべきか?
射出成形部品の設計において最も重要なのは、商業用途にはPPまたはPE、エンジニアリング用途にはPA6、PC、またはPOMを選択することです。これらの材料は、部品が応力下や実際の使用環境下でどのように機能するかに適合していなければなりません。適切な材料の選択は、製品の機械的要件と日常的な使用環境によって決まります。
PPとPA6:技術的パラメータの詳細な比較
| パフォーマンス指標 | PP | PA6 |
| 収縮率(%) | 1.0~2.5 | 0.5~1.5 |
| 引張強度(MPa) | 20~30 | 70~80 |
| 熱変形温度(℃) | 70-100 | 60~80 |
| 乾燥要件 | 通常は乾燥不要 | 水分含有量が0.2%未満になるまで乾燥させる必要がある。 |
| 価格(米ドル/kg) | 1.2~1.5 | 3.0~3.5 |
- ビジネスインサイト: PPは単位あたりのコストは低いものの、肉厚が不均一だと不良率が20%を超える可能性があります。PA6は高価ですが、サイズが安定しており、大量生産では不良率が2%未満に抑えられます。そのため、初期コストは高いものの、全体的にはPA6の方が安価になる可能性が高いです。どちらを選ぶかは、生産工程でどの程度の不良リスクに対応できるかによって決まります。
選択決定マトリックス
- 80℃以上の耐熱性が必要ですか? → エンジニアリングプラスチック(熱変形温度が120℃以上のポリカーボネート)
- 耐摩耗性が必要ですか? → POMまたはPA
- コスト重視で性能要件が低い? → PPかPEか
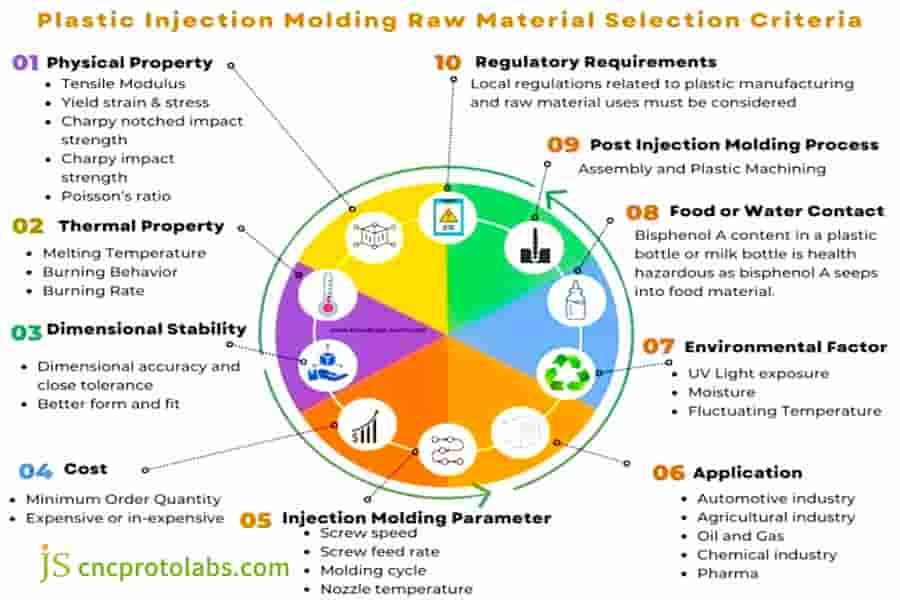
図2:射出成形におけるプラスチックの選択基準を概説した円形レーダーチャート。物理的特性、熱特性、コスト、用途などの要素を網羅している。
射出成形用プラスチックのコストを正確に分析・管理するにはどうすればよいか?
射出成形にかかる費用は、材料費(総費用の30%~60%を占める)、金型費用(一度限り)、および加工費(生産サイクル期間によって変動)の3つの要素から構成されます。コスト最適化には、単価だけでなく総費用に注目する必要があります。
材料の単価 ≠ 単位コスト
PPの単価は1kgあたり1.2~1.5ドルですが、壁厚が不適切だと不良率が20%を超える可能性があります。PA6の単価は高いものの、寸法安定性が優れており、大量生産では不良率を2%未満に抑えることができるため、総コストがより有利になります。
サイクルタイムの主な影響
- 排出時間は熱変形温度(HDT)に依存し、温度が高いほど冷却時間が短くなる。
- 事例研究では、材料をPBT-GF15に変更することで、生産サイクル時間が30%短縮されるとともに、生産効率も向上することが明らかになった。
- エネルギーコスト:サイクルタイムが15~22%短縮されることで、単位エネルギー消費量が15%以上削減される。
金型償却の数学:
- 生産量が10万個に達する場合は単一キャビティ金型が必要ですが、生産量が50万個を超える場合は4キャビティ金型を使用することで、単位コストを30%から50%削減できます。
- 複雑な金型の維持管理にかかる費用は、金型の取得原価の15~20%に達し、財務諸表に計上する必要がある。
異なる材料特性が単位コストに及ぼす具体的な影響を明確に示すため、数理モデルを用いて生産量ごとのコスト差を算出しました。具体的なデータ表は以下のとおりです。
| 材質の種類 | 単位材料費(米ドル/kg) | 単位あたりの材料使用量(g) | 材料費(米ドル/単位) | 不良率(%) | 総コストの割合 |
| 低コスト汎用材料(PP) | 1.35 | 25 | 0.0338 | 5 | 35% |
| 中性能エンジニアリング材料(PA6) | 3.2 | 20 | 0.064 | 2 | 45% |
| 高性能改質材料(CF-PA66) | 5.5 | 18 | 0.099 | 1.2 | 55% |
| 超高性能素材(PEEK) | 28.0 | 15 | 0.42 | 0.5 | 80% |

図3:オレンジ色の表面に、様々な形状、サイズ、色の射出成形プラスチック部品が並べられている。これには、大きな湾曲した部品、容器、小さな部品などが含まれる。
射出成形に最適なプラスチックは、持続可能性目標によって変化するのか?
持続可能な開発という観点から、射出成形に最適なプラスチックは環境要因の影響を受け、 PCR材料やPLAが徐々に普及しつつあるが、粘度変動や劣化の問題を解決するためには特別なプロセス制御が必要となる。
PCR材料の課題:
再生プラスチックの射出成形における特性は、汚染とポリマー鎖の劣化という2つの要因によって損なわれる。企業はプロセスパラメータを調整する必要があり、欠陥の発生を防ぐためには、サプライヤーの資格審査を徹底的に実施しなければならない。
バイオベースプラスチック(PLA)の加工条件範囲:
PLAは熱安定性が低いため、加工温度は180~210℃の範囲に保つ必要があります。製造工程では、バレル内の滞留時間を最大制限値以下に抑える必要があり、そのためサイクルタイムが従来のプラスチックよりも10~15%長くなり、生産計画が不可欠となります。
サプライヤーサポートが必要です:
- 改質技術:再生材料の性能劣化を補うため。
- 認証書類:グローバルリサイクルスタンダード(GRS)認証および二酸化炭素排出量データ。
プロジェクトに最適な射出成形用プラスチックをどのように選定すればよいか?
射出成形に最適なプラスチック材料を選択するプロセスには、材料性能、加工能力、製造コストという3つの要素を評価する体系的な評価方法が求められる。
プロジェクトの目標は、プロジェクトで使用される資材が必要な基準を満たしていることを保証する以下の7つのステップを実行することによって達成できます。
7段階の選定方法
- 要件の定義:試験プロセスでは、動作温度、化学物質への曝露、および部品が対処する必要のある規制要件をテストするための機械的力の確認が必要です。
- 主要業績評価指標の決定:このセクションでは、達成しなければならない引張強度、耐熱性、単位コストなどの必須の性能要件を定めます。
- 予備分類:このプロセスでは、想定される用途に応じて、市販グレードのプラスチックとエンジニアリンググレードのプラスチックのどちらを使用するかを決定する必要があります。
- 候補材料の比較:このプロセスでは、収縮率、熱変形温度、MFI、乾燥要件などの重要な特性を評価する必要があります。
- 総コストの計算:このプロセスでは、単位あたりの材料費だけに焦点を当てるのではなく、すべてのコストを含む総費用を評価する必要があります。
- 専門家に相談する:材料エンジニアは、専門知識を通して論理的な選定プロセスを検証するのに役立ちます。
- プロトタイプの検証:テストプロセスでは、性能基準が達成されていることを証明するために、実際の部品を材料とともにテストする必要があります。
JavaScriptの精度が持つ価値
- 材料データベース:このデータベースには、射出成形用の200種類以上のエンジニアリングプラスチックおよび市販グレードのプラスチックが含まれています。
- 金型流動解析:このツールを使用すると、充填および冷却プロセスと反り挙動を予測できるため、金型テストの必要性を減らすことができます。
- 試作成形サポート:このサービスは、材料の選定から金型設計の最適化まで、プロセス全体を網羅する包括的な技術支援を提供します。
JS Precisionの事例研究:協働ロボット関節アームの材料廃棄率
あるロボットスタートアップ企業が、軽量協働ロボットを開発している。その関節アームは、プラスチック射出成形プロセスによって炭素繊維強化ナイロン(CF-PA66)で作られている。しかし、3ヶ月の生産期間を経て、不良率が45%に達し、プロジェクトの納期に深刻な脅威となっている。
主な問題点は、組立現場での不良品発生による廃棄物が全体の62%を占めたこと、表面繊維の著しい緩みによる廃棄物が28%、荷重試験中の破損による廃棄物が10%であったことである。顧客はアルミニウム合金の機械加工に戻すことを検討していたが、その場合コストは3倍になり、重量は60%増加する。
診断結果
JS Precisionの技術チームは、分析作業のために1週間にわたる現地調査を実施し、 3つの主要な技術的問題点を明らかにした。
- 材料レベル:炭素繊維の分布材料は不均一な分布を示し、その異方性特性により予測不可能な収縮挙動をもたらします。
- プロセスレベル:実際の金型温度は60℃にしか達せず、設計要件の120℃とは異なっていた。この温度では、炭素繊維の適切な配向が妨げられた。
- 設計レベル:すべての角の半径が0.5mmであるため、壁厚が急激に変化する箇所で応力集中が発生します。この設計における理論上の応力集中係数は3.2です。
解決
1. 材料再構成: JSプレシジョン社は、開発チームを通じて新しいCF-PA66材料を開発しました。この材料には結晶化プロセスを制御するための核剤が添加されており、その結果、収縮率の差は0.8%に抑えられました。また、異方性差も0.2%に抑えられました。
2. 金型改良:新しい温度コントローラーにより、120±2℃の一定温度を維持できるようになりました。ゲート位置を最適化し、流路長を40%短縮するとともに、コーナー半径(R)を0.5mmから2.0mmに拡大しました。
3. プロセス硬化: 110℃で4時間の乾燥プロセスを採用し(水分含有量<0.02%)、保持圧力を60MPaから85MPaに上げ、噴射痕をなくすためにセグメント射出速度制御を実施しました。
最終結果
| 指標 | 改善前 | 改善後 |
| スクラップ率 | 45% | 1.2% |
| 次元CPK | 0.8 | 1.33 |
| 関節式アームウェイト | - | アルミニウム合金より55%軽量 |
| 単価 | 60ドル(スクラップ込み) | 23ドル |
| 納期 | 45日間 | 12日間 |
この事例は、射出成形に適したプラスチックを選択し、生産システム全体を最適化することで、プロジェクトの成果を劇的に向上させることができることを示しています。貴社も同様の材料関連の課題に直面していませんか? JS Precisionまで今すぐお問い合わせください。当社のカスタマイズされたソリューションが、不良率の削減と製品性能の向上にどのように貢献できるかをご説明いたします。

図4:高強度で黒色の射出成形部品3点。炭素繊維強化ナイロン(CF-PA66)製で、光沢仕上げ。ロボット関節用途向けと思われる。
よくある質問
Q1:ABS樹脂とPC樹脂のどちらを選ぶべきでしょうか?
ABS樹脂は、電気めっきが容易なためコスト効率に優れたソリューションであり、一方PC樹脂は、優れた強度と透明性、そして卓越した耐熱性を兼ね備えています。ABS樹脂は外装部品に、PC樹脂は透明な部品や強い衝撃から保護する必要のある部品に使用するのが適切です。
Q2:PPの収縮率はどれくらいですか?
PPの収縮率は、充填剤の種類や加工条件によって異なるため、1.0%から2.5%の範囲で変動します。設計プロセスは平均値から始め、設計者は必要に応じてその値を修正していく必要があります。
Q3:POM樹脂はなぜ反りの問題が発生するのですか?
POMは半結晶性物質を含むため、最大収縮率が2.0%~2.5%と高く、その特性は方向によって大きく変化します。精密な冷却および加圧保持方法を確立することで、反りの問題を軽減できます。
Q4:単価が最も低い材料はどれですか?
最も手頃な価格の業務用プラスチックはPP、PE、PVCで、市場価格は1キログラムあたり1.2ドルから1.5ドルです。費用の総額を算出するには、スクラップ材料と必要な加工活動の両方を評価する必要があります。
Q5:リサイクル素材にはPCR(再生プラスチック)が含まれていることがありますか?
これらの材料は使用可能ですが、その品質と安定性は、PCR比率、供給業者の改良能力、およびGRS認証要件の検証に依存します。
Q6:PEEKの価格が高いのはなぜですか?
PEEKは、260℃に達する高温でも構造的完全性を維持する高性能エンジニアリングプラスチックです。この素材は優れた強度を備えているため、高度な航空宇宙分野や医療用インプラント用途に適しており、その結果、価格が高くなっています。
Q7:金型収縮率はどのように測定しますか?
材料技術データシート(TDS)が標準参照資料となります。半結晶性プラスチックの収縮率は1.5%~2.5%、非晶性プラスチックの収縮率は0.4%~0.8%に設定する必要があります。精密部品については、金型流動解析を実施する必要があります。
Q8:JS Precisionはどのようなサポートを提供していますか?
JS Precisionは、射出成形用プラスチックと金型との完璧なマッチングを保証するために、材料選定に関するコンサルティング、金型流動解析、金型最適化、試作成形サポートを提供します。
まとめ
射出成形に適したプラスチックを選定することは、プロジェクトの成功率とそれに伴う費用を左右する基本的な要件です。このプロセスでは、材料のばらつきを評価するとともに、コストを分析し、専門家の判断に基づいてサプライヤーを選定する必要があります。
JS Precisionは15年以上にわたり、プラスチック射出成形サービスを提供しており、世界中のお客様の複雑な材料問題を解決してきた実績があります。材料の選択を誤ると、プロジェクトの遅延やコスト増につながる可能性があります。
今すぐ3D図面と要件をご提出ください。当社のエンジニアが射出成形に最適なプラスチックをご提案し、無料の製造可能性分析を実施することで、お客様のプロジェクトを成功へと導きます。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

