

LSR射出成形金型医療およびハイエンド産業分野における厚肉シリコーン部品の研究開発において、製品が厳しいテストに合格できるかどうかを直接決定します。
USP クラス VI 生体適合性テストに合格し、200°C にも耐えられる厚肉シリコーン部品の作成に夢中になっている場合、次の 3 つの主要な問題に対処することになります。
認定済みシリコンは合格ですが、成形後の滲出液は制限外です。耐熱試験は合格していますが、滅菌後はサンプルに寸法変形が生じます。従来の製造プロセスでは、両方の性能要件を同時に満たすことはできません。
上記の問題は、プロジェクトの遅延やコストの超過を引き起こすだけでなく、製品の発売の失敗につながる可能性もあります。
主要な回答の概要
| 主要な課題 | コアテクノロジーソリューション | 期待値 |
| 生体適合性と耐熱性の対立 | モールドランナーの最適化 + 精密温度制御システム | 材料の熱劣化のリスクを排除し、浸出を防ぎます。 |
| 厚肉部品の内部欠陥 | 真空補助排気 + 段階的保圧プロセス | 気孔を排除し、100% の密度を達成し、耐圧シール要件を満たします。 |
| 繰り返しの滅菌による寸法のずれ | 収縮事前補正設計 + 低内部応力成形 | 121℃湿熱滅菌後、寸法公差±0.05mm以内に管理。 |
| マルチキャビティの品質の一貫性 | ホットランナーバランシングテクノロジー + オンライン粘度モニタリング | 連続生産中に CpK ≥ 1.33 を保証します。 複数個取り金型。 |
重要なポイント
- 適切な材料を選択するだけでは十分ではありません。
生体適合性が認証された材料であっても、成型工程が正しく行われていない場合、認証が無効となる場合があります。
- 金型のあらゆる側面が品質を定義します。
死角のないランナー設計や正確に処理された表面などの機能は、厚肉部品の耐熱寿命に大きく貢献します。
- 安定した結果を得るためのデータベースのアプローチ:
高品質の多数個取り金型の大規模生産を成功させるには、金型の正確な熱バランスとプロセスの継続的な監視が必要です。
- 専門家と協力することが、次のことを解決する最も早い方法です。
USP クラス VI および耐熱要件に準拠した複雑な部品をタイムリーに生産するには、材料、金型、およびプロセスの接合設計をいくら強調してもしすぎることはありません。
このガイドが信頼できる理由JS Precision の LSR 射出成形サービスにおける経験
精密射出成形における 15 年以上の経験を持つ JS Precision は、LSR 射出成形金型および医療グレードのシリコーン コンポーネントの研究開発の課題に取り組むことに専念しています。
当社はこれまでに 300,000 個を超える高精度カスタム部品を生産し、世界中で 1,000 を超える顧客にサービスを提供してきました。 99.2% の納期厳守率により、プロジェクトの遅延を回避し、プロジェクトを効率的に進めることができます。
さらに、当社は ISO 9001:2015 の認証を取得しており、 ISO 13485:2016 医療品質システム。
それに加えて、当社の射出成形金型の設計と製造業務は世界的な医療製造基準を満たしており、完全に追跡可能であるため、医療部品の大量生産におけるコンプライアンスのリスクは過去のものとなり、コンプライアンスの問題を心配することなくすべてのバッチで認証に合格することができます。
当社は、ヨーロッパと北米の医療機器メーカーが厚肉 LSR シールの生体適合性と耐熱性の問題を解決できるよう支援し、それによって歩留まりを 65% から 98% に向上させ、量産サイクル時間を 40% 短縮することに貢献してきました。
弊社の実世界のケーススタディは、試行錯誤を減らし、大量生産での収益性を迅速に達成することで、コスト削減をサポートします。
当社のデータベースには50 を超える異なる LSR 材料の収縮率があり、20 ~ 80 ショア A の幅広い硬度と 1 ~ 10 mm の壁の厚さをカバーしています。
すべてのプロセスパラメータはDOE実験によって確認されており、正確なデータを得ることができるため、寸法の偏差によるやり直しの損失を回避し、生産コストを管理できます。
当社のエンジニアリング チームは 24 時間年中無休でオンライン DFM 分析を実行でき、技術的な質問にも 15 分以内に回答します。
射出成形金型の設計から量産納品まで一貫してサポートさせていただきます。このようにして、医療グレードのコンポーネントに関連する品質上の懸念を克服し、同時にプロジェクトを楽かつ簡単に進めることができるように支援します。
LSR 射出成形金型の医療用途に関するホワイト ペーパーを今すぐダウンロードして、個別の基本プロセスに関するコンサルティングと材料選択のアドバイスを無料で入手してください。
カスタムシリコン部品は USP クラス Vi および 200°C シールに合格できますか?
確かに、カスタム シリコーン パーツがこれら 2 つの非常に厳しい基準を同時に満たせるかどうかの秘密は、材料配合と成形プロセスの組み合わせにあります。
プロセス検証ステップと射出成形金型の設計をお手伝いしてみませんか?その後、以下に従って全プロセスのコンプライアンステストが行われます。 ISO 10993-1規格製品認証を確実に成功させるために行われます。
材料の配合とプロセスの相乗効果
実際、多くのサプライヤーは耐熱性と USP クラス VI 認証を同時に提供することができず、プロジェクトの遅延につながる可能性があります。
加硫パラメータを正確に設定するためにDOE実験を実施します。このようにして、カスタム シリコーン部品は、200℃で 7 日間の熱老化を経て生物学的評価に合格した後でも、引張強度の 70% を維持できるため、認証に失敗するリスクが大幅に低下します。
シール性能の検証
成形段階の後、すべてのカスタム シリコーン部品はヘリウム漏洩試験 (漏洩速度 1 10 mbarL/s) を受けます。これにより、200℃でもシールの信頼性が保証されます。 LSR 射出成形サービスは完全なプロセス制御の下で動作するため、シール不良の可能性は排除されます。
プラチナ加硫と過酸化物加硫のトレードオフ
LSR のプラチナ加硫は副生成物の沈殿を生成しないため、USP クラス VI のシナリオに適した選択肢です。より高い耐熱性が必要であるが二次加硫ステップが必要な場合は、過酸化物加硫がより良い選択肢になる可能性があります。
当社は製剤の提案を行い、医療グレードの金型設計をお客様の製品要件に合わせて、最適なソリューションを選択します。
精密射出成形金型はどのようにして繰り返しの滅菌に耐えられるのでしょうか?
複数回の滅菌により寸法が変化すると、製品の組み立て不良が発生する可能性があります。
精密射出成形金型LSR の収縮率(121 °C 湿熱滅菌後 2.0% ~ 3.5%) を正確に予測し、プロセスを最適化して内部応力を低減し、滅菌後の製品サイズの安定性と合格率の遵守を確保します。
内部応力と収縮の予測
高精度モールドフローソフトウェアによる内部応力シミュレーションにより、残留応力は5MPa未満に制御されます。
さらに、残留応力の除去と精密射出成形金型の寸法補正を組み合わせることで、50 回の滅菌サイクル後でも重大な寸法変化が 0.02 mmとなり、寸法のドリフトが完全に排除されます。
アニーリング工程:内部応力を除去するための後処理
高精度部品の製造を目的として、成形方向による応力を解放する150℃、2時間のアニール処理を導入しています。
この動作により、滅菌後の製品の寸法安定性が大幅に向上し、医療グレードの精度基準を満たすことが保証され、受け入れテストの成功につながります。
材料とプロセスのマッチング
当社は、50 を超える LSR 材料に関する近くの収縮率知識ベースを使用して、お客様の精密射出成形金型設計をサポートします。 LSR射出成形サービスでは、最適なプロセスへの調整も同時に行うことができるため、試作時間を短縮し、開発サイクルを大幅に短縮できます。
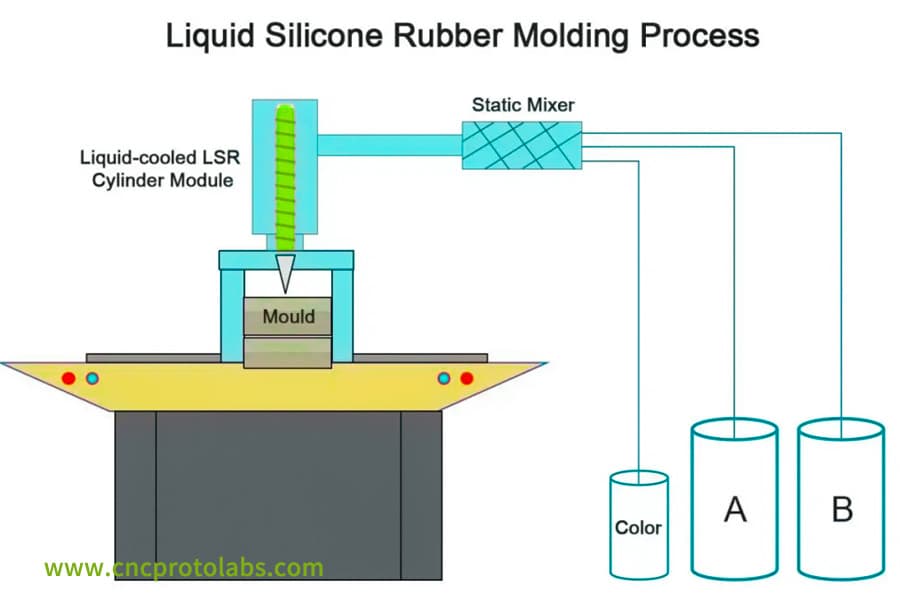
図 1: 液体シリコーン ラバー (LSR) 射出成形プロセスの技術図。A/B 材料シリンダー、スタティック ミキサー、金型への射出を示しています。
LSR 射出成形サービスはどのようにして生体適合性と長期的な熱安定性の両方を保証するのでしょうか?
生体適合性と持続的な耐熱性は、医療グレードの製品の主な特徴です。
LSR 射出成形金型の操作では、プラチナ触媒による高純度材料が使用されており、厳密に制御された温度とともに、規制に準拠するために材料の完全な架橋と低分子量物質の沈殿の欠如を保証できます。
材料から最終製品まで純度を保証
当社の LSR シリコンベース材料は USP クラス VI 規格に準拠しているため、唯一の汚染源は射出成形金型の設計私たちが排除したステージ。
材料の混合はクラス10,000のクリーンルームで行われます。当社の LSR 射出成形金型サービスは、生体適合性認証に問題がないことを確認するために、常に高い純度管理レベルを維持します。
プロセスパラメータ: 正確な加硫ウィンドウ制御
加硫曲線分析は、架橋パラメータを決定するための手段です。射出成形温度の変動を 2°C 以内に制御することにより、材料の100% 完全な加硫が実現し、低分子量の浸出はまったくありません。
LSR 射出成形プロセスパラメータと性能の対応
| プロセスパラメータ | 加硫温度(℃) | 加硫時間 (秒) | 金型温度変動(℃) | 収縮率(%) | 滲出液グレード |
| 従来のプロセス | 190±5 | 60 | ±5 | 3.5-4.0 | グレード3 |
| CNCプロセス | 185±2 | 90 | ±2 | 2.0~2.5 | グレード 1 |
| 厚肉専用 | 180±2 | 120 | ±3 | 2.2~2.8 | グレード 1 |
| マルチキャビティの量産 | 185±2 | 90 | ±2 | 2.0~2.5 | グレード 1 |
| 医療グレードの標準 | 160-200 | 60-150 | ±3 | 2.0~3.5 | ≤ グレード 1 |
コンポーネントの仕様を送信すると、無料のカスタマイズされたプロセス ソリューションと LSR 射出成形サービスのコスト見積もりを受け取ります。
LSR 射出成形サービスには医療グレードの耐熱性が含まれますか?
LSR 射出成形サービスは、耐熱材料の選択、厚肉の熱バランスのとれた金型の設計、閉ループでのプロセスの制御という3 つの主要なモジュールで構成されます。 T
これらは、医療グレードの耐熱性コンポーネントの量産のためのエンドツーエンドのサポートを提供し、それによって二重の性能ニーズのバランスをとるという問題を解決します。
技術的な深さ: 成形プロセスは性能を保証します
250°C 耐性の材料を選択した場合でも、射出温度のドリフトや金型の汚染により認証が失われる可能性があります。私たちのLSR射出成形サービス温度偏差を小さく (2°C 以内) 保ち、医療グレードの金型設計と合わせて、リスクの初期点を最小限に抑えます。
材料検証: 熱老化データサポート
量産前に、すべての LSR 素材は、引張強度と破断点伸びの保持を確認するために、200°C、 168 時間の熱老化試験を受けます。 LSR 射出成形サービスは、カスタム シリコーン部品の完全な材料検証を提供し、耐熱性の欠如によるリスクを防ぎます。
厚肉部品の加硫変化を維持
肉厚が 5mm を超える部品の場合は、ゾーン温度制御を独立して使用して、金型キャビティ温度の差を 3°C に保ちます。
その結果、非常に厚い壁のコアは不完全に架橋されません。多個取りLSR金型製作サービスに加え、安定した量産を実現し、効率化を実現します。
生体適合性のリスクを回避して射出成形金型を設計するにはどうすればよいですか?
射出成形金型を設計するときは、完全なサーマル ランナー システムを使用し、デッド ゾーンがないことを確認することが必須です。
当社では、溶融停滞ゾーンの除去、LSR の高温劣化の停止、有害な副産物の移行の排除、製品の生体適合性の確保、認証の不合格の防止を支援します。
ゼロ ステイシス ランナーのジオメトリ設計
射出成形金型のランナー設計は製品のバイオセーフティ ベースラインの決定に直接関係しているため、金型流動解析により、最適なメルト フローと 200°C での均一なせん断熱が得られるようにランナー パラメーターを調整し、30 秒を超える停滞時間による潜在的な材料劣化を排除します。
コールド ランナーとホット ランナーの選択戦略
生体適合性要件が非常に高い製品の場合は、リサイクルされたランナー ヘッドによって引き起こされる汚染を除去するために、完全なホット ランナー システムを選択してください。
コールド ランナー システムを選択する場合、当社ではリサイクル率を 15% に厳密に制限し、医療グレードの金型に加えて、製品のコンプライアンスを確保するために設計された射出成形金型の使用を制限します。
金型材質:LSRとの適合性検証
耐食性の高い金型鋼をS136または420SSに決定します。 CNC加工高温の金型析出物からの金属イオンの移動を防ぐために真空熱処理が施されているため、製品の生体適合性テストには影響しません。精密射出金型の使用に加え、金型の安全性を確保するために設計射出金型も使用しています。

図 2: 複数のキャビティを備えた金属金型の上に 2 つの精密に作られた透明なプラスチック部品が配置されており、成形プロセスの結果を示しています。
医療グレードの金型に耐熱用途のための特別な表面処理が必要なのはなぜですか?
医療グレードの金型の表面処理は、製品の脱型と品質に重要な役割を果たします。たとえば、表面粗さ Ra > 0.1μmの場合、製品は離型時の損傷を非常に受けやすくなります。
この問題を解決するために、当社では超微細研磨とナノコーティング処理を提供し、離型時の損傷を防ぐだけでなく、製品の歩留まりを向上させます。
表面粗さ Ra 0.05m - なぜそれほど重要なのでしょうか?
医療グレードの金型の表面硬度をHV 2000 以上に高めるために、当社では PVD またはダイヤモンド ライク カーボン コーティングを利用しています。
3,000 回の高温サイクル後も表面の摩擦は低いため、非破壊で型を取り外すことができます。さらに、製品の外観と量産の安定性も確保されます。
コーティングの選択: DLC と CrN
製品特性に基づいて、当社のコーティングの選択は、LSR 射出成形サービスと組み合わせた医療グレードの金型向けのカスタマイズされたソリューションに合わせて選択できます。
離型角度: 幾何学的な補正により付着力を低減
基本的に、深いキャビティやアンダーカットの製品を扱う場合は、金型の脱型角度を高めます。 医療グレードの金型を 1.5°-2° に変更し、エジェクター ピンのレイアウトを再設計して、脱型の抵抗を軽減します。同時に、射出成形金型の構造が最適化され、製品の脱型時の損傷が大幅に軽減されます。
医療グレード金型の表面処理パラメータ表
| 表面処理タイプ | 粗さRa(μm) | 表面硬度 (HV) | 熱サイクル | 摩擦係数 | 該当するシナリオ |
| 従来の研磨 | 0.2 | 800 | 1000 | 0.3 | 一般産業部品 |
| 精密研磨 | 0.1 | 1000 | 2000年 | 0.2 | ハイエンド産業用部品 |
| DLCコーティング | 0.05 | 2000年 | 3000 | 0.08 | 医療用高粘度LSR |
| CrN コーティング | 0.05 | 1800 | 3500 | 0.12 | フロロシリコーン耐摩耗部品 |
| 医療グレードの標準 | ≤0.05 | ≥1500 | ≥3000 | ≤0.1 | 医療用 USP クラス VI |
医療グレードの金型表面処理ソリューションの無料見積もりを入手し、金型加工コスト、納期、品質基準を明確にしてください。
マルチキャビティ LSR 金型製造サービスは品質の一貫性をどのように維持していますか?
マルチキャビティ LSR 金型製造サービスでは、個別のホット ランナーと金型温度バランス システムを採用して、キャビティ間の温度変動を 2°C 以内に制限します。これにより、硬化不足や過剰硬化を回避し、すべてのキャビティにわたって均一な製品性能と量産要件への準拠を保証します。
キャビティ全体で安定した CpK 1.33
32キャビティ/64キャビティのマルチキャビティ金型を量産する場合、各キャビティの圧力と熱分布を同時に解析します。
このようにして、バッチ内の硬度のばらつきが、医療グレードの標準である 2 ショア A になることが保証されます。マルチキャビティLSR金型製作サービスは安定した量産が可能です。
ホットランナーバランシング
独立温調バルブ式ホットランナーを使用することで、キャビティ間の射出圧力や充填率の差を3%以内に抑え、寸法ズレを防ぎます。
多個取りLSR金型製作サービス、新設計の射出成形金型と合わせて、ランナーのバランスを実現できます。
SPCと全数検査の組み合わせ
生産全体を通じて、測定と硬度テストは 2 時間ごとにランダムに行われます。同時に、CpK の変更は SPC によって追跡されます。
非常に重要な部品は光学式選別機を用いて全数検査を行っております。マルチキャビティ LSR 金型製造サービスを LSR 射出成形サービスと組み合わせると、包括的な品質管理と廃棄物の削減が実現します。
JS Precision のケーススタディ: 厚肉 LSR シールの高耐熱性におけるブレークスルー
クライアントの背景
あるヨーロッパの医療機器メーカーはかつて、心臓補助装置用の厚肉 LSR シールを開発するという課題に直面しました。これには、シール性能を維持するために USP クラス VI 認証と134 °C で 2000 回を超える高圧滅菌サイクルが必要でした。
しかし、初期段階ではサプライヤーの技術不足によりプロジェクトが停滞し、コスト超過が発生するというジレンマも発生する可能性があります。
直面した課題
お客様が当初抱えていた問題の上位 3 つは次のとおりです。
厚さ 6 mm の壁の微小孔により滅菌中にシールが破裂し、滅菌後の内径収縮範囲が 0.2 mm で組み立て不良が発生し、非常に高い成形温度により低分子量の析出が発生し、生体適合性テストが不合格でした。
ソリューション
1.通気設計:
当社では、設計射出成形技術を採用して、層状の真空排気システムを作成し、厚肉エリアを -0 まで真空排気することができます。型閉時1MPaで内部気孔を完全に排除し、滅菌時の破裂によるシール不良を防止します。
2.寸法精度:
当社では、精密射出成形金型を使用して収縮率を正確に予測します。オーバーモールド技術とデータベースにより、内径公差ゾーンが0.2mm から 0.05mm に減少し、滅菌後の寸法のドリフトを防止し、組み立て不良の問題を効果的に解決します。
3.成形プロセス:
当社の LSR 射出成形金型サービスには、閉ループ圧力制御システムが組み込まれており、金型温度を 185±2°C に維持するため、最適な点での材料の架橋がロックされます。これにより、過剰な硫化によって生じる沈殿を回避し、製品の生体適合性テストが成功することを保証できます。
4.医療基準:
当社の射出成形金型プロセスは医療製造基準に従って実行され、品質が包括的に保証され、コンポーネントが最高品質であることが保証され、製品がUSP クラス VI 認証に合格するため、認証不合格によるプロジェクトの遅延が回避されます。
最終結果
最終的に、私たちはクライアントが次の 3 つの主要な利点を達成できるよう支援します。
- これらのコンポーネントは細胞毒性がなく、USP クラス VI テストに一発で合格します。
- 134°C で 2,500 回の滅菌サイクル後もシール保持率が 95% を維持できるように支援します。
- 歩留まりが65% から 98% に向上し、 6 週間早く臨床試験を開始できるようになりました。これらは、同様の製品の大量生産のための信頼できるモデルを提供するという当社のパートナーシップの真の価値です。医療用厚肉LSRコンポーネント。
主な課題とソリューションの価値比較表
| チャレンジタイプ | 解決前の欠陥率 | 解決 | 解決後の欠陥率 | コスト削減(%) | サイクルタイムの短縮 (%) |
| 生体適合性 滲出液 | 35% | 流路の最適化 + 精密な温度制御 | 2% | 30 | 40 |
| 厚肉多孔性欠陥 | 40% | 真空脱気+段階保圧 | 1% | 25 | 30 |
| 滅菌の次元ドリフト | 30% | 収縮補償 + 低応力成形 | 1% | 20 | 25 |
| マルチキャビティの一貫性が低い | 25% | ホットランナーバランシング + オンラインモニタリング | 2% | 15 | 20 |
シーリング コンポーネントの図面を送信すると、同じ LSR 射出成形金型のカスタマイズされた量産ソリューションと DFM レポートを無料で受け取ることができます。
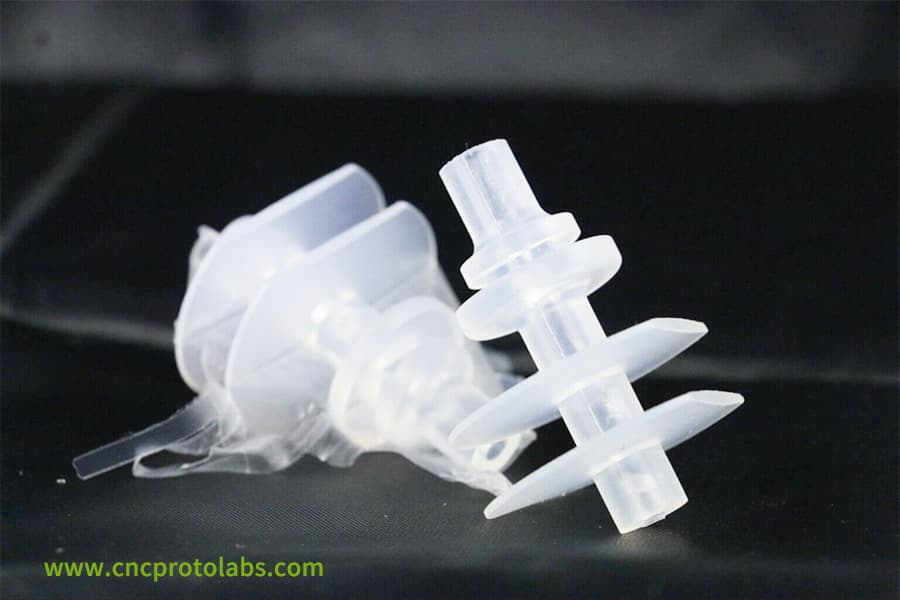
図 3: 医療機器のミキサーまたはインペラと思われる、複雑な螺旋状の透明なプラスチック部品の拡大図。
よくある質問
Q1: LSR 射出成形で達成できる最小肉厚はどれくらいですか?
通常、当社の LSR 射出成形金型の最小肉厚は 0.5 mm です。ただし、このような薄いセクションでは、キャビティを材料で完全に充填するために、非常に高精度の金型と真空補助システムが必要です。
Q2: FDA 承認の LSR 材料を加工できますか?
当社は、FDA 21 CFR 177.2600 および USP クラス VI に準拠したさまざまなプラチナ触媒 LSR 材料を処理することができ、それにより医療および食品との接触基準を満たします。
Q3: 厚肉 LSR 部品の内部硬化が不完全になるのを防ぐにはどうすればよいですか?
段階的な圧力保持と加硫時間を延長し、さらに金型の温度制御を使用することにより、均一な熱伝達を確保し、厚肉 LSR 部品の内部硬化が不完全になることを防ぎます。
Q4: 複数キャビティ金型の各キャビティで一貫した重量を確保するにはどうすればよいですか?
正確にバランスの取れたランナー システム設計とオンライン重量モニタリングの両方により、各キャビティの射出量の偏差を0.5% 以内に維持し、その結果、キャビティの範囲にわたって重量の一貫性が得られます。
Q5: LSR 金型を設計する場合、通常どの程度の収縮率が許容されますか?
通常、LSR 材料の収縮率は2.0% ~ 3.5% の範囲ですが、材料の種類、壁の厚さ、プロセスなどの要因によって異なります。正確な値を得るために、モールドフロー解析結果を提供します。
Q6: 医療グレードの LSR 金型の製造にはどのくらい時間がかかりますか?
一般に、標準的な医療グレードの金型を製造するには 4 ~ 6 週間かかりますが、この期間は金型の複雑さや空洞の数によって異なります。承認プロセスを迅速化するために、DFM レポートを送信します。
Q7: LSR 材料は 200°C の高温用途で硬化しますか?
完全加硫された高級 LSR 材料は非常に安定しており、200℃ での老化後の硬度の変化は最小限です (5 ショア A)。材料が適切に加硫されていない場合、硬度が大幅に増加します。
Q8: LSR コンポーネントの二次オーバーモールディング サービスを提供できますか?
当社では、金属および硬質プラスチック上への LSR の二次オーバーモールドを提供できます。また、合わせ面の設計を適切に行うことで、高い接合強度とシール性を確保しています。
まとめ
生体適合性と耐熱性の二重テストの下で、LSR 射出成形金型の精密設計、厳格な表面処理、およびプロセスパラメータの閉ループ制御を深く統合することによってのみ、真に認定された医療グレードの厚肉コンポーネントを提供することができます。
これは機器の競争だけでなく、エンジニアリングの経験を競うゲームでもあります。
たとえば、要件の高い LSR コンポーネント (厚肉、USP クラス VI、繰り返し滅菌シナリオ) の量産ソリューションをお探しの場合は、私たちに連絡してくださいDFM レポートの場合。
中国に拠点を置く当社のエンジニアリングおよび技術チームは、金型設計から量産までの全プロセスのデータサポートを提供し、技術的および品質上の障壁を克服し、プロジェクトの実施を効果的に導き、収益性を達成できるようにします。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

