

Molde de injeção LSR determina diretamente se os produtos podem passar por testes rigorosos na pesquisa e desenvolvimento de componentes de silicone de paredes espessas nas áreas médica e industrial de alta qualidade.
Se você estiver determinado a criar peças de silicone com paredes espessas que possam passar no teste de biocompatibilidade Classe VI da USP e resistir a 200°C, você estará enfrentando três problemas principais:
O silicone certificado é aprovado, mas os exsudados pós-moldagem estão fora dos limites. O teste de resistência ao calor foi aprovado, mas a deformação dimensional de uma amostra ocorre após a esterilização. O processo de fabricação tradicional não pode satisfazer simultaneamente ambos os requisitos de desempenho.
Os problemas acima podem não apenas causar atrasos nos projetos e estouros de custos, mas até mesmo levar ao fracasso no lançamento do produto.
Resumo da resposta principal
| Principais desafios | Principais soluções tecnológicas | Valor Esperado |
| Biocompatibilidade vs. Conflito de Resistência ao Calor | Otimização do canal de molde + sistema de controle de temperatura de precisão | Elimina o risco de degradação térmica do material e garante a ausência de exsudados. |
| Defeitos internos em peças com paredes espessas | Escape assistido por vácuo + processo de retenção de pressão escalonado | Elimina a porosidade, atinge 100% de densidade e atende aos requisitos de vedação resistente à pressão. |
| Desvio Dimensional Devido à Esterilização Repetida | Projeto de pré-compensação de contração + moldagem de baixa tensão interna | Tolerância dimensional controlada dentro de ±0,05mm após esterilização por calor úmido a 121°C. |
| Consistência de qualidade multicavidades | Tecnologia de balanceamento de câmara quente + monitoramento de viscosidade on-line | Garante CpK ≥ 1,33 durante a produção contínua de moldes multicavidades . |
Principais conclusões
- Apenas escolher os materiais certos não será suficiente:
Mesmo que os materiais utilizados sejam certificados como biocompatíveis, esta certificação pode ser invalidada se os processos de moldagem não forem realizados corretamente.
- Cada aspecto do molde define a qualidade:
Recursos como um design de canal sem ângulos mortos e superfícies tratadas com precisão contribuem imensamente para a longevidade da resistência ao calor de peças com paredes espessas.
- Uma abordagem baseada em dados para resultados estáveis:
A produção bem-sucedida em larga escala de moldes multicavidades de alta qualidade depende do equilíbrio térmico exato dos moldes e do monitoramento constante do processo.
- Trabalhar com especialistas é o caminho mais rápido para:
Para a produção oportuna de peças complexas que atendem à Classe VI da USP e aos requisitos de resistência ao calor, o projeto conjunto de materiais, moldes e processos não pode ser subestimado.
Por que confiar neste guia? Experiência da JS Precision em serviços de moldes de injeção LSR
Com mais de 15 anos de experiência em moldagem por injeção de precisão, a JS Precision se dedica a enfrentar os desafios de pesquisa e desenvolvimento de moldes de injeção LSR e componentes de silicone de grau médico.
Produzimos mais de 300.000 peças personalizadas de alta precisão e atendemos mais de 1.000 clientes em todo o mundo. Graças à nossa taxa de entrega dentro do prazo de 99,2% , você poderá evitar atrasos nos projetos e mantê-los em andamento com eficiência.
Além disso, somos certificados pela ISO 9001:2015 e Sistemas de qualidade médica ISO 13485:2016 .
Além disso, nossas operações de projeto e fabricação de ferramentas para moldes de injeção atendem aos padrões mundiais de fabricação médica e são completamente rastreáveis, então você pode ter certeza de que os riscos de conformidade na produção em massa de componentes médicos serão uma coisa do passado para você, e você será capaz de passar a certificação com cada lote sem se preocupar com questões de conformidade.
Ajudámos os fabricantes de dispositivos médicos na Europa e na América do Norte a resolver os problemas de biocompatibilidade e resistência ao calor das vedações LSR de paredes espessas e, assim, ajudá-los a aumentar as taxas de rendimento de 65% para 98% e a reduzir os tempos do ciclo de produção em massa em 40%.
Nossos estudos de caso reais apoiam você na redução de custos através da redução de tentativas e erros e da obtenção rápida de lucratividade na produção em massa.
Temos taxas de contração de mais de 50 materiais LSR diferentes em nosso banco de dados, cobrindo uma ampla faixa de durezas de 20 a 80 Shore A e espessuras de paredes de 1 a 10 mm.
Todos os parâmetros do processo são confirmados com experimentos DOE auxiliando com dados precisos para evitar perdas de retrabalhos por desvios nas dimensões e controlando custos de produção.
Nossa equipe de engenharia está disponível 24 horas por dia, 7 dias por semana para realizar uma análise DFM online e também pode responder em 15 minutos suas dúvidas técnicas.
Acompanhamos você em todas as etapas, desde a concepção de um molde de injeção até a entrega da produção em massa. Desta forma, ajudamos você a superar suas preocupações de qualidade relacionadas aos componentes de nível médico e, ao mesmo tempo, você pode avançar com seus projetos sem esforço e facilidade.
Baixe agora o white paper sobre aplicações médicas de moldes de injeção LSR e obtenha gratuitamente consultoria personalizada sobre processos básicos e aconselhamento sobre seleção de materiais.
As peças de silicone personalizadas podem passar pela vedação USP Classe Vi e 200°C?
Claro, o segredo para saber se as peças de silicone personalizadas podem atender a esses dois padrões extremamente rígidos ao mesmo tempo está na combinação da formulação do material e do processo de moldagem.
Gostaria que o auxiliássemos na etapa de verificação do processo e no projeto das ferramentas do molde de injeção? Depois disso, o teste de conformidade de todo o processo de acordo com Padrões ISO 10993-1 é feito para garantir o sucesso da certificação do produto.
Efeito Sinérgico da Formulação e Processo de Materiais
Na verdade, muitos fornecedores não conseguem oferecer resistência ao calor e certificação USP Classe VI ao mesmo tempo, o que pode levar ao atraso do projeto.
Conduzimos experimentos DOE para definir com exatidão os parâmetros de vulcanização. Desta forma, suas peças de silicone personalizadas serão capazes de manter 70% de resistência à tração mesmo após 7 dias de envelhecimento térmico a 200°C e aprovação na avaliação biológica, o que reduz significativamente o risco de reprovação na certificação.
Verificação do desempenho da vedação
Após a etapa de moldagem, todas as peças de silicone personalizadas são submetidas a testes de vazamento de hélio (taxa de vazamento de 1 10 mbarL/s). Isso garante que sua vedação será confiável mesmo a 200°C. Os serviços de moldes de injeção LSR operando sob controle total do processo excluem a possibilidade de falha na vedação.
A compensação entre a vulcanização da platina e a vulcanização do peróxido
Como a vulcanização de platina do LSR não gera precipitação de subprodutos, é uma opção melhor para o seu cenário USP Classe VI. A vulcanização por peróxido pode ser uma escolha melhor se você quiser mais resistência ao calor, mas precisa de uma etapa secundária de vulcanização.
Forneceremos a você uma proposta de formulação e combinaremos os designs de moldes de nível médico com os requisitos do seu produto e, em seguida, selecionaremos a melhor solução.
Como os moldes de injeção de precisão sobrevivem à esterilização repetida?
Alterações dimensionais causadas por múltiplas esterilizações podem causar falhas na montagem do produto.
Moldes de injeção de precisão prever com precisão a taxa de encolhimento do LSR (2,0% -3,5% após esterilização por calor úmido a 121 ° C), otimizar o processo para reduzir o estresse interno e garantir a estabilidade do tamanho do produto e a conformidade da taxa de aprovação após a esterilização.
Previsão de estresse interno e encolhimento
Através da simulação de tensões internas com software de fluxo de molde de alta precisão, as tensões residuais são controladas abaixo de 5MPa.
Além disso, a combinação do alívio de tensão residual com a compensação dimensional dos moldes de injeção de precisão resulta em uma alteração dimensional crítica de 0,02 mm mesmo após 50 ciclos de esterilização, eliminando totalmente o desvio dimensional.
Processo de Recozimento: Pós-tratamento para Eliminar o Estresse Interno
Visando a produção de peças de alta precisão, integramos um processo de recozimento a 150°C, com duração de 2 horas , que libera tensões resultantes da orientação da moldagem.
Esta ação aumenta muito a estabilidade dimensional do produto após a esterilização e garante que ele atenda aos padrões de precisão de nível médico, levando a testes de aceitação bem-sucedidos.
Correspondência de materiais e processos
Apoiamos seu projeto de molde de injeção de precisão com nossa base de conhecimento de taxa de encolhimento próxima de mais de 50 materiais LSR. Os serviços de moldagem por injeção LSR também são capazes de se ajustar simultaneamente ao melhor processo, reduzindo assim os tempos de moldagem experimental e encurtando drasticamente o ciclo de desenvolvimento.
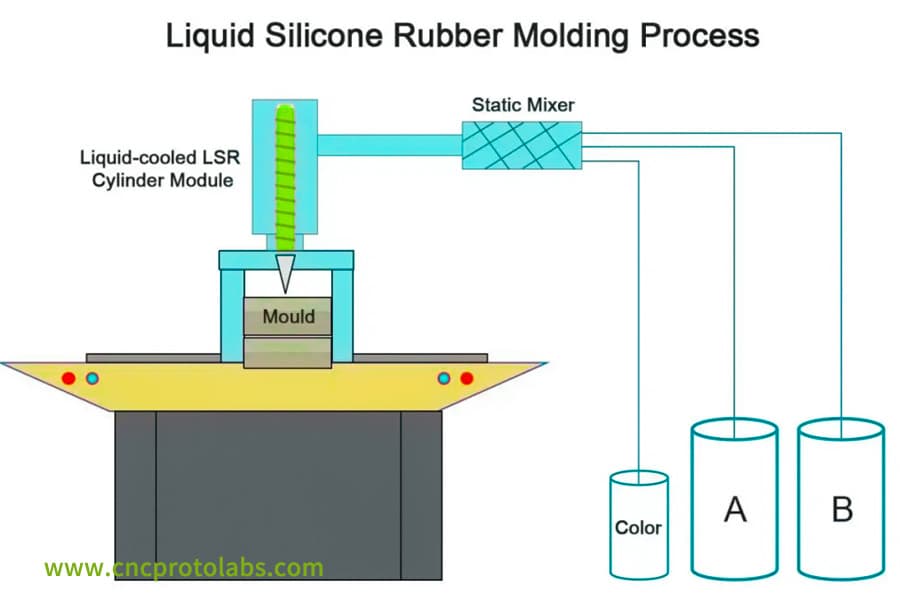
Figura 1: Um diagrama técnico do processo de moldagem por injeção de borracha de silicone líquida (LSR), mostrando cilindros de material A/B, um misturador estático e a injeção em um molde.
Como os serviços de moldes de injeção LSR garantem a biocompatibilidade e a estabilidade térmica a longo prazo?
A biocompatibilidade e a resistência ao calor duradoura são as principais características dos produtos de qualidade médica.
As operações de moldes de injeção LSR empregam materiais de alta pureza catalisados por platina que, juntamente com uma temperatura rigorosamente controlada, podem garantir a reticulação completa do material e a ausência de precipitação de substâncias de baixo peso molecular, a fim de cumprir os regulamentos.
Pureza garantida desde os materiais até o produto acabado
Nossos materiais à base de silício LSR são do padrão USP Classe VI, portanto a única fonte de contaminação é o projetar moldes de injeção estágio, que eliminamos.
A mistura dos materiais ocorre em uma sala limpa Classe 10.000. Nossos serviços de moldes de injeção LSR mantêm o nível de controle de pureza sempre muito alto para garantir que não haja problemas com a certificação de biocompatibilidade.
Parâmetro do Processo: Controle da Janela de Vulcanização com Precisão
A análise da curva de vulcanização é nosso instrumento para determinar parâmetros de reticulação. Ao controlar as flutuações de temperatura da moldagem por injeção dentro de 2°C, isso resultará em 100% de vulcanização completa do material e na ausência de qualquer lixiviação de baixo peso molecular.
Parâmetros do processo de molde de injeção LSR e correspondência de desempenho
| Parâmetros de Processo | Temperatura de Vulcanização (°C) | Tempo(s) de Vulcanização | Flutuação da temperatura do molde (°C) | Taxa de encolhimento (%) | Grau de exsudato |
| Processo Convencional | 190±5 | 60 | ±5 | 3,5-4,0 | 3ª série |
| Processo CNC | 185±2 | 90 | ±2 | 2,0-2,5 | 1ª série |
| Parede espessa dedicada | 180±2 | 120 | ±3 | 2,2-2,8 | 1ª série |
| Produção em massa multicavidades | 185±2 | 90 | ±2 | 2,0-2,5 | 1ª série |
| Padrão de grau médico | 160-200 | 60-150 | ±3 | 2,0-3,5 | ≤ Grau 1 |
Envie suas especificações de componentes e receba gratuitamente soluções de processo personalizadas e estimativas de custos para serviços de moldes de injeção LSR.
O que os serviços de moldes de injeção LSR incluem para resistência ao calor de nível médico?
Os serviços de moldagem por injeção LSR compreendem os seguintes três módulos principais: seleção de materiais resistentes ao calor, projeto de molde termicamente balanceado de paredes espessas e controle dos processos em circuito fechado. T
Eles oferecem suporte completo para a produção em massa de componentes resistentes ao calor de nível médico, resolvendo assim o problema de equilibrar as necessidades duplas de desempenho.
Profundidade Técnica: O Processo de Moldagem é Garantia de Desempenho
Mesmo que você escolha materiais resistentes a 250°C, variações na temperatura de injeção ou contaminação do molde ainda podem causar a perda da certificação. Nosso Serviços de moldes de injeção LSR mantêm os desvios de temperatura pequenos (dentro de 2°C) e, juntamente com o design do molde de nível médico, minimizam os pontos iniciais de risco.
Validação de material: suporte de dados de envelhecimento térmico
Antes da produção em massa, todos os materiais LSR são submetidos a um teste de envelhecimento térmico de 200°C e 168 horas , a fim de garantir a retenção da resistência à tração e do alongamento na ruptura. Os serviços de moldes de injeção LSR oferecem validação completa do material para suas peças de silicone personalizadas, evitando riscos de falta de resistência ao calor.
Mantendo a não variação da vulcanização em peças com paredes espessas
Para peças com paredes mais espessas que 5 mm, o controle de temperatura por zonas é usado de forma independente para manter a diferença na temperatura da cavidade do molde em 3°C.
Como resultado, o núcleo de parede muito espessa não fica completamente reticulado. Além dos serviços de produção de moldes LSR multicavidades, a produção em massa estável é alcançada e a eficiência é aumentada.
Como projetar moldes de injeção sem riscos de biocompatibilidade?
Ao projetar matrizes de moldagem por injeção, é obrigatório usar um sistema de canal térmico completo e certificar-se de que não haja zonas mortas.
Aqui em nossa empresa, podemos ajudá-lo a remover zonas de estagnação do fundido, interromper a degradação do LSR em altas temperaturas, eliminar a migração de subprodutos tóxicos, garantir a biocompatibilidade do produto e prevenir a falha na certificação.
Design de geometria do corredor Zero Stasis
Por meio da análise do fluxo do molde, ajustamos os parâmetros do canal para obter um fluxo de fusão ideal e um calor de cisalhamento uniforme a 200°C, eliminando qualquer potencial degradação do material por um tempo de estagnação de mais de 30 s, uma vez que o projeto do canal dos moldes de injeção está diretamente relacionado à determinação da linha de base de biossegurança do seu produto.
Estratégia de seleção de câmara fria versus câmara quente
No caso de produtos com requisitos de biocompatibilidade muito elevados, opte por um sistema de canal totalmente quente para eliminar a contaminação causada pelos cabeçotes de canal reciclados.
Se optar por um sistema de câmara fria, limitamos estritamente a taxa de reciclagem a 15% e, além de moldes de grau médico, a utilização de moldes de injeção de design para garantir a conformidade do produto.
Material do Molde: Verificação de Compatibilidade com LSR
Nós decidimos pelo aço para moldes resistente à corrosão S136 ou 420SS que é Usinagem CNC e tratamento térmico a vácuo para impedir a migração de íons metálicos de precipitados de mofo em alta temperatura, não afetando assim os testes de biocompatibilidade do seu produto. Além de usar moldes de injeção de precisão, também usamos moldes de injeção projetados para garantir a segurança do molde.

Figura 2: Um molde de metal com múltiplas cavidades é mostrado com dois componentes plásticos transparentes feitos com precisão colocados nele, demonstrando o resultado do processo de moldagem.
Por que os moldes de grau médico exigem tratamentos de superfície especiais para aplicações resistentes ao calor?
O tratamento de superfície de moldes de grau médico desempenha um papel essencial na desmoldagem e na qualidade do seu produto. Por exemplo, se a rugosidade da superfície Ra > 0,1m , os produtos são altamente suscetíveis a danos por desmoldagem.
Para remediar isso, fornecemos polimento ultrafino e tratamentos de nanorrevestimento, não apenas para evitar danos de desmoldagem, mas também para aumentar o rendimento do produto.
Rugosidade Superficial Ra 0,05m - Por que é tão importante?
Para aumentar a dureza superficial dos moldes de grau médico para HV 2000 ou até mais, recorremos a revestimentos de carbono tipo PVD ou diamante.
Após 3.000 ciclos de alta temperatura , a superfície ainda apresenta baixo atrito, o que pode ajudá-lo a obter uma desmoldagem não destrutiva. Além disso, garante a aparência do produto e a estabilidade da produção em massa.
Escolhendo um revestimento: DLC vs CrN
Com base nas características do produto, nossa seleção de revestimentos se alinha às suas soluções personalizadas para moldes de grau médico em conjunto com serviços de moldagem por injeção LSR.
Ângulo de Desmoldagem: Compensação Geométrica para Menor Adesão
Basicamente, se você estiver lidando com cavidades profundas ou produtos rebaixados, elevamos o ângulo de desmoldagem moldes de qualidade médica para 1,5°-2° e redesenhe o layout do pino ejetor para tornar a desmoldagem menos resistente. Ao mesmo tempo, a estrutura dos moldes de injeção está sendo otimizada para diminuir significativamente os danos causados pela desmoldagem do produto.
Tabela de parâmetros de tratamento de superfície de moldes de grau médico
| Tipo de tratamento de superfície | Rugosidade Ra (μm) | Dureza superficial (HV) | Ciclos de Calor | Coeficiente de Fricção | Cenários Aplicáveis |
| Polimento Convencional | 0,2 | 800 | 1000 | 0,3 | Peças Industriais Gerais |
| Polimento de precisão | 0,1 | 1000 | 2000 | 0,2 | Peças Industriais de Alta Qualidade |
| Revestimento DLC | 0,05 | 2000 | 3.000 | 0,08 | LSR médico de alta viscosidade |
| Revestimento CrN | 0,05 | 1800 | 3500 | 0,12 | Peças resistentes ao desgaste de fluorossilicone |
| Padrão de grau médico | ≤0,05 | ≥1500 | ≥3000 | ≤0,1 | Classe Médica USP VI |
Obtenha um orçamento gratuito para soluções de tratamento de superfície de moldes de nível médico, esclarecendo custos de processamento de moldes, prazos de entrega e padrões de qualidade.
Como os serviços de produção de moldes LSR multicavidades mantêm a qualidade consistente?
Os serviços de produção de moldes LSR multicavidades empregam câmaras quentes separadas e um sistema de equilíbrio de temperatura do molde para restringir as variações de temperatura entre as cavidades a até 2°C, evitando assim a subcura e a sobrecura e garantindo o desempenho uniforme do produto em todas as cavidades e a conformidade com os requisitos de produção em massa.
CpK estável 1.33 em cavidades
Ao empregar moldes multicavidades de 32/64 cavidades para produção em massa, analisamos a pressão e a distribuição de calor de cada cavidade simultaneamente.
Dessa forma, a variabilidade de dureza dentro de um lote é garantida como 2 Shore A, que é um padrão de grau médico. Os serviços de produção de moldes LSR de múltiplas cavidades são capazes de produção em massa estável.
Balanceamento de Câmara Quente
Ao usar câmaras quentes do tipo válvula independente com temperatura controlada, mantemos a diferença na pressão de injeção e na taxa de enchimento entre as cavidades dentro de 3%, evitando assim desvios dimensionais.
Serviços de produção de moldes LSR multicavidades , juntamente com moldes de injeção recém-projetados, são capazes de alcançar o equilíbrio do corredor.
SPC combinado com inspeção completa
Durante a produção, medições e testes de dureza são feitos aleatoriamente a cada duas horas. Ao mesmo tempo, as alterações do CpK são rastreadas pelo SPC.
As peças mais importantes são submetidas a uma inspeção 100% completa por meio de máquinas de classificação óptica. Os serviços de produção de moldes LSR de múltiplas cavidades, quando combinados com os serviços de moldes de injeção LSR, resultam em controle de qualidade abrangente e redução de desperdício.
Estudo de caso da JS Precision: avanço na alta resistência ao calor de vedações LSR de paredes espessas
Histórico do cliente
Certa vez, um fabricante europeu de equipamentos médicos enfrentou o desafio de desenvolver vedações LSR de paredes espessas para dispositivos de assistência cardíaca, o que exigia certificação USP Classe VI e mais de 2.000 ciclos de esterilização de alta pressão a 134°C para manter o desempenho da vedação.
No entanto, devido à tecnologia insuficiente do fornecedor nas fases iniciais, o projecto foi paralisado e ocorreram custos excessivos, o que também pode ser um dilema que poderá enfrentar.
Desafios encontrados
Os três principais problemas que o cliente teve no início são:
Microporos na parede de 6 mm de espessura que levaram ao rompimento do selo durante a esterilização, faixa de encolhimento do diâmetro interno de 0,2 mm após a esterilização, o que resultou em falha na montagem, e temperatura de moldagem muito alta resultou em precipitação de baixo peso molecular com falha nos testes de biocompatibilidade.
Soluções
1. Projeto de ventilação:
Empregamos tecnologia de moldes de injeção de design para criar um sistema de ventilação a vácuo em camadas para que a área de paredes espessas possa ser evacuada até -0. 1MPa durante o fechamento do molde, eliminando completamente os poros internos e evitando falhas na vedação por rompimento durante a esterilização.
2. Precisão Dimensional:
Usamos moldes de injeção de precisão para prever com precisão a taxa de encolhimento, que combinada com tecnologia de sobremoldagem e banco de dados, reduz a zona de tolerância do diâmetro interno de 0,2 mm para 0,05 mm, evitando assim o desvio dimensional após a esterilização e resolvendo efetivamente problemas de falha de montagem.
3. Processo de moldagem:
Nossos serviços de molde de injeção LSR envolvem um sistema de controle de pressão de circuito fechado para manter a temperatura do molde em 185±2°C, assim, a reticulação do material no melhor ponto é bloqueada. Com isso, você poderá evitar precipitados resultantes da sulfurização excessiva e garantir que seu produto será testado com sucesso em termos de biocompatibilidade.
4. Padrões Médicos:
Nosso processo de ferramentas para moldes de injeção é realizado de acordo com os padrões de fabricação médica e a qualidade é amplamente garantida, os componentes são garantidos como da mais alta qualidade e seu produto é aprovado na certificação USP Classe VI , evitando assim atrasos no projeto causados por falhas de certificação.
Resultados Finais
Em última análise, ajudamos nossos clientes a alcançar três benefícios principais:
- Seus componentes passam no teste Classe VI da USP na primeira tentativa , sem citotoxicidade.
- Ajudamos que a taxa de retenção de vedação ainda seja de 95% após 2.500 ciclos de esterilização a 134°C.
- A sua taxa de rendimento aumentou de 65% para 98%, para que possam iniciar os ensaios clínicos 6 semanas antes. Estes são os reais valores da nossa parceria: oferecemos-lhe um modelo confiável para a produção em massa de produtos semelhantes componentes médicos de LSR com paredes espessas .
Tabela de comparação de valor dos principais desafios e soluções
| Tipo de desafio | Taxa de defeitos pré-solução | Solução | Taxa de defeitos pós-solução | Redução de custos (%) | Redução do tempo de ciclo (%) |
| Exsudação de Biocompatibilidade | 35% | Otimização do canal de fluxo + controle preciso de temperatura | 2% | 30 | 40 |
| Defeitos de porosidade em paredes espessas | 40% | Desgaseificação a vácuo + retenção de pressão escalonada | 1% | 25 | 30 |
| Desvio Dimensional de Esterilização | 30% | Compensação de encolhimento + Moldagem de baixa tensão | 1% | 20 | 25 |
| Fraca consistência de múltiplas cavidades | 25% | Balanceamento de Hot Runner + Monitoramento Online | 2% | 15 | 20 |
Envie seus desenhos de componentes de vedação para receber uma solução de produção em massa personalizada gratuita e um relatório DFM para o mesmo molde de injeção LSR.
Figura 3: Close de um componente plástico transparente complexo em forma de espiral, provavelmente um misturador ou impulsor para um dispositivo médico.
Perguntas frequentes
Q1: Qual é a espessura mínima de parede que você pode alcançar para moldagem por injeção LSR?
Geralmente, nossos moldes de injeção LSR têm uma espessura de parede mínima de 0,5 mm. No entanto, tais seções finas requerem um molde de altíssima precisão e um sistema assistido por vácuo para preencher completamente a cavidade com o material.
Q2: Você pode processar materiais LSR aprovados pela FDA?
Somos capazes de processar uma variedade de materiais LSR catalisados por platina que estão em conformidade com FDA 21 CFR 177.2600 e USP Classe VI, atendendo assim aos padrões médicos e de contato com alimentos.
Q3: Como evitar a cura interna incompleta em peças LSR de paredes espessas?
Ao realizar uma retenção de pressão escalonada e prolongar o tempo de vulcanização, bem como usar o controle de temperatura do molde, garantimos uma transferência de calor uniforme que, por sua vez, evita a cura interna incompleta de peças LSR de paredes espessas.
Q4: Como garantir um peso consistente em cada cavidade de um molde com múltiplas cavidades?
Através de um projeto de sistema de corredor balanceado com precisão e do monitoramento de peso on-line, mantemos o desvio da quantidade de injeção em cada cavidade dentro de 0,5%, o que resulta em consistência de peso em uma variedade de cavidades.
Q5: Qual taxa de encolhimento normalmente é permitida ao projetar um molde LSR?
Normalmente, a taxa de encolhimento dos materiais LSR varia de 2,0% a 3,5% , dependendo de fatores como o tipo de material, a espessura das paredes e o processo. Para obter o valor preciso, forneceremos os resultados da análise do fluxo do molde.
Q6: Quanto tempo leva para fabricar um molde LSR de grau médico?
Geralmente, leva de 4 a 6 semanas para produzir moldes de qualidade médica padrão, embora esse prazo varie de acordo com a complexidade do molde e o número de cavidades. Para acelerar seu processo de aprovação, enviaremos a você um relatório DFM.
Q7: O material LSR endurecerá para aplicações de alta temperatura de 200°C?
O material LSR de alta qualidade totalmente vulcanizado é muito estável e após envelhecimento a 200C sua dureza muda minimamente (5 shore A). Se o material não for vulcanizado adequadamente, haverá um aumento significativo de dureza.
Q8: Você pode fornecer serviços de sobremoldagem secundária para componentes LSR?
Somos capazes de oferecer sobremoldagem secundária de LSR em metais e plásticos rígidos. Além disso, o projeto adequado das superfícies de contato é realizado para garantir alta resistência de ligação e desempenho de vedação.
Resumo
Sob os testes duplos de biocompatibilidade e resistência ao calor, somente integrando profundamente o design de precisão do molde de injeção LSR, o tratamento de superfície rigoroso e o controle de circuito fechado dos parâmetros do processo podem ser entregues componentes de paredes espessas de qualidade médica verdadeiramente qualificados.
Esta não é apenas uma competição de equipamentos, mas também um jogo de experiência em engenharia.
Por exemplo, se você estiver procurando uma solução de produção em massa de componentes LSR de alta exigência (paredes espessas, USP Classe VI, cenários de esterilização repetida), você pode entre em contato conosco para um relatório DFM.
Nossa equipe técnica e de engenharia baseada na China oferecerá suporte completo aos dados do processo, desde o projeto do molde até a produção em massa , permitindo que você supere barreiras técnicas e de qualidade, lidere efetivamente a implementação do projeto e alcance a lucratividade.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

