

Service de moulage par injection plastique constitue le support fondamental pour la production en série de pièces en plastique complexes.
Si vos pièces en plastique complexes rencontrent des problèmes tels que des écarts dimensionnels, des déformations ou des échecs d'assemblage lors de la production en série, les méthodes traditionnelles de moulage par injection ont généralement du mal à répondre aux exigences de fonctionnalité tout en contrôlant les coûts.
Même le plus petit écart de tolérance peut entraîner des risques de retard dans le projet et entraîner des coûts de retouche du moule.
Pour les ingénieurs des achats, il est très important de trouver un service de moulage par injection plastique qui non seulement puisse offrir un soutien dès la phase de conception initiale, mais qui puisse également assurer, grâce à ses capacités de processus, le succès du projet .
Résumé des réponses de base
| Zone problématique | Défi principal | Solution clé | Bénéfices attendus |
| Réglage de la tolérance | Le seul fait de rechercher aveuglément des tolérances très strictes vous coûtera très cher. | Allocation de tolérances orientée fonctionnalités et analyse de fabricabilité. | Trouvez un équilibre entre fonctionnalité et coût. |
| Risque important | Le taux de retrait des matériaux semi-cristallins peut varier considérablement en fonction des changements de température . | Choisir des matériaux amorphes ou appliquer un contrôle précis de la température du moule. | Rendre les pièces dimensionnellement stables et éviter toute défaillance due au montage. |
| Contrôle du gauchissement | Le refroidissement différentiel des structures asymétriques est l’une des principales causes de déformation. | Contrôle de zonage de la température du moule lorsqu'il est associé à une conception de compensation anti-déformation. | Supprimez les déformations en forme de « banane » et garantissez la planéité de la pièce. |
| Capacité du processus | La fluctuation de la pression est l’une des raisons des changements dimensionnels d’un lot à l’autre. | Machine de moulage par injection entièrement électrique + contrôle de pression en boucle fermée . | Réaliser non seulement la cohérence des lots, mais également la cohérence intra-lot. |
Points clés à retenir
- La conception définit le maximum :
Effectuer une évaluation de la fabricabilité avant la production du moule et spécifier des tolérances raisonnables peut aider à prévenir plus de 70 % des éventuels problèmes dimensionnels . En d’autres termes, il s’agit d’éviter les risques de manière proactive et de réduire les coûts de retouche ultérieurs.
- L'assurance des processus définit le minimum :
Si tu veux avoir un high moulage par injection plastique de précision , il est alors nécessaire de disposer d'une presse à injecter électrique et d'un contrôle de la pression dans l'empreinte du moule avec une précision de 1 %. Bref, cela signifie l'utilisation d'équipements spéciaux pour conserver un niveau minimum de précision.
- Matériel = Risque :
Si vous produisez des pièces de précision, l'utilisation de matériaux non cristallins comme matériau principal réduira considérablement les risques liés aux fluctuations de retrait. L’essentiel est qu’en choisissant le bon matériau, on peut réduire de moitié les risques dimensionnels.
Pourquoi choisir les services de moulage par injection plastique ? JS Precision contrôle les tolérances des pièces complexes
La fabrication de pièces en plastique complexes en grande quantité présentera inévitablement des problèmes tels que des écarts dimensionnels, des déformations ou des échecs d'assemblage. Ces problèmes vous entraîneront non seulement à engager des coûts supplémentaires de retouche du moule, mais également à retarder les cycles de projet, provoquant ainsi des pertes qui auraient normalement été évitées.
D'une part, un service de moulage par injection plastique de haute qualité, soigneusement sélectionné, vous permettra de trouver l'équilibre le plus approprié pour atteindre le fonctionnement des pièces et contrôler les coûts de production, réduisant ainsi considérablement les pertes et améliorant l'efficacité de la production de masse .
JS Precision, qui se concentre sur le moulage par injection plastique de précision, peut vous offrir des services hautement personnalisés répondant à vos exigences spécifiques. L'entreprise est un partenaire fiable dans les secteurs de l'automobile, de l'électronique et du médical depuis de nombreuses années, les aidant à résoudre leurs problèmes de contrôle de tolérance les plus difficiles pour les pièces complexes.
Lorsque vous travaillez avec nous, vous bénéficiez d'une aide professionnelle dans le respect des Normes ISO 294-2:2018 .
Cela garantit que vos moules auront au moins 1 million de cycles de production, réduisant ainsi considérablement la fréquence de changement de moules et atteignant une précision de contrôle de tolérance de 0,01 mm , évitant ainsi les risques de production résultant d'écarts dimensionnels et réduisant vos coûts d'exploitation à long terme.
Par exemple, l'un des clients de pièces automobiles bénéficiait d'un taux de rebut de 12 %, et le coût unitaire était assez élevé, à 3,20 $, principalement en raison de problèmes de déformation du carter de boîte de vitesses POM. Cela a eu un impact négatif majeur sur la rentabilité.
Cependant, grâce au service de moulage par injection plastique de JS Precision, ce client a réussi à améliorer sa situation : le taux de rebut a été ramené à 0,8 %, le coût unitaire a été inférieur de 0,50 $ et les coûts mensuels ont été réduits directement de 50 000 $.
Oui, choisir un service de moulage par injection plastique de confiance vous permettra, entre autres avantages, d'éviter les risques de contrôle des tolérances, de raccourcir le temps de cycle du projet, de réduire les coûts de production et, par conséquent, de maximiser le rendement de chaque investissement. De plus, nos services vous fourniront tout le soutien dont vous pourriez avoir besoin pour mener à bien votre production de masse.
Si vous rencontrez des problèmes de tolérance pour des pièces complexes, contactez nos ingénieurs pour une évaluation gratuite de la faisabilité des tolérances de moulage par injection plastique, faisant ainsi le premier pas vers la réussite du projet.
Qu’est-ce qui rend le service de moulage par injection plastique difficile pour les pièces complexes avec des tolérances serrées ?
Le moulage par injection plastique est un service très exigeant lorsqu'il s'agit de pièces complexes avec des exigences de tolérance strictes. La raison principale est que le moulage par injection de plastique est un processus d'ingénierie systématisé et que la complexité des pièces entraînera des difficultés de contrôle du processus.
En raison de contradictions géométriques dans des pièces complexes, telles que la coexistence de parois fines et épaisses et de structures à plusieurs curseurs, un remplissage inégal de la matière fondue et une concentration de contraintes résiduelles peuvent se produire. conduisant à déformation imprévisible et les écarts dimensionnels.
C’est la principale raison pour laquelle le service de moulage par injection plastique de telles pièces est un défi.
Flux de fusion inégal en raison de contradictions géométriques
Si une pièce présente à la fois des parois minces <1 mm et des parois épaisses >4 mm, la différence de résistance à l'écoulement à l'état fondu est très significative.
Les zones à parois épaisses seront remplies en premier, et il est tout à fait naturel que les zones à parois minces présentent des défauts de remplissage ou une surpressurisation, provoquant ainsi un écart dimensionnel direct.
C'est comme essayer de remplir des conduites d'eau de différents diamètres. Le tuyau le plus large coule bien et est rempli en premier, tandis que le tuyau le plus étroit est bloqué et est difficile à remplir, ce qui conduit alors à un volume d'eau inégal aux deux extrémités du tuyau . En ce qui concerne les pièces, des écarts dimensionnels en résultent.
Déformation due au vieillissement et dérive dimensionnelle induites par les contraintes résiduelles
Les structures de curseur complexes ainsi que les géométries asymétriques génèrent des niveaux importants de contraintes résiduelles.
Cette contrainte est libérée lentement au fil du temps après le démoulage ou pendant l'utilisation, entraînant une modification incontrôlable des dimensions fonctionnelles critiques telles que les encliquetages et les trous d'assemblage, provoquant ainsi des défauts de production.
Comment les tolérances de moulage par injection plastique sont-elles déterminées pour les géométries très détaillées ?
Parfois, des tolérances plus strictes ne sont pas nécessairement les meilleures. Il est nécessaire de définir les tolérances en fonction des capacités de moulage des caractéristiques de la pièce. Une approche guidée par les caractéristiques doit être utilisée . En outre, il convient de faire référence à Norme internationale ISO 2768-1 .
Essayer d’atteindre des tolérances extrêmes sans aucune réflexion entraînera une énorme augmentation des coûts de production.
Différenciation entre les dimensions fonctionnelles clés et les dimensions structurelles non essentielles :
D'une part, les ingénieurs et les clients planifient ensemble longitudinalement pour contrôler étroitement les principales dimensions fonctionnelles clés telles que les interfaces d'assemblage et les surfaces de contact (par exemple 0,02 mm), d'autre part, des tolérances moins strictes (par exemple 0,1 mm) sont autorisées pour les dimensions non essentielles à la lumière de la fonctionnalité et du coût.
Indication inversée des tolérances des micro-caractéristiques grâce à une analyse du rapport débit/longueur élevé :
Dans le cas de micro-éléments avec des largeurs de nervures <0,5 mm, JS Precision utilise une analyse à rapport débit/longueur (L/T) élevé. Si L/T > 150, le conseil sera d'assouplir les tolérances ou d'optimiser la structure, plutôt que de resserrer à force les tolérances du moule.
Donner des commentaires sur la fabricabilité au stade de l'offre :
Après la fabrication du moule, l'équipe d'ingénierie de JS Precision publie un rapport d'explication de la fabricabilité, soulignant les points de risque de tolérance et donnant des suggestions d'optimisation afin d'aider les clients à équilibrer fonction et coût.
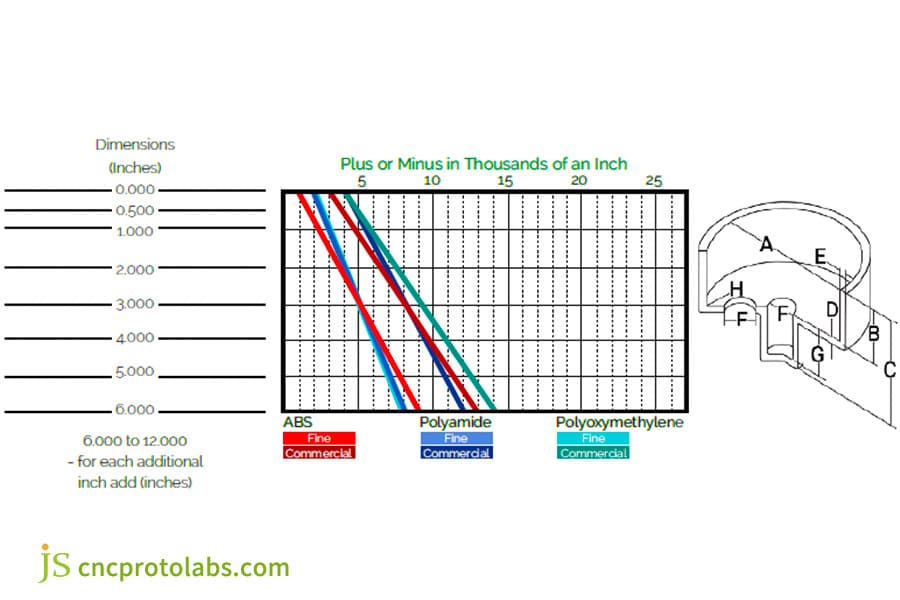
Figure 1 : Un tableau répertoriant les tolérances de moulage par injection de plastique pour divers matériaux et dimensions, ainsi qu'un diagramme en coupe transversale d'une pièce en plastique.
Comment gérer les risques de tolérance liés aux matériaux dans les matériaux de moulage par injection plastique ?
Matériaux de moulage par injection plastique ont un impact direct sur la stabilité dimensionnelle des pièces. Le choix d’un mauvais matériau ou d’un mauvais traitement peut très facilement entraîner de graves problèmes de tolérance. Privilégier l'utilisation de matériaux non cristallins (comme le PC, l'ABS) est un moyen de minimiser les variations de retrait.
En revanche, si des matériaux semi-cristallins sont sélectionnés, le contrôle de la température de 2 moules ainsi que le post-traitement de recuit garantiront la stabilité dimensionnelle.
| Nom du matériau | Retrait (%) | Plage de température du moule (°C) | Tolérance applicable (mm) | Coût unitaire (USD) | Scénarios applicables |
| PC | 0,4-0,7 | 80-120 | ±0,02-0,05 | 1,2-1,8 | Boîtier électronique de précision |
| ABS | 0,5-0,8 | 60-90 | ±0,03-0,06 | 0,9-1,5 | Pièces intérieures automobiles |
| POM | 1,5-2,0 | 80-100 | ±0,04-0,07 | 1,5-2,2 | Engrenages et roulements de précision |
| PA66 | 1,2-1,8 | 80-110 | ±0,03-0,08 | 1.3-2.0 | Pièces structurelles mécaniques |
| Bloc d'alimentation | 0,4-0,6 | 100-130 | ±0,02-0,04 | 2,0-2,8 | Pièces de précision médicale |
Stratégie de sélection des matériaux basée sur la stabilité dimensionnelle
Pour les pièces nécessitant un ajustement de précision, les matériaux non cristallins (PC ABS PSU) sont recommandés car leur taux de retrait (0,4%-0,7%) est moins influencé par les variations de température du moule.
Dans le cas où vous optez pour des matériaux semi-cristallins (POM, PA66), nous indiquerons clairement le risque dimensionnel de changement de 0,1% à 0,3% du taux de retrait résultant d'une variation de température du moule de 5.
Ajustement précis de la température et traitement ultérieur des matériaux semi-cristallins
Pour fabriquer des pièces de précision telles que le POM et le PA66, JS Precision utilise une régulation précise de la température du moule de ± 2 ℃ et un recuit après le traitement primaire du matériau afin de rendre la cristallinité du matériau stable, les dimensions des pièces cohérentes et la stabilité des pièces en production de masse durable sur une longue période.
Quelles capacités de processus définissent le moulage par injection plastique de véritable précision pour les pièces complexes ?
Le moulage par injection plastique de véritable précision utilise essentiellement une machine de moulage par injection entièrement électrique équipée d' un contrôle de haute précision et d'un système de pression en boucle fermée pour compenser le retrait du matériau et les changements de température du moule, assurant ainsi la stabilité dimensionnelle des pièces complexes.
Avantages de la réponse dynamique de toutes les machines de moulage par injection électriques
Toutes les machines de moulage par injection électriques offrent un temps de réponse en vitesse d'injection <10 ms, ce qui est bien meilleur que >50 ms des presses hydrauliques. Cette fonctionnalité permet des changements rapides dans la vitesse de remplissage de la matière fondue, contribuant ainsi à prévenir le manque de matériau ou les contraintes internes.
Leur précision de pression de maintien à 1 bar permet de réduire les fluctuations dimensionnelles d’un lot à l’autre.
Contrôle de pression de cavité en boucle fermée
Un capteur de pression est installé dans chaque cavité du moule. Un système en boucle fermée modifie de manière variable les paramètres de pression d'injection et de maintien, maintenant les fluctuations de pression dans la cavité à moins de 1 %.
De cette manière, il est capable de compenser les écarts dimensionnels dus aux changements de viscosité du matériau et de température du moule, maintenant ainsi produits de moulage par injection plastique cohérence.
En d’autres termes, c’est comme si la cavité du moule était équipée d’un « thermomètre intelligent », capable de suivre les variations de pression au fur et à mesure qu’elles se produisent. Si, à un moment donné, il s'écarte de la norme, il effectue les ajustements de manière autonome, fournissant ainsi un environnement de moulage complètement uniforme pour chaque pièce et excluant un scénario dans lequel « certaines pièces sont bonnes et d'autres mauvaises ».
Besoin d'un moulage par injection plastique de précision et stable ? Contactez nos ingénieurs pour une solution gratuite de processus de contrôle de pression en boucle fermée afin de garantir des performances dimensionnelles stables dans la production de masse.
Comment les services de moulage par injection plastique personnalisés résolvent-ils les problèmes de gauchissement des pièces asymétriques ?
La déformation est généralement considérée comme un défaut. Cela se produit tout le temps lorsque le moulage par injection plastique de précision est utilisé pour des pièces complexes.
Pour les pièces asymétriques, il ne suffit pas de modifier simplement le processus pour éliminer complètement le problème. Deux méthodes de conception de moules de base sont essentielles pour résoudre la cause principale du problème.
Conception de contrôle de température de moule zoné
Généralement, pour les pièces asymétriques, un circuit de chauffage/refroidissement zoné est utilisé.
Les zones présentant une grande différence de retrait sont contrôlées à des températures indépendantes (par exemple, 90℃ du côté des nervures de renfort, 60℃ du côté lisse ), ce qui garantit que les vitesses de refroidissement seront synchronisées et contribuent par conséquent à une baisse de déformation due à un retrait inégal.
Cavité de moule avec conception de compensation de déformation inverse
L'analyse du flux de moule permet de prédire la direction et l'ampleur du gauchissement. Par conséquent, une compensation géométrique inverse est intégrée dans la cavité du moule . De cette manière, la pièce peut être transformée en pièce plate grâce à la récupération élastique du matériau après démoulage, ce qui résout complètement le problème de gauchissement.
Bref, c'est comme « pré-corriger » une pièce susceptible de se déformer. Sachant qu'elle se déformera d'un côté après le démoulage, la cavité du moule est pré-compensée dans la direction opposée afin qu'elle redevienne plane après déformation, aucune retouche ultérieure n'est nécessaire.
Vous êtes troublé par des problèmes de déformation des pièces ? Soumettez vos dessins de pièces , et nous fournirons une analyse gratuite du flux de moule et personnaliserons une conception de moule de compensation anti-déformation pour répondre à vos besoins en matière de service de moulage par injection plastique.
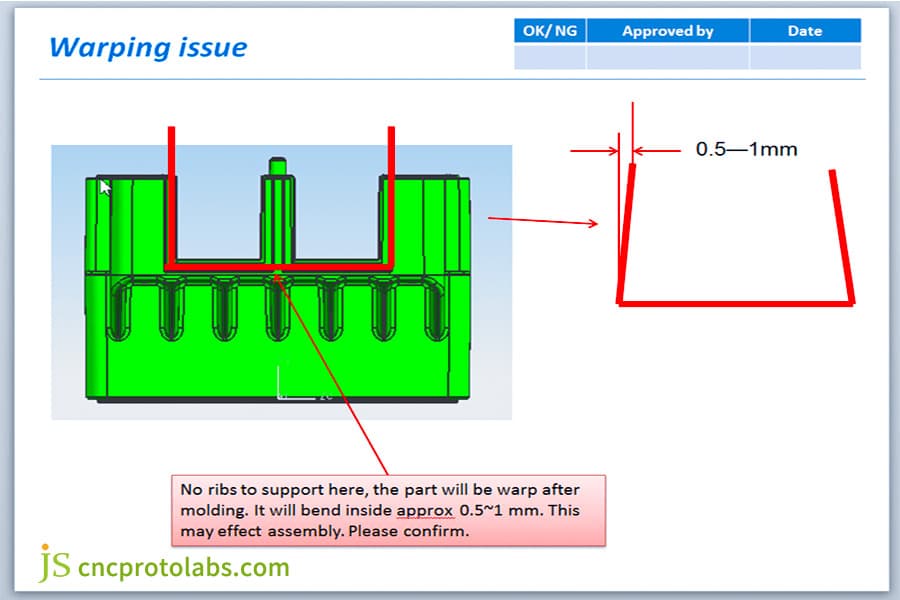
Figure 2 : Un schéma technique analysant le gauchissement dans une pièce asymétrique moulée par injection, mettant en évidence une zone de déflexion de 0,5 à 1 mm et la cause due au manque de support des nervures.
Quelles caractéristiques définissent un fournisseur de confiance de services de moulage par injection plastique personnalisés ?
L'épine dorsale des services de moulage par injection plastique personnalisés de qualité est un fournisseur qui, en plus de disposer de machines de moulage par injection entièrement électriques, possède également le savoir-faire en ingénierie pour effectuer une analyse de fabricabilité côté conception , donner des avertissements sur les risques liés aux matériaux et effectuer une co-optimisation des moules de processus.
Intervention d'ingénierie au stade de la conception
Les meilleurs fournisseurs de services de moulage par injection de plastique personnalisés peuvent offrir des conseils en matière de fabricabilité pendant que le produit est au stade de la conception, améliorant ainsi non seulement la structure et les tolérances de la pièce, mais également passant de l'étape de réparation après modification du moule à l'étape de prévention et de pré-modification, ce qui entraîne moins de risques et de coûts.
Proposer des rapports sur la transparence et la qualité des paramètres de processus
Des services de moulage par injection plastique personnalisés bien établis fournissent toujours les enregistrements des paramètres de processus ainsi que les rapports d'inspection du premier article et l'analyse du CPK, garantissant ainsi la transparence des données de production et la confiance des clients.
Les capacités de support front-end et back-end sont complètes
Un fiable services de moulage par injection plastique sur mesure Le fournisseur présente une solution de service unique, de la fabrication de moules et du moulage par injection au traitement secondaire. De cette façon, on n'a pas à faire face aux risques de se reprocher mutuellement et aux coûts de communication dus au transfert de fournisseurs , ce qui rend le travail plus efficace.
La variabilité des capacités entre les différents fournisseurs de services de moulage par injection plastique personnalisés peut influencer les coûts de votre projet, les modifications et le nombre de produits que vous obtiendrez.
Vous trouverez ci-dessous une comparaison des capacités de base et des données sur les avantages client de différents types de prestataires de services pour vous aider à sélectionner rapidement le bon partenaire.
| Type de fournisseur de services | Capacité de participation à la conception | Transparence des processus | Capacité de support front-end et back-end | Économies sur les coûts de moulage d’essai | Taux de risque des projets clients |
| Fournisseurs de services professionnels haut de gamme (par exemple, JS Precision) | Fournir de manière proactive des commentaires sur la fabricabilité pendant la phase de conception. | Fournissez des paramètres de processus complets et des rapports CPK. | Service unique pour la fabrication de moules, le moulage par injection et le traitement secondaire. | 30%-50% | ≤3% |
| Fournisseurs de services de milieu de gamme | Fournir des commentaires après les demandes des clients. | Fournir des enregistrements de paramètres de processus de base. | Fournir des enregistrements de paramètres de processus de base. | 10%-20% | 8%-12% |
| Fournisseurs de services bas de gamme | Aucune capacité d’implication dans la conception. | Pas de services transparents de paramètres de processus. | Fournissez uniquement des services de moulage par injection de base. | ≤5% | 18%-25% |
| Prestataires de services de style petit atelier | Aucun service lié à la conception. | Aucun enregistrement ou rapport de processus. | Fournissez uniquement un seul moulage par injection, aucun service de support. | Aucune économie de coûts, ni même une augmentation des coûts. | plus de 30% |

Figure 3 : Un intérieur d'usine moderne avec des rangées de machines de moulage par injection, mettant en valeur l'échelle et la capacité industrielle.
Comment réduire les coûts d’essais et d’erreurs avec un service de moulage par injection plastique fiable ?
En s'appuyant sur l'analyse du flux de moule avant la fabrication du moule, la conception expérimentale scientifique pendant la phase d'essai du moule et le transfert standardisé des paramètres de production de masse, les coûts d'essais et d'erreurs des services de moulage par injection plastique peuvent être systématiquement réduits, garantissant ainsi une production de masse stable.
La prévision des risques d’abord, l’analyse des flux de moules
Dans la phase de conception du moule, nous fournissons une analyse approfondie du flux de moule à nos clients de services de moulage par injection plastique afin de prévoir les risques tels que les lignes de soudure, le piégeage d'air et le gauchissement, ce qui nous permet d'ajuster le conception de moule avoir moins de défauts donc moins de coûts de réparation de moule.
Étude de moulage d’essais scientifiques et de fenêtres de paramètres
À l'aide d'une conception expérimentale scientifique, nous effectuons une étude méthodique des effets de paramètres clés tels que la pression de maintien et la température du moule sur les dimensions des articles moulés par injection plastique afin de pouvoir trouver des fenêtres de processus stables et réduire le nombre d'essais de moulage.
Étude de cas JS Precision : Contrôle de tolérance des pièces de boîte de vitesses de précision automobile
La prochaine étude de cas démontrera comment JS Precision, grâce à ses services professionnels de moulage par injection plastique, peut résoudre le problème des écarts dimensionnels dans pièces de boîte de vitesses automobile de précision .
Défis rencontrés
Au départ, l'entreprise a rencontré des problèmes de production lorsqu'un fournisseur de pièces automobiles produisait 100 000 carters de boîte de vitesses POM par mois. Cette pièce de transmission clé nécessitait une planéité de 0,1 mm (sinon, cela entraînerait un mauvais assemblage du circuit imprimé).
Auparavant, le problème causait des pertes quotidiennes de 2 000 dollars et le projet était même retardé.
En raison de la forme asymétrique du matériau du carter de boîte de vitesses POM, le carter est équipé de nervures denses sur une surface et d'une surface plane sur l'autre. Au début, la planéité n'était que de 0,25 mm et les modifications habituelles du processus ne pouvaient pas résoudre le problème.
Par ailleurs, un taux de rebut de 12 %, un coût unitaire de 3,2 $ et une légère usure du moule étaient les éléments de la situation.
Solutions :
1. Gestion des risques importants :
Le POM étant un polymère semi-cristallin, sa cristallinité et son taux de retrait peuvent être grandement affectés par la température du moule. Une modification de la température du moule de ±5 ℃ peut entraîner une variation de 0,2 % du taux de retrait du produit , ce qui constitue la principale source d'erreurs dimensionnelles de la pièce.
2. Contrôle de la température du moule zoné :
Nous avons fixé un circuit de chauffage sur le côté nervuré de la pièce, et en utilisant des canaux de refroidissement conformes, nous avons pu augmenter la température du moule de 60℃ à 90℃ et ainsi mettre en place un contrôle zoné avec le côté lisse en limitant la différence de température de refroidissement à ≤3℃.
3. Conception de compensation anti-déformation :
Après une analyse du flux du mouleur prévoyant que la pièce sera déformée de manière concave de 0,25 mm, le côté du plan de la cavité est compensé avec une convexité de 0,1 mm. Avec le contrôle de pression en boucle fermée (fluctuation de 1 %) de la machine de moulage par injection entièrement électrique, la cohérence du produit est garantie.
Résultats finaux :
Après l'optimisation, la planéité de la pièce est constamment maintenue à 0,06-0,08 mm (CPK=1,67), le taux de rebut est réduit à seulement 0,8 %, le coût unitaire est de 2,7 $, le client économise 50 000 $ chaque mois, il n'y a pas de retard dans le projet et le client ne nous sous-traitera plus tard que la production de 3 séries de pièces, avec une durée de vie du moule de plus d'un million de cycles.
Si vous êtes également confronté à des problèmes tels que des déformations ou des écarts dimensionnels sur des pièces de précision, Contactez-nous pour une solution de services de moulage par injection plastique personnalisée et un rapport d'analyse gratuit du flux de moule pour vous aider à résoudre rapidement les problèmes de production.
Figure 4 : Plusieurs pièces grises moulées par injection reposant sur un lit de granulés de matière première plastique blanche.
FAQ
Q1 : Quelle tolérance de pièce est la plus économique ?
La tolérance de pièce la moins chère est de 0,05 à 0,1 mm. Les tolérances inférieures à 0,02 mm augmenteront considérablement le coût des moules ainsi que le nombre de cycles de moulage d'essai, ce qui n'en vaut pas la peine.
Q2 : Pourquoi les dimensions de ma pièce ont-elles changé après une journée ?
Cela se produit à cause du post-retrait, c'est-à-dire de la libération des contraintes résiduelles. Pour stabiliser la cristallinité et éviter les changements dimensionnels, un recuit est nécessaire.
Q3 : Comment empêcher les lignes de soudure d’affecter la résistance des pièces ?
Les emplacements des lignes de soudure peuvent être prédits par l'analyse du flux de moule. Ensuite, la porte peut être optimisée ou la température du moule peut être augmentée afin de déplacer les lignes de soudure vers des zones des pièces qui ne sont pas sollicitées.
Q4 : Comment garantir la cohérence des pièces dans chaque cavité d'un moule à plusieurs cavités ?
L'utilisation d'un contrôle de synchronisation des broches de vanne à canaux chauds combiné à un contrôle en boucle fermée d'un capteur de pression de cavité indépendant permet d'équilibrer la vitesse et la pression de remplissage dans chaque cavité, ce qui conduit à la cohérence des pièces.
Q5 : Pourquoi les échantillons réussissent-ils mais la production de masse échoue ?
Fondamentalement, le problème réside dans la fenêtre de processus extrêmement étroite et dans les paramètres de moulage d'essai non optimisés. La réalisation d'essais scientifiques de moulage mènera à la découverte d'une fenêtre de processus stable et empêchera les écarts dimensionnels lors de la production de masse.
Q6 : Quel devrait être le facteur le plus important lors du choix d’un fournisseur de services de moulage par injection ?
Le premier facteur devrait être les capacités d'ingénierie, c'est-à- dire la capacité du prestataire de services à donner un retour d'information sur la fabricabilité dès la phase de conception afin de prévenir activement l'apparition de risques de tolérance et de processus, par opposition à la simple capacité d'effectuer une production de base.
Q7 : Pourquoi les pièces à parois minces sont-elles sujettes à des pénuries de matériaux ?
Lorsque le plastique fondu s'écoule dans une zone à paroi mince, il refroidit très rapidement et l'écoulement devient très difficile. Si vous souhaitez éviter les pénuries de matériau, vous avez besoin de machines de moulage par injection à grande vitesse et haute pression et de matériaux très fluides.
Q8 : Dans quelle mesure la température du moule affecte-t-elle les dimensions ?
Dans les matériaux semi-cristallins, une fluctuation de ± 5 ℃ de la température du moule peut provoquer une modification du taux de retrait de 0,1 % à 0,3 % , ce qui est suffisant pour que les pièces ne s'ajustent plus avec précision.
Q9 : Comment puis-je obtenir un devis pour un projet de moulage par injection plastique personnalisé ?
Vous pouvez obtenir une évaluation gratuite de la faisabilité des tolérances et un devis détaillé de JS Precision en soumettre vos dessins de pièces . Le processus comprend généralement la réception de commentaires sur la fabricabilité et d’une proposition formelle de coûts.
Résumé
Le contrôle de tolérance de pièces en plastique complexes est un travail d'équipe entre les matériaux de conception, les moules et les processus. Les produits de moulage par injection plastique de haute précision et hautement cohérents nécessitent une analyse des tolérances guidée par les fonctionnalités, des avertissements sur les risques liés aux matériaux et une assurance de précision des processus.
Notre équipe d'ingénierie vous offrira un tolérances de moulage par injection plastique évaluation de faisabilité pour aider la conception de votre projet à la production de masse en une seule étape, vous permettant ainsi d'économiser du temps et des coûts.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

