

Multi shot plastic injection molding is an essential tool for manufacturing complex multi-material parts, effectively tackling many issues that are typical of conventional manufacturing methods.
If you are looking for a manufacturing process that is both efficient and cost-saving for multi-material parts, you will discover that traditional insert molding and secondary assembly not only encounter problems such as accumulation of tolerances, poor bonding and high labor costs but also have other drawbacks.
When a product must feature both a hard component and a soft seal, or when different functional materials need to be combined, the key issue faced by the engineers or purchasing managers will be to prevent warping and delamination which are the results of differences in material shrinkage rates.
Advancements in plastic injection molding, in particular the use of multi shot plastic injection molding, will offer a revolutionary solution.
Core Answer Summary:
| Core Problem | Key Solution | Core Value |
| How to achieve integrated molding of multiple materials? | Use pretty sophisticated mold structures, e. g. rotary stack molds, and combine them with mold flow analysis to predict which materials will mix well. | Material conflicts should be addressed by mold design, not after the fact, so you save time and money. |
| How to reduce overall costs? | Replace "insert molding + assembly" by two shot molding, thereby negating the assembly processes and reducing the unit cost. | Even though the initial mold expense is high, this will result in a substantial decrease in the overall lifecycle costs. |
| How to ensure consistent quality? | Conformal cooling channels help manage warpage and joint strength is assured by designing a mechanical interlocking feature. | About 70% of the quality depends on the decisions made during the mold design phase which leads to minimal rework later on. |
| How to handle special materials? | Heat-resistant modified grades are chosen for ABS, for PEEK, step-by-step molding and mold thermal isolation technology are used. | Picking the right material grade is the primary factor in solving the problem and enhancing product yield, even more effective than just tuning the machine. |
Key Takeaways:
- Optimal Cost Solution: For medium to high-volume production, the heavy initial investment in molds for two shot molding can be recovered in only 3-6 months if the assembly operations are removed.
- Key Quality Points: The main factors for preventing delamination and warpage in multi-material injection molded parts are mold design, in particular conformal cooling and mechanical interlocking structures.
- Supplier Selection: It is very important to understand the level of mold flow analysis a potential injection molding service provider has and whether they have experience with mass production of specific material combinations, rather than just comparing prices.
Why Trust This Guide? JS Precision's Expertise In Multi Shot Plastic Injection Molding
When you choose plastic injection service, the biggest concern is whether the service provider can solve the core pain points and deliver standard products.
This guide is trustworthy, and its core lies in JS Precision's over 10 years of deep cultivation in the field of multi shot plastic injection molding, accumulating mature project experience in over 50 different material combinations.
It can meet the complex multi-material molding requirements of different sectors such as automotive electronics, consumer electronics, and medical devices, so it can pinpoint your production pain points in different needs and provide customized solutions.
You will directly benefit from its ISO 13485:2016 medical grade injection molding certification and comprehensive quality control system, among which the real case of a globally renowned Tier 1 automotive supplier is the most valuable reference:
By customizing a multi injection molding overall solution, it successfully solved the core problem of high sensor housing defect rate and low production efficiency, significantly reducing the product defect rate from 3% to 0.1%, reducing single piece costs by 37%, and shortening production pace by 50%.
That is the real advantage that picking plastic mold injection manufacturers can give you.
If you partner with JS Precision, you will be able to utilize multi-station injection molding machines (clamping force 80-500 tons) from top brands such as Engel and Arburg. Along with this, you will have the support of a highly experienced mold flow analysis team.
As a result, you will be able to accurately forecast the compatibility of materials, the flow of molten plastic, and the distribution of temperature before the mold is opened.
This will help you to identify the potential quality problems at an early stage, save a lot of money spent on trial-and-error, drastically reduce the lead time, and ultimately make your project more efficient and cost-effective.
For a preliminary understanding of multi shot molding applications and success stories, contact us to obtain a free white paper to quickly grasp the core advantages and application points of multi shot plastic injection molding.
How To Achieve One-Time Molding And Multiple Materials In Multi Shot Plastic Injection Molding?
The method of multi shot injection molding centers primarily on the precision of mold and material compatibility prediction which in turn, leads to one-time molding of multiple materials.
What material conflicts are we talking about?
The differences in melting point, shrinkage rate, and adhesion of different materials are major challenges that require accurate prediction and control. The controls should be consistent with ASTM D3641-19 standards.
- Melting Point Difference: Moldflow simulation is a tool to check if the second injection temperature will degrade the first injection material if it has not solidified yet. For instance, a very accurate temperature control is necessary when TPE (190) covers PC (280).
- Shrinkage Difference: Materials shrinkage rates are used to estimate mold dimensions beforehand. In addition, temperature differences in the mold temperature field are kept within ±5℃ by using conformal cooling water channels, which also enables the offset of internal stress.
- Adhesion: Mold flow analysis makes a forecast of the melt convergence spot and temperature, ensuring that the temperature of the bonding surface is above the minimum weld temperature to prevent delamination.
How to Choose a Mold Structure?
The mold structure is the core of one-time molding. Different product requirements correspond to different structures:
- Rotary Stacking Mold: This type of mold is perfect for massive productions of very symmetrical products. The positioning accuracy is 0.02mm which is quite precise and should allow efficient mass production.
- Core-Pulling Mold: The cavities are switched by a sliding mechanism. This type is well-suited for parts where different regions need to be made of different materials, for example, a toothbrush handle made by the combination of hard and soft rubber.
- Sliding Mold: A moving or fixed mold is used for switching cavities. This type is ideal for asymmetrical, multi-material parts that require precise positioning.

Figure 1: A grid of various injection-molded plastic parts in multiple colors, including bars, wheels, housings, and handheld devices.
What Is The Difference In Overall Cost Between Two Shot Molding And Insert Molding+Secondary Assembly?
Two-shot molding is more expensive but eliminates post-processing costs, reducing unit cost by 20%-40%, making it suitable for medium to high-volume production.
Breakdown from a Unit Cost Perspective
The cost advantage of two shot molding mainly lies in eliminating post-processing steps and material waste. Specific data is shown in the table below:
| Cost Type | Insert Molding + Assembly (per unit) | Two-Shot Molding (per unit) | Cost Savings per Unit | Total Savings per 1 Million Units Annually |
| Secondary Positioning Fixture Cost | $0.8-$3 | $0 | $0.8-$3 | $800,000-$3,000,000 |
| Dispensing/Ultrasonic Welding Process Cost | $1.3-$4.8 | $0 | $1.3-4.8 | $1,300,000-4,800,000 |
| Manual Assembly Time Cost | $1.6-$8 | $0 | $1.6-$8 | $1,600,000-8,000,000 |
| Material Waste Cost | $0.5-$1.2 | $0.2-$0.4 | $0.3-$0.8 | $300,000-$800,000 |
| Total Unit Cost | $4.2-$17 | $4.2-$17 | $1.7-$7 | $1.7-7 million USD |
Insert molding requires that the molding points be pre-set and as a result, it reduces material utilization by 5%-8%. On the other hand, two shot molding doesn't have this problem and can further reduce material costs.
Comment from Quality and Cost Side
Reducing hidden costs due to quality issues is one of the major benefits of two-shot molding:
- Getting rid of Tolerance Accumulation: The total tolerance of insert molding + assembly can reach 0. 2mm. Two-shot molding, being a single-step operation, can keep critical dimensional tolerances to within 0.05mm, thus preventing product scrapping.
- Reducing Risks After Sales: Defects from dispensing and welding can cause after-sales rework at 5% to 10%. Thanks to molecular-level bonding that is formed during two-shot molding, the risk can be brought down to 0. 1%.
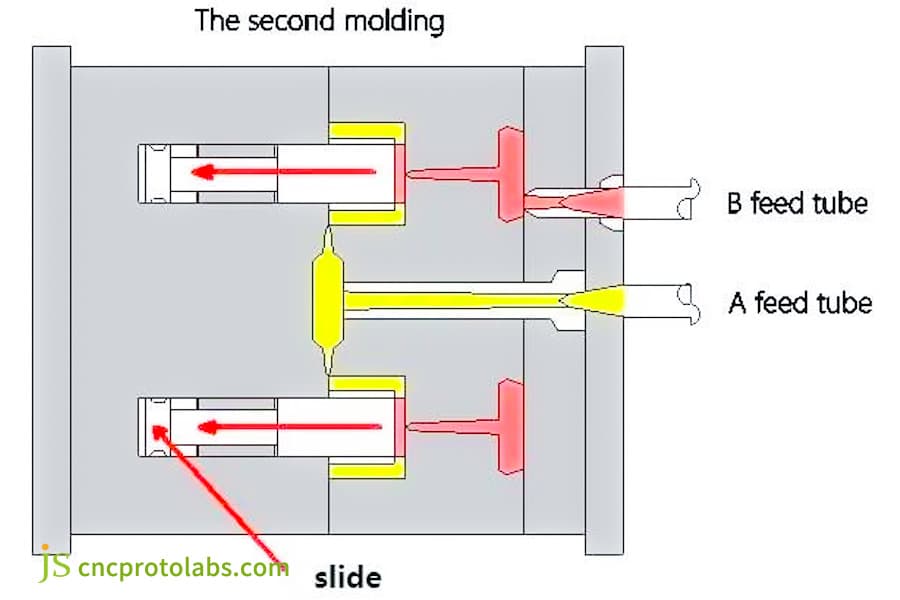
Figure 2: A cross-sectional diagram titled “The second molding,” showing a mold with slides and separate A/B material feed tubes.
How To Evaluate The ROI Of Plastic Injection Service For Complex Multi Shot Projects?
The critical aspect of multi shot injection molding ROI is the point where the costs are covered by the value produced, after an annual production of more than 200,000 units, the cost can be recovered in a period of 18 months.
Return on Investment (ROI) Calculation Formula
ROI = (Cost Savings per Unit × Annual Production) / Incremental Investment in Molds. The higher the value, the faster the payback period.
Below is a reference table of ROI and payback period for different annual production volumes and different unit cost savings. The data are from real project cases:
| Mold Incremental Investment (USD 10,000) | Unit Cost Savings (USD) | Annual Production Volume (10,000 units) | Annual Cost Savings (USD 10,000) | ROI | Payback Period (months) |
| 30 | 5 | 10 | 50 | 1.67 | 7.2 |
| 30 | 5 | 8 | 40 | 1.33 | 9 |
| 40 | 6 | 10 | 60 | 1.5 | 8 |
| 40 | 4 | 15 | 60 | 1.5 | 8 |
| 50 | 5 | 20 | 100 | 2 | 6 |
Supply Chain Simplification and Quality Improvement
ROI enhancement also stems from the implicit advantages of supply chain simplification and better yield:
- Supplier Reductions: Merging 2-3 suppliers into 1 can cut supply chain management expenses by 15%-20% and shorten delivery times.
- Higher Yield: Getting rid of manual assembly can raise first-pass yield from 85%-90% to 95%-98%, thereby resulting in lower costs of scrap and rework.
How To Ensure That Injection Molded Plastic Components Do Not Warp Or Delaminate During Multi Material Molding?
To solve the issues of warping and delamination during multi-material molding, the key is in the design of the molds which allows actual part flatness controllability of 0.1 mm.
Warping Control: Conformal Cooling Channels
Molding warpage is typically caused by the uneven distribution of the temperature field within the mold. Cooling channels in most of the cases have straight-through layouts. So, they can hardly be adapted to complex curved surfaces, which usually leads to warping.
Solution: To produce conformal cooling channels that are close to the product contour, use 3D printing. This will lead to a decrease in the temperature difference on the mold cavity surface from 15 to 5, internal stress reduction by 50%, and warping control.
Bond Strength: Mechanical Interlocking and Chemical Bonding
Delamination is a problem associated with the material bonding physically and chemically which is weak. The following suggestions cover both physical and chemical aspects:
- Mechanical Interlocking: Dovetail grooves or micropores can be made in the mold (0.2-0.5mm deep) so that the second injection material can physically lock in the first injection material, resulting in a pull-out force increment by 3-5 times.
- Chemical Bonding: PC/ABS+TPE are two compatible materials. The key to chemical bonding is the control of the surface temperature of the first injection at 80-120 to allow molecular chain entanglement.
If you would like to view more successful cases of injection molded plastic components in preventing warping and delamination, please contact us for detailed case analysis and technical parameters.

Figure 3: A close-up view of a material edge labeled “Delamination,” highlighting the separation of layers.
How To Avoid Secondary High Temperature Damage In Multi Shot Molding Of Abs Plastic Injection Molding?
In order to stop the occurrence of secondary high temperature damage in multi shot ABS molding, besides selecting a heat-resistant modified grade, the process needs to be optimized.
Material Level: Choosing the Right ABS Grade
The Vicat softening point of regular ABS is only 98-105 so it will be easy to melt and deform when it is exposed to a high-temperature material like PC (280-300), which will raise the scrap costs.
Solution: Working with heat-resistant ABS that contains -methylstyrene, which increases the Vicat softening point to 115-125, thus providing excellent resistance to the high temperature impact.
Process and Structure Level: Optimize Heat Management
- Process Optimization: speeding up the injection of the second shot by 30%-50% to minimize heat exchange time, mold temperature control at 80-90 to achieve a balance between bonding effect and the prevention of melt collapse.
- Structural Design: Avoid first shot ABS thin-walled areas less than 0.8 mm, as these places have low heat capacity and are the most prone to high temperature damage.
If you are troubled by the secondary high temperature damage problem of ABS plastic injection molding, you can contact our engineers for one-on-one consultation to obtain exclusive technical solutions.
How Does Peek Plastic Injection Molding Solve The Problem Of Coexistence Between High-Temperature Materials And Ordinary Materials?
The secret of co-injecting PEEK and regular materials is a sequential molding and thermal isolation of the mold.
Process Route Selection: Step by Step Two-Injection Molding
Since the processing temperature of PEEK is way above that of regular plastics, co-injection done directly may result in the latter material getting damaged. Step-by-step two-injection molding is the best solution.
- Process Path: Initially, the injection is done in the high temperature region of the mold (160-200) to inject PEEK. When the part is at room temperature, it is moved to the second injection station to inject the normal material.
- Key Parameters: The interface between PEEK and the second injection is left with a 0.1-0.2mm microgroove to make up for the dimensionalalterations and prevent gaps or cracks.
Mold Thermal Isolation: Independent Temperature Control System
- Technical Challenges: PEEK molding needs a mold temperature of 200 whereas ordinary engineering plastics need only 80, which makes the difference 120. Wrong temperature control can change product performance.
- Solution: Separate heating rods, temperature sensors, and heat insulation plates are put in different parts of the mold to maintain a temperature difference of more than 120 between the two workstations, thereby protecting ordinary materials.
If you have customized requirements for peek plastic injection molding, you can submit detailed product parameters and drawings, and we will customize an exclusive molding solution for you to ensure that the product meets your requirements.
How To Screen Plastic Mold Injection Manufacturers That Truly Possess Multi Shot Molding Delivery Capabilities?
Choosing dependable plastic mold injection manufacturers is extremely important to the success of multi-injection molding projects. A lot of manufacturers focus only on pricing and ignore their actual delivery capabilities. This eventually causes project delays, poor quality, and higher costs.
So, the election process should concentrate on assessing the manufacturer's machinery (multi-station injection molding machines), software capabilities (mold flow analysis), and experience (successful cases for specific material combinations).
This will definitely help you avoid trial-and-error expenses and ensure smooth project progress.
Equipment Considerations: Multi-Station Injection Molding Machine Configuration
Equipment is the foundation of multi shot molding, and plastic mold injection manufacturers with delivery capabilities need to be equipped with dual shot and triple shot injection molding machines (such as Engel and Abog), with a clamping force of 80-500 tons, suitable for products of different sizes.
Equipped with an independent temperature control system to ensure that materials at each workstation are processed within the optimal process window.
Software Considerations: Mold Flow Analysis Capabilities
Mold flow analysis lets you take preemptive action against issues.
Manufacturers have to do a thorough analysis and send out a report prior to mold-making, without depending on experience, the report should unambiguously point out the material flow front, weld line location, and interface temperature. It results in saving you the expenses and time of trial molding.
Experience Considerations: Specific Material Combination Case Studies
Multi-shot molding using different material combinations can be more or less challenging, depending on the combination. You should ask the manufacturer for the project case studies of the ones similar to yours.
JS Precision can show more than 50 successful multi shot plastic injection molding case studies with different material combinations that could serve as technical support for your projects.
Figure 4: A close-up of an industrial injection molding machine with a large mold, surrounded by an array of blue and silver hoses and cables in a factory setting.
JS Precision Case Study: Integrated Molding Of Automotive Electronic Sensor Housing
Plastic mold injection manufacturers are best at demonstrating their capabilities through real-life case studies. One of our multi shot molding solutions for an automotive Tier 1 supplier is illustrated here, along with the cost reduction and efficiency improvement results.
Challenges Encountered:
The supplier was looking to manufacture sensors incorporating TPE sealing rings and PC/ABS housings. The original method was to do insert molding and manual TPE assembly which however, had three major problems:
- A total tolerance of 0.2mm in critical dimensions leading to inferior sealing and an 8% defect rate.
- Low manual efficiency with only 80 pieces per person on average being produced per hour.
- TPE detachment being a common problem, leading to a 3% failure rate after sales. The assembly optimization however was ineffective, so they contacted us for help.
Solution
We developed a multi shot plastic injection molding die with a client-specific approach, which comprehensively resolved the issues at the same time from the perspective of mold, material, and process.
1. Mold Design: We went for a rotary stacking mold whose positioning accuracy reached 0.02mm so that we could completely do away with assembly tolerances, and we invented 3D printed conformal cooling water channels for accurate temperature control.
2.Material Matching: The heat of the PC/ABS and TPE bonding surface was established at 180 via Moldflow, and a 0.3mm dovetail groove was designed to elevate bonding strength.
3. Process Optimization: Conformal cooling keeps the mold temperature field within 3, which results in the PC/ABS skeleton flatness lowering from 0.15mm to 0.05mm. TPE injection speed is raised by 40%, thus reducing the possibility of high-temperature damage.
Final Results:
- Cost Reduction: Price for a unit dropped from $12.8 to $8.1, a 37% cut, resulting in $4.7 million in savings on an annual production of 1 million units.
- Quality Improvement: The CpK of critical dimensions went up from 0.8 to 1.33, the defect rate was brought down to less than 0.5%, and the after-sales failure rate was lowered to 0.1%.
- Efficiency Improvement: Cycle time for production was slashed from 90 seconds/piece to 45 seconds/piece, effectively doubling the production capacity.
If you also face similar pain points in multi-material molding, submit your product drawings and requirements, and we will customize a dedicated multi shot plastic injection molding solution for you to help you reduce costs and increase efficiency.
FAQs
Q1: What is the typical lifespan of a multi shot plastic injection molding mold?
The life of a mold mainly hinges on the type of steel used and how it is maintained. A mold made out of S136 or H13 steel that has been professionally heat treated and precisely cooled can, under good maintenance conditions, be run for 500,000-1 000 000 cycles, which is enough to serve medium- to large-volume production requirements.
Q2: Is two-shot molding a feasible option for small-batch production?
Only to a limited extent. Its mold cost is 30%-50% higher than traditional single-color molds. For annual production below 50,000 pieces, insert molding or secondary assembly is more cost-effective.
Q3: How can the bonding strength between two different materials be guaranteed?
Fundamentally, mechanical interlocking structure of the mold design (for example, dovetail grooves) and the temperature of the bonding surface as secured by mold flow analysis are the two critical points. Only by combining these two can we obtain a molecular-level bond.
Q4: What material combinations are typically used in multi shot injection molding?
Most commonly three: PC/ABS + TPE (soft and hard plastic handles), PA66 + silicone (sealants), POM + metal inserts (gearboxes).
Q5: Are conformal cooling channels a perfect solution for warpage issues?
Well, not entirely however they can help to a large extent with the unevenness of the mold temperature field and consequently, internal stress can be effectively counteracted. Hence, conformal cooling is the most efficacious technique to control warping.
Q6: How do plastic mold injection manufacturers prevent two-color products from mixing colors?
This isolation of materials is done by very accurate mold sealing design that completely removes the material flow channels. Moreover, the injection parameters are also adjusted so that the melt flow is prevented.
Q7: What should be the top consideration when selecting a plastic injection service?
The top consideration is whether the company is capable of providing a full-process service starting from mold design (including mold flow analysis) and leading all the way to injection molding production and quality inspection.
Q8: Which method is more appropriate for threaded parts: insert molding or two-color molding?
In the case of metal threaded inserts, the best option is insert molding whereas for plastic threads that should be combined with soft plastic, two-shot molding is the more suitable method.
Summary
Multi shot plastic injection molding solves the pain points of multi material molding through precise mold design, material matching, and process optimization, eliminates the cost and quality risks of secondary assembly, and improves part accuracy and reliability. It is the optimal solution for your large-scale production of multi material parts.
If you have difficulty in process selection, cost control, or quality stability for multi-material parts, JS Precision will be the right partner for you.
With our 10+ years multi shot molding experience, a set of professional machines, and a team for mold flow analysis, we offer a wide range capabilities providing you services from material selection to mold design, process optimization, and final production delivery, guaranteeing your success in the whole process.
Contact us immediately to obtain a free multi shot plastic injection molding project evaluation report.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

