

Servicio de moldeo por inyección de plástico. proporciona el soporte fundamental para la producción en masa de piezas de plástico complejas.
Si sus piezas de plástico complejas encuentran problemas como desviaciones dimensionales, deformaciones o fallas en el ensamblaje durante la producción en masa, los métodos tradicionales de moldeo por inyección generalmente tienen dificultades para cumplir con los requisitos de funcionalidad y al mismo tiempo controlar el costo.
Incluso la más mínima desviación de tolerancia puede causar riesgos de retraso en el proyecto e incurrir en costos de reelaboración del molde.
Para los ingenieros de compras, es muy importante encontrar un servicio de moldeo por inyección de plástico que no solo pueda ofrecer soporte desde la etapa de diseño inicial sino que también pueda asegurar a través de sus capacidades de proceso el éxito del proyecto .
Resumen de respuestas principales
| Área problemática | Desafío central | Solución clave | Beneficios esperados |
| Configuración de tolerancia | Sólo perseguir ciegamente tolerancias súper estrictas le costará mucho. | Asignación de tolerancias orientada a funciones y análisis de capacidad de fabricación. | Logre un equilibrio entre función y costo. |
| Riesgo material | La tasa de contracción de los materiales semicristalinos puede variar mucho con los cambios de temperatura . | Elegir materiales amorfos o aplicar un control preciso de la temperatura del molde. | Consiguiendo que las piezas sean dimensionalmente estables y evitando cualquier fallo por montaje. |
| Control de deformación | El enfriamiento diferencial de estructuras asimétricas es una de las principales causas de deformación. | Control de zonificación de la temperatura del molde cuando se combina con un diseño de compensación antideformación. | Elimina la deformación que parece un "plátano" y garantiza la planitud de la pieza. |
| Capacidad de proceso | La fluctuación de presión es una de las razones de los cambios dimensionales de un lote a otro. | Máquina de moldeo por inyección totalmente eléctrica + control de presión de circuito cerrado . | Lograr no sólo la coherencia del lote sino también la coherencia intralote. |
Conclusiones clave
- El diseño establece el máximo:
Realizar una evaluación de la capacidad de fabricación antes de la producción del molde y especificar tolerancias razonables puede ayudar a prevenir más del 70 % de posibles problemas dimensionales . En otras palabras, se trata de evitar riesgos de forma proactiva y reducir los costes de retrabajo posteriores.
- La Garantía de Procesos Establece el Mínimo:
Si quieres tener un alto moldeo por inyección de plástico de precisión , entonces es necesario contar con una máquina de moldeo por inyección eléctrica y un control de la presión de la cavidad del molde con una precisión del 1%. En resumen, esto significa el uso de equipos especiales para mantener un nivel mínimo de precisión.
- Material = Riesgo:
Si produce piezas de precisión, el uso de materiales no cristalinos como material principal reducirá sustancialmente los riesgos relacionados con las fluctuaciones de la contracción. La conclusión es que, eligiendo el material correcto, se pueden reducir a la mitad los riesgos dimensionales.
¿Por qué elegir los servicios de moldeo por inyección de plástico? JS Precision Controls Tolerancias de piezas complejas
La fabricación de piezas de plástico complejas en grandes cantidades inevitablemente presentará problemas como desviaciones dimensionales, deformaciones o fallas de ensamblaje; estos problemas le harán no solo incurrir en costos adicionales de retrabajo del molde, sino también retrasar los ciclos del proyecto en términos de tiempo, causando pérdidas que normalmente se evitarían.
Por un lado, un servicio de moldeo por inyección de plástico de alta calidad, adecuado y cuidadosamente seleccionado le permitirá encontrar el equilibrio más adecuado para lograr el funcionamiento de la pieza y controlar los costos de producción, reduciendo así significativamente las pérdidas y mejorando la eficiencia de la producción en masa .
JS Precision, que se centra en el moldeo por inyección de plástico de precisión, puede ofrecerle servicios altamente personalizados que cumplan con sus requisitos específicos. Ha sido un socio confiable en las industrias automotriz, electrónica y médica durante muchos años, ayudándolas a resolver sus problemas de control de tolerancia más desafiantes para piezas complejas.
Cuando trabaja con nosotros, obtiene ayuda profesional para cumplir con Normas ISO 294-2:2018 .
Esto garantiza que sus moldes tendrán un mínimo de 1 millón de ciclos de producción, lo que reducirá significativamente la frecuencia de cambio de moldes y logrará una precisión de control de tolerancia de 0,01 mm , evitando así riesgos de producción derivados de desviaciones dimensionales y reduciendo sus costos operativos a largo plazo.
Por ejemplo, uno de los clientes de repuestos para automóviles obtenía una tasa de desperdicio del 12 % y el costo unitario era bastante alto, $3,20, principalmente debido a problemas de deformación de la caja de cambios POM. Esto tuvo un importante impacto negativo en la rentabilidad.
Sin embargo, a través del servicio de moldeo por inyección de plástico de JS Precision, este cliente logró superar su situación: la tasa de desperdicio se redujo al 0,8 %, el costo unitario fue $0,50 menos y los costos mensuales se redujeron directamente en $50 000.
Sí, seleccionar un servicio de moldeo por inyección de plástico confiable le permitirá, entre otros beneficios, evitar riesgos de control de tolerancia, acortar el tiempo del ciclo del proyecto, reducir los costos de producción y, en consecuencia, maximizar el rendimiento de cada inversión. Además, nuestros servicios le brindarán todo el apoyo que pueda necesitar para ejecutar con éxito su producción en masa.
Si tiene problemas de tolerancia para piezas complejas, comuníquese con nuestros ingenieros para obtener una evaluación gratuita de viabilidad de las tolerancias del moldeo por inyección de plástico, dando el primer paso hacia el éxito del proyecto.
¿Qué hace que el servicio de moldeo por inyección de plástico sea un desafío para piezas complejas con tolerancias estrictas?
El moldeo por inyección de plástico es un servicio muy desafiante cuando se trata de piezas complejas con estrictos requisitos de tolerancia. La razón principal es que el moldeo por inyección de plástico es un proceso sistematizado de ingeniería , y la complejidad de la pieza conducirá a la dificultad del control del proceso.
Debido a las contradicciones geométricas en piezas complejas, como la coexistencia de paredes delgadas y gruesas y estructuras deslizantes múltiples, puede ocurrir un llenado desigual de la masa fundida y una concentración de tensiones residuales. conduciendo a deformación impredecible y desviaciones dimensionales.
Esta es la razón principal por la que el servicio de moldeo por inyección de plástico para este tipo de piezas es un desafío.
Flujo de fusión desigual debido a contradicciones geométricas
Si una pieza tiene paredes delgadas <1 mm y paredes gruesas >4 mm, la diferencia en la resistencia al flujo de fusión es muy significativa.
Las áreas de paredes gruesas se llenarán primero y es natural que las áreas de paredes delgadas tengan algunas deficiencias de llenado o sobrepresurización, lo que provocará una desviación dimensional directa.
Es como intentar llenar tuberías de agua de diferentes diámetros. La tubería más ancha fluye bien y se llena primero, mientras que la tubería más estrecha está bloqueada y es difícil de llenar, lo que genera un volumen desigual de agua en ambos extremos de la tubería . En lo que respecta a las piezas, el resultado son desviaciones dimensionales.
Deformación por envejecimiento inducida por tensión residual y deriva dimensional
Las estructuras deslizantes complejas junto con las geometrías asimétricas generan niveles significativos de tensión residual.
Esta tensión se libera lentamente con el tiempo después del desmolde o durante el uso, lo que lleva a un cambio incontrolable en las dimensiones funcionales críticas, como ajustes rápidos y orificios de ensamblaje, lo que provoca defectos de producción.
¿Cómo se determinan las tolerancias del moldeo por inyección de plástico para geometrías de alto detalle?
A veces, unas tolerancias más estrictas pueden no ser las mejores. Es necesario establecer las tolerancias de acuerdo con las capacidades de moldeo de las características de la pieza, se debe utilizar un enfoque guiado por características , además se debe hacer referencia a Norma internacional ISO 2768-1 .
Intentar alcanzar tolerancias extremas sin pensarlo provocará un enorme salto en los costes de producción.
Diferenciar entre dimensiones estructurales funcionales clave y no esenciales:
Por un lado, los ingenieros y los clientes planifican juntos longitudinalmente para controlar estrictamente las principales dimensiones funcionales clave, como las interfaces de ensamblaje y las superficies de contacto (por ejemplo, 0,02 mm); por otro lado, se permiten tolerancias menos estrictas (por ejemplo, 0,1 mm) para dimensiones no esenciales en función de la funcionalidad y el costo.
Tolerancias de microcaracterísticas Indicación inversa mediante análisis de relación flujo alto-longitud:
En el caso de microcaracterísticas con anchos de nervaduras <0,5 mm, JS Precision emplea un análisis de relación flujo-longitud (L/T) alto. Si L/T > 150, el consejo será relajar las tolerancias u optimizar la estructura, en lugar de ajustar a la fuerza las tolerancias del molde.
Brindar comentarios sobre la fabricabilidad en la etapa de cotización:
Después de la fabricación del molde, el equipo de ingeniería de JS Precision emite un informe explicativo de la capacidad de fabricación, señalando los puntos de riesgo de tolerancia y brindando sugerencias de optimización como una forma de ayudar a los clientes a equilibrar la función y el costo.
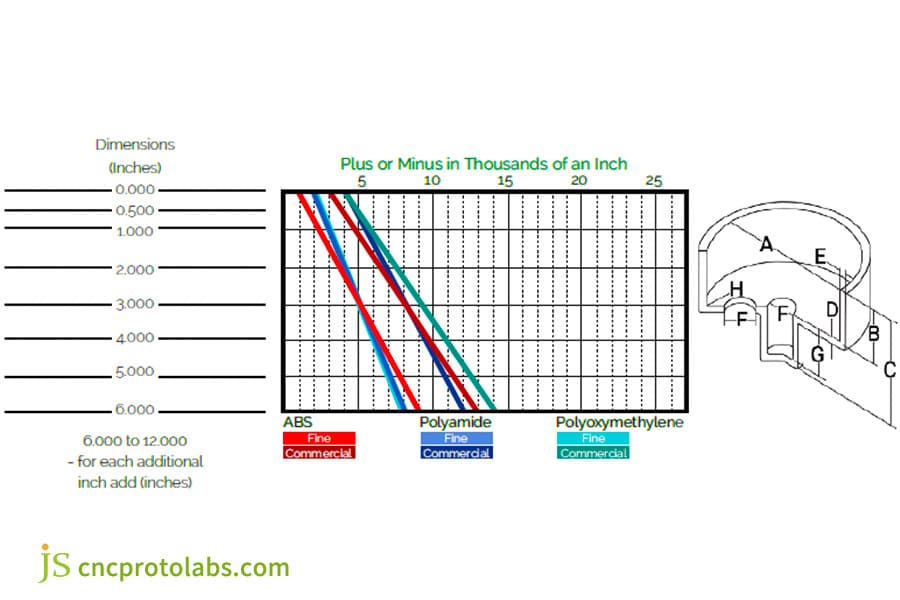
Figura 1: Un cuadro que enumera las tolerancias de moldeo por inyección de plástico para diversos materiales y dimensiones, junto con un diagrama de sección transversal de una pieza de plástico.
¿Cómo gestionar los riesgos de tolerancia relacionados con los materiales en materiales de moldeo por inyección de plástico?
Materiales de moldeo por inyección de plástico. tienen un impacto directo en la estabilidad dimensional de las piezas. La elección de un material o procesamiento incorrecto puede causar problemas graves de tolerancia muy fácilmente. Hacer hincapié en el uso de materiales no cristalinos (como PC, ABS) es una forma de minimizar las variaciones de contracción.
Por otro lado, si se seleccionan materiales semicristalinos, el control de la temperatura del molde más el postratamiento de recocido garantizarán la estabilidad dimensional.
| Nombre del material | Contracción (%) | Rango de temperatura del molde (°C) | Tolerancia aplicable (mm) | Costo unitario (USD) | Escenarios aplicables |
| ordenador personal | 0,4-0,7 | 80-120 | ±0,02-0,05 | 1.2-1.8 | Carcasa electrónica de precisión |
| ABS | 0,5-0,8 | 60-90 | ±0,03-0,06 | 0,9-1,5 | Piezas interiores automotrices |
| POM | 1,5-2,0 | 80-100 | ±0,04-0,07 | 1.5-2.2 | Engranajes y rodamientos de precisión |
| PA66 | 1.2-1.8 | 80-110 | ±0,03-0,08 | 1.3-2.0 | Piezas estructurales mecánicas |
| fuente de alimentación | 0,4-0,6 | 100-130 | ±0,02-0,04 | 2.0-2.8 | Piezas de precisión médica |
Estrategia de selección de materiales basada en la estabilidad dimensional
Para piezas que requieren un ajuste de precisión, se recomiendan materiales no cristalinos (PC ABS PSU) ya que su tasa de contracción (0,4%-0,7%) está menos influenciada por las variaciones de temperatura del molde.
En caso de que se decida por materiales semicristalinos (POM, PA66), indicaremos claramente el riesgo dimensional de un cambio de 0,1%-0,3% en la tasa de contracción resultante de una variación de temperatura del molde de 5ºC.
Ajuste preciso de la temperatura y tratamiento adicional de materiales semicristalinos
Para fabricar piezas de precisión como POM y PA66, JS Precision utiliza una regulación precisa de la temperatura del molde de ±2 ℃ y un recocido después del procesamiento primario del material para hacer que la cristalinidad del material sea estable, las dimensiones de las piezas sean consistentes y la estabilidad de las piezas en la producción en masa sea sostenible durante mucho tiempo.
¿Qué capacidades de proceso definen el moldeo por inyección de plástico de verdadera precisión para piezas complejas?
El moldeo por inyección de plástico de verdadera precisión, en esencia, utiliza una máquina de moldeo por inyección totalmente eléctrica que está equipada con un control de alta precisión y un sistema de presión de circuito cerrado para compensar la contracción del material y los cambios en la temperatura del molde, garantizando así la estabilidad dimensional de piezas complejas.
Ventajas de la respuesta dinámica de todas las máquinas de moldeo por inyección eléctricas
Todas las máquinas de moldeo por inyección eléctricas proporcionan un tiempo de respuesta de velocidad de inyección de <10 ms, que es mucho mejor que >50 ms de las prensas hidráulicas. Esta característica permite cambios rápidos en la velocidad de llenado del material fundido, lo que ayuda a prevenir la escasez de material o la tensión interna.
Su precisión de presión de mantenimiento de 1 bar ayuda a reducir las fluctuaciones dimensionales de un lote a otro.
Control de presión de cavidad de circuito cerrado
Se instala un sensor de presión en cada cavidad del molde. Un sistema de circuito cerrado modifica de forma variable los parámetros de inyección y presión de mantenimiento, manteniendo las fluctuaciones de presión de la cavidad dentro del 1%.
De esta manera, es capaz de compensar las desviaciones dimensionales debidas a cambios en la viscosidad del material y la temperatura del molde, manteniendo así productos de moldeo por inyección de plástico consistencia.
En otras palabras, es como si la cavidad del molde estuviera equipada con un "termómetro inteligente", que es capaz de rastrear las variaciones de presión a medida que ocurren. Si en algún punto se desvía de la norma, realiza los ajustes de forma autónoma, proporcionando así un entorno de moldeo completamente uniforme para cada pieza y descartando un escenario en el que "algunas piezas son buenas y otras son malas".
¿Necesita un moldeo por inyección de plástico de precisión estable? Póngase en contacto con nuestros ingenieros para obtener una solución de proceso de control de presión de circuito cerrado gratuita para garantizar un rendimiento dimensional estable en la producción en masa.
¿Cómo resuelven los servicios personalizados de moldeo por inyección de plástico los problemas de deformación en piezas asimétricas?
La deformación generalmente se considera un defecto. Ocurre todo el tiempo cuando se utiliza moldeo por inyección de plástico de precisión para piezas complejas.
Para piezas asimétricas, simplemente cambiar el proceso no es suficiente para eliminar el problema por completo; dos métodos de diseño de moldes centrales son esenciales para desbloquear la causa principal del problema.
Diseño de control de temperatura del molde por zonas
Generalmente, para piezas asimétricas, se emplea un circuito de calefacción/refrigeración por zonas.
Las áreas que muestran una gran diferencia de contracción se controlan a temperaturas independientes (por ejemplo, 90 ℃ en el lado de la nervadura de refuerzo, 60 ℃ en el lado liso ), lo que garantiza que las velocidades de enfriamiento estarán sincronizadas y, en consecuencia, contribuye a una caída de la deformación debido a una contracción desigual.
Cavidad del molde con diseño de compensación de deformación inversa
La realización de un análisis de flujo del molde permite predecir la dirección y la magnitud de la deformación. Por lo tanto, la compensación geométrica inversa está incrustada en la cavidad del molde . De esta forma, la pieza se puede transformar en plana mediante la recuperación elástica del material tras el desmolde, lo que soluciona por completo el problema de alabeo.
En definitiva, es como "corregir previamente" una pieza susceptible de deformarse. Sabiendo que se deformará hacia un lado después del desmolde, la cavidad del molde se compensa previamente en la dirección opuesta para que vuelva a su planitud después de la deformación, sin necesidad de volver a trabajar.
¿Le preocupan los problemas de deformación de las piezas? Envíe sus dibujos de piezas , y proporcionaremos análisis de flujo de molde gratuitos y personalizaremos un diseño de molde de compensación antideformación para satisfacer sus necesidades de servicio de moldeo por inyección de plástico.
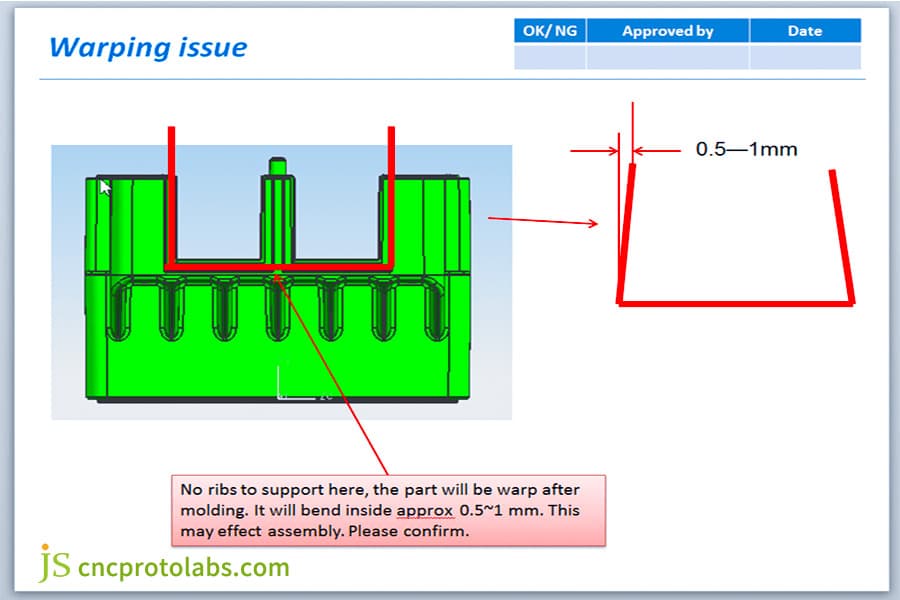
Figura 2: Un diagrama técnico que analiza la deformación en una pieza moldeada por inyección asimétrica, destacando un área de deflexión de 0,5 a 1 mm y la causa por falta de soporte de costillas.
¿Qué características definen a un proveedor confiable de servicios personalizados de moldeo por inyección de plástico?
La columna vertebral de los servicios de moldeo por inyección de plástico personalizados de calidad es un proveedor que, además de tener máquinas de moldeo por inyección totalmente eléctricas, también tiene el conocimiento de ingeniería para realizar análisis de viabilidad de fabricación del lado del diseño , dar advertencias de riesgo de materiales y llevar a cabo la cooptimización del molde del proceso.
Intervención de Ingeniería en la Etapa de Diseño
Los proveedores de servicios de moldeo por inyección de plástico personalizados de primer nivel pueden ofrecer asesoramiento sobre capacidad de fabricación mientras el producto se encuentra en la etapa de diseño, lo que no solo mejora la estructura y las tolerancias de la pieza, sino que también permite pasar de la etapa de reparación posterior al molde a la etapa de prevención previa a la modificación, lo que resulta en menos riesgos y menores costos.
Ofrecer informes de calidad y transparencia de parámetros de proceso
Los servicios de moldeo por inyección de plástico personalizados bien establecidos siempre proporcionan registros de los parámetros del proceso junto con los informes de la inspección del primer artículo y el análisis de CPK, lo que garantiza que los datos de producción sean transparentes y se genere la confianza de los clientes.
Las capacidades de soporte front-end y back-end están completas
Un confiable Servicios personalizados de moldeo por inyección de plástico. El proveedor presenta una solución de servicio única, desde la fabricación de moldes y el moldeo por inyección hasta el procesamiento secundario. De esta manera, no hay que afrontar los riesgos de culparse unos a otros y el coste de comunicación por la entrega de proveedores , lo que hace que el trabajo sea más eficiente.
La variabilidad en las capacidades entre varios proveedores de servicios personalizados de moldeo por inyección de plástico puede influir en los costos, los cambios y la cantidad de productos que obtendrá de su proyecto.
A continuación se muestra una comparación de las capacidades principales y los datos de beneficios para el cliente de diferentes tipos de proveedores de servicios para ayudarlo a seleccionar rápidamente el socio adecuado.
| Tipo de proveedor de servicios | Capacidad de participación en el diseño | Transparencia del proceso | Capacidad de soporte de front-end y back-end | Ahorro en costos de moldeo de prueba | Tasa de riesgo del proyecto del cliente |
| Proveedores de servicios profesionales de alto nivel (p. ej., JS Precision) | Proporcione de forma proactiva comentarios sobre la capacidad de fabricación durante la fase de diseño. | Proporcione parámetros de proceso completos e informes CPK. | Servicio integral para fabricación de moldes, moldeo por inyección y procesamiento secundario. | 30%-50% | ≤3% |
| Proveedores de servicios de gama media | Proporcionar retroalimentación después de las solicitudes de los clientes. | Proporcionar registros de parámetros de proceso básicos. | Proporcionar registros de parámetros de proceso básicos. | 10%-20% | 8%-12% |
| Proveedores de servicios de gama baja | Sin capacidad de participación en el diseño. | No hay servicios transparentes de parámetros de proceso. | Proporcione únicamente servicios básicos de moldeo por inyección. | ≤5% | 18%-25% |
| Proveedores de servicios estilo taller pequeño | Sin servicios relacionados con el diseño. | No hay registros ni informes de proceso. | Solo proporcione moldeo por inyección única, sin servicios de soporte. | Sin ahorros de costes, ni siquiera mayores costes. | más del 30% |

Figura 3: Interior de una fábrica moderna con filas de máquinas de moldeo por inyección, que muestra la escala y la capacidad industrial.
¿Cómo reducir los costos de prueba y error con un servicio confiable de moldeo por inyección de plástico?
Al confiar en el análisis del flujo del molde antes de la fabricación del molde, el diseño experimental científico durante la etapa de prueba del molde y la transferencia estandarizada de los parámetros de producción en masa, los costos de prueba y error de los servicios de moldeo por inyección de plástico se pueden reducir sistemáticamente, asegurando una producción en masa estable.
Predicción de riesgos primero, análisis del flujo del molde
En la fase de diseño del molde, proporcionamos un análisis exhaustivo del flujo del molde a nuestros clientes de servicios de moldeo por inyección de plástico para pronosticar riesgos como líneas de soldadura, atrapamiento de aire y deformación, lo que nos permite ajustar el diseño de moldes tener menos defectos y por lo tanto menos costos de reparación del molde.
Estudio de ventana de parámetros y moldeo de ensayos científicos
Con la ayuda de un diseño experimental científico, llevamos a cabo un estudio metódico de los efectos de parámetros clave como la presión de mantenimiento y la temperatura del molde en las dimensiones de los artículos de moldeo por inyección de plástico para que podamos encontrar ventanas de proceso estables y reducir la cantidad de moldes de prueba.
Estudio de caso de JS Precision: control de tolerancia de piezas de cajas de cambios de precisión para automóviles
El próximo estudio de caso demostrará cómo JS Precision, mediante servicios profesionales de moldeo por inyección de plástico, puede abordar el problema de las desviaciones dimensionales en piezas de caja de cambios automotrices de precisión .
Desafíos encontrados
Inicialmente, la empresa experimentó desafíos de producción cuando un proveedor de repuestos para automóviles producía 100.000 carcasas de caja de cambios de POM al mes. Esta pieza clave de transmisión requería una planitud de 0,1 mm (de lo contrario, se produciría un montaje deficiente de la placa de circuito).
Antes, el problema provocaba pérdidas diarias de 2.000 dólares, e incluso el proyecto se retrasó.
Debido a la forma asimétrica del material de la carcasa de la caja de cambios POM, la carcasa está equipada con nervaduras densas en una superficie y una superficie plana en la otra. Al principio, la planitud era de sólo 0,25 mm y las modificaciones habituales del proceso no pudieron resolver el problema.
Además, una tasa de desperdicio del 12%, un costo unitario de $3,2 y un ligero desgaste del molde fueron los elementos de la situación.
Soluciones:
1. Gestión de Riesgos Materiales:
Dado que POM es un polímero semicristalino, su cristalinidad y tasa de contracción pueden verse muy afectadas por la temperatura del molde. Cambiar la temperatura del molde en ±5 ℃ puede provocar una variación del 0,2 % en la tasa de contracción del producto , que es la principal fuente de errores dimensionales de la pieza.
2. Control de temperatura del molde por zonas:
Conectamos un circuito de calentamiento al lado de la nervadura de la pieza y, mediante el uso de canales de enfriamiento conformados, pudimos aumentar la temperatura del molde de 60 ℃ a 90 ℃ y así establecer un control por zonas con el lado liso al limitar la diferencia en la temperatura de enfriamiento a ≤3 ℃.
3. Diseño de compensación antideformación:
Después del análisis del flujo del moldeador que pronostica que la pieza tendrá una deformación cóncava de 0,25 mm, el lado del plano de la cavidad se compensa con una convexidad de 0,1 mm. Junto con el control de presión de circuito cerrado (fluctuación del 1%) de la máquina de moldeo por inyección totalmente eléctrica, se garantiza la consistencia del producto.
Resultados finales:
Después de la optimización, la planitud de la pieza se mantiene consistentemente en 0,06-0,08 mm (CPK=1,67), la tasa de desperdicio se reduce a solo el 0,8 %, el costo unitario es de $2,7, el cliente ahorra $50 000 cada mes, no hay retrasos en el proyecto y el cliente solo subcontratará con nosotros la producción de 3 series de piezas más adelante, con una vida útil del molde de más de 1 millón de ciclos.
Si también enfrenta problemas como deformaciones o desviaciones dimensionales en piezas de precisión, contáctanos para obtener una solución personalizada de servicios de moldeo por inyección de plástico y un informe de análisis de flujo de molde gratuito que le ayudará a resolver rápidamente los problemas de producción.
Figura 4: Varias piezas grises moldeadas por inyección apoyadas sobre un lecho de gránulos de materia prima de plástico blanco.
Preguntas frecuentes
P1: ¿Qué tolerancia de pieza es la más económica?
La tolerancia de pieza más económica es de 0,05 a 0,1 mm. Las tolerancias inferiores a 0,02 mm aumentarán considerablemente el coste de los moldes y también el número de ciclos de moldeo de prueba, por lo que no merece la pena el esfuerzo.
P2: ¿Por qué cambiaron las dimensiones de mi pieza después de un día?
Esto sucede debido a la postcontracción, es decir, la liberación de tensiones residuales. Para estabilizar la cristalinidad y evitar cambios dimensionales, se requiere recocido.
P3: ¿Cómo evitar que las líneas de soldadura afecten la resistencia de la pieza?
Las ubicaciones de las líneas de soldadura se pueden predecir mediante el análisis de flujo del molde. Luego se puede optimizar la compuerta o se puede aumentar la temperatura del molde para mover las líneas de soldadura a áreas de las piezas que no están estresadas.
P4: ¿Cómo garantizar la consistencia de las piezas en cada cavidad de un molde de múltiples cavidades?
El empleo del control de sincronización del pasador de la válvula de canal caliente combinado con el control de circuito cerrado del sensor de presión de cavidad independiente permite equilibrar la velocidad de llenado y la presión en cada cavidad, lo que conduce a la consistencia de la pieza.
P5: ¿Por qué pasan las muestras pero falla la producción en masa?
Básicamente, el problema es la ventana de proceso extremadamente estrecha y los parámetros de moldeo de prueba no optimizados. La realización de pruebas científicas de moldeo conducirá al descubrimiento de una ventana de proceso estable y evitará desviaciones dimensionales durante la producción en masa.
P6: ¿Cuál debería ser el factor más importante al elegir un proveedor de servicios de moldeo por inyección?
El primer y más importante factor deberían ser las capacidades de ingeniería , es decir, la capacidad del proveedor de servicios para brindar información sobre la capacidad de fabricación en la etapa de diseño para prevenir activamente que surjan riesgos de tolerancia y proceso, en lugar de simplemente tener la capacidad de realizar la producción básica.
P7: ¿Por qué las piezas de paredes delgadas son propensas a sufrir escasez de material?
Cuando el plástico fundido fluye hacia un área de paredes delgadas, se enfría muy rápidamente y el flujo se vuelve muy difícil. Si se quiere evitar escasez de material, se necesitan máquinas de moldeo por inyección de alta velocidad y alta presión y materiales muy fluidos.
P8: ¿Cuánto afecta la temperatura del molde a las dimensiones?
En materiales semicristalinos, una fluctuación de ±5 ℃ en la temperatura del molde puede provocar un cambio en la tasa de contracción del 0,1% al 0,3% , lo que es suficiente para que las piezas ya no encajen con precisión.
P9: ¿Cómo puedo obtener una cotización para un proyecto de moldeo por inyección de plástico personalizado?
Puede obtener una evaluación gratuita de viabilidad de tolerancias y una cotización detallada de JS Precision llamando a enviando sus dibujos de piezas . El proceso generalmente incluye recibir comentarios sobre la capacidad de fabricación y una propuesta de costos formal.
Resumen
El control de tolerancia de piezas plásticas complejas es un trabajo en equipo entre los materiales de diseño, los moldes y los procesos. Los productos de moldeo por inyección de plástico de alta precisión y consistencia requieren un análisis de tolerancia guiado por funciones, advertencias de riesgo de materiales y garantía de precisión del proceso.
Nuestro equipo de ingeniería le ofrecerá un servicio gratuito tolerancias de moldeo por inyección de plástico Evaluación de viabilidad para ayudar a diseñar su proyecto hasta la producción en masa en un solo paso, ahorrándole tiempo y costos.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

