

خدمة صب حقن البلاستيك يوفر الدعم الأساسي للإنتاج الضخم للأجزاء البلاستيكية المعقدة.
إذا واجهت الأجزاء البلاستيكية المعقدة مشكلات مثل انحرافات الأبعاد، أو التواء، أو فشل التجميع أثناء الإنتاج الضخم، فعادةً ما تواجه طرق القولبة بالحقن التقليدية صعوبة في تلبية متطلبات الوظيفة مع التحكم في التكلفة.
حتى أصغر انحراف في التسامح يمكن أن يسبب مخاطر تأخير المشروع ويتحمل تكاليف إعادة صياغة القالب.
بالنسبة لمهندسي المشتريات، من المهم جدًا العثور على خدمة صب حقن البلاستيك التي لا يمكنها تقديم الدعم من مرحلة التصميم الأولية فحسب، بل يمكنها أيضًا ضمان نجاح المشروع من خلال قدراتها العملية .
ملخص الإجابة الأساسية
| منطقة المشكلة | التحدي الأساسي | الحل الرئيسي | الفوائد المتوقعة |
| إعداد التسامح | فقط اتباع التسامح الشديد بشكل أعمى سيكلفك الكثير. | تخصيص التسامح الموجه نحو الميزة وتحليل قابلية التصنيع. | تحقيق التوازن بين الوظيفة والتكلفة. |
| المخاطر المادية | يمكن أن يختلف معدل انكماش المواد شبه البلورية كثيرًا مع تغيرات درجة الحرارة . | اختيار المواد غير المتبلورة أو تطبيق التحكم الدقيق في درجة حرارة القالب. | جعل الأجزاء مستقرة الأبعاد وتجنب أي فشل بسبب التركيب. |
| التحكم في صفحة الحرب | يعد التبريد التفاضلي للهياكل غير المتماثلة أحد الأسباب الرئيسية للتشوه. | التحكم في درجة حرارة العفن عندما يقترن بتصميم تعويض التشوه. | تخلص من الاعوجاج الذي يشبه "الموزة" واضمن استواء الجزء. |
| القدرة على العملية | يعد تقلب الضغط أحد أسباب تغيرات الأبعاد من دفعة إلى أخرى. | جميع آلات قولبة الحقن الكهربائية + التحكم في ضغط الحلقة المغلقة . | ليس فقط تحقيق اتساق الدفعة ولكن أيضًا تحقيق الاتساق داخل الدفعة. |
الوجبات السريعة الرئيسية
- التصميم يحدد الحد الأقصى:
قد يساعد إجراء تقييم قابلية التصنيع قبل إنتاج القالب وتحديد التفاوتات المعقولة في منع ما يزيد عن 70% من مشكلات الأبعاد المحتملة . بمعنى آخر، يتعلق الأمر بتجنب المخاطر بشكل استباقي وتقليل تكاليف إعادة العمل اللاحقة.
- يحدد ضمان العملية الحد الأدنى:
إذا كنت ترغب في الحصول على نسبة عالية صب حقن البلاستيك الدقيق ، فمن الضروري أن يكون لديك آلة قولبة بالحقن الكهربائية والتحكم في ضغط تجويف القالب بدقة 1٪. باختصار، هذا يعني استخدام معدات خاصة للحفاظ على الحد الأدنى من الدقة.
- المادة = المخاطرة:
إذا كنت تنتج أجزاء دقيقة، فإن استخدام المواد غير البلورية باعتبارها المادة الرئيسية سوف يقلل بشكل كبير من المخاطر المرتبطة بتقلبات الانكماش. خلاصة القول هي أنه من خلال الاختيار المادي الصحيح، يمكن للمرء خفض المخاطر البعدية إلى النصف.
لماذا تختار خدمات صب حقن البلاستيك؟ JS Precision Controls التفاوتات المعقدة للأجزاء
إن تصنيع الأجزاء البلاستيكية المعقدة بكميات كبيرة سيؤدي حتماً إلى حدوث مشكلات مثل انحرافات الأبعاد أو الالتواء أو فشل التجميع، وهذه المشكلات لن تتركك فقط تتكبد تكاليف إضافية لإعادة صياغة القالب، ولكن أيضًا تأخير دورات المشروع من حيث الوقت وبالتالي التسبب في خسارة يمكن تجنبها عادةً.
أولاً، ستسمح لك خدمة صب حقن البلاستيك عالية الجودة والمختارة بعناية بتحديد التوازن الأنسب لتحقيق وظيفة الجزء والتحكم في تكاليف الإنتاج، وبالتالي تقليل الخسائر بشكل كبير وتعزيز كفاءة الإنتاج الضخم .
يمكن لشركة JS Precision، التي تركز على صب حقن البلاستيك الدقيق، أن تقدم لك خدمات مخصصة للغاية تلبي متطلباتك المحددة. لقد ظلت شريكًا موثوقًا به في صناعات السيارات والإلكترونيات والصناعات الطبية لسنوات عديدة لمساعدتهم على حل مشكلات التحكم في التسامح الأكثر تحديًا للأجزاء المعقدة.
عندما تعمل معنا، تحصل على مساعدة احترافية في الالتزام معايير ISO 294-2:2018 .
يضمن هذا أن القوالب الخاصة بك سوف تحتوي على ما لا يقل عن مليون دورة إنتاج، وبالتالي تقليل تكرار تغيير القوالب بشكل كبير، وتحقيق دقة التحكم في التسامح بمقدار 0.01 مم ، وبالتالي منع مخاطر الإنتاج الناشئة عن انحرافات الأبعاد وخفض تكاليف التشغيل على المدى الطويل.
على سبيل المثال، كان أحد عملاء قطع غيار السيارات يحصل على معدل خردة بنسبة 12%، وكانت تكلفة الوحدة مرتفعة جدًا عند 3.20 دولارًا ويرجع ذلك أساسًا إلى مشكلات تزييف علبة التروس POM. وقد أدى ذلك إلى تأثير سلبي كبير على الربحية.
ومع ذلك، من خلال خدمة قولبة حقن البلاستيك التي تقدمها JS Precision، تمكن هذا العميل من تحقيق تقدم كبير في وضعه: حيث انخفض معدل الخردة إلى 0.8%، وكانت تكلفة الوحدة أقل بمقدار 0.50 دولار، كما تم خفض التكاليف الشهرية بمقدار 50000 دولار بشكل مباشر.
نعم، إن اختيار خدمة قولبة حقن البلاستيك الموثوقة سيمكنك، من بين فوائد أخرى، من تجنب مخاطر التحكم في التسامح، وتقصير وقت دورة المشروع، والحصول على تخفيض في تكلفة الإنتاج، وبالتالي زيادة تشغيل كل استثمار إلى أقصى حد. علاوة على ذلك، ستزودك خدماتنا بكل الدعم الذي قد تحتاجه لتشغيل الإنتاج الضخم بنجاح.
إذا كنت تواجه مشكلات تتعلق بالتسامح مع الأجزاء المعقدة، فاتصل بمهندسينا للحصول على تقييم جدوى مجاني لتحمل قوالب حقن البلاستيك، واتخاذ الخطوة الأولى نحو نجاح المشروع.
ما الذي يجعل خدمة صب حقن البلاستيك صعبة بالنسبة للأجزاء المعقدة ذات التفاوتات المحدودة؟
تعتبر خدمة قولبة حقن البلاستيك بمثابة خدمة صعبة للغاية عندما يتعلق الأمر بالأجزاء المعقدة ذات متطلبات التسامح الصارمة. السبب الرئيسي هو أن صب حقن البلاستيك هو عملية هندسية منظمة ، وتعقيد الجزء سيؤدي إلى صعوبة التحكم في العملية.
بسبب التناقضات الهندسية في الأجزاء المعقدة، مثل التعايش بين الجدران الرقيقة والسميكة، والهياكل متعددة المنزلق، يمكن أن يحدث ملء غير متساوٍ وتركيز الإجهاد المتبقي، يؤدي إلى تزييف غير متوقع والانحرافات الأبعاد.
هذا هو السبب الأساسي وراء صعوبة خدمة صب حقن البلاستيك لمثل هذه الأجزاء.
تدفق ذوبان غير متساوٍ بسبب التناقضات الهندسية
إذا كان الجزء يحتوي على جدران رقيقة أقل من 1 مم وجدران سميكة> 4 مم، فإن فرق مقاومة تدفق الذوبان يكون كبيرًا جدًا.
سيتم ملء المناطق ذات الجدران السميكة أولاً، ومن الطبيعي أن تعاني المناطق ذات الجدران الرقيقة من بعض أوجه القصور في الملء أو الضغط الزائد مما يؤدي إلى انحراف مباشر في الأبعاد.
إنه مثل محاولة ملء أنابيب المياه بأقطار مختلفة. يتدفق الأنبوب الأوسع جيدًا ويتم ملؤه أولاً، في حين أن الأنبوب الأضيق مسدود ويصعب ملؤه، مما يؤدي بعد ذلك إلى عدم تساوي حجم الماء عند طرفي الأنبوب . عندما يتعلق الأمر بالأجزاء، تكون انحرافات الأبعاد هي النتيجة.
الإجهاد المتبقي الناجم عن تشوه الشيخوخة والانجراف الأبعاد
تولد الهياكل المنزلقة المعقدة جنبًا إلى جنب مع الأشكال الهندسية غير المتماثلة مستويات كبيرة من الإجهاد المتبقي.
يتم إطلاق هذا الضغط ببطء مع مرور الوقت بعد القولبة أو أثناء الاستخدام، مما يؤدي إلى تغيير لا يمكن السيطرة عليه في الأبعاد الوظيفية الهامة مثل الملاءمة المفاجئة وفتحات التجميع، وبالتالي يسبب عيوب الإنتاج.
كيف يتم تحديد التفاوتات المسموح بها في قوالب حقن البلاستيك للهندسة عالية التفاصيل؟
في بعض الأحيان قد لا تكون التفاوتات الأكثر صرامة هي الأفضل. من الضروري ضبط التفاوتات المسموح بها وفقًا لقدرات التشكيل لميزات الجزء، ويجب استخدام نهج موجه للميزات ، بالإضافة إلى الإشارة إلى ISO 2768-1 المعيار الدولي .
إن محاولة تحقيق التفاوتات القصوى دون أي تفكير ستؤدي إلى قفزة هائلة في تكاليف الإنتاج.
التمييز بين الأبعاد الهيكلية الوظيفية وغير الأساسية:
من ناحية، يخطط المهندسون والعملاء معًا بشكل طولي للتحكم بإحكام في الأبعاد الوظيفية الرئيسية مثل واجهات التجميع وأسطح التزاوج (على سبيل المثال 0.02 مم)، ومن ناحية أخرى، يُسمح بتفاوتات أقل صرامة (على سبيل المثال 0.1 مم) للأبعاد غير الأساسية في ضوء الوظيفة والتكلفة.
تفاوتات الميزات الدقيقة عكس الإشارة من خلال تحليل نسبة التدفق العالي إلى الطول:
في حالة الميزات الدقيقة ذات عرض الأضلاع <0.5 مم، تستخدم JS Precision تحليلًا عاليًا لنسبة التدفق إلى الطول (L/T). إذا كان L/T > 150، فستكون النصيحة هي تخفيف التفاوتات أو تحسين الهيكل، بدلاً من تشديد تفاوتات القالب بالقوة.
إعطاء ملاحظات حول قابلية التصنيع في مرحلة عرض الأسعار:
بعد تصنيع القالب، يصدر فريق هندسة JS Precision تقريرًا توضيحيًا لقابلية التصنيع، مع الإشارة إلى نقاط خطر التسامح وتقديم اقتراحات التحسين كوسيلة لمساعدة العملاء على تحقيق التوازن بين الوظيفة والتكلفة.
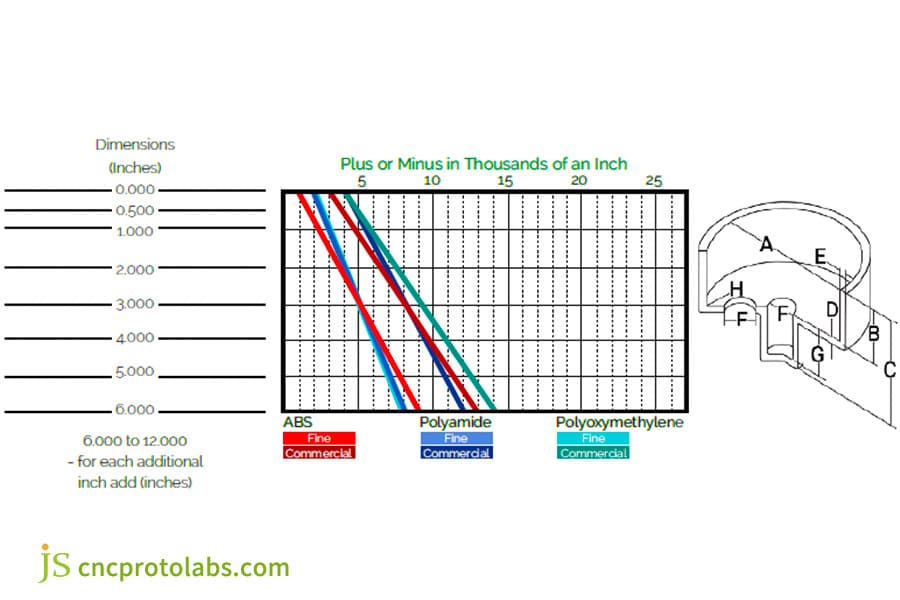
الشكل 1: رسم بياني يدرج تفاوتات صب حقن البلاستيك لمختلف المواد والأبعاد، إلى جانب رسم تخطيطي مقطعي للجزء البلاستيكي.
كيفية إدارة مخاطر التسامح المتعلقة بالمواد في مواد صب حقن البلاستيك؟
مواد صب حقن البلاستيك لها تأثير مباشر على استقرار الأبعاد للأجزاء. يمكن أن يؤدي اختيار مادة أو معالجة خاطئة إلى حدوث مشكلات خطيرة تتعلق بالتسامح بسهولة شديدة. يعد التأكيد على استخدام المواد غير البلورية (مثل PC وABS) أحد الطرق لتقليل اختلافات الانكماش.
من ناحية أخرى، إذا تم اختيار المواد شبه البلورية، فإن التحكم في درجة حرارة القالب بالإضافة إلى معالجة ما بعد التلدين سيضمن استقرار الأبعاد.
| اسم المادة | الانكماش (%) | نطاق درجة حرارة العفن (درجة مئوية) | التسامح المطبق (مم) | تكلفة الوحدة (بالدولار الأمريكي) | السيناريوهات القابلة للتطبيق |
| جهاز كمبيوتر | 0.4-0.7 | 80-120 | ±0.02-0.05 | 1.2-1.8 | الإسكان الإلكتروني الدقيق |
| ABS | 0.5-0.8 | 60-90 | ±0.03-0.06 | 0.9-1.5 | الأجزاء الداخلية للسيارات |
| بوم | 1.5-2.0 | 80-100 | ±0.04-0.07 | 1.5-2.2 | التروس والمحامل الدقيقة |
| PA66 | 1.2-1.8 | 80-110 | ±0.03-0.08 | 1.3-2.0 | الأجزاء الهيكلية الميكانيكية |
| جامعة الأمير سلطان | 0.4-0.6 | 100-130 | ± 0.02-0.04 | 2.0-2.8 | أجزاء الدقة الطبية |
استراتيجية اختيار المواد على أساس استقرار الأبعاد
بالنسبة للأجزاء التي تتطلب تركيبًا دقيقًا، يوصى باستخدام المواد غير البلورية (PC ABS PSU) نظرًا لأن معدل الانكماش (0.4%-0.7%) أقل تأثرًا بتغيرات درجات الحرارة في القالب.
في حالة اختيارك للمواد شبه البلورية (POM، PA66)، فسنشير بوضوح إلى خطر الأبعاد بنسبة 0.1%-0.3% من التغير في معدل الانكماش الناتج عن تغير درجة حرارة القالب بمقدار 5.
ضبط دقيق لدرجة الحرارة ومعالجة إضافية للمواد شبه البلورية
لتصنيع أجزاء دقيقة مثل POM وPA66، تستخدم JS Precision تنظيمًا دقيقًا لدرجة حرارة القالب بمقدار ±2 درجة مئوية والتليين بعد المعالجة الأولية للمادة من أجل جعل تبلور المادة مستقرة، وأبعاد الأجزاء متسقة، واستقرار الأجزاء في الإنتاج الضخم مستدام على مدى فترة طويلة.
ما هي قدرات العملية التي تحدد الدقة الحقيقية لحقن البلاستيك للأجزاء المعقدة؟
تستخدم قوالب حقن البلاستيك ذات الدقة الحقيقية، في جوهرها، آلة قولبة حقن كهربائية بالكامل ومجهزة بتحكم عالي الدقة ونظام ضغط حلقة مغلقة للتعويض عن انكماش المواد والتغيرات في درجة حرارة القالب، وبالتالي ضمان استقرار الأبعاد للأجزاء المعقدة.
مزايا الاستجابة الديناميكية لجميع ماكينات قولبة الحقن الكهربائية
توفر جميع آلات قولبة الحقن الكهربائية وقت استجابة لسرعة الحقن أقل من 10 مللي ثانية، وهو أفضل بكثير من > 50 مللي ثانية من المكابس الهيدروليكية. تتيح هذه الميزة إجراء تغييرات سريعة في سرعة تعبئة الذوبان مما يساعد في منع نقص المواد أو الإجهاد الداخلي.
تساعد دقة الضغط التي تبلغ 1 بار في تقليل تقلبات الأبعاد من دفعة إلى أخرى.
التحكم في ضغط تجويف الحلقة المغلقة
يتم تركيب جهاز استشعار الضغط في كل تجويف القالب. يقوم نظام الحلقة المغلقة بتعديل معلمات الضغط والحقن بشكل متغير، مما يحافظ على تقلبات ضغط التجويف في حدود 1%.
وبهذه الطريقة، فهي قادرة على تعويض انحرافات الأبعاد نتيجة للتغيرات في لزوجة المادة ودرجة حرارة القالب، وبالتالي الحفاظ على منتجات صب حقن البلاستيك تناسق.
بمعنى آخر، يبدو الأمر كما لو أن تجويف القالب مزود بـ "مقياس حرارة ذكي" قادر على تتبع تغيرات الضغط عند حدوثها. إذا انحرفت عن القاعدة في أي وقت، فإنها تقوم بإجراء التعديلات بشكل مستقل، وبالتالي توفير بيئة قولبة موحدة تمامًا لكل قطعة واستبعاد السيناريو الذي تكون فيه "بعض الأجزاء جيدة وبعض الأجزاء سيئة".
هل تحتاج إلى صب حقن البلاستيك بدقة ثابتة؟ اتصل بمهندسينا للحصول على حل مجاني لعملية التحكم في ضغط الحلقة المغلقة لضمان أداء مستقر للأبعاد في الإنتاج الضخم.
كيف تقوم خدمات صب حقن البلاستيك المخصصة بحل مشكلات Warpage في الأجزاء غير المتماثلة؟
يُنظر إلى الاعوجاج عمومًا على أنه عيب. يحدث هذا دائمًا عند استخدام صب حقن البلاستيك الدقيق للأجزاء المعقدة.
بالنسبة للأجزاء غير المتماثلة، مجرد تغيير العملية لا يكفي للتخلص من المشكلة تمامًا، هناك طريقتان أساسيتان لتصميم القالب ضروريتان لكشف السبب الرئيسي للمشكلة.
تصميم للتحكم في درجة حرارة القالب
بشكل عام، بالنسبة للأجزاء غير المتماثلة، يتم استخدام دائرة تسخين/تبريد مخصصة.
يتم التحكم في المناطق التي تظهر اختلافًا كبيرًا في الانكماش عند درجات حرارة مستقلة (على سبيل المثال، 90 درجة مئوية في جانب ضلع التسليح، و60 درجة مئوية في الجانب الأملس )، مما يضمن مزامنة معدلات التبريد وبالتالي المساهمة في انخفاض الالتواء بسبب الانكماش غير المتساوي.
تجويف القالب مع تصميم تعويض التشوه العكسي
يتيح إجراء تحليل تدفق القالب إمكانية التنبؤ باتجاه الصفحة وحجمها. ومن ثم، يتم تضمين التعويض الهندسي العكسي في تجويف القالب . بهذه الطريقة، يمكن تحويل الجزء إلى جزء مسطح عن طريق الاسترداد المرن للمادة بعد القولبة، مما يؤدي إلى إصلاح مشكلة صفحة الالتواء تمامًا.
باختصار، يبدو الأمر كما لو أنه يتم "التصحيح المسبق" للجزء الذي قد يتشوه. مع العلم أنه سوف يلتوي إلى جانب واحد بعد القالب، يتم تعويض تجويف القالب مسبقًا في الاتجاه المعاكس بحيث يعود إلى التسطيح بعد التشوه، ولا يتطلب إعادة صياغة لاحقة.
هل تشعر بالانزعاج من مشكلات صفحة الحرب الجزئية؟ أرسل رسومات الجزء الخاص بك ، وسنقدم تحليلًا مجانيًا لتدفق القالب ونخصص تصميمًا لقالب تعويض التشوه لتلبية احتياجات خدمة صب حقن البلاستيك.
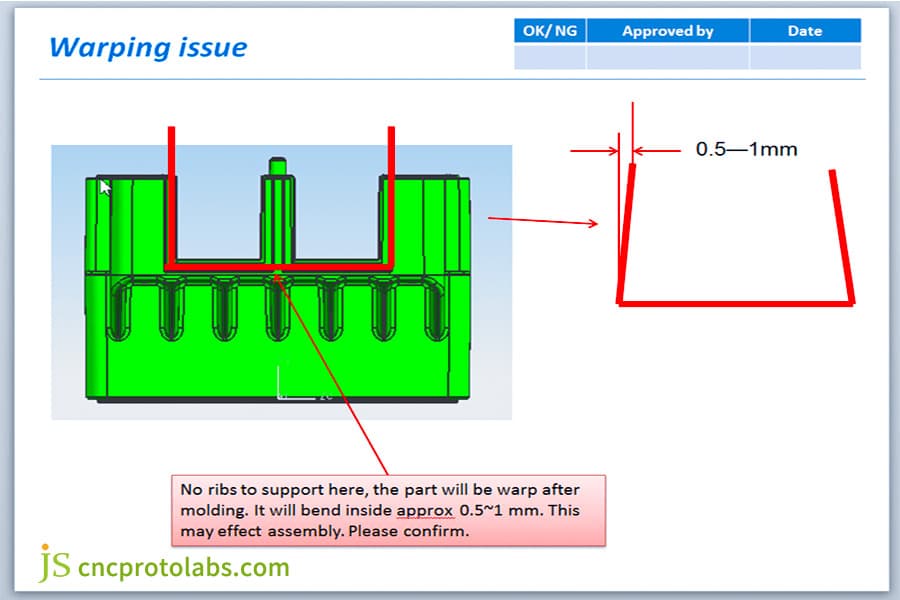
الشكل 2: رسم تخطيطي فني يحلل صفحة الاعوجاج في جزء مصبوب بالحقن غير متماثل، مع تسليط الضوء على منطقة انحراف تبلغ 0.5-1 مم والسبب بسبب نقص دعم الضلع.
ما هي الخصائص التي تحدد المزود الموثوق به لخدمات صب حقن البلاستيك المخصصة؟
العمود الفقري لخدمات صب حقن البلاستيك المخصصة عالية الجودة هو المورد الذي، إلى جانب امتلاكه لآلات قولبة حقن كهربائية كاملة، لديه أيضًا المعرفة الهندسية لكيفية إجراء تحليل قابلية التصنيع لجانب التصميم ، وإعطاء تحذيرات من مخاطر المواد، وتنفيذ عملية التحسين المشترك لقالب العملية.
التدخل الهندسي في مرحلة التصميم
يمكن لمقدمي خدمات قولبة حقن البلاستيك المخصصة من الدرجة الأولى تقديم نصائح حول قابلية التصنيع أثناء وجود المنتج في مرحلة التصميم، وبالتالي ليس فقط تحسين هيكل الأجزاء والتفاوتات ولكن أيضًا التحول من مرحلة إصلاح القالب بعد التعديل إلى مرحلة الوقاية قبل التعديل، مما يؤدي إلى مخاطر أقل وتكاليف أقل.
تقديم تقارير الشفافية والجودة لمعلمات العملية
توفر خدمات قولبة حقن البلاستيك المخصصة الراسخة دائمًا سجلات معلمات العملية جنبًا إلى جنب مع تقارير فحص المادة الأولى وتحليل CPK، وبالتالي ضمان شفافية بيانات الإنتاج وبناء ثقة العملاء.
اكتملت قدرات دعم الواجهة الأمامية والخلفية
يمكن الاعتماد عليها خدمات صب حقن البلاستيك المخصصة يقدم المزود حل خدمة واحد، بدءًا من صناعة القوالب وقولبة الحقن وحتى المعالجة الثانوية. وبهذه الطريقة، لا يضطر المرء إلى مواجهة مخاطر إلقاء اللوم على بعضهم البعض وتكلفة التواصل بسبب تسليم الموردين ، مما يجعل العمل أكثر كفاءة.
يمكن أن يؤثر التباين في القدرات بين مختلف مقدمي خدمات قولبة حقن البلاستيك المخصصة على تكاليف مشروعك وتغييراته وعدد المنتجات التي ستحصل عليها.
فيما يلي مقارنة بين القدرات الأساسية وبيانات مزايا العملاء لأنواع مختلفة من مقدمي الخدمات لمساعدتك في اختيار الشريك المناسب بسرعة.
| نوع مزود الخدمة | القدرة على المشاركة في التصميم | شفافية العملية | القدرة على دعم الواجهة الأمامية والخلفية | وفورات في تكلفة صب المحاكمة | معدل مخاطر مشروع العميل |
| مقدمو الخدمات المهنية الراقية (على سبيل المثال، JS Precision) | تقديم ملاحظات حول قابلية التصنيع بشكل استباقي أثناء مرحلة التصميم. | توفير معلمات العملية الكاملة وتقارير CPK. | خدمة محطة واحدة لصنع القوالب، وقولبة الحقن، والمعالجة الثانوية. | 30%-50% | ≥3% |
| مقدمو الخدمات متوسطة المدى | تقديم الملاحظات بعد طلبات العميل. | توفير سجلات معلمات العملية الأساسية. | توفير سجلات معلمات العملية الأساسية. | 10%-20% | 8%-12% |
| مقدمو الخدمات المنخفضة | لا توجد القدرة على المشاركة في التصميم. | لا توجد خدمات معلمات عملية شفافة. | توفير خدمات صب الحقن الأساسية فقط. | ≥5% | 18%-25% |
| مقدمو الخدمات على طراز ورشة العمل الصغيرة | لا توجد خدمات ذات صلة بالتصميم. | لا توجد سجلات أو تقارير العملية. | لا توفر سوى قالب حقن واحد، ولا توجد خدمات داعمة. | لا وفورات في التكاليف، أو حتى زيادة التكاليف. | أكثر من 30% |

الشكل 3: تصميم داخلي حديث للمصنع يضم صفوفًا من آلات القولبة بالحقن، ويعرض الحجم والقدرة الصناعية.
كيف يمكن تقليل تكاليف التجربة والخطأ من خلال خدمة موثوقة لحقن البلاستيك؟
من خلال الاعتماد على تحليل تدفق القالب قبل تصنيع القالب، والتصميم التجريبي العلمي خلال مرحلة تجربة القالب، والنقل القياسي لمعلمات الإنتاج الضخم، يمكن تقليل تكاليف التجربة والخطأ لخدمات قولبة حقن البلاستيك بشكل منهجي، مما يضمن إنتاجًا ضخمًا مستقرًا.
التنبؤ بالمخاطر أولاً، تحليل تدفق القالب
في مرحلة تصميم القالب، نقدم تحليلًا شاملاً لتدفق القالب لعملائنا من خدمات صب حقن البلاستيك للتنبؤ بالمخاطر مثل خطوط اللحام، ومحاصرة الهواء، وصفحة الاعوجاج مما يسمح لنا بضبط تصميم القالب للحصول على عيوب أقل وبالتالي تكاليف أقل لإصلاح القالب.
صب التجارب العلمية ودراسة نافذة المعلمة
بمساعدة التصميم التجريبي العلمي، نقوم بإجراء دراسة منهجية لتأثيرات المعلمات الرئيسية مثل الضغط ودرجة حرارة القالب على أبعاد عناصر قولبة حقن البلاستيك حتى نتمكن من العثور على نوافذ عملية مستقرة وتقليل عدد القوالب التجريبية.
دراسة حالة الدقة JS: التحكم في التسامح لأجزاء علبة التروس الدقيقة للسيارات
ستوضح دراسة الحالة التالية كيف يمكن لشركة JS Precision، من خلال خدمات قولبة حقن البلاستيك الاحترافية، معالجة مشكلة انحرافات الأبعاد في أجزاء علبة التروس الدقيقة للسيارات .
التحديات التي واجهتها
في البداية، واجهت الشركة تحديات إنتاجية عندما كان أحد موردي قطع غيار السيارات ينتج 100000 علبة تروس POM شهريًا. يتطلب جزء النقل الرئيسي هذا تسطيحًا يبلغ 0.1 مم (وإذا لم يكن الأمر كذلك، فقد يؤدي ذلك إلى ضعف تجميع لوحة الدائرة).
في السابق، تسببت المشكلة في خسائر يومية بقيمة 2000 دولار، بل وتأخر المشروع.
نظرًا للشكل غير المتماثل لمواد غلاف علبة التروس POM، فقد تم تجهيز الغلاف بأضلاع كثيفة على أحد الأسطح وسطح مستوٍ على الجانب الآخر. في البداية، كان التسطيح 0.25 ملم فقط، ولم تتمكن تعديلات العملية المعتادة من حل المشكلة.
بالإضافة إلى ذلك، كان معدل الخردة بنسبة 12%، وتكلفة الوحدة 3.2 دولار، والتآكل الطفيف للقالب هي عناصر الموقف.
الحلول:
1. إدارة المخاطر المادية:
نظرًا لأن POM عبارة عن بوليمر شبه بلوري، فإن معدل تبلوره وانكماشه يمكن أن يتأثر بشكل كبير بدرجة حرارة القالب. قد يؤدي تغيير درجة حرارة القالب بمقدار ±5 درجة مئوية إلى اختلاف بنسبة 0.2% في معدل انكماش المنتج ، وهو المصدر الرئيسي لأخطاء الأبعاد للجزء.
2. التحكم في درجة حرارة القالب حسب المناطق:
لقد قمنا بتوصيل دائرة تسخين إلى الجانب الضلعي للجزء، وباستخدام قنوات التبريد المتوافقة، تمكنا من زيادة درجة حرارة القالب من 60 درجة مئوية إلى 90 درجة مئوية وبالتالي إعداد التحكم في المناطق مع الجانب الأملس عن طريق الحد من الفرق في درجة حرارة التبريد إلى 3 درجة مئوية.
3. تصميم تعويض التشوه:
بعد توقع تحليل تدفق القالب للجزء الذي يكون ملتويًا بشكل مقعر بمقدار 0.25 مم، يتم تعويض جانب مستوى التجويف بمحدب بمقدار 0.1 مم. جنبا إلى جنب مع التحكم في ضغط الحلقة المغلقة (تقلب 1٪) لآلة قولبة الحقن الكهربائية بالكامل، يتم ضمان اتساق المنتج.
النتائج النهائية:
بعد التحسين، يتم الحفاظ على تسطيح الجزء بشكل ثابت عند 0.06-0.08 مم (CPK=1.67)، ويتم تقليل معدل الخردة إلى 0.8% فقط، وتكلفة الوحدة 2.7 دولار، ويوفر العميل 50000 دولار كل شهر، ولا يوجد أي تأخير في المشروع، وسيقوم العميل فقط بالاستعانة بمصادر خارجية لإنتاج 3 سلاسل من الأجزاء إلينا لاحقًا، مع عمر قالب يزيد عن مليون دورة.
إذا كنت تواجه أيضًا مشكلات مثل الاعوجاج أو انحرافات الأبعاد في الأجزاء الدقيقة، اتصل بنا للحصول على حل مخصص لخدمات قولبة حقن البلاستيك وتقرير تحليل تدفق القالب المجاني لمساعدتك على حل نقاط الضعف في الإنتاج بسرعة.
الشكل 4: عدة أجزاء رمادية مصبوبة بالحقن تستقر على طبقة من حبيبات المواد الخام البلاستيكية البيضاء.
الأسئلة الشائعة
س 1: ما هو جزء التسامح الأكثر اقتصادا؟
التسامح الجزء الأكثر تكلفة هو 0.05-0.1 ملم. إن التفاوتات الأكثر صرامة من 0.02 مم ستؤدي إلى زيادة كبيرة في تكلفة القوالب وكذلك عدد دورات القولبة التجريبية، مما يجعلها لا تستحق الجهد المبذول.
س2: لماذا تغيرت أبعاد الجزء الخاص بي بعد يوم؟
يحدث هذا بسبب الانكماش اللاحق، أي إطلاق الضغط المتبقي. لتحقيق الاستقرار في التبلور وتجنب التغيرات الأبعاد، مطلوب التلدين.
س 3: كيف نمنع خطوط اللحام من التأثير على قوة الجزء؟
يمكن التنبؤ بمواقع خطوط اللحام عن طريق تحليل تدفق القالب. ومن ثم يمكن تحسين البوابة أو زيادة درجة حرارة القالب من أجل نقل خطوط اللحام إلى مناطق الأجزاء غير المجهدة.
س 4: كيف يمكن ضمان تماسك الأجزاء في كل تجويف في القالب متعدد التجاويف؟
إن استخدام التحكم في توقيت صمام العداء الساخن جنبًا إلى جنب مع التحكم في الحلقة المغلقة لمستشعر ضغط التجويف المستقل يسمح بموازنة سرعة التعبئة والضغط في كل تجويف، مما يؤدي إلى تناسق الأجزاء.
س 5: لماذا تمر العينات ولكن يفشل الإنتاج الضخم؟
في الأساس، تكمن المشكلة في نافذة العملية الضيقة للغاية ومعلمات التشكيل التجريبي غير المحسنة. سيؤدي إجراء صب التجارب العلمية إلى اكتشاف نافذة العملية المستقرة وسيمنع انحرافات الأبعاد أثناء الإنتاج الضخم.
س 6: ما هو العامل الأكثر أهمية عند اختيار مزود خدمة قولبة الحقن؟
يجب أن يكون العامل الأول والأهم هو القدرات الهندسية ، أي قدرة مزود الخدمة على تقديم ملاحظات حول قابلية التصنيع في مرحلة التصميم لمنع ظهور مخاطر التسامح والعملية، بدلاً من مجرد امتلاك القدرة على القيام بالإنتاج الأساسي.
س7: لماذا تكون الأجزاء ذات الجدران الرقيقة عرضة لنقص المواد؟
عندما يتدفق البلاستيك المنصهر إلى منطقة ذات جدران رقيقة، فإنه يبرد بسرعة كبيرة ويصبح التدفق صعبًا للغاية. إذا كنت ترغب في تجنب النقص في المواد، فأنت بحاجة إلى آلات قولبة بالحقن عالية السرعة وعالية الضغط ومواد شديدة السيولة.
س8: ما مدى تأثير درجة حرارة القالب على الأبعاد؟
في المواد شبه البلورية، يمكن أن يؤدي تقلب درجة حرارة القالب بمقدار ±5 درجة مئوية إلى حدوث تغيير في معدل الانكماش بنسبة 0.1%-0.3% ، وهو ما يكفي لجعل الأجزاء غير مناسبة بدقة.
س 9: كيف يمكنني الحصول على عرض أسعار لمشروع صب حقن البلاستيك المخصص؟
يمكنك الحصول على تقييم مجاني لجدوى التسامح وعرض أسعار تفصيلي من JS Precision تقديم رسومات الجزء الخاص بك . تتضمن العملية عادةً تلقي تعليقات حول قابلية التصنيع واقتراح رسمي للتكلفة.
ملخص
التحكم في التسامح مع الأجزاء البلاستيكية المعقدة هو عمل جماعي بين قوالب مواد التصميم والعمليات. تتطلب منتجات صب حقن البلاستيك عالية الدقة والاتساق تحليلًا موجهًا للتسامح، وتحذيرات من مخاطر المواد، وضمان دقة العملية.
سيقدم لك فريقنا الهندسي مجانًا التحمل صب حقن البلاستيك تقييم الجدوى للمساعدة في تصميم مشروعك إلى الإنتاج الضخم في خطوة واحدة، مما يوفر لك الوقت والتكاليف.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

