
射出成形プラスチック部品は、高精度かつ軽量なロボット部品を実現するための中心的な構成要素である。
ロボット工学分野の設計エンジニアであれば、大きなジレンマを認識しているはずです。優れた金属部品は重量が増え、コストも高くなり、開発にも時間がかかりますが、一般的なプラスチック部品は要求される精度や耐久性を満たしていません。
JS Precisionのフルスタック精密射出成形ソリューションを使用すれば、0.02mmの公差と10^7回のサイクル寿命を維持しながら、部品の重量を40%以上削減できます。
同時に、初期開発コストが20~40%削減されるため、これらの課題を容易に克服できるだろう。
コア回答の要約
コアソリューション | 解決 | 主要データ | お客様のメリット |
減量ソリューション | 炭素繊維強化PA66がアルミニウム合金の代替品となる | 体重を40%~55%削減。 | ロボットの動的応答速度を向上させ、負荷圧力を軽減し、機器の柔軟性を高めます。 |
精密保証 | 精密金型パーティング面+収縮補正 | ±0.02mmの公差を安定して達成します。 | 製品の組み立ておよび取り付け手順を削減し、機械全体の精度を向上させ、人件費を削減します。 |
欠陥管理 | 可変金型温度技術+金型流動予変形 | 溶接線がなくなり、強度が30%向上しました。 | ロボット部品の耐用年数を延ばし、メンテナンスの頻度とコストを削減します。 |
コスト最適化 | 金型構造の最適化+金型の組み合わせ | 初期開発コストを20%~40%削減。 | プロジェクト予算を削減し、投資収益率を向上させ、 製品の市場競争力を高める。 |
主なポイント
- 炭素繊維強化エンジニアリングプラスチックへの切り替えにより、ロボット部品の剛性を維持しながら、重量を40%以上削減することが可能になります。これにより、より柔軟で装備しやすい機械の製造が可能になるだけでなく、主力製品の競争力も大幅に向上します。
- 射出成形の精度を0.02mmの公差まで高めるには、塑性流動シミュレーションと事前収縮補正を精密射出成形金型と組み合わせる必要がある。このような金型を用いることで、組立誤差や生産ロスを大幅に削減できる。
- 中国の東莞/深圳から金型を発注すれば、DFM(製造性設計)のフィードバックサイクルを24時間に短縮し、全体的なコストを20~40%削減し、研究開発を加速させ、市場機会を掴むことができます。
射出成形プラスチック部品:JS Precisionのロボット精密ソリューション
JS Precisionは、専門的なスキル、独自のデータ、そして実際の事例を通して、ロボット部品の製造におけるお客様の課題解決を真に支援し、同時に製品の競争力向上にも貢献できるパートナーです。
射出成形金型は、高品質な射出成形プラスチック部品を得るための基礎となる段階を形成する。
JS Precisionは、この分野に精通しており、世界中の50社以上のロボットメーカーに高精度射出成形サービスを提供しています。当社の実績は、皆様にも馴染みのある協働ロボット、産業用ロボット、医療用ロボットなど多岐にわたります。
JS Precisionの製品は、 ISO 13485:2016医療機器品質マネジメントシステム規格に完全に準拠するように設計されており、製品の完全な適合性と信頼性を保証します。
例えば、ヨーロッパのある協働ロボット企業は、あなたと同じような懸念を抱えていました。
接合部品の重量とコストの高さが課題でした。そこで、アルミニウム合金の代わりに当社の炭素繊維強化PA66製法を採用し、精密射出成形金型と組み合わせた結果、各接合部品の重量が45%軽減され、単価も35%削減されました。
供給された部品はISO 9001:2015品質規格の認証を受けています。弊社と提携することで、以下のようなメリットを享受いただけます。
JS Precisionのエンジニアリングチームメンバーは、ロボット射出成形において少なくとも8年以上の豊富な実績を有しています。当社のエンジニアは、お客様の実際のニーズに合わせてオーダーメイドのソリューションを設計できるだけでなく、原材料から金型設計、量産まで、包括的なサービスを提供できます。
こうすることで、生産リスクを最小限に抑え、総コストを削減できるだけでなく、複数のサプライヤーとの調整という煩雑な作業も回避できます。
射出成形プラスチック部品をロボット製品に効率的に適用する方法を知りたい場合は、当社のエンジニアにご連絡ください。無料のプロジェクト評価レポートを作成し、最適なソリューションを迅速にご提案いたします。
射出成形プラスチック部品が現代ロボット工学の基盤となっているのはなぜか?
射出成形されたプラスチック部品は、重量とコストを削減するだけでなく、ロボットの性能を損なうことなく、現代のロボットにおいて重要な役割を果たしている。
射出成形金型は、部品の品質に直接影響を与える主要な要素です。高品質の金型は、精度と堅牢性を保証します。機能統合により、後工程の作業を最大50%削減できるため、生産効率を大幅に向上させることができます。
アルミニウム合金の代わりに炭素繊維強化PA66を使用
金属部品を、曲げ弾性率が15 GPa、密度がわずか1.3 g/cm³である30%炭素繊維強化PA66をベースとしたプラスチックに置き換えることで、アルミニウム合金ADC12(密度2.7 g/cm³)と比較して、関節あたりの重量が大幅に減少し、ロボットの動的応答速度が向上し、通常のプラスチックよりも材料の剛性が20%向上し、製造および輸送コストが削減されます。
機能統合設計によりロボットの組み立て作業が簡素化される
センサー取り付けスロット、ケーブルチャンネル、位置決めクリップを1つの金型に組み込むことで、製造工程において穴あけや溶接が一切不要となり、結果として組み立て時間を30%短縮し、人件費を削減し、完成ロボットの納期を短縮できる。
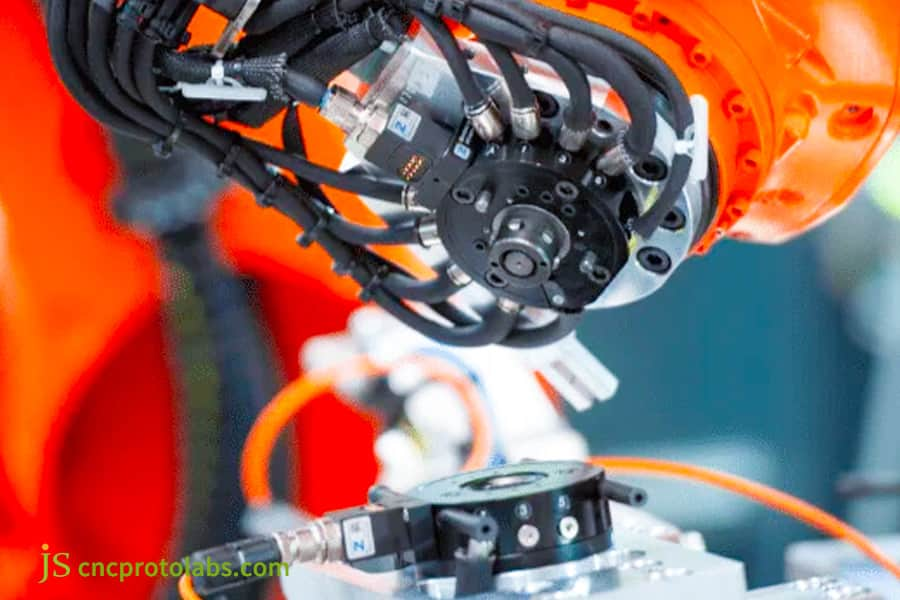
図1:黒いケーブルと銀色のベースを備えたオレンジ色の産業用ロボットアームが産業環境で動作している様子。ロボット工学における現代のプラスチック部品の役割が強調されている。
ロボットアーム用プラスチック製ジョイント部品の高精度を確保するにはどうすればよいでしょうか?
ロボットアームのプラスチック製関節部品は、その動作制御の中核を成すものであり、その精度は性能や市場での評価に大きな影響を与える。
JS Precisionは、高精度射出成形金型の優れた品質に加え、正確なパーティング面設計と材料収縮補正技術を活用することで、部品の円筒度を0.008mmまで常に制御することを可能にし、非常に高い精度基準を満たしています。
精密金型パーティング面ロック、0.02mmの公差を実現
ゼロ度テーパーロックブロックと耐摩耗プレートを採用することで、金型閉鎖時のオフセット制御を0.005mm以下に抑えることができます。HASCO標準の高剛性金型ベースを使用することで、非常に多くの(数百万回の)金型閉鎖サイクル後でも、精度低下がなく、不良品や生産コストを削減できます。
POM/PEEK非線形収縮補償ソリューション
私たちは、POMやPEEKなどの材料の収縮特性を明確にするために、包括的な材料データベースを活用しています。
Moldflowソフトウェアによる成形プロセスのシミュレーションを通じて、収縮変形を正確に相殺し、製品の一貫性と安定性を確保するための3D事前変形補正面を生成します。
これは、洗濯後に服が縮むことを想定して、裁断段階で意図的に大きめのサイズにすることで、洗濯後にちょうど良いサイズになるようにする考え方と似ています。
これにより、成形プラスチック部品の「収縮変形」や寸法精度に関する問題を完全に回避できます。
回転軸受座の円筒度に関する第2次精密加工
射出成形後、ベアリングシートには0.1~0.15mmの予備加工代が設けられます。次に、高精度CNC旋盤で二次加工を行い、0.008mmの真円度を実現します。
最後に、ロール成形プロセスによって表面の微細な孔が覆われるため、製品の耐摩耗性と耐用年数が向上すると同時に、メンテナンスコストも削減されます。
射出成形金型の設計段階において、薄肉ロボットジョイントシェルの反りやウェルドラインを回避するにはどうすればよいか?
厚さが1.2mm未満の薄肉ロボット関節シェルは、射出成形時に反りや溶接線が発生しやすく、製品の外観変化や強度低下につながる。
JS Precisionをご利用いただければ、射出成形金型の設計段階で適切な技術を導入することで、これらの問題を回避し、不良率を最小限に抑えることができると確信していただけます。
遭遇する可能性のある問題 | 適応型ソリューション | 最適化前の問題点 | 最適化後のメリット | コアバリュー |
溶接線 | 可変金型温度技術 | 溶接線の深さは0.05mm、強度保持率は70%であり、これは製品の耐久性に影響を与える。 | 溶接線の深さは0.01mm未満、強度保持率は95%以上であり、品質は規格を満たしている。 | 製品部品の強度と耐用年数を向上させ、アフターサービス時のメンテナンスを削減します。 |
反り | 金型流動事前変形補正 | 平面度は0.25mmであり、これは組み立て精度に影響を与え、二次加工が必要となる。 | 平面度は0.08mm未満であり、二次加工は不要です。 | 製品の組み立て精度を確保し、手順を削減し、コストを削減します。 |
繊維の配向が不均一 | シーケンシャルバルブゲート制御 | 横方向の収縮が不均一だと、製品の寸法が不安定になる。 | 繊維は主応力方向に沿って配列されており、寸法は安定している。 | 製品部品の寸法安定性を向上させ、不良品を削減します。 |
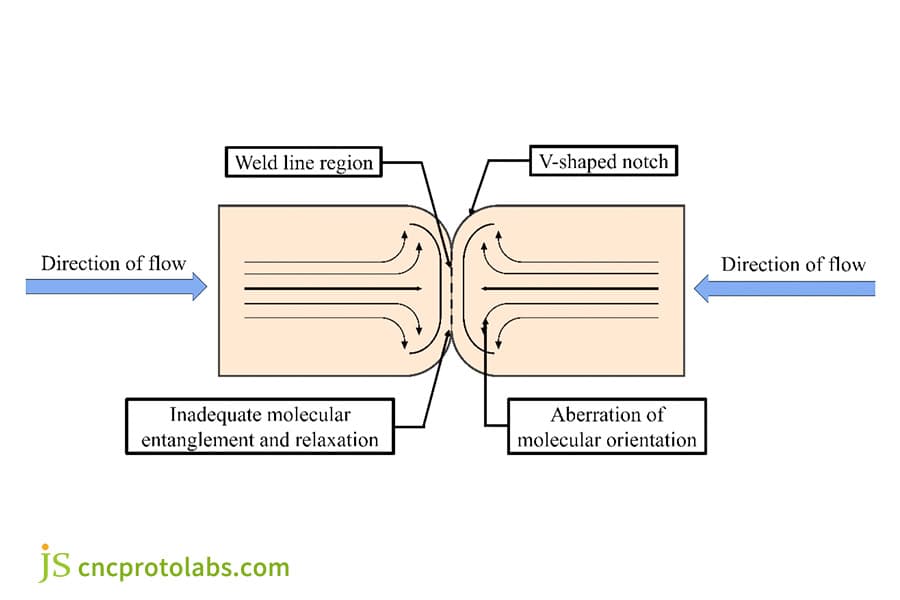
図2:薄肉部品における溶接線(V字型の切り欠き)の形成を示す技術的な概略図。流れの方向や、不十分な絡み合いなどの分子的な問題が示されている。
迅速なロボットプロトタイピングと量産のために、中国製の射出成形金型を調達する理由とは?
中国の深セン/東莞地域の金型産業は、コスト効率、生産性、技術力において卓越しています。この産業の中心地に拠点を置くJS Precision社と提携すれば、中国製の射出成形金型を入手できます。
金型設計に加え、コスト削減、効率向上、生産サイクルの短縮、製品の市場競争力向上といったお客様の主要目標達成を支援するワンストップサービスをご提供いたします。
24時間365日対応のDFM(設計製造性)迅速フィードバックにより、研究開発サイクルを短縮
当社の産業集積地の利点を活用することで、エンジニアリングチームは8時間以内にお客様のモデルレビューに対応できます。1~2キャビティの試作金型の納期はわずか15~20日で、業界平均より30%も短縮できるため、研究開発のスピードアップと市場機会の獲得に貢献します。
ワンストップのフルチェーン技術サポート
JS Precisionは、金型製造、射出成形、表面仕上げの全工程を社内で完結できるため、外部との調整が不要となり、調整コストを削減できます。
同時に、さまざまなニーズに対応するため、マット塗装やEMI電磁シールドなどの処理サービスも提供可能です。
金型構造の最適化により、開発コストを削減
インサート式金型コア設計に変更するだけで、高価な金型鋼材の使用量を30%削減できます。少量生産の試作品には、7075-T6グレードのアルミニウム金型を使用することで、通常の鋼製金型と比較して金型コストを40%~60%削減し、初期投資を大幅に抑えることができます。
金型タイプ | ご注文数量に応じて適用されます | 金型鋼 | 金型費用範囲(米ドル) | お客様にとってのコスト削減率 |
アルミ金型 | 500~2,000個 | 7075-T6 | 800~1,500 | 40%~60% |
普通鋼型 | 2,000~10,000個 | P20 | 2,000~5,000 | 0% |
精密鋼製金型 | 10,000個以上 | S136 | 5,000~12,000 | - |
鋼製金型を挿入する | 5,000個以上 | S136+P20 | 3,500~8,000 | 20%~30% |
中国製射出成形金型の詳細なコスト計算をご希望の場合は、ご注文数量と製品要件をお知らせください。予算削減とプロジェクト投資の正確な管理を支援するため、無料のコスト計算サービスを提供いたします。

図3:工場内の自動射出成形生産ライン。コンベア上には多数の赤いロボット部品が並び、大量生産能力を示している。
ロボットアームのプラスチック製関節部品における3つの主要な故障原因を解消するには?
ロボットアームのプラスチック製関節部品を長期間使用すると、シャフト穴の摩耗、スナップフィットの破損、粉塵の侵入という3つの主要な故障問題が発生する可能性があります。
これらの問題はロボットの動作を妨げるだけでなく、メンテナンスコストの増加にもつながります。JS Precisionは、これらの問題を完全に解消するための具体的なソリューションを提供できます。
シャフト穴の摩耗 → 金型内埋め込み型自己潤滑材
インサート成形技術を用いることで、POM+PTFE製の自己潤滑ブッシュをシャフト穴内に配置することができ、その結果、動摩擦係数を0.10まで、摩耗率を90%まで大幅に低減することができた。
10^6回転後でも、クリアランスの増加は0.02mm未満にとどまっており、部品の寿命延長に貢献している。
スナップフィット式で破損しにくい → ゲート位置の最適化と角丸デザイン
スナップフィット式本体の中央ゲートの位置は、応力集中領域における溶接線の形成を回避するように設計されている。
同時に、スナップフィットの根元半径を0.5mmに変更することで、応力集中係数が1.5に低下し、スナップフィットの破損問題が完全に解消されるとともに、組み立ての安定性も向上します。
粉塵侵入防止 → ラビリンス型シーリング溝+二次射出成形シリコーン
金型キャビティには幅0.3mmのラビリンス状のシーリング溝が設けられており、2K成形二次射出シリコーンリップと組み合わせることで、製品のIP54保護等級を実現しています。これにより、接合部への粉塵の侵入を効果的に防ぎ、内部構造の摩耗を防止します。
シリコン成形部品は、協働ロボットのグリッパーにどのような独自の利点をもたらすのでしょうか?
協働ロボットのグリッパーは、柔軟性、安全性、互換性を両立させる必要があるため、 シリコーン成形部品が設計の中心的な要素となる。
JS Precisionは、これらの部品を硬質プラスチックと一体成形する2K成形技術を採用しています。この方法により、柔軟性を確保しつつ、構造的な安定性を維持し、国際的な安全基準を満たすことができます。
液状シリコーンゴム(LSR)は、柔軟な触覚センシングを可能にする。
LSRの硬度はショアA硬度20から80まで容易に調整可能です。導電性カーボンブラックを添加することで、パネルをピエゾ抵抗センサとして製造できます。壊れやすい物体をしっかりと把持するためには、接触力を2~5Nの範囲で精密に制御する必要があり、これにより安定した損傷のない把持が可能になります。
二色射出成形はシリコーン層の剥離を防ぐのに役立ちます
2K成形による2色射出成形プロセスは、LSRと硬質PC/ABS樹脂との良好な接着を実現するだけでなく、8N/mmという剥離強度も達成します。これは、従来の接着プロセスに比べて4倍高い値です。
これは画期的な技術であり、シリコン層の剥離を完全に排除することで、グリッパーの寿命を延ばすことができる。
医療グレードのシリコーンが安全基準を満たす
当社が推奨する材料は、 ISO 10993-5の細胞毒性試験に合格し、USPクラスVIの認証を受けた白金触媒LSRです。このような医療グレードのシリコーンは、手術用ロボット、リハビリ用外骨格、その他の皮膚接触部品への使用に完全に安全です。
シリコン成形部品を協働ロボットのグリッパーに適合させる方法については、製品ニーズに正確に適合させるための詳細なパラメータと適合ソリューションが記載された「シリコン部品アプリケーションマニュアル」をダウンロードしてください。
射出成形の見積もりを分析して、プロジェクトの完全な透明性を確保するにはどうすればよいでしょうか?
射出成形プラスチック部品を購入する際、見積もりを誤るとコストの罠に陥りやすいものです。射出成形の見積もりを分析する技術を習得することは、コスト管理において非常に有効です。JS Precisionは、プロフェッショナルな見積もり分析方法を皆様にご提供いたします。
見積もりにおける鉄鋼格下げと過大評価されたサイクルを見抜くスキル
射出成形の見積もりを分析する際には、一般的な説明ではなく、金型鋼の種類(S136H、NAK80など)を明確に指定することが絶対に必要です。
同時に、鋼材のグレードダウンやサイクルタイムの延長による価格上昇を防ぐために、射出成形サイクルに関する情報を入手する必要があります。
家庭でできるカビ:小ロット生産のコスト削減に効果的な方法
同一シリーズのロボットアーム用プラスチック製ジョイント部品が3~5種類必要な場合、それらを1つのファミリーモールドに統合して製造することができます。この金型コスト分散方式により、単価を25~35%削減でき、年間1万~5万個の小ロット生産に適しています。
迅速な見積もりを得るための一般的な方法
正確な射出成形見積もりを取得するには、3Dステップファイル、樹脂グレード、年間推定生産量、表面処理グレードの4つの主要情報をお送りいただくだけです。JS Precisionは、4営業時間以内に概算見積もりをお届けすることをお約束します。
JS Precision社事例研究:協働ロボットにおける関節アーム部品の最適化
本事例研究は、北米の協働ロボットメーカーに対し、関節アーム部品の最適化サービスを提供した事例に焦点を当てています。当社のソリューションは、重量、高コスト、精度不足といった同社の課題を解決しただけでなく、大幅なコスト削減と効率向上も実現しました。
直面した問題
顧客が当初使用していたアルミニウム合金製の関節式アームは重量が320グラムで、耐荷重が制限されていた上、要求される公差は0.015mmだった。
アルミニウム合金のCNC加工コストは1個あたり18.50ドルで、顧客の年間需要は8,000個であったため、非常に高い生産コストが発生し、長期的に製品の競争力に悪影響を及ぼした。
解決
私たちは、クライアントが抱えている主要な問題点を突き止め、的を絞ったアプローチを考案しました。
1. 材料の代替:
密度1.32g/cm³、曲げ弾性率14.5GPaの炭素繊維30%強化PA66(東レトレリナA515)は、顧客の剛性要件を完全に満たしています。
2. 金型の作成:
精密射出成形金型は2つのキャビティで製造されています。金型のコアはS136鋼を熱処理してHRC52に仕上げており、パーティング面の精度は0.005mmで、部品の精度を保証します。
3. プロセスの微調整:
Moldflow解析により収縮補正(流動方向で0.15%、垂直方向で0.65%)を確認し、部品の変形を防ぐためにキャビティの事前変形処理を行った。
同時に、炭素繊維の均一な配向を確保し、部品の寸法安定性を向上させるために、ゲートの位置を変更した。
最終結果
- 新設計の部品は質量が185グラムで、従来比42%軽量化されており、ロボットの積載能力と動的応答速度が大幅に向上している。
- 1個あたりの価格が12.0ドルに引き下げられ、これは35%の値下げとなり、顧客にとって年間52,000ドルの節約につながる。
- 寸法は0.015mmの公差内に収まっていることが確認され、回転軸の円筒度は0.007mmであり、顧客の期待をはるかに上回る性能レベルとなっている。
- 金型製造のリードタイムはわずか28日で、最初のサンプルは初回の試作で成形試験に使用できる状態になったため、顧客の研究開発サイクルは大幅に短縮された。
- お客様は結果に大変満足され、既に5万台の量産発注をされました。これは、当社のソリューションがいかに価値のあるものであるかを完璧に示しています。
学んだ教訓と失敗
まず、ゲート設計の誤りにより、炭素繊維の配列に異常が生じ、円筒度偏差が0.025mmとなった。
その後、ゲートの位置を直ちに変更し、シーケンスバルブ制御を組み込んで繊維を軸に沿って配置することで、円筒度を0.007mmまで低減し、精度要件を満たしました。
- 主な洞察:
ガラス繊維強化材料のゲート位置における繊維配向は、寸法安定性に直接影響します。 射出成形金型の設計段階では、設計を最適化し、試行錯誤によるコストを削減し、プロジェクト効率を向上させるために、Moldflow解析を使用する必要があります。
お客様からのフィードバック:
「JS Precision社はDFMレポートを通じて、設計上のミスを正確に特定してくれました。納品された部品には欠陥が一切なく、工場で修正を加える必要もありませんでした。」
さらに、JS Precision社は当社の製品の重量を驚異的なレベルまで軽量化することに成功し、結果として生産コストを削減できたため、当社の製品は市場で非常に競争力のあるものとなりました。」— ロボット会社の購買部長
「私たちの新しいアプローチは、製品重量の大幅な削減を実現しただけでなく、金型の品質も驚くほど向上させました。数百万個のサンプルを製造した後でも、金型に変化は見られませんでした。この品質のおかげで、メンテナンスコストと生産材料の使用量を大幅に削減することができました。」— プロジェクト主任エンジニア
ロボットアーム部品において、重量過多、高コスト、精度不足といった課題に直面している場合は、部品の3D図面と要件をご提供いただければ、お客様のプロジェクト目標に正確に合致した同様の最適化ソリューションを無料で作成し、コスト削減と効率向上を支援いたします。

図4:協働ロボットのエンドエフェクタ。青色のテクスチャ加工されたシリコン製の指が、不規則な形状の物体をしっかりと掴んでおり、柔軟性と確実な操作性を示している。
よくある質問
Q1:射出成形されたロボット部品は、アルミニウム合金と同等の剛性を持つことができますか?
もちろんです。炭素繊維を30~40%強化したPA66を選択すれば、14~20GPaの曲げ弾性率を実現しながら、部品重量を40%以上削減でき、ロボット部品の剛性要件を完全に満たすことができます。
Q2:正確な射出成形金型を作るにはどれくらいの時間がかかりますか?
試作金型(1~2キャビティ)は15~20日、量産金型(4~8キャビティ)は25~35日かかります。お客様の緊急性を考慮し、スケジュールに間に合うよう、効率化を図るための様々な方法を試みます。
Q3:最低注文数量(MOQ)は何台必要ですか?
最低注文数量はございません。テスト用の試作品サンプルを50~200個製作することも可能です。単価を抑えるには、 2,000個以上のロットでのご注文をお勧めします。
Q4:金型にかかる費用はどれくらいになりますか?
試作用アルミ金型は概ね800ドルから1,500ドル程度ですが、複雑な量産用鋼製金型(4キャビティ)は5,000ドルから12,000ドル程度かかります。図面や要件によっては具体的な費用が算出される場合があり、それによって予算管理をより正確に行うことができます。
Q5:金型の中に金属製のねじ山やブッシングを入れることはできますか?
実際、当社のインサート成形技術は高度なレベルに達しており、位置決め精度は0.03mmです。お客様の組立用途に合わせて、銅製ナットやステンレス鋼製ブッシングを埋め込むことが可能です。
Q6:ガラス繊維が露出して表面が粗くなるのを防ぐにはどうすればよいですか?
当社の方法は、急速冷却・加熱温度制御技術を用いてガラス繊維を樹脂で完全に包み込むことで、繊維が露出するのを防ぎます。さらに、滑らかな表面を実現し、製品の外観を向上させます。
Q7:LSRシリコーン部品の最小厚さはどれくらいですか?
液状シリコーンは、厚さ0.5mmのフィルムを確実に形成できるため、ロボットのフレキシブルセンサー、シーリングリップ、その他の部品に適しており、協働ロボットに必要な柔軟性を提供します。
Q8:中国から金型を輸入する場合、支払うべき輸入関税額はどのように確認できますか?
金型のHSコードは8480.41です。ほとんどの国における輸入関税率は0%から4.9%です。弊社では、正確な関税額を計算し、コスト計画を的確に立てるための情報を提供いたします。
まとめ
ロボットメーカーが重量、精度、コストの限界を突破するための主な戦略は、高品質の射出成形金型と科学的な射出成形ソリューションを活用することである。
JS Precisionは、ロボット向け精密射出成形を専門とする企業の1つであり、0.02mmの公差と長期安定性を維持しながら、品質重量を40%削減し、初期コストを20~40%削減することが可能です。
ロボット関節部品の3D図面を弊社の公式チャンネルを通じて共有していただければ、48時間以内に無料のDFM解析と正確な見積もりをご提供いたします。これにより、試作品から量産への迅速な移行を支援し、市場機会を捉えるための時間を稼ぐことができます。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

