

Kunststoffspritzguss-Service bietet die grundlegende Unterstützung für die Massenproduktion komplexer Kunststoffteile.
Wenn bei Ihren komplexen Kunststoffteilen während der Massenproduktion Probleme wie Maßabweichungen, Verzug oder Montagefehler auftreten, ist es bei herkömmlichen Spritzgussverfahren in der Regel schwierig, die Funktionsanforderungen zu erfüllen und gleichzeitig die Kosten zu kontrollieren.
Selbst kleinste Toleranzabweichungen können zu Projektverzögerungen führen und Kosten für die Nachbearbeitung der Form verursachen.
Für Einkaufsingenieure ist es sehr wichtig, einen Kunststoffspritzgussdienstleister zu finden, der nicht nur Unterstützung von der ersten Entwurfsphase an bietet, sondern auch durch seine Prozessfähigkeiten den Erfolg des Projekts sicherstellen kann.
Zusammenfassung der Kernantwort
| Problembereich | Kernherausforderung | Schlüssellösung | Erwartete Vorteile |
| Toleranzeinstellung | Nur blind nach extrem engen Toleranzen zu streben, wird Sie viel kosten. | Merkmalsorientierte Toleranzzuordnung und Herstellbarkeitsanalyse. | Finden Sie ein Gleichgewicht zwischen Funktion und Kosten. |
| Materielles Risiko | Die Schrumpfungsrate teilkristalliner Materialien kann je nach Temperatur stark schwanken . | Auswahl amorpher Materialien oder Anwendung einer genauen Temperaturregelung der Form. | Damit die Teile formstabil bleiben und Passungsfehler vermieden werden. |
| Verzugskontrolle | Die unterschiedliche Abkühlung asymmetrischer Strukturen ist eine der Hauptursachen für Verformungen. | Zonenregelung der Formtemperatur in Verbindung mit einem Anti-Deformations-Kompensationsdesign. | Beseitigen Sie Verwerfungen, die wie eine „Banane“ aussehen , und stellen Sie die Ebenheit des Teils sicher. |
| Prozessfähigkeit | Druckschwankungen sind einer der Gründe für Dimensionsänderungen von Charge zu Charge. | Vollelektrische Spritzgießmaschine + Druckregelung mit geschlossenem Regelkreis . | Verwirklichung nicht nur der Chargenkonsistenz, sondern auch der Intra-Charge-Konsistenz. |
Wichtige Erkenntnisse
- Design setzt das Maximum:
Die Durchführung einer Herstellbarkeitsbewertung vor der Formherstellung und die Festlegung angemessener Toleranzen können dazu beitragen, über 70 % der eventuellen Maßprobleme zu verhindern . Mit anderen Worten geht es um die proaktive Risikovermeidung und die Reduzierung der späteren Nacharbeitskosten.
- Prozesssicherheit legt das Minimum fest:
Wenn Sie ein High haben wollen Präzisions-Kunststoffspritzguss Dann ist eine elektrische Spritzgießmaschine und eine Steuerung des Formhohlraumdrucks mit einer Genauigkeit von 1 % erforderlich. Kurz gesagt bedeutet dies den Einsatz spezieller Geräte, um ein Mindestmaß an Präzision aufrechtzuerhalten.
- Material = Risiko:
Wenn Sie Präzisionsteile herstellen, verringert die Verwendung nichtkristalliner Materialien als Hauptmaterial die Risiken, die mit Schwankungen der Schrumpfung verbunden sind, erheblich. Fazit: Durch die richtige Materialwahl lassen sich die Dimensionsrisiken halbieren.
Warum sollten Sie sich für Kunststoffspritzguss-Dienstleistungen entscheiden? JS Precision kontrolliert komplexe Teiletoleranzen
Bei der Herstellung komplexer Kunststoffteile in großen Mengen treten zwangsläufig Probleme wie Maßabweichungen, Verzug oder Montagefehler auf. Durch diese Probleme entstehen Ihnen nicht nur zusätzliche Kosten für die Nacharbeit der Form, sondern auch zeitliche Verzögerungen bei den Projektzyklen, was zu Verlusten führt, die normalerweise vermieden würden.
Einerseits ermöglicht Ihnen ein richtiger, sorgfältig ausgewählter, qualitativ hochwertiger Kunststoffspritzgussservice, das beste Gleichgewicht zwischen der Erreichung der Teilefunktion und der Kontrolle der Produktionskosten zu finden, wodurch Verluste erheblich reduziert und die Effizienz der Massenproduktion gesteigert werden .
JS Precision, das sich auf das Präzisionsspritzgießen von Kunststoffen konzentriert, kann Ihnen hochgradig personalisierte Dienstleistungen anbieten, die Ihren spezifischen Anforderungen entsprechen. Seit vielen Jahren ist das Unternehmen ein zuverlässiger Partner in der Automobil-, Elektronik- und Medizinindustrie und hilft ihnen bei der Lösung ihrer anspruchsvollsten Toleranzkontrollprobleme für komplexe Teile.
Wenn Sie mit uns zusammenarbeiten, erhalten Sie professionelle Hilfe bei der Einhaltung ISO 294-2:2018-Standards .
Dies garantiert, dass Ihre Formen mindestens 1 Million Produktionszyklen durchlaufen, wodurch sich die Häufigkeit des Formenwechsels erheblich verringert und eine Toleranzkontrollgenauigkeit von 0,01 mm erreicht wird, wodurch Produktionsrisiken aufgrund von Maßabweichungen vermieden und Ihre langfristigen Betriebskosten gesenkt werden.
Einer der Kunden für Automobilteile hatte beispielsweise eine Ausschussquote von 12 %, und die Stückkosten waren mit 3,20 US-Dollar recht hoch, was hauptsächlich auf Probleme mit der Verformung des POM-Getriebegehäuses zurückzuführen war. Dies führte zu erheblichen negativen Auswirkungen auf die Profitabilität.
Durch den Kunststoffspritzgussservice von JS Precision gelang es diesem Kunden jedoch, aus seiner Situation auszubrechen: Die Ausschussrate wurde auf 0,8 % gesenkt, die Stückkosten lagen um 0,50 US-Dollar niedriger und die monatlichen Kosten wurden direkt um 50.000 US-Dollar gesenkt.
Ja, wenn Sie sich für einen vertrauenswürdigen Kunststoffspritzgussdienst entscheiden, können Sie neben anderen Vorteilen Risiken der Toleranzkontrolle vermeiden, die Projektzykluszeit verkürzen, die Produktionskosten senken und somit den Nutzen jeder Investition maximieren. Darüber hinaus bieten Ihnen unsere Dienstleistungen die gesamte Unterstützung, die Sie für den erfolgreichen Betrieb Ihrer Massenproduktion benötigen.
Wenn Sie mit Toleranzproblemen bei komplexen Teilen zu kämpfen haben, kontaktieren Sie unsere Ingenieure für eine kostenlose Machbarkeitsbewertung der Kunststoffspritzgusstoleranzen und machen Sie so den ersten Schritt zum Projekterfolg.
Was macht den Kunststoffspritzguss bei komplexen Teilen mit engen Toleranzen zu einer Herausforderung?
Kunststoffspritzguss ist eine äußerst anspruchsvolle Dienstleistung, wenn es um komplexe Teile mit strengen Toleranzanforderungen geht. Der Hauptgrund dafür ist, dass das Kunststoffspritzgießen ein systematisierter technischer Prozess ist und die Komplexität der Teile zu Schwierigkeiten bei der Prozesskontrolle führt.
Aufgrund geometrischer Widersprüche in komplexen Teilen, wie z. B. der Koexistenz dünner und dicker Wände und Strukturen mit mehreren Schiebern, kann es zu einer ungleichmäßigen Schmelzfüllung und Eigenspannungskonzentration kommen. führt dazu unvorhersehbare Verformungen und Maßabweichungen.
Dies ist der Hauptgrund, warum der Kunststoffspritzgussservice für solche Teile eine Herausforderung darstellt.
Ungleichmäßiger Schmelzfluss aufgrund geometrischer Widersprüche
Wenn ein Teil sowohl dünne Wände <1 mm als auch dicke Wände >4 mm hat, ist der Unterschied im Schmelzflusswiderstand sehr groß.
Die dickwandigen Bereiche werden zuerst gefüllt, und es ist nur natürlich, dass die dünnwandigen Bereiche einige Füllmängel oder Überdruck aufweisen, was zu einer direkten Maßabweichung führt.
Es ist, als würde man versuchen, Wasserleitungen mit unterschiedlichen Durchmessern zu füllen. Das breitere Rohr fließt gut und wird zuerst gefüllt, während das schmalere Rohr verstopft und schwer zu füllen ist, was dann zu einer ungleichmäßigen Wassermenge an beiden Enden des Rohrs führt. Bei den Einzelteilen kommt es zu Maßabweichungen.
Durch Eigenspannung verursachte Alterungsverformung und Dimensionsdrift
Komplexe Läuferstrukturen und asymmetrische Geometrien erzeugen erhebliche Eigenspannungen.
Diese Spannung baut sich mit der Zeit nach dem Entformen oder während des Gebrauchs langsam ab, was zu einer unkontrollierbaren Veränderung der kritischen Funktionsmaße wie Schnappverbindungen und Montagelöcher führt und somit Produktionsfehler verursacht.
Wie werden die Toleranzen beim Kunststoffspritzguss für hochdetaillierte Geometrien bestimmt?
Manchmal sind engere Toleranzen möglicherweise nicht das Allerbeste. Es ist notwendig, die Toleranzen entsprechend den Formgebungsfähigkeiten der Merkmale des Teils festzulegen. Es sollte ein merkmalsgesteuerter Ansatz verwendet werden , außerdem sollte darauf verwiesen werden Internationaler Standard ISO 2768-1 .
Der Versuch, unüberlegt extreme Toleranzen einzuhalten, führt zu einem enormen Anstieg der Produktionskosten.
Unterscheidung zwischen wichtigen funktionalen und nicht wesentlichen Strukturdimensionen:
Einerseits planen Ingenieure und Kunden gemeinsam in Längsrichtung, um wichtige wichtige Funktionsabmessungen wie Montageschnittstellen und Passflächen (z. B. 0,02 mm) genau zu kontrollieren, andererseits sind im Hinblick auf Funktionalität und Kosten weniger strenge Toleranzen (z. B. 0,1 mm) für nicht wesentliche Abmessungen zulässig.
Mikromerkmalstoleranzen kehren die Anzeige durch Analyse des Verhältnisses von hohem Durchfluss zu Länge um:
Bei Mikromerkmalen mit Rippenbreiten <0,5 mm verwendet JS Precision eine Analyse mit hohem Fluss-Längen-Verhältnis (L/T). Wenn L/T > 150, empfiehlt es sich, die Toleranzen zu lockern oder die Struktur zu optimieren, anstatt die Formtoleranzen zwangsweise zu verschärfen.
Feedback zur Herstellbarkeit in der Angebotsphase geben:
Nach der Formherstellung erstellt das Engineering-Team von JS Precision einen Bericht zur Herstellbarkeitserklärung, in dem es auf Toleranzrisikopunkte hinweist und Optimierungsvorschläge macht, um den Kunden dabei zu helfen, Funktion und Kosten in Einklang zu bringen.
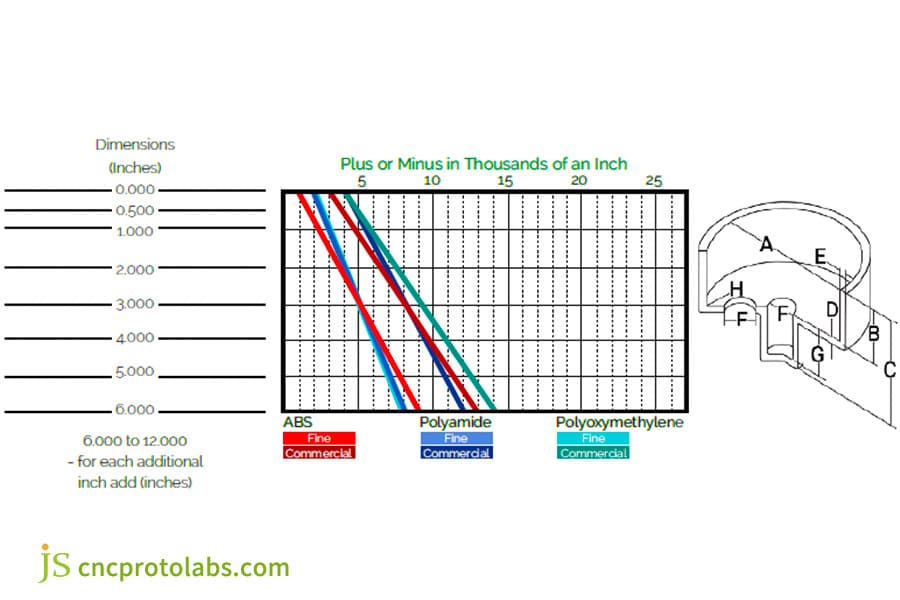
Abbildung 1: Eine Tabelle mit den Kunststoffspritzgusstoleranzen für verschiedene Materialien und Abmessungen sowie ein Querschnittsdiagramm eines Kunststoffteils.
Wie kann man mit materialbedingten Toleranzrisiken bei Kunststoffspritzgussmaterialien umgehen?
Kunststoffspritzgussmaterialien haben einen direkten Einfluss auf die Maßhaltigkeit von Teilen. Die Wahl eines falschen Materials oder einer falschen Verarbeitung kann sehr leicht zu schwerwiegenden Toleranzproblemen führen. Die Betonung der Verwendung nichtkristalliner Materialien (wie PC, ABS) ist eine Möglichkeit, Schrumpfungsschwankungen zu minimieren.
Wenn andererseits halbkristalline Materialien ausgewählt werden, garantieren eine zweifache Temperaturkontrolle der Form und eine Nachbehandlung durch Glühen die Dimensionsstabilität.
| Materialname | Schrumpfung (%) | Formtemperaturbereich (°C) | Anwendbare Toleranz (mm) | Stückkosten (USD) | Anwendbare Szenarien |
| PC | 0,4-0,7 | 80-120 | ±0,02-0,05 | 1,2-1,8 | Präzisionselektronikgehäuse |
| ABS | 0,5-0,8 | 60-90 | ±0,03-0,06 | 0,9-1,5 | Kfz-Innenteile |
| POM | 1,5-2,0 | 80-100 | ±0,04-0,07 | 1,5-2,2 | Präzisionsgetriebe und Lager |
| PA66 | 1,2-1,8 | 80-110 | ±0,03-0,08 | 1,3-2,0 | Mechanische Strukturteile |
| Netzteil | 0,4-0,6 | 100-130 | ±0,02-0,04 | 2,0-2,8 | Medizinische Präzisionsteile |
Materialauswahlstrategie basierend auf Dimensionsstabilität
Für Teile, die eine präzise Passung erfordern, werden nichtkristalline Materialien (PC ABS PSU) empfohlen, da ihre Schrumpfungsrate (0,4 %–0,7 %) weniger durch Temperaturschwankungen der Form beeinflusst wird.
Wenn Sie sich für teilkristalline Materialien (POM, PA66) entscheiden, weisen wir deutlich auf das Dimensionsrisiko einer Änderung der Schrumpfungsrate von 0,1 % bis 0,3 % hin, die sich aus einer Formtemperaturschwankung von 5 ergibt.
Genaue Temperatureinstellung und Weiterbehandlung halbkristalliner Materialien
Zur Herstellung von Präzisionsteilen wie POM und PA66 nutzt JS Precision eine auf ±2 °C genaue Formtemperaturregelung und Glühung nach der Primärverarbeitung des Materials, um die Kristallinität des Materials stabil, die Abmessungen der Teile konsistent und die Stabilität der Teile in der Massenproduktion über einen langen Zeitraum nachhaltig zu halten.
Welche Prozessfähigkeiten zeichnen das echte Präzisions-Kunststoffspritzgießen für komplexe Teile aus?
Beim echten Präzisions-Kunststoffspritzguss kommt im Kern eine vollelektrische Spritzgussmaschine zum Einsatz, die mit einer hochpräzisen Steuerung und einem geschlossenen Drucksystem ausgestattet ist, um Materialschwund und Änderungen der Formtemperatur auszugleichen und so die Dimensionsstabilität komplexer Teile sicherzustellen.
Vorteile der dynamischen Reaktion aller elektrischen Spritzgießmaschinen
Alle elektrischen Spritzgießmaschinen bieten eine Reaktionszeit der Einspritzgeschwindigkeit von <10 ms, was viel besser ist als >50 ms hydraulischer Pressen. Diese Funktion ermöglicht schnelle Änderungen der Schmelzfüllgeschwindigkeit und hilft so , Materialmangel oder innere Spannungen zu verhindern.
Ihre Haltedruckgenauigkeit von 1 bar trägt dazu bei, Maßschwankungen von einer Charge zur anderen zu reduzieren.
Geschlossener Hohlraumdruckregler
In jedem Formhohlraum ist ein Drucksensor installiert. Ein geschlossenes Kreislaufsystem verändert die Einspritz- und Nachdruckparameter variabel und hält die Schwankungen des Werkzeuginnendrucks innerhalb von 1 %.
Auf diese Weise ist es in der Lage, Maßabweichungen aufgrund von Änderungen der Materialviskosität und der Werkzeugtemperatur auszugleichen und so die Einhaltung zu gewährleisten Kunststoffspritzgussprodukte Konsistenz.
Mit anderen Worten: Es ist so, als ob der Formhohlraum mit einem „intelligenten Thermometer“ ausgestattet wäre, das auftretende Druckschwankungen verfolgen kann. Wenn es zu irgendeinem Zeitpunkt von der Norm abweicht, nimmt es die Anpassungen autonom vor und sorgt so für eine völlig einheitliche Formumgebung für jedes Teil und schließt ein Szenario aus, in dem „einige Teile gut und andere schlecht“ sind.
Benötigen Sie einen stabilen Präzisions-Kunststoffspritzguss? Kontaktieren Sie unsere Ingenieure für eine kostenlose Prozesslösung zur Druckregelung mit geschlossenem Regelkreis, um eine stabile Dimensionsleistung in der Massenproduktion sicherzustellen.
Wie lösen kundenspezifische Kunststoffspritzgussdienste Verzugsprobleme bei asymmetrischen Teilen?
Verzug wird im Allgemeinen als Mangel angesehen. Es kommt immer dann vor, wenn für komplexe Teile Präzisions-Kunststoffspritzguss verwendet wird.
Bei asymmetrischen Teilen reicht eine bloße Änderung des Prozesses nicht aus, um das Problem vollständig zu beseitigen. Um die Hauptursache des Problems zu ermitteln , sind zwei Kernmethoden zur Formgestaltung unerlässlich .
Design der zonierten Formtemperaturregelung
Im Allgemeinen wird für asymmetrische Teile ein zonierter Heiz-/Kühlkreislauf eingesetzt.
Die Bereiche mit großen Schrumpfungsunterschieden werden bei unabhängigen Temperaturen kontrolliert (z. B. 90 °C auf der Verstärkungsrippenseite, 60 °C auf der glatten Seite ), was sicherstellt, dass die Abkühlraten synchronisiert werden und folglich zu einem Rückgang der Kettfäden aufgrund ungleichmäßiger Schrumpfung beiträgt.
Formhohlraum mit Umkehrverformungskompensationsdesign
Die Durchführung einer Formflussanalyse ermöglicht die Vorhersage der Richtung und Größe des Verzugs. Daher ist eine umgekehrte geometrische Kompensation in den Formhohlraum eingebettet . Auf diese Weise kann das Teil durch die elastische Erholung des Materials nach der Entformung in ein flaches Teil umgewandelt werden, wodurch das Verzugsproblem vollständig behoben wird.
Kurz gesagt handelt es sich um eine „Vorkorrektur“ eines Teils, das sich verformen kann. Da man weiß, dass es sich nach dem Entformen zu einer Seite verziehen wird, wird der Formhohlraum in die entgegengesetzte Richtung vorkompensiert, sodass er nach der Verformung wieder flach wird, ohne dass eine Nachbearbeitung erforderlich ist.
Haben Sie Probleme mit dem Teileverzug? Senden Sie Ihre Teilezeichnungen Außerdem bieten wir eine kostenlose Formflussanalyse an und passen ein Formdesign zur Vermeidung von Verformungskompensation an, um Ihren Anforderungen an den Kunststoffspritzguss gerecht zu werden.
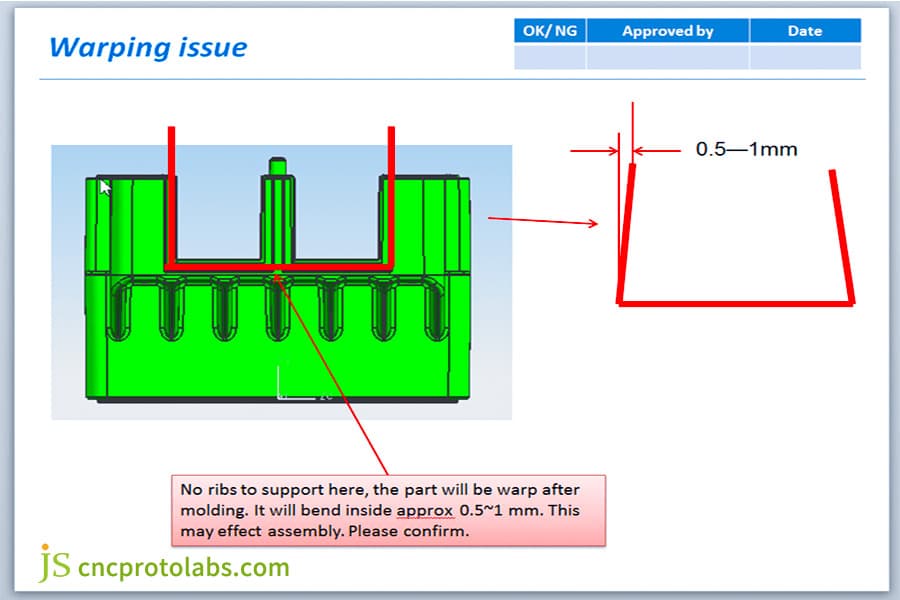
Abbildung 2: Ein technisches Diagramm, das den Verzug in einem asymmetrischen Spritzgussteil analysiert und einen Verformungsbereich von 0,5–1 mm sowie die Ursache für mangelnde Rippenunterstützung hervorhebt.
Welche Eigenschaften zeichnen einen vertrauenswürdigen Anbieter von kundenspezifischen Kunststoffspritzgussdienstleistungen aus?
Das Rückgrat hochwertiger kundenspezifischer Kunststoffspritzgussdienstleistungen ist ein Lieferant, der nicht nur über vollelektrische Spritzgussmaschinen verfügt, sondern auch über das technische Know-how verfügt, um konstruktionsseitige Herstellbarkeitsanalysen durchzuführen , Warnungen vor Materialrisiken auszugeben und eine Prozessform-Co-Optimierung durchzuführen.
Technischer Eingriff in der Entwurfsphase
Erstklassige Anbieter von kundenspezifischen Kunststoffspritzgussdiensten können bereits in der Entwurfsphase des Produkts Ratschläge zur Herstellbarkeit geben und dadurch nicht nur die Struktur und Toleranzen der Teile verbessern, sondern auch von der Phase der Formreparatur nach der Modifikation zur Phase der Prävention vor der Modifikation übergehen , was zu weniger Risiken und niedrigeren Kosten führt.
Bieten Sie Prozessparametertransparenz und Qualitätsberichte
Gut etablierte kundenspezifische Kunststoffspritzgussdienste liefern neben den Berichten der Erstmusterprüfung und der CPK-Analyse stets auch Aufzeichnungen der Prozessparameter und stellen so sicher, dass die Produktionsdaten transparent sind und das Vertrauen der Kunden gestärkt wird.
Die Front-End- und Back-End-Supportfunktionen sind vollständig
Ein Verlässlicher kundenspezifische Kunststoffspritzgussdienstleistungen Der Anbieter präsentiert eine einzige Servicelösung, vom Formenbau über das Spritzgießen bis zur Weiterverarbeitung. Auf diese Weise entfällt das Risiko gegenseitiger Schuldzuweisungen und die Kommunikationskosten aufgrund der Übergabe der Lieferanten , was die Arbeit effizienter macht.
Die unterschiedlichen Fähigkeiten verschiedener Anbieter von kundenspezifischen Kunststoffspritzgussdiensten können sich auf Ihre Projektkosten, Änderungen und die Anzahl der Produkte auswirken, die Sie erhalten.
Nachfolgend finden Sie einen Vergleich der Kernkompetenzen und Kundennutzendaten verschiedener Arten von Dienstleistern, um Ihnen bei der schnellen Auswahl des richtigen Partners zu helfen.
| Dienstanbietertyp | Fähigkeit zur Designbeteiligung | Prozesstransparenz | Front-End- und Back-End-Supportfähigkeit | Kosteneinsparungen beim Probeformen | Risikorate des Kundenprojekts |
| Hochwertige professionelle Dienstleister (z. B. JS Precision) | Geben Sie während der Entwurfsphase proaktiv Feedback zur Herstellbarkeit. | Stellen Sie vollständige Prozessparameter und CPK-Berichte bereit. | One-Stop-Service für Formenbau, Spritzguss und Weiterverarbeitung. | 30%-50% | ≤3 % |
| Mittelständische Dienstleister | Geben Sie Feedback nach Kundenanfragen. | Bereitstellung grundlegender Prozessparameterdatensätze. | Bereitstellung grundlegender Prozessparameterdatensätze. | 10 %–20 % | 8 %–12 % |
| Low-End-Dienstleister | Keine Möglichkeit zur Designbeteiligung. | Keine transparenten Prozessparameterdienste. | Erbringen Sie nur grundlegende Spritzgussdienstleistungen. | ≤5 % | 18 %–25 % |
| Kleine Dienstleister im Werkstattstil | Keine designbezogenen Dienstleistungen. | Keine Prozessaufzeichnungen oder Berichte. | Bieten Sie nur Einzelspritzguss an, keine unterstützenden Dienstleistungen. | Keine Kosteneinsparungen oder gar Mehrkosten. | über 30 % |

Abbildung 3: Ein moderner Fabrikinnenraum mit Reihen von Spritzgießmaschinen, der Maßstab und industrielle Leistungsfähigkeit demonstriert.
Wie können die Trial-and-Error-Kosten mit einem zuverlässigen Kunststoffspritzguss-Service gesenkt werden?
Durch den Einsatz einer Formflussanalyse vor der Formherstellung, einer wissenschaftlichen Versuchsplanung während der Testformphase und einer standardisierten Übertragung von Massenproduktionsparametern können die Trial-and-Error-Kosten für Kunststoffspritzgussdienstleistungen systematisch reduziert und eine stabile Massenproduktion sichergestellt werden.
Zuerst Risikovorhersage, Mold-Flow-Analyse
In der Formkonstruktionsphase bieten wir unseren Kunden im Bereich Kunststoffspritzguss eine gründliche Formflussanalyse an, um Risiken wie Bindenähte, Lufteinschlüsse und Verzug vorherzusagen und so Anpassungen vornehmen zu können Formenbau weniger Mängel und somit geringere Kosten für die Reparatur von Formen.
Wissenschaftliche Versuchsform- und Parameterfensterstudie
Mit Hilfe einer wissenschaftlichen Versuchsplanung untersuchen wir methodisch die Auswirkungen wichtiger Parameter wie Nachdruck und Werkzeugtemperatur auf die Abmessungen von Kunststoffspritzgussartikeln, um stabile Prozessfenster zu finden und die Anzahl der Versuchsformteile zu reduzieren.
JS Precision-Fallstudie: Toleranzkontrolle von Automobil-Präzisionsgetriebeteilen
Die nächste Fallstudie wird zeigen, wie JS Precision mit professionellen Kunststoffspritzgussdiensten das Problem von Maßabweichungen angehen kann Präzisionsteile für Automobilgetriebe .
Aufgetretene Herausforderungen
Zunächst stand das Unternehmen vor Produktionsherausforderungen, als ein Autoteilelieferant monatlich 100.000 POM-Getriebegehäuse produzierte. Dieses wichtige Übertragungsteil erforderte eine Ebenheit von 0,1 mm (andernfalls würde dies zu einer schlechten Leiterplattenmontage führen).
Zuvor verursachte das Problem Verluste in Höhe von 2.000 US-Dollar pro Tag und das Projekt verzögerte sich sogar.
Aufgrund der asymmetrischen Form des POM-Getriebegehäusematerials ist das Gehäuse auf einer Oberfläche mit dichten Rippen und auf der anderen mit einer ebenen Oberfläche ausgestattet. Die Ebenheit betrug zunächst nur 0,25 mm und die üblichen Prozessmodifikationen konnten das Problem nicht lösen.
Darüber hinaus waren eine Ausschussquote von 12 %, Stückkosten von 3,2 $ und leichter Formverschleiß die Faktoren, die zur Situation führten.
Lösungen:
1. Wesentliches Risikomanagement:
Da es sich bei POM um ein teilkristallines Polymer handelt, können seine Kristallinität und seine Schrumpfungsrate stark von der Formtemperatur beeinflusst werden. Eine Änderung der Formtemperatur um ±5℃ kann zu einer Schwankung der Schrumpfungsrate des Produkts um 0,2 % führen, was die Hauptursache für Maßfehler des Teils darstellt.
2. Zonenweise Temperaturregelung der Form:
Wir haben einen Heizkreis an der Rippenseite des Teils angebracht und durch die Verwendung konformer Kühlkanäle konnten wir die Formtemperatur von 60 °C auf 90 °C erhöhen und so eine Zonensteuerung mit der glatten Seite einrichten, indem wir den Unterschied in der Kühltemperatur auf ≤3 °C begrenzten.
3. Anti-Deformations-Kompensationsdesign:
Nach der Analyse des Werkzeugflusses, die vorhersagt, dass das Teil 0,25 mm konkav verzogen ist, wird die Seite der Kavitätsebene durch 0,1 mm Konvexheit ausgeglichen. Zusammen mit der geschlossenen Druckregelung (1 % Schwankung) der vollelektrischen Spritzgießmaschine ist die Produktkonsistenz gewährleistet.
Endgültige Ergebnisse:
Nach der Optimierung wird die Ebenheit des Teils konstant bei 0,06–0,08 mm (CPK=1,67) gehalten, die Ausschussrate wird auf nur 0,8 % gesenkt, die Stückkosten betragen 2,7 $, der Kunde spart jeden Monat 50.000 $, es gibt keine Projektverzögerung und der Kunde wird später nur die Produktion von 3 Teileserien an uns auslagern, mit einer Formlebensdauer von mehr als 1 Million Zyklen.
Sollten bei Präzisionsteilen auch Probleme wie Verzug oder Maßabweichungen auftreten, Kontaktieren Sie uns für eine maßgeschneiderte Lösung für den Kunststoffspritzguss und einen kostenlosen Bericht zur Formflussanalyse, der Ihnen dabei hilft, Probleme in der Produktion schnell zu lösen.
Abbildung 4: Mehrere graue Spritzgussteile ruhen auf einem Bett aus weißem Kunststoff-Rohstoffgranulat.
FAQs
F1: Welche Teiletoleranz ist am wirtschaftlichsten?
Die kostengünstigste Teiletoleranz beträgt 0,05–0,1 mm. Engere Toleranzen als 0,02 mm erhöhen die Kosten der Formen und auch die Anzahl der Probeformzyklen erheblich, so dass sich der Aufwand nicht lohnt.
F2: Warum haben sich die Abmessungen meines Teils nach einem Tag geändert?
Dies geschieht aufgrund der Nachschrumpfung, also der Restspannungsfreisetzung. Um die Kristallinität zu stabilisieren und Dimensionsänderungen zu vermeiden, ist ein Glühen erforderlich.
F3: Wie kann verhindert werden, dass Bindenähte die Festigkeit des Teils beeinträchtigen?
Die Lage von Bindenähten kann durch eine Formflussanalyse vorhergesagt werden. Anschließend kann der Anschnitt optimiert oder die Formtemperatur erhöht werden, um die Bindenähte in unbelastete Bereiche der Teile zu verlegen.
F4: Wie kann die Teilekonsistenz in jeder Kavität eines Mehrkavitätenwerkzeugs sichergestellt werden?
Die Verwendung einer Heißkanal-Ventilnadel-Zeitsteuerung in Kombination mit einer unabhängigen Formkammer-Drucksensor-Regelung ermöglicht den Ausgleich von Füllgeschwindigkeit und Druck in jeder Kavität, was zu einer Konsistenz der Teile führt.
F5: Warum bestehen Proben, die Massenproduktion scheitert jedoch?
Im Wesentlichen liegt das Problem am extrem engen Prozessfenster und den nicht optimierten Versuchsformparametern. Die Durchführung wissenschaftlicher Versuchsformen wird zur Entdeckung des stabilen Prozessfensters führen und Maßabweichungen während der Massenproduktion verhindern.
F6: Was sollte der wichtigste Faktor bei der Auswahl eines Spritzgussdienstleisters sein?
Der erste und wichtigste Faktor sollten die technischen Fähigkeiten sein , dh die Fähigkeit des Dienstleisters, in der Entwurfsphase Feedback zur Herstellbarkeit zu geben, um das Entstehen von Toleranz- und Prozessrisiken aktiv zu verhindern, anstatt nur die Fähigkeit zu haben, die grundlegende Produktion durchzuführen.
F7: Warum sind dünnwandige Teile anfällig für Materialknappheit?
Wenn der geschmolzene Kunststoff in einen dünnwandigen Bereich fließt, kühlt er sehr schnell ab und das Fließen wird sehr schwierig. Wenn Sie Materialengpässe vermeiden möchten, benötigen Sie Spritzgießmaschinen mit hoher Geschwindigkeit und hohem Druck sowie sehr flüssige Materialien.
F8: Wie stark beeinflusst die Formtemperatur die Abmessungen?
Bei teilkristallinen Materialien kann eine Schwankung der Formtemperatur um ±5 °C zu einer Änderung der Schrumpfrate um 0,1 % bis 0,3 % führen, was ausreicht, um die Passgenauigkeit der Teile zu beeinträchtigen.
F9: Wie kann ich ein Angebot für ein kundenspezifisches Kunststoffspritzgussprojekt erhalten?
Sie können eine kostenlose Toleranz-Machbarkeitsbewertung und ein detailliertes Angebot von JS Precision erhalten Übermittlung Ihrer Teilezeichnungen . Der Prozess umfasst in der Regel das Einholen von Feedback zur Herstellbarkeit und einem formellen Kostenvorschlag.
Zusammenfassung
Die Toleranzkontrolle komplexer Kunststoffteile ist eine Teamarbeit zwischen Designmaterialien, Formen und Prozessen. Hochpräzise und hochkonsistente Kunststoffspritzgussprodukte erfordern eine merkmalsgesteuerte Toleranzanalyse, Materialrisikowarnungen und eine präzise Prozesssicherung.
Unser Engineering-Team bietet Ihnen ein kostenloses Angebot an Toleranzen beim Kunststoffspritzguss Machbarkeitsbewertung, um Ihr Projekt in einem Schritt vom Entwurf zur Massenproduktion zu bringen und so Zeit und Kosten zu sparen.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

