

射出成形されたプラスチック部品は、医療機器製造において不可欠なコアキャリアです。しかし、製造工程において、設定された公差からわずか数ミクロン以内の誤差でも組み立て不良につながる可能性があり、さらに規制上のリスクや安全上の危険性も伴います。
非常に厳格な国際規制環境において、究極の成功を収めるためには、0.01mmの精度を達成し、ISO 13485品質システムに基づいて運用できるパートナーが不可欠です。
JS Precisionは、世界中の医療関連顧客に高品質で精密な射出成形ソリューションを提供することに尽力しています。経験豊富なプラスチック射出成形金型製造設備により、精度、コンプライアンス、コストといった顧客の根本的な課題を解決できます。
コアアンサーの概要
コアディメンション | 主要ソリューション | コアバリュー |
|---|---|---|
精密制御 | ±0.01mmレベルのプラスチック射出成形金型 | 医療機器部品の組み立てにおける欠陥をゼロに抑え、製品の手直しコストを削減します。 |
コンプライアンス | ISO 13485認証取得済みの生産システム | FDA/CE認証プロセスを簡素化し、コンプライアンスリスクを低減します。 |
コスト最適化 | 早期介入(ESI)とDFM設計 | 金型の再加工率を30%以上削減し、長期的な投資コストを低減します。 |
材料用途 | 高性能ポリマーおよびHDPE射出成形 | 様々なレベルの生体適合性および滅菌要件を満たし、多様なシナリオに対応します。 |
主なポイント
- 準拠基準: ISO 13485は、医療用射出成形サービスにおける最低限の基準であり、顧客の製品を世界市場に展開するための手段です。
- 技術的専門知識: Moldflow解析とコンフォーマル冷却技術により、0.01mmの公差で製品の精度と安定性を確保できます。
- リスク予防:適切なタイミングでDFM(製造性設計)を実施することで、製造上の欠陥のほぼ95%を検出でき、その結果、開発サイクルが20%短縮され、時間とコストが削減されます。
- 汎用性:当社は、さまざまな医療現場で使用できるHDPEおよび高性能PEEK材料の収縮制御技術を豊富に備えています。
射出成形プラスチック部品:JS Precisionによる医療グレードの精密製造
医療機器の安全性と市場競争力は、射出成形プラスチック部品の精度と一貫性によって根本的に左右されます。だからこそ、JS Precisionは医療用射出成形分野に深く携わり、この分野でお客様をサポートする準備ができているのです。
医療グレードの射出成形に特化した企業であるJS Precisionは、0.005mmの公差でプラスチック射出成形金型の製造サービスを提供できます。また、成形後の製品の精度は0.01mm以内を確実に維持できるため、医療機器に対するミクロンレベルの公差要求を完全に満たすことができます。
JS Precisionは、ISO 13485:2016およびFDA 21 CFR Part 820規格への強いコミットメントを持っています。原材料から最終製品まで、プロセス全体を完全に管理することで、お客様のコンプライアンスリスクを低減し、製品の品質を保証します。
JS Precisionをお選びいただくことで、業界平均をはるかに上回るサービス保証が得られ、生産リスクとコストの削減に貢献します。Moldflowの金型流動解析を活用することで、製品の収縮や反りなどの欠陥を未然に防ぐことができます。
JS Precisionは金型製作に高性能鋼材であるS136を採用しています。この鋼材は、数百万回の成形サイクル後でも寸法安定性を維持するだけでなく、金型交換にかかる投資を大幅に削減します。
JS Precision社は、ある欧州の医療機器メーカーのインスリンポンプ筐体プロジェクトにおいて、プラスチック射出成形用金型および射出成形プロセスの設計と性能を改善しました。
当社の取り組みにより、16キャビティ金型の寸法変動を0.05mmから0.015mm以内に抑え、不良率を8%から0.2%に削減することに成功しました。これにより、お客様にも同様のコスト削減と歩留まり向上を実現していただけます。
JS Precisionは、医療用射出成形において長い歴史を持ち、診断機器、埋め込み型医療機器、医療用包装材など、世界中の50社以上の医療関連企業を顧客としています。
当社の射出成形プラスチック部品は、生体適合性試験済みであり、複数の滅菌方法にも対応しているため、追加投資なしで様々な使用シナリオの要件を満たすことができます。
医療グレードの射出成形プラスチック部品の精度と適合性でお困りの場合は、JS Precisionのエンジニアリングチームにご連絡ください。プロジェクトの実現可能性とコスト予算を迅速に明確にするための、無料のカスタマイズされたDFM分析レポートをご提供いたします。
ISO 13485認証は、医療用射出成形企業にとってなぜ重要なのでしょうか?
ISO 13485認証は、世界の医療市場に参入する医療用射出成形企業にとって不可欠であり、品質の安定性を保証する中核的な要素であり、FDAやCEマークの監査を受ける可能性を低減するのに役立ちます。
JS Precisionは認証企業として、顧客にコンプライアンスソリューションを提供するために、規格および公式のISO 13485:2016規格を厳格に遵守しています。
このシステムにより、生産コンプライアンス管理への追加投資が不要になるため、顧客は研究開発活動により多くのリソースを割り当てることができ、監査不合格のリスクを低減できます。
完全なトレーサビリティとリスク管理
JS Precisionは、IQ/OQ/PQ機器試験とDHR記録システムを組み合わせることで、事業運営全体における完全なトレーサビリティを実現しています。
このシステムは、射出成形プラスチック部品の各バッチごとに固有の記録を作成するため、1時間以内に根本原因を特定できます。このプロセスにより、顧客は監査をより容易に管理できるだけでなく、品質管理の取り組みも強化できます。
このシステムは、各生産バッチに対して、原材料から完成品までのすべての加工工程を示す完全な記録を提供するため、問題発生時の根本原因の特定に役立ちます。
クリーンルーム管理と生物学的安全性
医療グレードの射出成形プラスチック部品は、製造環境に対して極めて高い要求水準が求められる。
JS Precision社は、温度23±2℃、湿度50±5%に制御されたクラス10,000のクリーンルームを使用しており、微細な粉塵汚染を除去し製品の生物学的安全性を維持するために、定期的な検査を受ける空気ろ過システムを備えています。
JS PrecisionのISO 13485認証に関する詳細なプロセスと管理基準について詳しく知りたい場合は、無料のホワイトペーパーをダウンロードして、医療用射出成形会社にとって重要なコンプライアンスポイントを素早く把握することができます。

図1:自動化された機械(NEX110III、NEX120)と防護服を着用した技術者が、ISO 13485規格に準拠した管理された生産条件を実証している、近代的で清潔な射出成形工場。
マイクロメートルレベルの医療精度を実現するために、プラスチック射出成形金型を最適化するにはどうすればよいでしょうか?
プラスチック射出成形金型の品質は、基本的に射出成形プラスチック部品で達成できる最大精度を決定する。
JS Precisionは、S136鋼、精密CNC加工、金型流動解析技術を採用し、金型の公差を0.01mmに抑えることで、高い精度を確保すると同時に、金型の寿命を延ばし、顧客にとってのコストを削減しています。
収縮と反り防止のための金型流動解析
プラスチック射出成形金型の設計プロセスにおいて、JS PrecisionはMoldflowを用いて120MPaの圧力下での溶融挙動をシミュレーションし、ゲートの位置、サイズ、数を変更することで、収縮や反りを回避し、製品の寸法精度を高く維持しています。
例えば、水の流れ経路をあらかじめ描いておき、行き止まりや閉塞を防ぐようなものです。そのため、水(溶融物)はあらゆる隅々まで均等に流れ、水の滞留(製品の欠陥に相当)は発生しません。
高硬度ステンレス鋼と長寿命の金型メンテナンス
当社では、プラスチック射出成形用金型に硬度HRC48~52のS136ステンレス鋼を採用しています。この鋼材は耐腐食性、耐摩耗性に優れているだけでなく、数百万回の成形サイクルにも耐えることができます。さらに、金型交換コストの削減に役立つ包括的な金型メンテナンスシステムもお客様にご提供しています。
金型鋼タイプ | 硬度(HRC) | 耐腐食性 | 耐用年数(10,000サイクル) | 適合材料 |
|---|---|---|---|---|
S136 | 48-52 | 素晴らしい | 500以上 | PEEK、PC、HDPE |
H13 | 45-48 | 良い | 300~500 | PC/ABS、PP |
P20 | 30~35 | 一般的な | 100~300 | 一般的な医療用PP |
SUS420 | 50~55 | 素晴らしい | 600以上 | 腐食性医療用プラスチック |
複雑な部品の射出成形における課題に直面した際に、構造強度と密閉性を確保するにはどうすればよいでしょうか?
医療機器部品は小型化が進み、より高い強度が求められるようになった。これは、部品の設計を複雑化させただけでなく、 部品の射出成形金型の製造面にも影響を与えている。
JS Precisionは、最新の射出成形技術と精密インサート技術を用いて、充填と密封に関する課題を革新的に解決します。これにより、顧客は製品の不良率を削減し、市場での競争力を高めることができます。
薄肉成形と圧力バランス調整
部品の肉厚が0.5mm未満の場合、JS Precisionは150~180MPaの高圧と50~80mm/sの高速射出成形を採用します。
さらに、射出成形パラメータは、均一に溶融樹脂が充填されるように保持圧力と金型温度とのバランスが取られ、脆性や変形した部品の発生を防ぎ、部品の構造強度を明確にします。
インサート成形品の信頼性評価
JS Precisionは、射出成形金型の設計段階における構造設計を最大限に活用し、金属インサートと基材間の接合強度を2倍に高めています。引張試験により、500Nを超える接合強度が保証され、インサートの脱落を防ぎ、医療機器の安全性を確保します。

図2:作業台の上で、小さくて複雑な金属とプラスチックの部品を丁寧に組み立てている手のクローズアップ。複雑な医療機器の組み立てに必要な精度を示している。
医療機器の製造において、HDPE射出成形はどのような場合に最適な選択肢となるのか?
HDPEは、その優れた化学的安定性と極めて低い吸水率により、近年、医療用包装分野で注目を集めている。医療用射出成形の中でも、 HDPE射出成形は主要な方向性のひとつと言えるだろう。
JS Precisionは、正確な収縮補正と金型温度制御により、 1.5%~3.0%という高い収縮率の問題を解決し、量産における寸法の一貫性を確保するだけでなく、顧客製品のコスト効率も向上させました。
生体適合性用途におけるHDPEの利点
HDPEは生体適合性に関するISO 10993規格を満たしています。無毒性、非刺激性、耐薬品性、そして優れた耐衝撃性を備えているため、診断機器や医療機器、医療用包装材の製造において最も一般的な材料となっています。
JS Precision社の医療グレードHDPEは、生体適合性試験に合格しており、生産現場での使用準備が整っています。
高結晶性材料における寸法変動の制御
HDPEの高い結晶化度は、寸法安定性の低さの一因です。JS Precisionは2段階の保持圧力曲線を採用しています。
第1段階では、圧力を100~120MPaで5~8秒間保持し、第2段階では、圧力を60~80MPaで3~5秒間保持します。その結果、均一な結晶化が実現し、寸法の偏差を0.02mm以内に制御できます。
HDPE射出成形パラメータ | パラメータ範囲 | 関数 | 寸法偏差制御効果 | 適用可能な製品タイプ |
|---|---|---|---|---|
噴射温度 | 180~220℃ | HDPEの完全な溶融を保証します | ±0.02mm | 医療用包装ボトル |
射出圧力 | 80~120MPa | 完全な溶融充填を保証します | ±0.015mm | 使い捨て採血管 |
金型温度 | 40~60℃ | 結晶化速度を制御する | ±0.02mm | 診断機器ハウジング |
保持時間 | 8~12歳 | 冷却収縮を低減します | ±0.01mm | 高精度医療用アクセサリー |
お客様の製品がHDPE射出成形に適しているかどうかご不明な場合は、製品図面をご提出いただければ、JS Precisionが無料で材料適合性分析と製造コスト計算を提供いたします。
DFM(設計製造性)の経験を持つ医療用プラスチック部品メーカーを選ぶべき理由とは?
DFM(製造性設計)の経験を持つ医療用プラスチック部品メーカーは、顧客のプロジェクトリスクを軽減できます。
例えば、JS Precisionは設計段階の早い段階から介入し、抜き勾配やパーティング面を改善するためのDFM解析を提供しています。このアプローチにより、顧客は金型コストを15~30%削減し、反復作業を減らし、サイクルタイムを短縮できるというメリットを享受できます。
再作業率の低下における早期介入(ESI)の役割
JS Precisionのチームメンバーは、射出成形プラスチック部品の製造要件を反映したDFMレポートを作成するため、作業の初期段階から積極的に取り組みます。
このようにして、設計上の問題点が特定され、建設的に解決されることで、金型の手直し率が30%以上削減され、開発サイクルが20%短縮され、製品の発売が迅速化される。
滅菌環境における材料選定に関する指針
JS Precisionは、顧客の滅菌要件に基づいて、PEEK、PC、PPSUなどのさまざまな材料の性能を検討します。 134℃の高圧蒸気またはガンマ線照射にかけ、材料の滅菌不足による製品の損傷を防ぐための適切な材料を提案する。
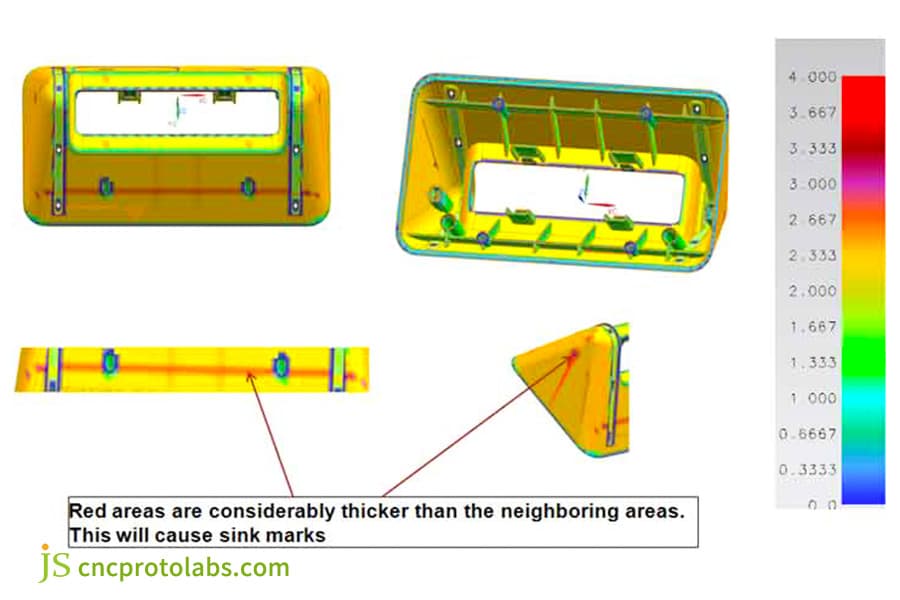
図3:色分けされたDFM(製造性設計)分析図。黄色のプラスチック部品において、肉厚が過剰(赤色で表示)なためにヒケが発生する箇所を強調表示している。これは部品設計を最適化する上で重要なステップである。
ISO 13485認証取得済みの射出成形プラスチック部品サービスを選ぶ理由とは?
ISO 13485認証取得済みの射出成形プラスチック部品サービスは、透明性と安全性を確保したサプライチェーンを実現します。JS Precisionは、試作品製作から量産まで、あらゆるサービスを提供し、科学的な射出成形技術によって製品品質を保証するとともに、お客様のプロジェクト効率向上に貢献するワンストップソリューションを提供します。
安定した大量生産
JS Precisionは、数百万件もの注文を受けながらも、リアルタイム監視、1時間ごとのサンプリング検査、迅速なパラメータ変更などにより、 Cpk > 1.33という高いプロセス能力を維持しています。これにより、射出成形プラスチック部品の各バッチにおける精度が一貫していることを保証し、顧客の市場ニーズへの対応を支援しています。
設計から組み立てまで、包括的なソリューションを提供します。
JS Precisionの射出成形プラスチック部品サービスには、射出成形、二次加工、組み立て、医療グレードの包装が含まれます。
同社は、研磨や塗装といった表面仕上げだけでなく、精密な組み立てや安全な輸送のための医療グレードの梱包も行い、エンドツーエンドのサービスを提供している。
大規模な量産をご希望のお客様は、JS Precisionまでお問い合わせください。お客様のご要望に合わせたお見積もりをご提示いたします。ご注文量に応じてより競争力のある価格をご提示し、安定した量産体制を確保いたします。
長期的な成功のために、射出成形プラスチック部品サービスをどのように選ぶべきか?
射出成形プラスチック部品のサービス提供会社を長期的なパートナーシップのために選ぶということは、まず第一に、技術的な専門知識だけでなく、顧客サービスも考慮に入れることを意味します。
JS Precisionは、最先端の測定機器と明確なコミュニケーションチャネルを組み合わせることで、世界中の顧客の医療製品開発における信頼できるパートナーとなり、長期的なコスト削減を可能にします。
ハイテク計測およびバリデーション(IQ/OQ/PQ)
JS Precisionは、CMM(三次元測定機)のような高度な機器を用いることで、 0.001mmという卓越した測定精度を実現しています。
当社はIQ/OQ/PQのバリデーション方法を厳密に遵守し、製造設備の安定性を確認するために徹底的なバリデーションを実施することで、最高品質の製品を維持しています。
総所有コスト(TCO)に基づく最適化
JS Precisionは、様々な側面から、不良率を0.5%以下に抑え、処理時間を4~6秒短縮し、金型の寿命を延ばすことで、顧客の総所有コストの削減に貢献し、顧客が長期的に収益性の高いプロジェクトを実現できるよう支援します。
JS Precision社の事例研究:高精度16チャンバーインスリンポンプシェルの開発
小型プラスチック射出成形部品および使用されるプラスチック射出成形金型は、医療機器の小型化に非常に効果的です。16キャビティのインスリンポンプハウジングの開発に関するこの事例研究は、顧客の主要な課題に対する解決策を見出すJS Precisionのエンジニアリングスキルを余すところなく示しています。
プロジェクトの背景:
ヨーロッパの医療機器メーカーが、PC/ABS素材を用いた高精度インスリンポンプ用ハウジングの開発を依頼した。
この部品の特長としては、0.02mmという非常に厳しい寸法公差、1.5mからの完全落下試験に合格する能力、そして量産時の不良率が1%という点が挙げられます。この部品は、デバイスのシール性能と組み立て精度に直接的な影響を与えます。
直面した課題:
- 多キャビティ不均衡: 16キャビティ金型の端部キャビティと中央キャビティ間の圧力差は15%で、寸法変化は0.05mm以上でした。試作中の不良率は8%に達し、精度要件を満たせませんでした。
- 内部応力割れ:複雑なハウジング設計と残留応力により、組み立て中にねじ穴に亀裂が生じ、それが降伏率に直接的な影響を与えた。
- 長い生産サイクル:既存の方法では冷却に非常に時間がかかり、最終的に1つの製品のサイクルが28秒と記録されました。これは大量生産のニーズを満たすことができず、コスト増加にもつながります。
解決:
1.ランナーの最適化:
JS Precisionのエンジニアは、Moldflowを使用して、チャネルのホットランナーシステムにおける溶融バランスをマッピングし、二次チャネルの直径を正当化しました(精度は0.02mm)。
これらの取り組みの結果、外側空洞と内側空洞間の圧力差を1.8%まで低減し、16個の空洞への溶融材料の充填を確実に実現し、最終的にサイズの不均一性の問題を解決することができた。
2. 科学的射出成形:
保持段階の圧力曲線は2段階であった。120MPaで充填した後、圧力は段階的に低下した。保持圧力の第1段階は100MPaで6秒間、第2段階は70MPaで4秒間であった。
こうすることで、分子鎖が内部で完全に弛緩するのに十分な時間が確保され、応力の70%が除去され、ネジ穴に目に見える亀裂は発生しなかった。
3.コンフォーマルクーリング:
シェル構造の特性によりキャビティと一直線になるように3Dプリントされたコンフォーマル冷却水路を用いることで、金型温度の変動を±1℃以内に正確に制御し、冷却時間を大幅に短縮するとともに、不均一な冷却によって引き起こされる寸法誤差を低減する。
4.精密検査:
製造工程では、CMM(三次元測定機)を用いて各製品バッチの抜き取り検査を実施し、安定した製品精度を維持するために射出成形パラメータを適時に調整する。
最終結果:
- 極めて厳しい公差: 16個のキャビティの主要寸法は0.015mm以内に正確に維持されており、これは顧客の要求である0.02mmをはるかに上回っており、寸法精度の大幅な向上にもつながりました。
- 歩留まりの大幅な向上:不良率が8%から0.2%に低下しただけでなく、製品が落下試験にも合格したため、顧客は毎年約8万ドルの不良品コストを削減することができました。
- コスト削減: 1個の製品を製造するのに必要な時間が28秒から24秒に短縮されたため、顧客は総処理コストの15%、年間約12万ドルを節約できることになります。
- 長期的なパートナーシップ:達成された成果はクライアントから高く評価され、JS Precisionは3つの新しいインスリンポンプ部品を製造するプロジェクトの承認を得ました。
多キャビティ金型の寸法ばらつきや内部応力亀裂といった課題に直面している場合は、本事例研究に記載されている詳細な技術ソリューションをご確認の上、弊社のエンジニアにご相談ください。

図4:高精度射出成形された黒色プラスチック部品の様々な展示。筐体や構造部品なども含まれる可能性があり、複雑な形状を製造できる能力を示している。
よくある質問
Q1:御社の金型加工の精度はどの程度ですか?
JS Precisionは、最高レベルの精密CNC加工と放電加工を提供しています。プラスチック射出成形金型の主要部品の公差は0.005mm、射出成形されたプラスチック部品の公差は0.01mmで、医療グレードの基準を満たしています。
Q2:貴社はどのような医療グレードの材料を取り扱っていますか?
当社では、PEEKやPCといった高性能ポリマーに加え、生体適合性のあるHDPEやPPなど、幅広い材料を取り揃えています。お客様の製品要件や使用シナリオを評価した上で、最適な材料とソリューションをご提案いたします。
Q3:ISO 13485の継続的な実施をどのように確保していますか?
当社では、定期的な内部監査と第三者機関による監視監査という2段階のチェック体制を実施し、生産のあらゆる側面を管理・統制することで、すべての業務がISO 13485品質マネジメントシステムの明確なガイドラインに沿って行われ、コンプライアンスを確保しています。
Q4:DFMレポートにはどのような主要な分析が含まれますか?
その他の主要な分析項目としては、肉厚の均一性、ゲートの最適化、抜き勾配の推奨などが挙げられます。また、顧客が生産リスクを低減できるよう、材料とコストの最適化ソリューションも提供します。
Q5:多キャビティ金型における製品の一貫性の問題をどのように解決しますか?
ホットランナーバランス調整、科学的な射出成形モニタリング、Moldflow解析などの手法を組み合わせることで、スプルーと機械の設定を最適化し、多キャビティ成形品において同一の製品寸法を実現します。
Q6:医療関連プロジェクトの通常の開発期間はどれくらいですか?
製品の複雑さによって納期は異なります。プラスチック射出成形金型の設計・製造には約4~5週間かかりますが、シンプルな製品であれば3週間で済む場合もあります。最初のT1サンプルは30日以内に完成します。
Q7:インサート成形サービスを提供していますか?
当社はインサート成形サービスに対応可能です。特に、ステンレス鋼製ねじや電子プローブなどの精密射出成形に注力しています。構造最適化により接合強度を高め、医療用途の要求を満たすことができます。
Q8:JS Precisionの主な競争優位性は何ですか?
JS Precisionは、ドイツの精密機械加工の品質と中国の迅速な対応力、ISO 13485規格への準拠、そして高度に発達したDFM(設計製造性)能力を融合させています。これにより、JS Precisionはお客様のコスト効率を最大限に高め、市場投入までの時間を最短に短縮することを可能にします。
まとめ
高精度射出成形プラスチック部品は、医療製品の成功に不可欠です。JS Precisionは、ISO 13485認証取得システム、最高水準のプラスチック射出成形金型技術、そして豊富な経験に基づき、お客様の主要な課題を的確に把握し、欠陥のない射出成形ソリューションを提供します。
お客様がプラスチック射出成形金型の改良、HDPE射出成形ソリューションの検討、または射出成形プラスチック部品の包括的なサービスを必要とする場合、JS Precisionはお客様のニーズに合わせたサービスを提供いたします。DFMレポートや価格見積もりについては、当社のエンジニアまでお問い合わせください。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

