

マルチショットプラスチック射出成形は、複雑な複数材料の部品を製造するために不可欠なツールであり、従来の製造方法に特有の多くの問題に効果的に対処します。
複数材料部品の効率的でコスト削減の両方を実現する製造プロセスを探している場合、従来のインサート成形や二次組立では、公差の蓄積、接合不良、人件費の高さなどの問題に直面するだけでなく、他の欠点もあることに気づくでしょう。
製品にハードコンポーネントとソフトシールの両方を搭載する必要がある場合、または異なる機能性材料を組み合わせる必要がある場合、エンジニアや購買担当者が直面する重要な課題は、材料の収縮率の違いによって生じる反りや層間剥離を防ぐことです。
プラスチック射出成形の進歩、特にマルチショットプラスチック射出成形の使用は、革新的なソリューションを提供します。
主要な回答の要約:
| 核心的な問題 | 主要なソリューション | コアバリュー |
| 複数の材料を一体成形するにはどうすればよいでしょうか? | 非常に洗練された金型構造 (ロータリー スタック金型など) を使用し、それらを金型流動解析と組み合わせて、どの材料がよく混合するかを予測します。 | 材料の競合は事後ではなく金型設計時に対処する必要があるため、時間とコストを節約できます。 |
| 全体的なコストを削減するにはどうすればよいでしょうか? | 「インサート成形+組立」を2ショット成形に置き換え、組立工程を省略し、単価を削減します。 | たとえ初期の金型費用が高額であっても、これにより全体のライフサイクルコストが大幅に削減されます。 |
| 安定した品質を確保するにはどうすればよいですか? | コンフォーマル冷却チャネルは反りの管理に役立ち、機械的インターロック機能の設計により接合強度が保証されます。 | 品質の約 70% は金型設計段階での決定に依存しており、その後の手戻りは最小限に抑えられます。 |
| 特殊な素材の取り扱いはどうすればいいですか? | ABS には耐熱改質グレードが選択され、PEEK には段階的な成形と金型断熱技術が使用されています。 | 適切な材料グレードを選択することは、問題を解決し、製品の歩留まりを向上させるための主要な要素であり、単に機械を調整するよりもさらに効果的です。 |
重要なポイント:
- 最適コストのソリューション:中量生産から大量生産の場合、2 ショット成形の金型への多額の初期投資は、組み立て作業を省略すればわずか 3 ~ 6 か月で回収できます。
- 重要な品質ポイント:複数材料の射出成形部品の層間剥離や反りを防ぐ主な要因は次のとおりです。 金型設計、特にコンフォーマル冷却と機械的インターロック構造。
- サプライヤーの選択:単に価格を比較するのではなく、潜在的な射出成形サービス プロバイダーが持つ金型流動解析のレベルと、特定の材料の組み合わせの大量生産の経験があるかどうかを理解することが非常に重要です。
このガイドが信頼できる理由JS Precision のマルチショットプラスチック射出成形の専門知識
プラスチック射出サービスを選択する際の最大の懸念は、サービスプロバイダーが主要な問題点を解決し、標準製品を提供できるかどうかです。
このガイドは信頼できるものであり、その核心は、 JS Precision がマルチショット プラスチック射出成形の分野で 10 年以上深く培ってきた経験にあり、50 を超える異なる材料の組み合わせで成熟したプロジェクト経験を蓄積しています。
自動車エレクトロニクス、家庭用電化製品、医療機器など、さまざまな分野の複雑なマルチマテリアル成形要件を満たすことができるため、さまざまなニーズにおける生産の問題点を正確に特定し、カスタマイズされたソリューションを提供できます。
あなたはその恩恵を直接受けることができますISO 13485:2016医療グレードの射出成形認証と包括的な品質管理システム。その中でも世界的に有名な Tier 1 自動車サプライヤーの実例が最も貴重な参考資料です。
マルチ射出成形全体のソリューションをカスタマイズすることで、高いセンサーハウジング欠陥率と低い生産効率という中核問題を解決することに成功し、製品欠陥率を 3% から 0.1% に大幅に削減し、単体コストを 37% 削減し、生産ペースを 50% 短縮しました。
これが、プラスチック金型射出成形メーカーを選択することで得られる本当の利点です。
JS Precision と提携すると、 Engel や Arburg などのトップブランドのマルチステーション射出成形機 (型締力 80 ~ 500 トン) を利用できるようになります。これに加えて、経験豊富なモールド フロー解析チームのサポートを受けることができます。
その結果、金型を開く前に材料の相性や溶融プラスチックの流れ、温度分布などを正確に予測することが可能になります。
これにより、潜在的な品質問題を早い段階で特定し、試行錯誤に費やす多額の費用を節約し、リードタイムを大幅に短縮し、最終的にはプロジェクトの効率とコスト効率を高めることができます。
マルチショット成形のアプリケーションと成功事例について予備的に理解したい場合は、マルチショットプラスチック射出成形の核となる利点とアプリケーションのポイントを迅速に把握するための無料のホワイトペーパーを入手するには、当社にお問い合わせください。
マルチショットプラスチック射出成形でワンタイム成形と複数の材料を実現するにはどうすればよいですか?
マルチショット射出成形の方法は、主に金型と材料の適合性予測の精度に重点が置かれており、これにより複数の材料を 1 回で成形できます。
私たちはどのような物質的な紛争について話しているのでしょうか?
異なる材料の融点、収縮率、接着力の違いは、正確な予測と制御を必要とする大きな課題です。コントロールは以下と一貫している必要がありますASTM D3641-19 規格。
- 融点の差:モールドフロー シミュレーションは、最初の射出材料がまだ固化していない場合、2 番目の射出温度によって最初の射出材料が劣化するかどうかを確認するツールです。たとえば、TPE (190) が PC (280) を覆う場合、非常に正確な温度制御が必要です。
- 収縮差:材料の収縮率を使用して、金型の寸法を事前に推定します。また、コンフォーマルな冷却水路を採用することで金型温度場の温度差を±5℃以内に抑え、内部応力の相殺も可能としています。
- 接着:モールド フロー解析では、溶融収束点と温度を予測し、接合面の温度が最低溶接温度を超えていることを確認して層間剥離を防ぎます。
金型構造の選び方は?
ワンタイム成形の核となるのは金型構造です。異なる製品要件は、異なる構造に対応します。
- 回転スタッキング金型:このタイプの金型は、非常に対称的な製品の大量生産に最適です。位置決め精度は0.02mmと非常に正確であり、効率的な量産が可能となるでしょう。
- 中子抜き型:スライド機構によりキャビティを切り替えます。硬質ゴムと軟質ゴムを組み合わせた歯ブラシの柄など、部位によって材質を変える必要がある部品に適しています。
- スライド金型:キャビティの切り替えには移動金型または固定金型が使用されます。このタイプは、正確な位置決めが必要な非対称のマルチマテリアル部品に最適です。

図 1: バー、ホイール、ハウジング、ハンドヘルド デバイスなど、さまざまな色の射出成形プラスチック部品のグリッド。
ツーショット成形とインサート成形+二次組立のトータルコストの違いは何ですか?
2 ショット成形は高価ですが、後加工コストが不要になり、単価が 20% ~ 40% 削減され、中量産から大量生産に適しています。
単価の観点から見た内訳
コストメリットとしては、 ツーショット成形主に、後処理ステップと材料の無駄を排除することにあります。具体的なデータを以下の表に示します。
| コストタイプ | インサート成形+組立(1台あたり) | 2ショット成形(1台あたり) | ユニットあたりのコスト削減 | 年間 100 万ユニットあたりの総節約額 |
| 二次位置決め治具のコスト | 0.8ドル~3ドル | $0 | 0.8ドル~3ドル | 800,000ドル~3,000,000ドル |
| ディスペンス・超音波溶着加工コスト | $1.3~$4.8 | $0 | 1.3~4.8ドル | 1,300,000~4,800,000ドル |
| 手動組み立て時間コスト | 1.6ドル~8ドル | $0 | 1.6ドル~8ドル | 1,600,000~8,000,000ドル |
| 材料廃棄コスト | $0.5~$1.2 | $0.2 ~ $0.4 | $0.3~$0.8 | 300,000ドル~800,000ドル |
| 総単価 | $4.2-$17 | $4.2-$17 | $1.7-$7 | 170万~700万米ドル |
インサート成形成形点を事前に設定する必要があるため、材料の使用率が 5% ~ 8% 削減されます。一方、 2ショット成形ではこの問題がなく、材料コストをさらに削減できます。
品質・コスト面からのコメント
品質問題による隠れたコストを削減できることは、ツーショット成形の大きな利点の 1 つです。
- 公差の蓄積を排除:インサート成形 + アセンブリの合計公差は 0.2mm に達する可能性があります。 2 ショット成形は 1 ステップの操作であり、重要な寸法公差を 0.05 mm 以内に抑えることができるため、製品の廃棄を防ぐことができます。
- 販売後のリスクの軽減:ディスペンスや溶接による欠陥により、販売後に 5% ~ 10% の手戻りが発生する可能性があります。 2 ショット成形中に形成される分子レベルの結合のおかげで、リスクを 0.1% まで下げることができます。
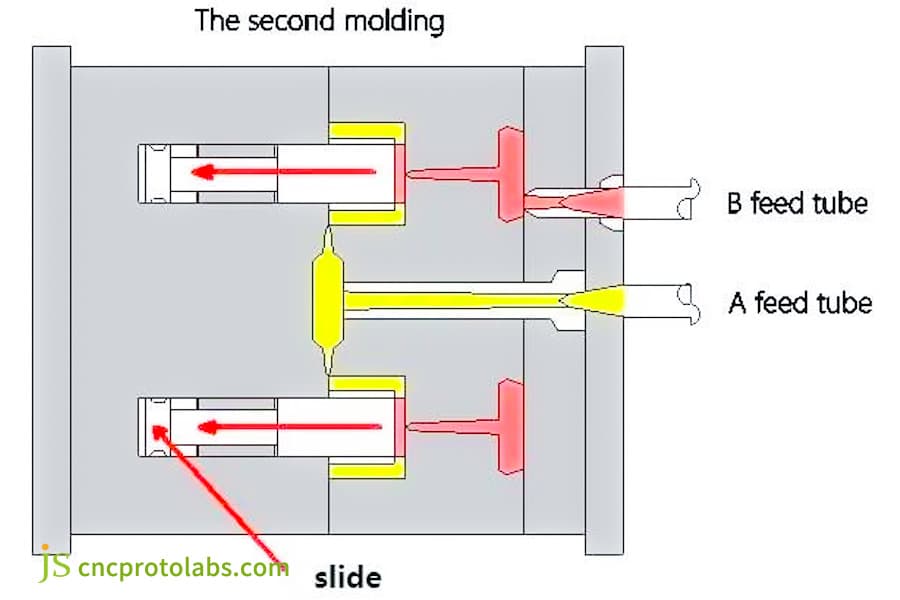
図 2: 「第 2 成形品」というタイトルの断面図。スライドと個別の A/B 材料供給チューブを備えた金型を示しています。
複雑なマルチショット プロジェクトのプラスチック射出サービスの ROI を評価するにはどうすればよいですか?
マルチショット射出成形の ROI の重要な点は、コストが生産される価値でカバーされる点です。年間 200,000 個以上の生産の後、コストは 18 か月で回収できます。
投資収益率(ROI)の計算式
ROI = (ユニットあたりのコスト削減 × 年間生産量) / 金型への追加投資。値が大きいほど、回収期間が短くなります。
以下は、さまざまな年間生産量とさまざまな単位コスト削減に対する ROI と回収期間の参考表です。データは実際のプロジェクトの事例からのものです。
| 金型追加投資 (USD 10,000) | 単位コスト削減 (USD) | 年間生産台数(万台) | 年間コスト削減 (10,000 米ドル) | ROI | 回収期間(月) |
| 30 | 5 | 10 | 50 | 1.67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1.5 | 8 |
| 40 | 4 | 15 | 60 | 1.5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
サプライチェーンの簡素化と品質向上
ROI の向上は、サプライ チェーンの簡素化と歩留まりの向上という暗黙の利点からも生まれます。
- サプライヤーの削減: 2 ~ 3 のサプライヤーを 1 つに統合すると、サプライ チェーン管理コストが 15% ~ 20% 削減され、納期が短縮されます。
- 歩留まりの向上:手作業による組み立てをなくすことで、初回通過歩留まりが 85% ~ 90% から 95% ~ 98% に向上し、その結果、スクラップと再加工のコストが削減されます。
射出成形されたプラスチック部品が多材料成形中に反ったり剥離したりしないようにするにはどうすればよいですか?
多材成形時の反りや剥離の問題を解決するには、実部品平面度0.1mmの制御性を実現する金型設計が鍵となります。
反り制御: コンフォーマル冷却チャネル
成形品の反りは通常、金型内の温度領域の不均一な分布によって発生します。ほとんどの場合、冷却チャネルはストレート スルー レイアウトになっています。そのため、複雑な曲面にはほとんど対応できず、通常は反りが生じます。
解決策:製品の輪郭に近いコンフォーマルな冷却チャネルを作成するには、次を使用します。 3Dプリント。これにより、金型キャビティ表面の温度差が 15 度から 5 度に減少し、内部応力が 50% 減少し、反りの抑制につながります。
結合強度: 機械的結合と化学的結合
層間剥離は、物理的および化学的に弱い材料結合に関連する問題です。次の提案は、物理的側面と化学的側面の両方をカバーしています。
- 機械的連結:金型にアリ溝または微細孔 (深さ 0.2 ~ 0.5 mm) を作成することで、2 番目の射出材料が最初の射出材料に物理的にロックされ、引き抜き力が 3 ~ 5 倍増加します。
- 化学結合: PC/ABS+TPE は互換性のある 2 つの材料です。化学結合の鍵は、分子鎖の絡み合いを可能にする最初の注入の表面温度を 80 ~ 120 に制御することです。
さらに成功事例をご覧になりたい場合は、 射出成形プラスチック部品反りや層間剥離を防止するには、詳細なケース分析と技術パラメータについてお問い合わせください。

図 3: 「層間剥離」とラベル付けされた材料エッジの拡大図。層の分離が強調されています。
ABSプラスチック射出成形のマルチショット成形における二次的な高温損傷を回避するにはどうすればよいですか?
ABS多ショット成形において高温二次損傷の発生を防止するには、耐熱改質グレードの選定に加えて、プロセスの最適化が必要です。
材質レベル: 適切な ABS グレードの選択
通常の ABS のビカット軟化点は 98 ~ 105 度しかないため、PC (280 ~ 300 度) のような高温の材料にさらされると溶けて変形しやすく、スクラップコストが高くなります。
解決策: α-メチルスチレンを含む耐熱性 ABS を使用すると、ビカット軟化点が 115 ~ 125 に上昇し、高温衝撃に対する優れた耐性が得られます。
プロセスおよび構造レベル: 熱管理の最適化
- プロセスの最適化:熱交換時間を最小限に抑えるために 2 番目のショットの射出を 30% ~ 50% 高速化し、金型温度を 80 ~ 90 ℃に制御して接着効果と溶融崩壊の防止のバランスを実現します。
- 構造設計: 0.8 mm 未満の最初のショット ABS 薄肉領域は避けてください。これらの場所は熱容量が低く、高温による損傷が最も起こりやすいためです。
二次的な高温障害の問題でお困りなら ABS樹脂射出成形、独占的な技術ソリューションを得るために、当社のエンジニアに 1 対 1 で相談することができます。
Peek プラスチック射出成形は、高温材料と通常の材料の共存の問題をどのように解決しますか?
PEEK と通常の材料を同時射出する秘密は、金型の連続成形と熱絶縁です。
プロセスルートの選択: ステップバイステップの 2 射出成形
PEEK の加工温度は通常のプラスチックの温度よりもはるかに高いため、直接共射出成形を行うと材料が損傷する可能性があります。段階的な 2 段階の射出成形が最適なソリューションです。
- プロセス パス:最初に、金型の高温領域 (160 ~ 200) で射出が実行され、PEEK が射出されます。部品が室温になったら、第 2 射出ステーションに移動して通常の材料を射出します。
- 重要なパラメータ: PEEK と 2 回目の注入の間の界面には、寸法の変化を補い、ギャップや亀裂を防ぐために0.1 ~ 0.2 mm のマイクログルーブが残されます。
金型断熱: 独立した温度制御システム
- 技術的課題: PEEK 成形には 200 の金型温度が必要ですが、通常のエンジニアリング プラスチックでは 80 しか必要とせず、その差は 120 になります。温度制御を誤ると製品の性能が変化する可能性があります。
- 解決策:別々の加熱ロッド、温度センサー、断熱プレートを金型の異なる部分に配置して、2 つのワークステーション間の温度差を 120 度以上に維持し、それによって通常の材料を保護します。
カスタマイズされた要件がある場合は、 プラスチック射出成形を覗く、詳細な製品パラメータと図面を提出していただくと、製品がお客様の要件を確実に満たすように、お客様専用の成形ソリューションをカスタマイズします。
マルチショット成形の提供能力を真に備えたプラスチック金型射出成形メーカーを選別するにはどうすればよいですか?
信頼できるプラスチック金型射出成形メーカーを選択することは、複数の射出成形プロジェクトを成功させるために非常に重要です。多くのメーカーは価格のみに重点を置き、実際の納期能力を無視しています。これにより、最終的にプロジェクトの遅延、品質の低下、コストの上昇が発生します。
したがって、選出プロセスでは、メーカーの機械 (マルチステーション射出成形機)、ソフトウェア機能 (金型流動解析)、および経験 (特定の材料の組み合わせの成功事例) を評価することに重点を置く必要があります。
これは間違いなく、試行錯誤の費用を回避し、プロジェクトをスムーズに進めるのに役立ちます。
設備に関する考慮事項: マルチステーション射出成形機の構成
設備はマルチショット成形の基礎であり、納品能力のあるプラスチック金型射出成形メーカーは、さまざまなサイズの製品に適した型締力 80 ~ 500 トンのデュアル ショットおよびトリプル ショット射出成形機 (Engel や Abog など) を装備する必要があります。
独立した温度制御システムを装備し、各ワークステーションの材料が最適なプロセスウィンドウ内で処理されることを保証します。
ソフトウェアに関する考慮事項: モールド フロー解析機能
モールド フロー解析により、問題に対して先制的な措置を講じることができます。
製造業者は、経験に頼らず、金型製作前に徹底的な分析を行ってレポートを送信する必要があります。レポートでは、材料のフロー フロント、ウェルド ラインの位置、界面温度を明確に指摘する必要があります。試作にかかる費用と時間を節約できます。
経験上の考慮事項: 特定の材料の組み合わせのケーススタディ
異なる材料の組み合わせを使用したマルチショット成形は、組み合わせによっては多かれ少なかれ困難になる可能性があります。メーカーに同様のプロジェクトの事例を問い合わせてください。
JS Precision では、プロジェクトの技術サポートとして役立つ、さまざまな材料の組み合わせによるマルチショット プラスチック射出成形の成功事例を 50 件以上紹介できます。
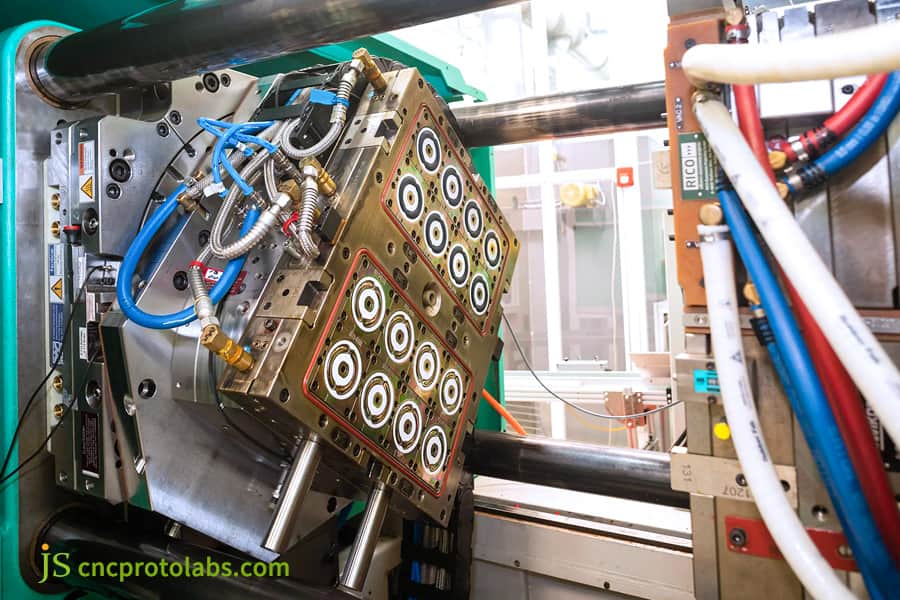
図 4: 工場設定で青と銀のホースとケーブルの配列に囲まれた、大きな金型を備えた工業用射出成形機の拡大図。
JS Precision のケーススタディ: 自動車電子センサーハウジングの一体成形
プラスチック金型射出成形メーカー実際のケーススタディを通じて自分の能力を実証するのが最も得意です。ここでは、自動車 Tier 1 サプライヤー向けのマルチショット成形ソリューションの 1 つを、コスト削減と効率改善の結果とともに説明します。
直面した課題:
サプライヤーは、TPE シール リングと PC/ABS ハウジングを組み込んだセンサーの製造を検討していました。当初の方法は、インサート成形と手作業による TPE 組み立てを行うことでしたが、次の3 つの大きな問題がありました。
- 重要な寸法の合計公差が 0.2 mm であるため、シールが不十分になり、欠陥率が 8% になります。
- 手作業の効率が低く、1 人当たり 1 時間あたり平均 80 個しか生産されません。
- TPE の剥離は一般的な問題であり、販売後の故障率が 3%に達します。しかし、アセンブリの最適化は効果がなかったため、当社に支援を求めて連絡がありました。
解決
金型、材料、プロセスの観点から同時に課題を総合的に解決し、お客様のニーズに合わせたアプローチでマルチショットプラスチック射出成形金型を開発しました。
1. 金型設計:位置決め精度が 0.02mm に達する回転式スタッキング金型を採用することで、組み立て公差を完全に排除し、正確な温度制御のために 3D プリントによるコンフォーマル冷却水路を発明しました。
2.材料のマッチング: PC/ABS と TPE の接合面の熱はモールドフローによって 180 度に設定され、接合強度を高めるために 0.3 mm のダブテール溝が設計されました。
3. プロセスの最適化:コンフォーマル冷却により金型温度フィールドが 3 以内に維持され、その結果 PC/ABS スケルトンの平坦度が 0.15 mm から 0.05 mm に低下します。 TPE の射出速度が 40% 向上し、高温による損傷の可能性が軽減されます。
最終結果:
- コスト削減:ユニットの価格は 12.8 ドルから 8.1 ドルに下がり、37% 削減され、年間 100 万ユニットの生産で 470 万ドルの節約になりました。
- 品質の向上:限界寸法の CpK は 0.8 から 1.33 に上昇し、不良率は 0.5% 未満に低下し、販売後の故障率は 0.1% に低下しました。
- 効率の向上:生産のサイクルタイムが 90 秒/個から 45 秒/個に短縮され、生産能力が効果的に 2 倍になりました。
マルチマテリアル成形でも同様の問題点に直面している場合は、製品の図面と要件を提出してくださいまた、コストを削減し効率を向上させるために、専用のマルチショット プラスチック射出成形ソリューションをカスタマイズします。
よくある質問
Q1: マルチショットプラスチック射出成形金型の一般的な寿命はどれくらいですか?
金型の寿命は主に、使用する鋼の種類とそのメンテナンス方法によって決まります。専門的に熱処理され、精密に冷却された S136 または H13 鋼で作られた金型は、良好なメンテナンス条件下で500,000 ~ 1,000,000 サイクル稼働することができ、これは中量から大量の生産要件を満たすのに十分です。
Q2: ツーショット成形は小ロット生産に適したオプションですか?
限られた範囲でのみ。従来の単色金型に比べて金型コストが30%~50%高くなります。年間生産数が 50,000 個未満の場合は、インサート成形または二次組立の方がコスト効率が高くなります。
Q3: 2 つの異なる材料間の接合強度はどのようにして保証されますか?
基本的に、金型設計の機械的連動構造 (ダブテール溝など) と、金型流動解析によって確認される接合面の温度が 2 つの重要な点です。この2つを組み合わせることでのみ、分子レベルの結合を得ることができます。
Q4: マルチショット射出成形では通常どのような材料の組み合わせが使用されますか?
最も一般的なのは 3 つです: PC/ABS + TPE (ソフトおよびハード プラスチック ハンドル)、PA66 + シリコーン (シーラント)、POM + 金属インサート (ギアボックス)。
Q5: コンフォーマル冷却チャネルは反りの問題に対する完璧な解決策ですか?
完全にというわけではありませんが、金型の温度領域の不均一性を大幅に緩和することができ、その結果、内部応力を効果的に軽減することができます。したがって、コンフォーマル冷却は反りを制御する最も効果的な技術です。
Q6: プラスチック金型射出成形メーカーは、2 色の製品が混色するのをどのように防止していますか?
この材料の分離は、材料の流路を完全に除去する非常に正確な金型シーリング設計によって行われます。さらに、メルトフローが防止されるように射出パラメータも調整されます。
Q7: プラスチック射出サービスを選択する際に最も考慮すべきことは何ですか?
最も考慮すべき点は、その会社に能力があるかどうかです。フルプロセスサービスの提供金型設計(金型流動解析含む)から射出成形品の生産、品質検査までを一貫して行っております。
Q8: ねじ部品はインサート成形と2色成形ではどちらが適していますか?
金属ねじインサートの場合、最良のオプションはインサート成形ですが、軟質プラスチックと組み合わせる必要があるプラスチックねじの場合は、ツーショット成形がより適した方法です。
まとめ
マルチショットプラスチック射出成形は、正確な金型設計、材料マッチング、プロセスの最適化によって複数材料成形の問題点を解決し、二次組立のコストと品質リスクを排除し、部品の精度と信頼性を向上させます。マルチマテリアル部品の大規模生産に最適なソリューションです。
マルチマテリアル部品の工程選択、コスト管理、品質安定性でお困りの場合は、JS Precision が最適なパートナーとなります。
当社の 10 年以上のマルチショット成形の経験、プロフェッショナルな機械一式、金型流動解析チームにより、材料の選択から金型設計、プロセスの最適化、最終製品の納品に至る幅広いサービスを提供し、プロセス全体での成功を保証します。
すぐにご連絡くださいマルチショットプラスチック射出成形プロジェクトの評価レポートを無料で入手できます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

