

LSR-Spritzgussform bestimmt direkt, ob Produkte strenge Tests in der Forschung und Entwicklung von dickwandigen Silikonkomponenten im medizinischen und High-End-Industriebereich bestehen können.
Wenn Sie fest entschlossen sind, dickwandige Silikonteile herzustellen, die sowohl den Biokompatibilitätstest der USP-Klasse VI bestehen als auch 200 °C standhalten, müssen Sie sich mit drei Hauptproblemen befassen:
Zertifiziertes Silikon wird bestanden, aber Exsudate nach dem Formen sind nicht zulässig. Der Hitzebeständigkeitstest ist bestanden, aber nach der Sterilisation kommt es zu einer Dimensionsverformung der Probe. Herkömmliche Herstellungsverfahren können nicht beide Leistungsanforderungen gleichzeitig erfüllen.
Die oben genannten Probleme können nicht nur zu Projektverzögerungen und Kostenüberschreitungen führen, sondern sogar zum Scheitern der Produkteinführung.
Zusammenfassung der Kernantwort
| Wichtigste Herausforderungen | Kerntechnologielösungen | Erwarteter Wert |
| Konflikt zwischen Biokompatibilität und Hitzebeständigkeit | Optimierung des Formkanals + präzises Temperaturkontrollsystem | Eliminiert das Risiko einer thermischen Zersetzung des Materials und stellt sicher, dass keine Ausscheidungen entstehen. |
| Interne Defekte in dickwandigen Teilen | Vakuumunterstützter Absaugung + abgestufter Druckhalteprozess | Beseitigt Porosität, erreicht eine Dichte von 100 % und erfüllt die Anforderungen an druckbeständige Dichtungen. |
| Dimensionsabweichung aufgrund wiederholter Sterilisation | Vorkompensiertes Schrumpfungsdesign + Formen mit geringer Eigenspannung | Die Maßtoleranz wird nach der Sterilisation mit feuchter Hitze bei 121 °C auf ±0,05 mm kontrolliert . |
| Konsistente Qualität bei mehreren Kavitäten | Heißkanal-Auswuchttechnologie + Online-Viskositätsüberwachung | Gewährleistet einen CpK ≥ 1,33 während der kontinuierlichen Produktion von Formen mit mehreren Kavitäten . |
Wichtige Erkenntnisse
- Es reicht nicht aus, nur die richtigen Materialien auszuwählen:
Auch wenn die verwendeten Materialien zertifiziert biokompatibel sind, kann diese Zertifizierung ungültig werden, wenn die Formprozesse nicht korrekt durchgeführt werden.
- Jeder Aspekt der Form definiert Qualität:
Merkmale wie ein Läuferdesign ohne tote Winkel und sorgfältig behandelte Oberflächen tragen wesentlich zur Hitzebeständigkeit und Langlebigkeit dickwandiger Teile bei.
- Ein datenbasierter Ansatz für stabile Ergebnisse:
Die erfolgreiche Großserienfertigung hochwertiger Mehrkavitätenwerkzeuge setzt einen exakten thermischen Ausgleich der Werkzeuge und eine ständige Prozessüberwachung voraus.
- Die Zusammenarbeit mit Experten ist der schnellste Weg zu:
Für die zeitnahe Produktion komplexer Teile, die den Anforderungen der USP-Klasse VI und der Hitzebeständigkeit entsprechen, kann die gemeinsame Gestaltung von Materialien, Formen und Prozessen nicht genug betont werden.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Bereich LSR-Spritzgussdienstleistungen
Mit mehr als 15 Jahren Erfahrung im Präzisionsspritzguss widmet sich JS Precision der Bewältigung Ihrer Forschungs- und Entwicklungsherausforderungen bei LSR-Spritzgussformen und medizinischen Silikonkomponenten.
Wir haben mehr als 300.000 hochpräzise kundenspezifische Teile hergestellt und über 1.000 Kunden weltweit bedient. Dank unserer Pünktlichkeitsquote von 99,2 % können Sie Projektverzögerungen vermeiden und die Projekte effizient vorantreiben.
Darüber hinaus sind wir nach ISO 9001:2015 zertifiziert Medizinische Qualitätssysteme nach ISO 13485:2016 .
Darüber hinaus erfüllen unsere Konstruktions- und Herstellungsprozesse für Spritzgusswerkzeuge weltweite medizinische Fertigungsstandards und sind vollständig rückverfolgbar. Sie können also sicher sein, dass Compliance-Risiken bei der Massenproduktion medizinischer Komponenten für Sie der Vergangenheit angehören und Sie die Zertifizierung mit jeder Charge bestehen können, ohne sich über Compliance-Probleme Gedanken machen zu müssen.
Wir haben Herstellern medizinischer Geräte in Europa und Nordamerika dabei geholfen, die Probleme der Biokompatibilität und Hitzebeständigkeit dickwandiger LSR-Dichtungen zu lösen und ihnen dabei geholfen , die Ausbeute von 65 % auf 98 % zu steigern und die Zykluszeiten der Massenproduktion um 40 % zu reduzieren .
Unsere Fallstudien aus der Praxis unterstützen Sie dabei, Kosten zu sparen, indem Sie Versuche und Irrtümer reduzieren und schnell die Rentabilität der Massenproduktion erreichen.
Wir haben Schrumpfraten von mehr als 50 verschiedenen LSR-Materialien in unserer Datenbank, die einen breiten Härtebereich von 20–80 Shore A und Wandstärken von 1–10 mm abdecken.
Alle Prozessparameter werden durch DOE-Experimente bestätigt, die Ihnen mit genauen Daten helfen, Verluste durch Nacharbeiten aufgrund von Abweichungen in den Abmessungen zu vermeiden und die Produktionskosten zu kontrollieren.
Unser Technikteam steht Ihnen rund um die Uhr für die Durchführung einer Online-DFM-Analyse zur Verfügung und kann auch Ihre technischen Fragen innerhalb von 15 Minuten beantworten.
Wir begleiten Sie durch alle Phasen vom Entwurf einer Spritzgussform bis zur Auslieferung der Massenproduktion. Auf diese Weise helfen wir Ihnen, Ihre Qualitätsbedenken in Bezug auf medizinische Komponenten auszuräumen und gleichzeitig Ihre Projekte mühelos und einfach voranzutreiben.
Laden Sie jetzt das Whitepaper zur medizinischen Anwendung von LSR-Spritzgussformen herunter und erhalten Sie eine kostenlose, personalisierte grundlegende Prozessberatung und Ratschläge zur Materialauswahl.
Können kundenspezifische Silikonteile die USP-Klasse VI und die 200-°C-Versiegelung bestehen?
Das Geheimnis, ob kundenspezifische Silikonteile diese beiden extrem strengen Standards gleichzeitig erfüllen können, liegt sicherlich in der Kombination aus Materialformulierung und Formungsprozess.
Möchten Sie, dass wir Sie bei der Prozessüberprüfung und der Konstruktion des Spritzgusswerkzeugs unterstützen? Danach erfolgt die prozessübergreifende Konformitätsprüfung gem ISO 10993-1-Standards wird durchgeführt, um den Erfolg der Produktzertifizierung sicherzustellen.
Synergistischer Effekt von Materialformulierung und -prozess
Tatsächlich sind viele Lieferanten nicht in der Lage, gleichzeitig Hitzebeständigkeit und USP-Klasse-VI-Zertifizierung anzubieten, was zu Projektverzögerungen führen kann.
Zur exakten Einstellung der Vulkanisationsparameter führen wir DOE-Experimente durch. Auf diese Weise können Ihre kundenspezifischen Silikonteile auch nach 7 Tagen Wärmealterung bei 200 °C und bestandener biologischer Prüfung 70 % der Zugfestigkeit beibehalten , was das Risiko eines Nichtbestehens der Zertifizierung erheblich senkt.
Überprüfung der Dichtungsleistung
Nach der Formgebung werden alle kundenspezifischen Silikonteile einer Helium-Leckageprüfung unterzogen (Leckagerate 1–10 mbarL/s). Dadurch ist eine zuverlässige Abdichtung auch bei 200 °C gewährleistet. Der unter vollständiger Prozesskontrolle betriebene LSR-Spritzgussservice schließt die Möglichkeit eines Dichtungsversagens aus.
Der Kompromiss zwischen Platinvulkanisierung und Peroxidvulkanisierung
Da die Platinvulkanisierung von LSR keine Nebenproduktausfällung erzeugt, ist sie eine bessere Option für Ihr USP-Klasse-VI-Szenario. Die Peroxidvulkanisierung ist möglicherweise die bessere Wahl , wenn Sie eine höhere Hitzebeständigkeit wünschen, dafür aber einen zweiten Vulkanisierungsschritt benötigen.
Wir unterbreiten Ihnen einen Formulierungsvorschlag, passen die Formendesigns für medizinische Zwecke an Ihre Produktanforderungen an und wählen dann die beste Lösung aus.
Wie überstehen Präzisionsspritzgussformen eine wiederholte Sterilisation?
Durch mehrfache Sterilisationen verursachte Dimensionsänderungen können zu Fehlern bei der Produktmontage führen.
Präzisionsspritzgussformen Sagen Sie die LSR-Schrumpfungsrate genau voraus (2,0 % - 3,5 % nach Sterilisation mit nasser Hitze bei 121 °C), optimieren Sie den Prozess, um interne Spannungen zu reduzieren, und stellen Sie die Stabilität der Produktgröße und die Einhaltung der Erfolgsquote nach der Sterilisation sicher.
Vorhersage von interner Spannung und Schrumpfung
Durch die Simulation interner Spannungen mit hochpräziser Mold-Flow-Software werden die Restspannungen unter 5 MPa kontrolliert.
Darüber hinaus führt die Kombination aus Restspannungsabbau und Dimensionskompensation von Präzisionsspritzgussformen zu einer kritischen Dimensionsänderung von 0,02 mm selbst nach 50 Sterilisationszyklen, wodurch Dimensionsabweichungen vollständig eliminiert werden.
Glühprozess: Nachbehandlung zur Beseitigung innerer Spannungen
Mit dem Ziel, hochpräzise Teile herzustellen, integrieren wir einen zweistündigen Glühprozess bei 150 °C, der Spannungen abbaut, die durch die Ausrichtung des Formteils entstehen.
Diese Maßnahme verbessert die Dimensionsstabilität des Produkts nach der Sterilisation erheblich und garantiert, dass es den medizinischen Präzisionsstandards entspricht, was zu erfolgreichen Abnahmetests führt.
Material- und Prozessabstimmung
Wir unterstützen Sie bei der Konstruktion Ihrer Präzisionsspritzgussform mit unserer nahegelegenen Wissensdatenbank zur Schrumpfungsrate von mehr als 50 LSR-Materialien. LSR-Spritzgussdienste sind außerdem in der Lage, sich gleichzeitig an den besten Prozess anzupassen, wodurch die Zeit für das Probespritzen verkürzt und der Entwicklungszyklus drastisch verkürzt wird.
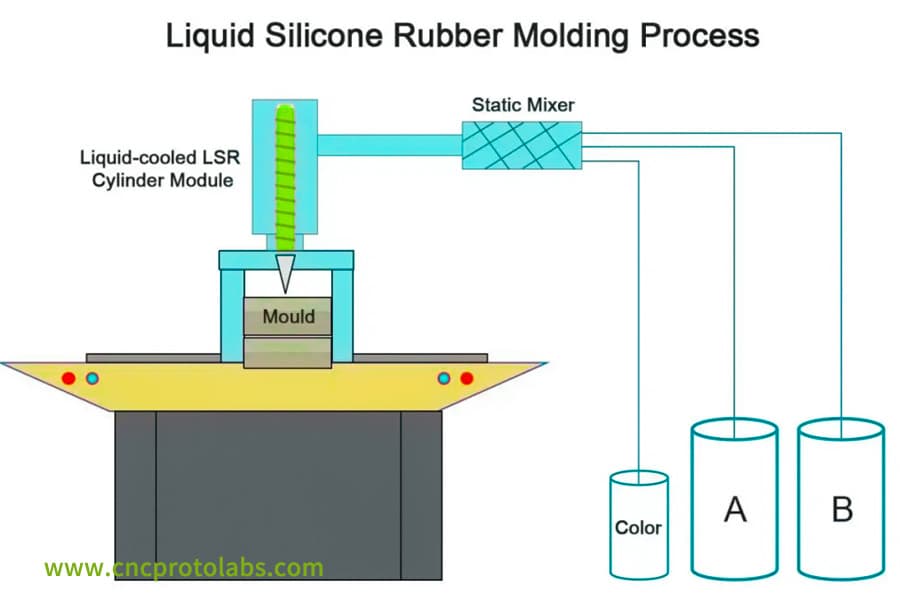
Abbildung 1: Ein technisches Diagramm des Spritzgussverfahrens für Flüssigsilikonkautschuk (LSR), das A/B-Materialzylinder, einen statischen Mischer und die Einspritzung in eine Form zeigt.
Wie gewährleisten LSR-Spritzgussdienstleistungen sowohl Biokompatibilität als auch langfristige thermische Stabilität?
Biokompatibilität und dauerhafte Hitzebeständigkeit sind die Hauptmerkmale medizinischer Produkte.
Im LSR-Spritzgussverfahren werden platinkatalysierte, hochreine Materialien eingesetzt, die zusammen mit einer streng kontrollierten Temperatur die vollständige Vernetzung des Materials und das Fehlen von Ausfällungen von Substanzen mit niedrigem Molekulargewicht gewährleisten können, um die Vorschriften einzuhalten.
Gewährleistete Reinheit vom Material bis zum fertigen Produkt
Unsere LSR-Siliziumbasismaterialien entsprechen dem USP-Klasse-VI-Standard, daher ist die einzige Kontaminationsquelle die Design von Spritzgussformen Stufe, die wir eliminiert haben.
Das Mischen der Materialien erfolgt in einem Reinraum der Klasse 10.000. Unsere Dienstleistungen für LSR-Spritzgussformen sorgen dafür, dass die Reinheitskontrolle jederzeit sehr hoch ist, um sicherzustellen, dass es keine Probleme mit der Biokompatibilitätszertifizierung gibt.
Prozessparameter: Vulkanisationsfenstersteuerung mit Präzision
Die Vulkanisationskurvenanalyse ist unser Instrument zur Bestimmung von Vernetzungsparametern. Durch die Kontrolle der Temperaturschwankungen beim Spritzgießen auf einen Bereich von 2 °C wird eine 100 % vollständige Vulkanisierung des Materials erreicht, ohne dass es zu einer Auslaugung niedermolekularer Stoffe kommt.
LSR-Spritzgussprozessparameter und Leistungskorrespondenz
| Prozessparameter | Vulkanisationstemperatur (°C) | Vulkanisationszeit (s) | Schwankung der Formtemperatur (°C) | Schrumpfungsrate (%) | Exsudatqualität |
| Konventioneller Prozess | 190±5 | 60 | ±5 | 3,5-4,0 | Klasse 3 |
| CNC-Prozess | 185±2 | 90 | ±2 | 2,0-2,5 | Klasse 1 |
| Dickwandig | 180±2 | 120 | ±3 | 2.2-2.8 | Klasse 1 |
| Massenproduktion mit mehreren Kavitäten | 185±2 | 90 | ±2 | 2,0-2,5 | Klasse 1 |
| Medizinischer Standard | 160-200 | 60-150 | ±3 | 2,0-3,5 | ≤ Note 1 |
Reichen Sie Ihre Bauteilspezifikationen ein und erhalten Sie kostenlose maßgeschneiderte Prozesslösungen und Kostenvoranschläge für LSR-Spritzgussdienstleistungen.
Was beinhaltet der LSR-Spritzgussservice für Hitzebeständigkeit in medizinischer Qualität?
Die LSR-Spritzgussdienstleistungen umfassen die folgenden drei Hauptmodule: Auswahl hitzebeständiger Materialien, Entwurf einer thermisch ausgeglichenen Form mit dicken Wänden und Steuerung der Prozesse im geschlossenen Kreislauf. T
Diese bieten umfassende Unterstützung für die Massenproduktion von hitzebeständigen Komponenten in medizinischer Qualität und lösen so das Problem des Ausgleichs zweier Leistungsanforderungen.
Technische Tiefe: Der Formprozess ist eine Leistungsgarantie
Selbst wenn Sie sich für 250 °C-beständige Materialien entscheiden, können Schwankungen der Einspritztemperatur oder eine Verunreinigung der Form dennoch zum Verlust der Zertifizierung führen. Unser Dienstleistungen für LSR-Spritzgussformen Halten Sie die Temperaturabweichungen gering (innerhalb von 2 °C) und minimieren Sie zusammen mit dem Formenbau in medizinischer Qualität die anfänglichen Risiken.
Materialvalidierung: Datenunterstützung zur Wärmealterung
Vor der Massenproduktion werden alle LSR-Materialien einem 168-stündigen Wärmealterungstest bei 200 °C unterzogen, um die Beibehaltung der Zugfestigkeit und Bruchdehnung sicherzustellen. Die LSR-Spritzgussdienstleistungen bieten eine vollständige Materialvalidierung für Ihre kundenspezifischen Silikonteile und verhindern so Risiken aufgrund mangelnder Hitzebeständigkeit.
Beibehaltung einer schwankungsfreien Vulkanisation in dickwandigen Teilen
Bei Teilen mit dickeren Wänden als 5 mm wird unabhängig eine Zonentemperaturregelung verwendet, um den Unterschied in der Formhohlraumtemperatur auf 3 °C zu halten.
Dadurch wird der sehr dickwandige Kern nicht unvollständig vernetzt. Zusätzlich zu den Dienstleistungen zur Herstellung von LSR-Formen mit mehreren Kavitäten wird eine stabile Massenproduktion erreicht und die Effizienz gesteigert.
Wie entwirft man Spritzgussformen ohne Biokompatibilitätsrisiken?
Bei der Konstruktion von Spritzgusswerkzeugen ist es unbedingt erforderlich , ein vollständig thermisches Angusssystem zu verwenden und sicherzustellen, dass keine toten Zonen vorhanden sind.
Hier in unserem Unternehmen können wir Sie dabei unterstützen, Schmelzstagnationszonen zu beseitigen, den LSR-Hochtemperaturabbau zu stoppen, die Migration toxischer Nebenprodukte zu verhindern, die Biokompatibilität des Produkts sicherzustellen und das Scheitern der Zertifizierung zu verhindern.
Null-Stasis-Läufer-Geometrie-Design
Mithilfe der Formflussanalyse passen wir die Angusskanalparameter für einen optimalen Schmelzfluss und eine gleichmäßige Scherwärme bei 200 °C an und eliminieren so jeglichen möglichen Materialabbau durch eine Stagnationszeit von über 30 s, da die Angusskanalkonstruktion von Spritzgussformen in direktem Zusammenhang mit der Bestimmung der biologischen Sicherheit Ihres Produkts steht.
Auswahlstrategie für Kaltläufer vs. Heißläufer
Bei Produkten mit sehr hohen Anforderungen an die Biokompatibilität sollten Sie sich für ein vollständiges Heißkanalsystem entscheiden, um die durch recycelte Läuferköpfe verursachte Kontamination zu beseitigen.
Wenn wir uns für ein Kaltkanalsystem entscheiden, begrenzen wir die Recyclingquote strikt auf 15 % und verwenden neben medizinischen Formen auch Design-Spritzgussformen, um die Produktkonformität sicherzustellen.
Formmaterial: Kompatibilitätsprüfung mit LSR
Wir entscheiden uns für korrosionsbeständigen Formstahl S136 oder 420SS CNC-Bearbeitung und vakuumwärmebehandelt, um die Migration von Metallionen aus Hochtemperatur-Formniederschlägen zu verhindern und somit die Biokompatibilitätsprüfung Ihres Produkts nicht zu beeinträchtigen. Neben der Verwendung von Präzisionsspritzgussformen verwenden wir auch Design-Spritzgussformen, um die Formsicherheit zu gewährleisten.

Abbildung 2: Eine Metallform mit mehreren Kavitäten wird gezeigt, auf der zwei präzisionsgefertigte transparente Kunststoffkomponenten platziert sind, was das Ergebnis des Formprozesses demonstriert.
Warum erfordern medizinische Formen spezielle Oberflächenbehandlungen für hitzebeständige Anwendungen?
Die Oberflächenbehandlung medizinischer Formen spielt eine wesentliche Rolle für die Entformung und die Qualität Ihres Produkts. Wenn beispielsweise die Oberflächenrauheit Ra > 0,1 m ist , sind die Produkte sehr anfällig für Schäden durch Entformung.
Um Abhilfe zu schaffen, bieten wir ultrafeine Polier- und Nanobeschichtungsbehandlungen an, um nicht nur Entformungsschäden zu verhindern, sondern auch die Produktausbeute zu steigern.
Oberflächenrauheit Ra 0,05 m – Warum ist das so wichtig?
Um die Oberflächenhärte medizinischer Formen auf HV 2000 oder sogar darüber hinaus zu erhöhen, greifen wir auf PVD- oder diamantähnliche Kohlenstoffbeschichtungen zurück.
Nach 3000 Hochtemperaturzyklen weist die Oberfläche immer noch eine geringe Reibung auf, was Ihnen dabei helfen kann, eine zerstörungsfreie Entformung zu erreichen. Darüber hinaus gewährleistet es das Erscheinungsbild des Produkts und die Stabilität der Massenproduktion.
Auswahl einer Beschichtung: DLC vs. CrN
Basierend auf den Produkteigenschaften richtet sich unsere Beschichtungsauswahl nach Ihren maßgeschneiderten Lösungen für Formen in medizinischer Qualität in Verbindung mit LSR-Spritzgussdienstleistungen.
Entformungswinkel: Geometrischer Ausgleich für geringere Haftung
Wenn es sich um Produkte mit tiefen Hohlräumen oder Hinterschneidungen handelt, erhöhen wir grundsätzlich den Entformungswinkel Formen in medizinischer Qualität auf 1,5°-2° und gestalten Sie die Anordnung der Auswerferstifte neu, um das Entformen weniger widerstandsfähig zu machen. Gleichzeitig wird der Aufbau von Spritzgussformen optimiert, um Produktentformungsschäden deutlich zu reduzieren.
Parametertabelle für die Oberflächenbehandlung medizinischer Formen
| Art der Oberflächenbehandlung | Rauheit Ra (μm) | Oberflächenhärte (HV) | Wärmezyklen | Reibungskoeffizient | Anwendbare Szenarien |
| Konventionelles Polieren | 0,2 | 800 | 1000 | 0,3 | Allgemeine Industrieteile |
| Präzisionspolieren | 0,1 | 1000 | 2000 | 0,2 | Hochwertige Industrieteile |
| DLC-Beschichtung | 0,05 | 2000 | 3000 | 0,08 | Medizinisches hochviskoses LSR |
| CrN-Beschichtung | 0,05 | 1800 | 3500 | 0,12 | Verschleißfeste Teile aus Fluorsilikon |
| Medizinischer Standard | ≤0,05 | ≥1500 | ≥3000 | ≤0,1 | Medizinische USP-Klasse VI |
Holen Sie sich ein kostenloses Angebot für Oberflächenbehandlungslösungen für Formen in medizinischer Qualität und klären Sie dabei die Verarbeitungskosten, Durchlaufzeiten und Qualitätsstandards der Formen ab.
Wie gewährleisten Produktionsdienstleistungen für LSR-Formen mit mehreren Kavitäten eine gleichbleibende Qualität?
Bei der Herstellung von LSR-Formen mit mehreren Kavitäten werden separate Heißkanäle und ein Temperaturausgleichssystem für die Form eingesetzt, um Temperaturschwankungen zwischen den Kavitäten auf weniger als 2 °C zu begrenzen. Dadurch wird eine Unter- und Überhärtung vermieden und eine gleichmäßige Produktleistung über alle Kavitäten hinweg sowie die Einhaltung der Anforderungen der Massenproduktion sichergestellt.
Stabiler CpK 1,33 in allen Hohlräumen
Beim Einsatz von Mehrfachwerkzeugen mit 32 bzw. 64 Kavitäten für die Massenproduktion analysieren wir gleichzeitig die Druck- und Wärmeverteilung jeder Kavität.
Auf diese Weise wird sichergestellt, dass die Härtevariabilität innerhalb einer Charge 2 Shore A beträgt, was einem medizinischen Qualitätsstandard entspricht. Dienstleistungen zur Herstellung von LSR-Formen mit mehreren Kavitäten ermöglichen eine stabile Massenproduktion.
Ausbalancieren des Heißkanals
Durch den Einsatz unabhängiger, temperaturgesteuerter Ventil-Heißkanäle halten wir den Unterschied im Einspritzdruck und der Füllrate zwischen den Kavitäten innerhalb von 3 % und verhindern so Maßabweichungen.
Dienstleistungen zur Herstellung von LSR-Formen mit mehreren Kavitäten Zusammen mit neu entwickelten Spritzgussformen ist es möglich, einen Läuferausgleich zu erreichen.
SPC kombiniert mit vollständiger Inspektion
Während der gesamten Produktion werden stichprobenartig alle zwei Stunden Messungen und Härteprüfungen durchgeführt. Gleichzeitig werden CpK-Änderungen von SPC verfolgt.
Die besonders wichtigen Teile werden einer 100%igen Vollkontrolle durch den Einsatz optischer Sortiermaschinen unterzogen . Dienstleistungen zur Herstellung von LSR-Formen mit mehreren Kavitäten führen in Kombination mit Dienstleistungen für LSR-Spritzgussformen zu einer umfassenden Qualitätskontrolle und Abfallreduzierung.
Fallstudie von JS Precision: Durchbruch bei der hohen Hitzebeständigkeit dickwandiger LSR-Dichtungen
Kundenhintergrund
Ein europäischer Hersteller medizinischer Geräte stand einst vor der Herausforderung, dickwandige LSR-Dichtungen für Herzunterstützungsgeräte zu entwickeln, die eine USP-Klasse-VI-Zertifizierung und über 2000 Hochdrucksterilisationszyklen bei 134 °C erforderten, um die Dichtungsleistung aufrechtzuerhalten.
Aufgrund unzureichender Technologie des Lieferanten in der Anfangsphase geriet das Projekt jedoch ins Stocken und es kam zu Kostenüberschreitungen, was möglicherweise auch für Sie ein Dilemma darstellt.
Aufgetretene Herausforderungen
Die drei größten Probleme, die der Kunde zu Beginn hatte, sind:
Mikroporen in der 6 mm dicken Wand, die dazu führten, dass die Dichtung während der Sterilisation platzte, ein Bereich der Schrumpfung des Innendurchmessers von 0,2 mm nach der Sterilisation, der zu einem Zusammenbruch der Baugruppe führte, und eine sehr hohe Formungstemperatur führten zu niedermolekularen Ausfällungen, die zu einem Versagen der Biokompatibilitätstests führten.
Lösungen
1.Entlüftungsdesign:
Wir verwenden Design-Spritzgusstechnologie, um ein geschichtetes Vakuum-Entlüftungssystem zu schaffen, sodass der dickwandige Bereich auf -0°C evakuiert werden kann. 1 MPa beim Schließen der Form, wodurch innere Poren vollständig beseitigt werden und ein Versagen der Dichtung durch Bersten während der Sterilisation verhindert wird.
2. Maßgenauigkeit:
Wir verwenden Präzisionsspritzgussformen, um die Schrumpfungsrate genau vorherzusagen, die mit kombiniert wird Overmolding-Technologie und Datenbank reduziert die Toleranzzone des Innendurchmessers von 0,2 mm auf 0,05 mm und verhindert so Dimensionsabweichungen nach der Sterilisation und löst effektiv Probleme bei Montagefehlern.
3. Formprozess:
Unsere Dienstleistungen für LSR-Spritzgussformen umfassen ein geschlossenes Druckkontrollsystem, um die Formtemperatur auf 185 ± 2 °C zu halten und so die Materialvernetzung am besten Punkt zu gewährleisten. Dadurch können Sie Ausfällungen durch Überschwefelung vermeiden und garantieren, dass Ihr Produkt erfolgreich auf Biokompatibilität getestet wird.
4. Medizinische Standards:
Unser Spritzgusswerkzeugprozess wird gemäß den Standards der medizinischen Fertigung durchgeführt und die Qualität wird umfassend garantiert. Es wird sichergestellt, dass die Komponenten von höchster Qualität sind und Ihr Produkt erfolgreich die USP-Klasse-VI-Zertifizierung besteht , wodurch Projektverzögerungen aufgrund von Zertifizierungsfehlern vermieden werden.
Endgültige Ergebnisse
Letztendlich helfen wir unseren Kunden, drei Hauptvorteile zu erzielen:
- Ihre Komponenten bestehen den USP-Klasse-VI-Test beim ersten Versuch ohne Zytotoxizität.
- Wir tragen dazu bei, dass die Dichtungsretentionsrate nach 2500 Sterilisationszyklen bei 134 °C immer noch 95 % beträgt.
- Ihre Ausbeute wird von 65 % auf 98 % erhöht, so dass sie 6 Wochen früher mit klinischen Studien beginnen können. Dies sind die wahren Werte unserer Partnerschaft: Wir bieten Ihnen ein zuverlässiges Modell für die Massenproduktion ähnlicher Produkte medizinische dickwandige LSR-Komponenten .
Vergleichstabelle für Kernherausforderungen und Lösungswerte
| Herausforderungstyp | Fehlerquote vor der Lösung | Lösung | Fehlerquote nach der Lösung | Kostensenkung (%) | Reduzierung der Zykluszeit (%) |
| Biokompatibilität Exsudation | 35 % | Optimierung des Strömungskanals + präzise Temperaturregelung | 2 % | 30 | 40 |
| Dickwandige Porositätsfehler | 40 % | Vakuumentgasung + abgestufte Druckhaltung | 1 % | 25 | 30 |
| Dimensionsdrift bei der Sterilisation | 30 % | Schrumpfungskompensation + spannungsarmes Formen | 1 % | 20 | 25 |
| Schlechte Multi-Cavity-Konsistenz | 25 % | Heißkanalauswuchtung + Online-Überwachung | 2 % | 15 | 20 |
Reichen Sie Ihre Dichtungskomponentenzeichnungen ein, um eine kostenlose maßgeschneiderte Massenproduktionslösung und einen DFM-Bericht für dieselbe LSR-Spritzgussform zu erhalten.
Abbildung 3: Eine Nahaufnahme einer komplexen, spiralförmigen transparenten Kunststoffkomponente, wahrscheinlich ein Mischer oder Laufrad für ein medizinisches Gerät.
FAQs
F1: Was ist die minimale Wandstärke, die Sie beim LSR-Spritzguss erreichen können?
Generell haben unsere LSR-Spritzgussformen eine Mindestwandstärke von 0,5 mm. Solche dünnen Abschnitte erfordern jedoch eine sehr hochpräzise Form und ein vakuumunterstütztes System, um die Kavität vollständig mit dem Material zu füllen.
F2: Können Sie von der FDA zugelassene LSR-Materialien verarbeiten?
Wir sind in der Lage, eine Vielzahl von platinkatalysierten LSR-Materialien zu verarbeiten, die FDA 21 CFR 177.2600 und USP Class VI entsprechen und somit den medizinischen Standards und den Lebensmittelkontaktstandards entsprechen.
F3: Wie kann eine unvollständige innere Aushärtung bei dickwandigen LSR-Teilen vermieden werden?
Durch die stufenweise Druckhaltung und Verlängerung der Vulkanisationszeit sowie die Temperaturkontrolle der Form stellen wir eine gleichmäßige Wärmeübertragung sicher, was wiederum eine unvollständige innere Aushärtung dickwandiger LSR-Teile vermeidet.
F4: Wie kann ein gleichmäßiges Gewicht in jeder Kavität einer Form mit mehreren Kavitäten sichergestellt werden?
Durch ein genau ausgewogenes Angusssystemdesign und eine Online-Gewichtsüberwachung halten wir die Abweichung der Einspritzmenge in jeder Kavität innerhalb von 0,5 %, was zu einer Gewichtskonstanz über eine Reihe von Kavitäten führt.
F5: Welche Schrumpfungsrate ist bei der Konstruktion einer LSR-Form normalerweise zulässig?
Normalerweise liegt die Schrumpfungsrate von LSR-Materialien zwischen 2,0 % und 3,5 % , abhängig von Faktoren wie der Art des Materials, der Dicke der Wände und dem Prozess. Um den genauen Wert zu erhalten, stellen wir die Ergebnisse der Formflussanalyse zur Verfügung.
F6: Wie lange dauert die Herstellung einer LSR-Form für medizinische Zwecke?
Im Allgemeinen dauert die Herstellung von Standardformen für medizinische Zwecke 4 bis 6 Wochen. Dieser Zeitrahmen variiert jedoch je nach Komplexität der Form und Anzahl der Kavitäten. Um Ihren Genehmigungsprozess zu beschleunigen, senden wir Ihnen einen DFM-Bericht.
F7: Wird LSR-Material bei Hochtemperaturanwendungen bei 200 °C aushärten?
Hochwertiges, vollständig vulkanisiertes LSR-Material ist sehr stabil und nach Alterung bei 200 °C ändert sich seine Härte nur minimal (5 Shore A). Wenn das Material nicht richtig vulkanisiert wird, kommt es zu einem deutlichen Härteanstieg.
F8: Können Sie sekundäre Umspritzungsdienste für LSR-Komponenten anbieten?
Wir sind in der Lage, sekundäres Umspritzen von LSR auf Metalle und starre Kunststoffe anzubieten. Außerdem wird auf eine ordnungsgemäße Gestaltung der Passflächen geachtet, sodass eine hohe Verbindungsfestigkeit und Dichtleistung gewährleistet sind.
Zusammenfassung
Bei den doppelten Tests der Biokompatibilität und Hitzebeständigkeit können nur durch eine umfassende Integration des Präzisionsdesigns der LSR-Spritzgussform, einer strengen Oberflächenbehandlung und einer Regelung der Prozessparameter wirklich qualifizierte dickwandige Komponenten in medizinischer Qualität geliefert werden.
Dies ist nicht nur ein Wettbewerb der Ausrüstung, sondern auch ein Spiel der Ingenieurserfahrung.
Wenn Sie beispielsweise nach einer Massenproduktionslösung für LSR-Komponenten mit hohen Anforderungen (dickwandig, USP-Klasse VI, wiederholte Sterilisationsszenarien) suchen, ist dies möglicherweise der Fall Nehmen Sie Kontakt mit uns auf für einen DFM-Bericht.
Unser in China ansässiges Engineering- und Technikteam bietet Ihnen umfassende Prozessdatenunterstützung, angefangen vom Formenentwurf bis zur Massenproduktion , sodass Sie technische und qualitative Barrieren überwinden, die Projektumsetzung effektiv leiten und Rentabilität erzielen können.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

