

プラスチック射出成形金型の設計はプラスチック射出成形生産の中核的な前提条件であり、多くの企業が次のような問題に直面しています。
一見同一の金型の見積書を 2 件受け取りましたが、価格が数万ドル異なりました。試作後、部品に欠陥が見つかり、再加工・修正が必要となった。これらの問題の原因は、多くの場合、金型そのものではなく、初期の金型にあります。 プラスチック射出成形金型の設計決断。
この記事では、科学的な設計により、品質を損なうことなくコストを最大 20% 削減できる方法を説明します。これは、プラスチック射出成形生産のコスト削減と効率向上の点で企業にとって大きな助けとなります。
主要な要約:
射出成形用のプラスチック部品設計の最適化、コンフォーマル冷却技術の使用、および科学的材料の選択により、金型コストを 15 ~ 30% 削減することができ、同時に成形サイクルを 20% 以上短縮することができます。
適切なプラスチック射出成形金型の設計は、スクラップを削減し、供給元での生産効率を向上させるのに役立ちます。
| 重要な要素 | コストへの影響 | 実装方法 |
| 実装方法 | コストを 15 ~ 20% 削減 | DFM解析、肉厚均一性 |
| 冷却システムの設計 | サイクルタイムを20~35%短縮 | コンフォーマルな冷却チャネル |
| 材料の選択 | 15~25% 節約 | 性能とコストのバランス |
主な結論
- 設計段階で生産コストの 80% が決まります。計画段階での DFM 分析は、後の金型変更費用の節約に役立ちます。
- 冷却システムは効率の主な要因です。冷却設計の改善により、サイクル タイムが 15 ~ 35% 短縮される可能性があります。
- 材料の選択は、パフォーマンスと製造性の間のトレードオフです。射出成形可能なプラスチックを適切に選択すると、単価を 0.01 ドル以上削減できる可能性があります。
このガイドが信頼できる理由JS Precision のプラスチック射出成形金型設計の経験
信頼できるプラスチック射出成形金型の設計ガイドを選択することは、企業がコスト削減と効率向上のレベルに到達するための最初のステップの 1 つです。 JS Precision はプラスチック射出成形業界で長い経験を持ち、信頼できるパートナーです。
当社は、100,000 件を超えるプラスチック射出成形金型設計プロジェクトを実行してきた熟練したエンジニアリング チームを誇り、自動車、エレクトロニクス、医療などの分野を含む世界 50 か国以上の企業にサービスを提供しています。
当社は常に世界標準 ISO 13485 に準拠し、すべてのプラスチック射出成形金型設計ソリューションが業界仕様に準拠していることを保証します。 ISO 13485:2016は当社の設計および製造における基本的な基準です。
その間、私たちはエレクトロニクス会社が非常に高い金型コストの問題に対処するのを支援しました。同社の当初のプラスチック射出成形金型の価格は 12,000 ドルにも達しました。
プラスチック射出成形金型、プラスチック射出成形金型の設計変更、および冷却システム構成を再設計した結果、金型コストは 28% 削減され、成形サイクルは 32% 短縮され、これにより同社は生産コストを年間 50,000 ドル以上節約しました。
当社を大きな成功に導いたのは、深い実践経験です。また、品質の保証としてデータ駆動型サービスにも依存しています。
たとえば、 DFM 解析を 2 日で実行し、 5 ~ 8 つの設計最適化ポイントを特定し、同時に金型流動シミュレーションと金型製作のサービスを提供します。プラスチック射出成形金型の設計ソリューションを実装したら、すぐに生産を開始できます。
当社は、シングルキャビティ金型、サイドコアプルを備えたマルチキャビティ金型など、ほぼあらゆる種類のプラスチック射出成形金型を製造できます。当社の専門能力により、お客様のニーズを満たすと同時に、設計品質とコスト管理に関するハイエンドクライアントの懸念を軽減し、解消することができます。
当社の成功事例の詳細を知り、プラスチック射出成形金型設計のカスタマイズされたコスト削減戦略を入手するには、当社のエンジニアに 1 対 1 でご相談ください。
プラスチック射出成形金型のコストに影響を与える主な設計要素は何ですか?
多くの製造業者は、たとえ金型が同じに見えても、なぜプラスチック射出成形金型のコストがこれほど異なるのかを尋ねます。その主な理由は、プラスチック射出成形金型の設計における重要な要素、つまりキャビティの数、金型の鋼材、冷却システムの複雑さにあります。サイドコアの抜き取りは金型の大型化と価格の上昇につながります。
キャビティ数と金型サイズ
キャビティの数は、コストと生産効率の両方の点でプラスチック射出成形金型の主な要素です。参考までに、1 つのキャビティの金型の価格は約 3,000 ~ 5,000 ドルですが、4 つのキャビティの金型の価格は 8,000 ~ 12,000 ドルに達する可能性があります。
したがって、鋳型ベースのサイズが 10% 増加するごとに、鋼材の追加需要と加工期間の延長により、価格が 15 ~ 20% 増加します。
公差精度がコストに与える指数関数的な影響
公差精度により指数関数的に上昇しますプラスチック射出成形金型のコスト:0.1mmが基本コストで、0.05mmまで締め込むと15%増し、放電加工が必要な0.01mmでは50%以上価格が上がります。精度が高いと加工時間が大幅に長くなり、加工難易度が上がります。
| 公差精度 | 加工方法 | コスト変動 | 該当するシナリオ | 加工サイクル |
| ±0.1mm | 従来の機械加工 | ベースライン値 | 一般的なプラスチック部品 | 5~7日 |
| ±0.05mm | 精密加工 | 15%増加 | 一般組立部品 | 8~10日 |
| ±0.01mm | 放電加工加工 | 50%以上増加 | 高精度部品 | 15~20日 |
| ±0.005mm | 超精密加工 | 100%以上増加 | 医療および航空宇宙部品 | 25~30日 |
内部メカニズムの複雑さ
金型の内部機構はより複雑であるため、プラスチック射出成形金型のコストに直接的な影響を与えます。たとえば、通常のスライダーだけでも、さらに $800 ~ $1200 かかります。
それに加えて、油圧コア牽引機構の価格は 1,500 ドルから 2,500 ドルの範囲です。どちらも余分な機械加工や組み立て工程が必要なだけでなく、より高い設計精度が求められます。
部品に不必要に厳しい公差が設定されていませんか?図面を提出すると、無料公差製造可能性 (DFT) レビューとコスト最適化の推奨事項が得られます。
コストを根本的に削減するために射出成形用のプラスチック部品設計を最適化するにはどうすればよいですか?
部品設計は、プラスチック射出成形金型設計コストの約 60% 以上を占めます。ほとんどの企業は、最初に設計を最適化しなかったために、後になって予想以上の費用を支払わなければならないことに気づきます。
一定の壁厚の維持、抜き勾配の組み込み、複雑な機能の削除などの措置を講じることにより、最初からコストを最大 20 ~ 30% 節約することが可能です。
肉厚の設計原則
背後にある主な原則射出成形用のプラスチック部品の設計壁の厚さは一定です。 ABS など、最適な性能を得るには、材料が異なれば必要な厚さも異なります。 1. 2-1. 8mm、PP1.0-2。 5mm、またはPC1. 5-3. 0mm。
- ABS の最適な肉厚範囲: 1.2 ~ 1.8 mm。
- PPの最適肉厚範囲: 1.0~2.5mm。
- PCの最適な肉厚範囲: 1.5〜3.0mm。
壁の厚さが 4 mm を超えると、冷却時間が 300% 増加し、収縮マークのリスクが 50% 増加し、材料の使用量が増加してコストがさらに上昇します。
抜き勾配角度の設定
抜き勾配を正しく設定する利点の 1 つは、金型の磨耗が少なくなることです。また、これにより設計の複雑さが軽減されます。
適切な抜き勾配が提供されていない場合、脱型が非常に困難な作業になる可能性があり、その結果、スクラップ率が大幅に上昇します。
射出成形最適化のためのプラスチック部品設計のホワイト ペーパーをダウンロードして、詳細な設計仕様を入手し、設計の落とし穴を簡単に回避し、ソースからのコストを削減します。
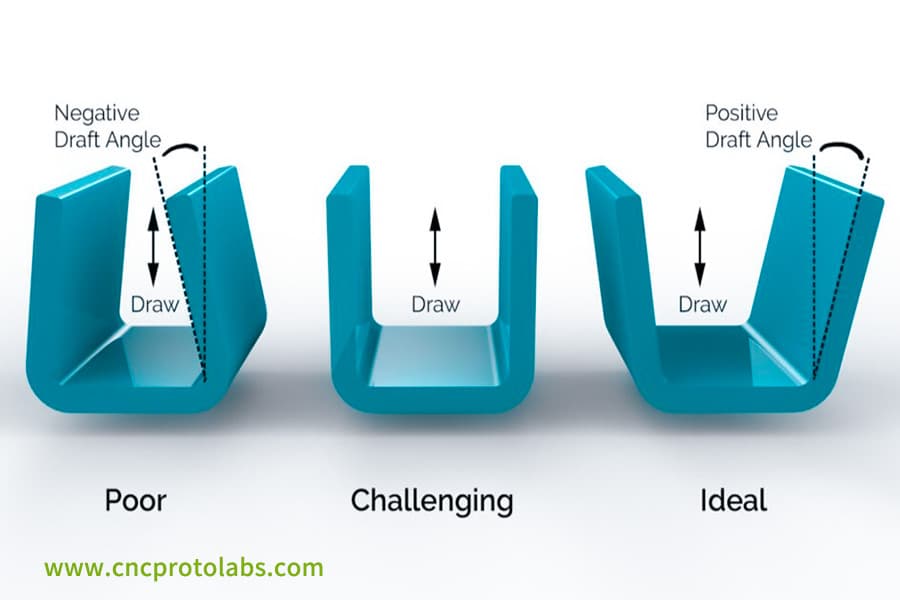
図 1: プラスチック部品の取り出しにおける 3 種類の抜き勾配 (悪い、難しい、理想的) を比較する図。矢印は抜き方向を示します。
プラスチック射出成形金型のコストを最適化するための要件を設定するにはどうすればよいですか?
部品と金型の設計を最適化した後、プラスチック射出成形金型のコストを正確に決定できるように、年間生産量、材料の種類、公差レベル、金型の寿命を開示する必要があります。これは、経済的なソリューションの開発に役立ち、その後の変更による追加コストの回避にも役立ちます。
年間の生産量が異なると、金型の種類、材料の選択、およびそれらのコストも大きく異なる可能性があります。以下のデータは、企業が適切な要件を設定し、プラスチック射出成形金型のコストを正確に決定するのに役立つだけでなく、プラスチック射出成形金型設計のデータ サポートを提供します。
| 年間需要量(個) | 推奨キャビティ数 | 金型材料 | 金型コスト (USD) | 年間保守コスト (USD) | 金型の推定寿命 (10,000 サイクル) |
| 10,000未満 | 1-2 キャビティ | アルミ金型(Al7075-T6) | 3,000~5,000 | 150-300 | 5-10 |
| 10,000~50,000 | 2-4 キャビティ | P20スチール | 8,000~15,000 | 400-600 | 20-50 |
| 10,000~50,000 | 4-8 キャビティ | H13鋼 | 15,000~30,000 | 800~1,200 | 100-150 |
| 100,000~500,000 | 8-16 キャビティ | H13/S136スチール | 30,000~60,000 | 1,500~2,000 | 150-200 |
| 500,000以上 | 16 ~ 32 個のキャビティ | S136/420SS鋼 | 60,000~120,000 | 2,500~3,500 | 200以上 |
生産量に応じて金型材質を選択
コスト管理は主に、 右金型材質各年間生産目標に向けて:
アルミ金型は年間10万個以下の生産に適しており、スチール金型に比べてコストが約50~60%安くなります。 P20 鋼は中程度の要件に使用され、H13 鋼は耐摩耗性が高く、100 万サイクルを超える寿命があり、一般に非常に大規模な生産に使用されます。
- アルミ金型 (Al 7075-T6):寿命は 50,000 ~ 100,000 サイクル、スチール金型に比べてコストが 50 ~ 60% 削減され、通常、年間生産数が 100,000 個未満の場合に最適な選択肢です。
- P20 鋼:寿命は 200,000 ~ 500,000 サイクルで、価格も手頃で、年間生産量が 100,000 ~ 1000,000 個で通常の需要に適合します。
- H13 鋼:寿命 >1,000,000 サイクル、硬度 HRC 48-52、年間生産量 100 万個を超える大量生産に最適です。
クリティカルなディメンションと非クリティカルなディメンションを明確に定義する
すべての寸法に高い精度が必要なわけではありません。クリティカルな寸法と非クリティカルな寸法を区別すると、工具コストを大幅に削減できます。
組み立て要件については、厳しい公差 (公差 0.02 mm 以内) で 3 ~ 5 CTQ (Critical To Quality) 寸法を指定しますが、非クリティカル領域の公差は 0.2 mm に緩和され、これにより加工時間が 40% 削減されます。
メンテナンス周期の設定
メンテナンス サイクルを正しく設定することで、金型の寿命を大幅に延ばし、時間の経過とともにコストを削減できます。
50,000 ~ 100,000 サイクルごとのカビの予防ケアは、年間の金型コストの約3 ~ 5% に相当しますが、このような予防を行うことで、金型の寿命が半分に延び、ダウンタイムや再加工に関連する損失も回避できます。
プラスチック射出成形金型の部品: 冷却システムはサイクルを 30% 短縮するのにどのように役立ちますか?
プラスチック射出成形金型の部品には、鋳造、冷却、突き出しなどのコア コンポーネントが含まれます。冷却システムは成形時間の大部分 (推定 60 ~ 75%) を占めます。冷却システムの効率を高めると、サイクルタイムと生産コストが大幅に削減され、また、 ISO 20457:2018規格。
コンフォーマル冷却と従来の冷却
従来の冷却とコンフォーマル冷却の基本的な違いは次のとおりです。
- 従来の冷却:チャネルの間隔が 25 ~ 40 mm の場合、金型の温度差は最大 10 ~ 20°C になる可能性があります。そのため、反りや縮み跡のある商品が製造されます。
- コンフォーマル冷却:チャネルは、製品の形状とのみ調和するように設計できます。これにより、温度差が2℃に均一化され、反り量が30~50%減少し、冷却時間が短縮されます。
冷却効率の定量的指標
冷却効率は定量的基準を満たす必要があります。一貫した冷却には水流量 2 ~ 3m/s (レイノルズ数 > 5000) が推奨されます。理論的には、冷却時間が 1 秒あれば、8 個取り金型で年間約 100,000 個の生産増加が得られ、生産能力が大幅に向上します。
冷却システムは、生産能力の向上に加えて、製品の品質に影響を与える主要な要素でもあります。
金型温度差を 5°C 下げると、製品の内部応力が 20% 減少し、反り変形が 15% 減少する可能性があります。適切に管理された冷却プロセスにより、プラスチックの結晶化度が約 5 ~ 10% 向上し、製品の機械的特性が向上し、スクラップ率が低下する可能性があります。
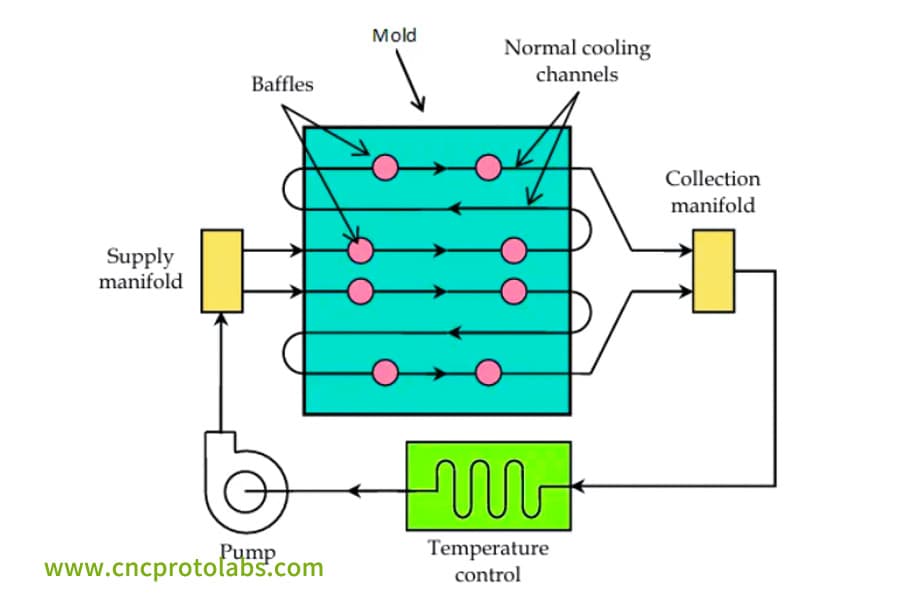
図 2: 供給/回収マニホールド、通常の冷却チャネル、バッフルを含む金型冷却システムの内部構造を示す図。
性能とコストのバランスをとるために適切な射出成形プラスチックを選択するにはどうすればよいですか?
正しい選択射出成形可能なプラスチックプラスチック射出成形金型の設計には必須です。通常、材料費は部品コスト全体の 30 ~ 60% を占めます。金型鋼の選択とともに収縮補正を組み込むと、コストを最小限に抑えることができるだけでなく、性能が損なわれないようにすることもできます。
材料費の階層
| 材質の種類 | 代表的な素材 | コスト (USD/kg) | 該当するシナリオ |
| 一般プラスチック | PP、ABS、ヒップ | 1.2~2.0 | 一般民間用の非耐荷重部品。 |
| エンジニアリングプラスチック | PC、PA66、POM | 2.8~4.0 | 産業用、自動車用、組立部品。 |
| 高機能プラスチック | ピーク、LCP | 20~100 | 医療、航空宇宙、高温環境部品。 |
金型寿命に対する材料の影響
射出成形可能なプラスチックの特性は、金型の摩耗の程度に影響を与えるだけでなく、プラスチック射出成形金型のコストにも影響します。
たとえば、30% のガラス繊維強化材料では摩耗率が 3 ~ 5 倍上昇するため、H13 などの硬鋼の使用が必要になります。一方、難燃剤を含む材料では S136 ステンレス鋼が必要となり、金型の寿命が 2 倍長くなります。
収縮制御
射出成形可能なプラスチックの特性が異なると収縮率も異なるため、プラスチック射出成形金型の設計はそれに応じて調整する必要があります:非結晶性材料の場合は 0.4 ~ 0.8%、結晶性材料の場合は 1.5 ~ 3.0%。さらに 1% 収縮するごとに、金型の寸法を 0.02 mm 変更する必要があります。
どの射出成形可能なプラスチックがお客様のニーズに最適であるかわかりませんか?パフォーマンスとコストのバランスをとり、プラスチック射出成形金型の設計を最適化するための無料の材料選択ガイドを入手してください。
プラスチック射出成形ツール: シミュレーション解析により試作金型のコストを 3 つ節約できるのはなぜですか?
プラスチック射出成形ツール製造コストが非常に高く、試作成形だけでも 5,000 ~ 20,000 ドルかかります。モールド フロー解析により、充填冷却と反りの問題を事前に予測できるため、試作成形の数が減るだけでなく、プラスチック射出成形金型の設計の最適化にも役立ちます。
充填分析の重要な価値
充填解析を使用すると、射出成形の問題を発生前に予測できます。
たとえば、ウェルド ラインが形成される場所を示すことができ、その結果、ゲートを最適化して強度を 30 ~ 50% 向上させることができます。また、閉じ込められた空気領域を特定して、製品の焼けやショート ショットを防ぐために通気システムを調整することもできるため、スクラップ率の削減につながります。
冷却解析
冷却解析により、最適な冷却システムのレイアウトが得られます。
たとえば、ホットスポットの温度差が 3°C 以内に減少すると、製品の反りは 25% 減少します。流路の位置や大きさを変更することで冷却効率が20~35%向上し、成形サイクルの短縮につながります。
反りの予測と補正
モールド フロー解析では、反りの位置がわかるだけでなく、プラスチック射出成形金型の設計を事前に補正 (0.15 ~ 0.25 mm 単位) できるため、金型の修理を 1 ~ 2 回削減できます。予測誤差は 10% 以内に抑えられ、寸法精度が保証されます。
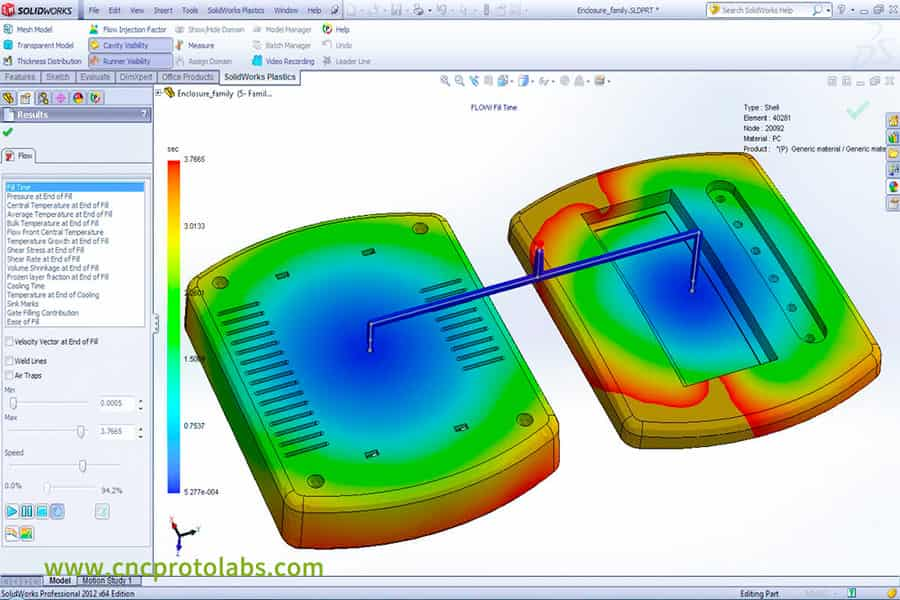
図 3: プラスチック部品の充填時間解析を示す SolidWorks Plastics シミュレーションのスクリーンショット。色分けされたスケールで充填時間を示します。
プラスチック射出成形金型の設計を通じて 20% のコスト削減を確実に実現するにはどうすればよいでしょうか?
JSプレシジョンDFM解析、金型流動シミュレーションから金型製作までのフルサービスを提供します。本質的に、科学的なプラスチック射出成形金型の設計により、組織が有効性と品質を維持しながら20 ~ 30% の完全なコスト削減を実現できるように支援します。
当社の技術的優位性
当社の技術的優位性がコスト削減の秘密です。
DFM フィードバックは 48 時間以内に行われ、 5 ~ 8 の設計最適化ポイントが強調表示されます。プロフェッショナルなコンフォーマル冷却設計により、成形サイクルを 15 ~ 56% 短縮でき、金型の温度差は 2°C 以内に維持され、さまざまな要件を満たします。
協力プロセス
協力プロセスをさらに簡単にします。
図面のアップロード後 1 時間以内に事前見積もりが届きます。当社のエンジニアリング チームは DFM 分析を利用して最適化の提案を行います。材料使用量の平均削減率は 10 ~ 15% です。単純な金型の納品には 2 週間、複雑な金型の納品には 4 週間かかるため、すぐに生産を開始できます。
成功の保証
データ駆動型のプラスチック金型設計サービスによりコスト削減を保証します。契約書にはコスト削減額が5%以内で明確に示されているため、隠れたコストは発生しません。プラスチック射出成形金型の設計最適化の価値を明確に証明する生産サイクルやスクラップ率などのデータを提供します。
JS Precision のケーススタディ: コンフォーマル冷却技術により産業用ギアボックス カバー金型のコストを 22% 削減
次の実例は、科学的なプラスチック射出成形金型設計を使用することでコストを削減できる当社の能力を明確に示しています。
実際的な利点も指摘しています設計の最適化とても自然な方法で。
産業用トランスミッション機器メーカーは、年間 80,000 個の生産量に対応するギアボックスのトップ カバーの開発を検討していました。オリジナルの 4 キャビティ金型設計には、不均一な冷却や公差を超える反りのリスクがありました。
直面する問題
コンポーネントは 400mm×300mm×80mm の箱で、壁の厚さは 3 ~ 8mm の範囲です。なくなった従来の冷却設備は、厚い壁に囲まれたエリアには到達できません。
推定によると、温度差が 18°C あると、組立公差 0.2mm の外側で反りが発生し、製品のスクラップ率が 12% になると考えられます。お客様は、強力なコスト管理のもとで、T1 サンプルを 8 週間で納品することを要求しました。
解決
当社のエンジニアリング チームは、多次元の最適化を通じて主要な問題点を正確にターゲットにしました。詳細な解決策は次のとおりです。
1.部品設計:
射出成形用のプラスチック部品を再設計し、部品の肉厚を 8mm から 6mm に下げました。構造強度を維持するために補強リブを追加しました。これにより、材料の使用量が 18% 削減され、不均一な肉厚の問題が完全に解消されました。
2.金型冷却設計:
プラスチック射出成形金型の設計は、厚肉のベアリング ハウジング領域にコンフォーマルな冷却チャネルを導入することで最適化されました。で作られました金属3Dプリントこの技術では、これらのチャネルは直径 8 mm で、均一な冷却を提供するために製品表面から 10 ~ 12 mm の位置にあります。
3.射出成形と金型材料:
まず、充填と反りの解析にモールドフローが採用され、ウェルド ラインと空気トラップの問題を排除するために、一点射出から二点ホット ランナー システムに移行することでゲートの位置が再配置されました。
次に、H13 鋼が金型材料として選択され、コンフォーマル冷却セクションはレーザー粉末床融合 (LPBF) 技術によって製造されました。これによりコストは 8% 上昇しましたが、プラスチック射出成形金型の総コストは下がりました。
最終結果
変更後、冷却時間は8 秒 (56% 短縮)、成形サイクル時間は 32 秒、年間生産能力は 90,000 個、材料使用量は 18% 減少、スクラップ率は 2.1%、全体コストは 22% 削減され、新規投資は 6 か月で回収され、反り目標は達成されました。
目覚ましいコスト削減の成果により、クライアントはプラスチック射出成形金型の設計と製造をすべて当社に委託し、長期的なコストと効率の向上を実現しました。
金型についても同様のコスト削減を実現したいですか?部品図面を提出していただければ、当社が独自のプラスチック射出成形金型設計ソリューションをカスタマイズして、20% 以上のコスト削減を実現します。
よくある質問
Q1: 通常、プラスチック射出成形金型の設計は、総金型コストのうちどのくらいの割合を占めますか?
設計料は通常、総金型コストの 5 ~ 15%です。優れたプラスチック射出成形金型の設計により、総製造コストが 20% 以上削減され、将来の出費がなくなります。
Q2: プラスチック射出成形金型のコストを正確に見積もるにはどうすればよいですか?
プラスチック射出成形金型の価格は、キャビティの数、金型のサイズ、鋼材の種類、構造の複雑さなど、いくつかの要因によって決まります。に正確な見積もりを取得する、3D 図面を提供する必要があります。
Q3: 射出成形用のプラスチック部品設計の主な設計ルールは何ですか?
射出成形用のプラスチック部品設計の最も重要なルールは、均一な肉厚 (1.0 ~ 3.5 mm) を維持すると同時に、脱型を容易にするために 1 ~ 2 の抜き勾配を組み込むことです。
Q4: プラスチック射出成形金型の主に製品の品質に影響を与えるのはどの部分ですか?
プラスチック射出成形金型の部品のうち、製品の成形品質、寸法精度、生産効率に最も影響を与えるのは、注入システム、冷却システム、突き出しシステムです。
Q5: プラスチック射出成形ツールの一般的な寿命はどれくらいですか?
プラスチック射出成形ツールの寿命は、材質とメンテナンスによって異なります。軟鋼金型は 200,000 ~ 500000 サイクルに耐えることができ、硬鋼金型は 100 万サイクル以上に耐えることができます。定期的なメンテナンスにより、寿命を 50% 延ばすことができます。
Q6: 金型の冷却時間は最短でどれくらいですか?
効率的なコンフォーマル冷却により、金型冷却時間を 56% 短縮できます。 0.8 mm の非常に薄い肉厚の部品の場合、冷却時間を 1 ~ 2 秒に短縮でき、生産効率の向上に向けた大きな一歩となります。
Q7: 金型の試作費用はどれくらいかかりますか?
1 つの金型の試作にかかる費用は、設備の時間、材料、人件費を含めておよそ 5,000 ~ 20,000 ドルです。設計を最適化することで試行回数を減らし、コストを節約できます。
Q8: マルチキャビティ金型は常に単一キャビティ金型よりコスト効率が高いのですか?
実際には、マルチキャビティ金型が常に最もコストを削減できるわけではありません。生産量が年間 100,000 個を超える場合は、単価が低いマルチキャビティ金型が適切な選択ですが、年間 50,000 個未満の生産にはシングルキャビティ金型が適しており、プラスチック射出成形金型のコスト削減に役立ちます。
まとめ
金型コストを 20% 削減する鍵は、科学的に設計されたプラスチック射出成形金型を使用することです。部品の最適化、冷却のアップグレード、材料の選択、金型フローのシミュレーションなどの技術には、それぞれコストを削減できる可能性があります。
JS Precision は、テクノロジー、専門知識、データ主導のサービスにより、コスト削減を確保し、設計エラーを回避することを支援します。金型価格の乖離を監視したり、試作中に手戻りをする必要がありません。
設計図を提出するだけそれぞれの投資を最大限に活用するためにカスタマイズされたコスト削減ソリューションを受け取ることができます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

