

Gas assisted injection molding functions as an effective method to eliminate surface defects from thick walled industrial injection molded components while it serves as a fundamental technology for delivering premium injection molding services.
When you invest tens of thousands of dollars in developing a large industrial equipment shell mold, and the final product becomes scrap due to shrinkage marks behind the ribs, it not only wastes materials and labor, but may also lead to project delivery delays.
Traditional injection molding techniques have never successfully tackled surface defects that result from cooling shrinkage in thick walled areas of large structural components which have wall thicknesses above 8mm.
This article will demonstrate through actual industrial examples how gas assist injection molding fully removes shrinkage marks by maintaining internal gas pressure throughout the process and will examine the financial and operational advantages of this technique.
Core Answer Summary
| Problem | Solution | Key Advantages |
| How do shrinkage marks come about? | The thickest area of a part heats and cools the slowest so vacuum shrinkage pulls in causing surface indentations or shrinkage marks. | Holding pressure for a long time using traditional pressure holding will not be able to transmit or apply pressure to the very center of the thickest part. |
| How does it work? | Nitrogen gas is first ionized and then it penetrate the core of the melt which is injecting establishing pressure that holding pressure. | Gets rid of shrink marks opposite the ribs and hence gives a surface smoothness of up to 0. 1mm. |
| How does the pricing compare? | There will be more of an initial investment into gas assisted equipment but it will dramatically reduce raw material and molding cycle costs. | In total the unit cost will decrease by 15%-30% whereas material savings will be around 20%-50%. |
| Where can the technology be used? | Besides large industrial equipment housings, it is very suitable for thick walled structural components and parts with a lot of ribs. | A few examples are control cabinet housings, heavy equipment covers, and industrial handles. |
Key Takeaways
- Great Improvement in Surface Quality: Gas assisted injection molding can flatten a surface to 0. 03mm and completely eliminate dents opposite ribs.
- Cost and Efficiency Uniting: Hollow parts and structures can cut down on raw material usage by 20%-50% while also reducing the injection molding cycle time by 30%-50%, thus lowering the overall costs.
- Better Structural Property: Removing the internal stress concentration points results in more than 40% better resistance to warpage of injection molding large parts.
Why Choose Gas Assist Injection Molding? Real-World Experience From JS Precision
Your main issues with large thick walled injection molding projects include reworking defects and exceeding project costs and missing delivery deadlines which we have been addressing for 15 years.
JS Precision provides precision injection molding services through its 15-year experience which has enabled the company to produce more than 300000 precise parts for over 1000 international customers. Our gas assist injection molding projects achieve a 99.2% on time delivery rate, effectively mitigating delivery risks for you.
Our company specializes in large part injection molding while we solve multiple challenges which cause shrinkage marks and warpage in large thick walled components.
We offer complete support through free DFM analysis and mold flow simulation and around-the-clock engineer support which helps you prevent production problems while saving time and money through reduced testing expenses which would have resulted in costly rework from defects.
Our practical case studies cover industrial control cabinets, large automotive interior parts, and more. Our company helps clients decrease their scrap rates from 35% to almost zero while we reduce their unit costs through 30% to achieve better production efficiency and delivery performance for their operations.
We provide complete control over the process from mold design to product delivery because we possess ISO9001:2015 and ISO13485 certifications.
Our process produces gas assisted injection molding parts which meet precision requirements while we support you through all stages from prototyping to mass production, which reduces your time and effort and costs.
Download our gas assist injection molding white paper to quickly master the core application points and design techniques of gas assisted injection molding.
Why Does Traditional Injection Molding Struggle With Sink Marks In Large Part Injection Molding?
The cooling process in traditional large part injection molding begins at the thick walled center, which cools at a slower rate than any other part, thus creating conditions that lead to vacuum shrinkage.
The process begins with external holding pressure which begins to reduce as material travels through the flow path, resulting in unsatisfactory shrinkage gap filling, which causes production waste and shipment delays to occur.
Vacuum Shrinkage Effect in Thick Walled Areas
The central melt shows a cooling rate that happens at half the speed of surface cooling when part wall thickness exceeds 4mm-5mm. The vacuum force generated by shrinkage pulls the surface, forming a 0.2mm-0.5mm depression. External repairs fail to remove this type of defect from the object.
Physical Limits of Pressure Holding and Shrinkage Compensation
The traditional method of pressure holding only provides pressure control at the gate area, which reduces its effectiveness throughout the entire flow pathway.
The system cannot transmit force to rib bases that exist at a distance from the gate, while excessive pressure holding creates internal stress which results in part warping that exceeds 0.5mm and decreases assembly accuracy.
Principle of Gas Assisted Injection Molding
Gas assisted injection molding creates a pressure holding pathway that nitrogen uses to move through the melt, which enables the system to transmit pressure throughout its components. The solution meets the requirements of SPI Standard 101 and provides a precise resolution for your shrinkage mark issue.
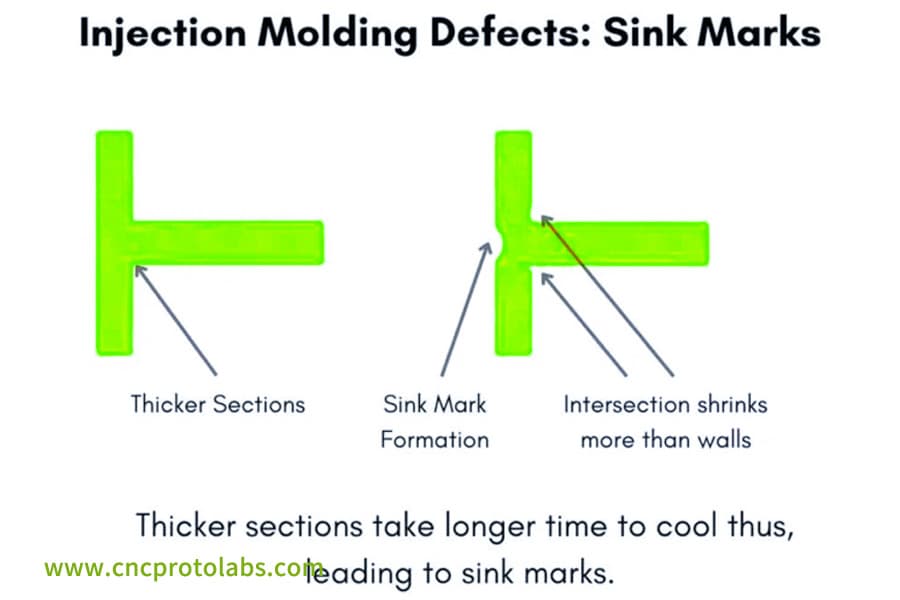
Figure 1: A diagram illustrating how sink marks form in thicker sections of a plastic part during traditional injection molding, with labels highlighting the uneven cooling and shrinkage.
How Does Gas Assist Injection Molding Eliminate Sink Marks In Thick Sections?
The process of gas assist injection molding uses high pressure nitrogen gas injection to create a hollow space inside the melted material which would normally be filled with solid material.
The permanent internal pressure of the system prevents shrinkage from creating a vacuum effect that leads to surface defects on your product.
Nitrogen Penetration: Hollow Structure Replaces Solid Filling
After the melt fills 70%-95% of the mold cavity, high pressure nitrogen gas (20-30MPa) penetrates the center of the melt, pushing it towards the mold wall. This method produces equal wall thickness throughout the product while preventing shrinkage and depressions that typically occur in thick walled sections.
Constant Internal Pressure, Outer Wall in Close Contact with Mold Cavity
Nitrogen gas creates consistent internal pressure that keeps the outer part of the component close to the mold steel surface during cooling when the gap remains under 0.02mm.
This technique prevents shrinkage marks from appearing on the rib's opposite side, resulting in a surface flatness measurement of 0.1mm which fulfills your Grade A appearance standards.
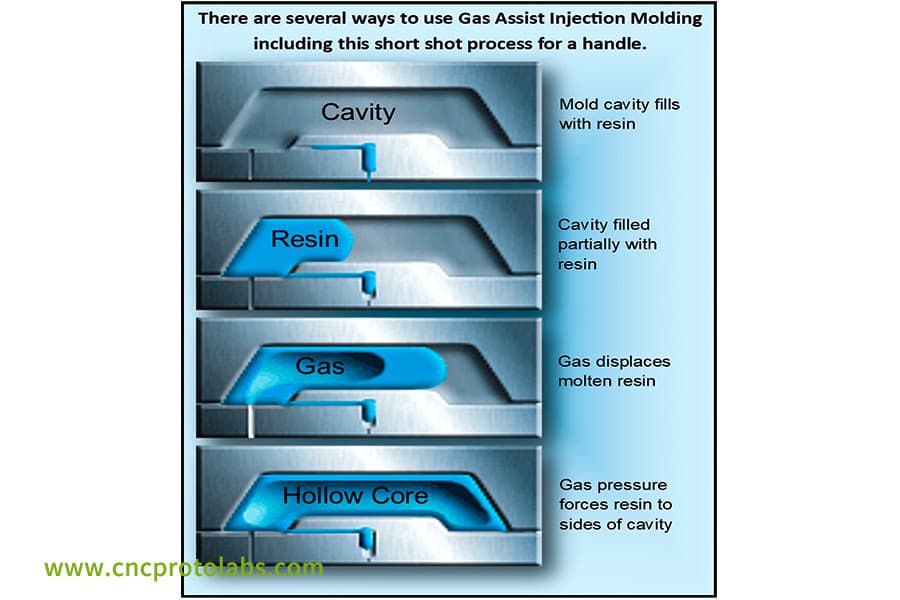
Figure 2: A four-step diagram showing the gas-assist short-shot process for molding a handle, where gas displaces molten resin to form a hollow core and prevent sink marks.
What Are The Critical Design Rules For Injection Molding Large Parts With Gas Assist?
The large parts injection molding adopt gas assisted technology, which needs to follow three rules: wall thickness gradient, gas channel priority, and gate centering, to help you reduce mold modification costs and improve production efficiency.
Wall Thickness Transition Design Rules
The wall thickness change from the gas channel to the thin walled area must be ≤1.5:1. Your scrap costs will increase because gas will blow through the thin wall which creates perforations when you exceed this ratio.
Gas Channel Connectivity Rules
Ensure a continuous network in the gas filled area. The preferred channel cross section shape should use either circular or teardrop shaped designs. Gas pressure will exceed 15 bar at sharp corners which results in loss of gas pressure needed for holding pressure effects.
Gate and Air Needle Layout Rules
The gate and air needle must be arranged on the same side, with the gas penetration direction consistent with the melt flow. This process enables gas to penetrate at least 700mm while maintaining pressure loss below 8% which results in reliable molding outcomes.
| Design Parameters | Standard Values | Risk Thresholds | Optimal Values | Applicable Scenarios | Pressure Loss |
| Wall Thickness Transition Ratio | ≤1.5:1 | >2:1 | 1.2:1 | Large Structural Components | <10bar |
| Gas Channel Cross-Section | Circular/Teardrop | Acute Angle Corner | Circular | Thick-Walled Components | <8bar |
| Gate Needle Layout | Same Side, Same Direction | Opposite Side, Opposite Direction | Center, Same Side | Extra-Long Components | <5% |
| Gas Penetration Length | ≤700mm | >800mm | 600mm | Control Cabinet Housing | <8% |
| Melted Filling Volume | 70%-95% | <70%/>95% | 78% | Thick-Walled Rib Components | No Perforation |
- Note: This table acts as a condensed version of the key parameters for gas assisted injection molding of large parts. It can serve as a direct design guide to help prevent production defects due to improper parameters.
When Designing Parts Of An Injection Mold, How To Plan Gas Channels To Eliminate Defects?
When designing parts of an injection mold airway, it should be arranged in the thickest wall area of the part, following the principle of minimizing gas resistance path, to help you improve the mold life and production qualification rate.
Gas Channel Location and Size Design
Gas channels should be located at the thickest part of the wall, with a diameter of 50%-70% of the main wall thickness. The gas channel diameter should be between 4mm and 5.6mm for a main wall thickness of 8mm.
This method establishes dependable gas flow while preventing air pockets and perforations from forming.
Gas Channel Cross Section Shape Selection
Circular cross section gas channels have the lowest pressure loss and are preferred. The teardrop shape should be used when the structure requires it, with a radius of curvature that needs to be at least 1.5mm because this prevents gas channel cracking which would reduce mold operational time.
Gas Channel End Sealing Design
The gas channel needs a 0.5mm to 1mm thin walled sealing area at its end point to allow natural gas to exit after pressure maintenance, which helps to eliminate air pocket defects and decrease waste materials.
| Airway Parameters | Main Wall Thickness 8mm | Main Wall Thickness 10mm | Main Wall Thickness 12mm | Cross-sectional Shape | End Sealing Thickness |
| Airway Diameter | 4mm-5.6mm | 5mm-7mm | 6mm-8.4mm | Round | 0.5mm |
| Pressure Loss | <6bar | <7bar | <8bar | Teardrop | 0.8mm |
| Penetration Depth | 600mm | 650mm | 700mm | Round | 1mm |
| Sealing Effect | Excellent | Excellent | Good | Teardrop | 0.6mm |
| Defect Risk | Low | Low | Medium | Round | Very Low |
- Note: The data in this table are derived from 15 years of continuously designing parts of an injection mold with JS Precision and can be directly applied for airway design to improve design efficiency.
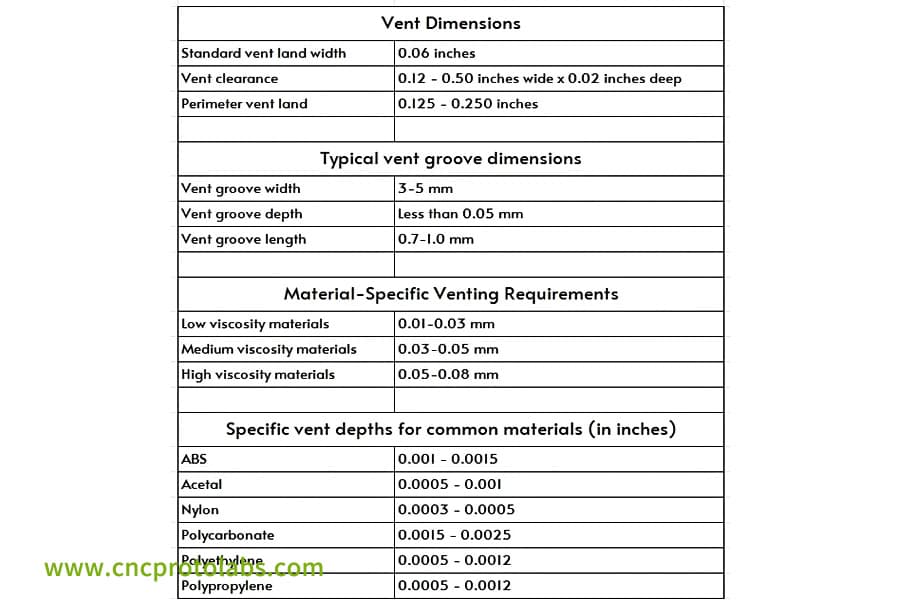
Figure 3: A detailed chart listing typical vent groove dimensions (width, depth, length) and material-specific venting requirements for gas assist injection molds.
Why Is It Necessary To Switch To Gas Assist For Injection Molding Large Parts To Reduce Internal Stress?
The gas assisted process replaces high external holding pressure with injection molding large parts, which can reduce internal stress by 40% -60%, fundamentally solve the problem of warping, and improve product qualification rate and service life.
Uniform Cooling and Stress Distribution
The gas pushes the liquid polymer toward the mold surface, which leads to consistent thickness throughout the final product. The cooling rate difference decreases from 50% to under 10% which results in decreased residual stress and reduced risk of part warpage.
Eliminating the Side Effects of High Pressure Holding
The traditional process needs an 80 to 120MPa holding pressure which creates shear stress that causes parts to warp. The gas assist molding process requires a holding pressure between 20 and 30MPa which results in a warpage reduction between 0.5mm and 1.2mm while assembly precision improves.
Improved Long Term Stability
The internal stress reduction causes parts to experience their dimensional change rate during 85°C/85%RH damp heat aging tests to drop from 0.8% to below 0.2% which results in extended product lifespan and decreased after sales expenses.
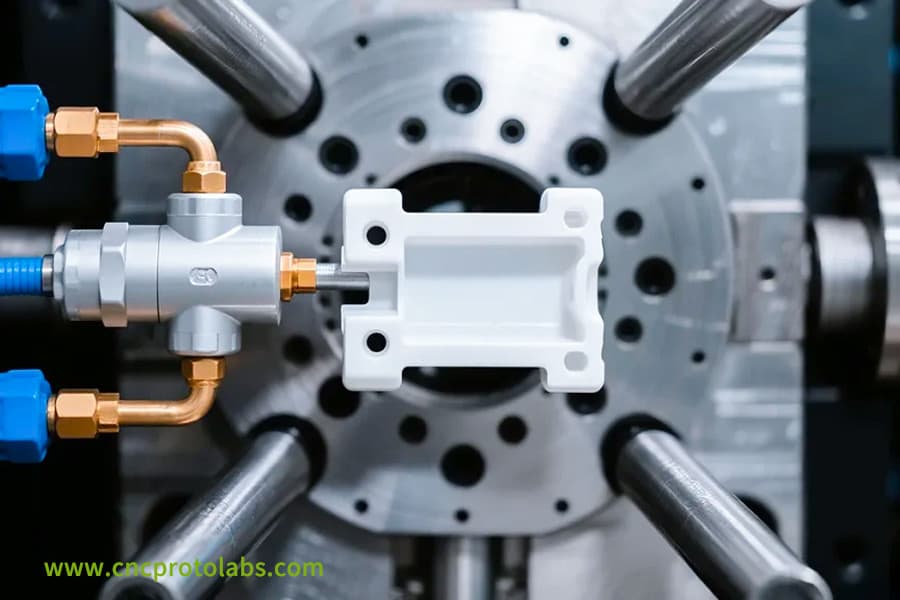
Figure 4: A close-up view of a gas assist injection molding process in action, with a white plastic part being formed inside a metallic mold equipped with gas delivery lines.
How Does Custom Injection Molding Cost Compare: Gas Assist Vs. Solid Molding?
The initial investment for gas assisted equipment ranges from US$8,000 to US$20,000, but this equipment can decrease operational expenses by 15% to 25%, which allows businesses to recoup their expenses within 3 to 6 months.
We provide assistance to help you maintain precise control over your total expenses throughout the entire project duration.
Raw Material Cost Savings
Using gas as a replacement for specific plastics enables companies to achieve raw material savings between 20% and 50% when manufacturing large components that exceed 1 kilogram in weight.
The production of 50,000 pieces at a weight of 3.5 kilograms each will result in a total cost savings between US$35,000 and US$87,500.
Molding cycle and energy costs
The gas assisted thinning process decreases wall thickness while it cut down cooling duration by more than 75% and it also decreased both injection molding machine clamping force requirements and energy needs which resulted in substantial production efficiency improvements.
Mold life and maintenance costs
Gas assist operation needs 30% to 50% less clamping force which results in a 20% to 30% increase in mold lifespan because the maximum mold pressure gets decreased. The process now requires fewer maintenance tasks which results in lower costs for maintaining your mold equipment.
| Cost Item | Solid Injection Molding | Gas Assist Injection Molding | Savings Ratio | Annual Savings (50,000 Pieces) |
| Raw Material Cost | 8.4 US dollars/unit | 5.95 US dollars/unit | 29.2% | 122,500 US dollars 3-6 months |
| Molding Cycle | 140 seconds/piece | 78 seconds/piece | 44.3% | Production capacity increased by 44% |
| Mold Cost | 50,000 US dollars | 55,000-60,000 US dollars | +10%-20% | Life extension 25% |
| Energy Cost | 0.3 USD/item | 0.12 USD/item | 60% | 9000 USD |
| Scrap Cost | USD 2.1/piece | USD 0.05/piece | 97.6% | 102,500 USD |
- Note: The table data is based on actual project calculations by JS Precision, accurately reflects the difference in custom injection molding cost, and can be used as a reference for cost calculation.
Get a detailed quotation of your custom injection molding cost and accurately calculate the cost benefit of the gas assisted process.
Case Study Of JS Precision: Gas Assisted Injection Molding Achieves Zero Defect Industrial Control Cabinet Shell
The industrial equipment manufacturer requested our services to create a control cabinet shell with dimensions of 800mm×600mm×200mm. The main wall measured 8mm at the top which had 15mm reinforcement ribs spread throughout its entire surface.
The traditional process produced shrinkage defects which caused 35% of the materials to become waste and this problem delayed the delivery schedule.
Solution:
1.Process selection:
The gas assist injection molding process became our main solution because we needed to combine both thick wall components and high rib parts for complete protection against shrinkage defects according to our 15 years of experience with massive injection molding projects which helped us present no dangerous trial tests.
2.Mold optimization:
Redesign the airway network of parts of an injection mold, with a focus on optimizing the airway direction to ensure stable gas penetration into the cavity and avoid uneven local pressure.
3.Parameter setting:
Based on the results of the mold flow analysis, the nitrogen penetration path was extended to 720mm, the gas holding pressure was accurately set to 28MPa (suitable for 8mm main wall thickness), and the melt filling amount was controlled at 78%, balancing the holding pressure effect and forming efficiency.
4.Gate adjustment:
The gate needs to move to the shell center area because this position enables gas distribution throughout the cavity while maintaining pressure between the gate and distant areas.
Final result:
1.Surface quality:
Surface shrink marks have been completely eradicated. Class A surface flatness is 0.03mm, and 100% of the appearance inspections have been passed by customers, which fully addresses the delivery issues.
2. Cost efficiency:
The single part weight has been lowered from 2.4kg to 1.7kg, which means a 29.2% material saving, besides, the molding cycle has been decreased from 140 seconds to 78 seconds, the yearly production capacity has been increased by 44%, and there has been a substantial reduction in cost.
3.Structural performance:
The shell's bending stiffness has been boosted by 18%, and it has been subjected to 5,000 hours of intense vibration and hot and cold cycle tests ranging from -30°C to 80°C without any signs of cracking or warping.
4.Overall value:
We provide injection molding services that assist customers in identifying key pain points, accomplishing triple enhancements in quality, cost, and efficiency, and making up for their delivery losses.
Submit your project requirements, and we will customize an exclusive gas assist injection molding mass production plan for you and replicate the successful experience of the case.
Is Gas Assist The Right Fit For Your Project’s Sink Marks And Warpage Issues?
If your project's longest physical measurement is more than 300mm, or one of the parts' wall thickness is more than 6mm, then gas assist injection molding will be a great fit for this situation since not only will it be able to fix shrinkage and warpage, it will also minimize the risk of production and help you achieve more competitive products.
Quick Assessment Checklist
- Does the part contain a wall thickness area of more than 5mm?
- Are there any high ribs (rib height > 3 times the thickness of the wall)?
- Is the flatness requirement of within 0. 1mm for Class A surfaces?
- Would you like to reduce the unit cost by more than 15%?
- Does the part's longest dimension exceed 400mm?
Technical support from JS Precision
As a professional injection molding services provider, we provide free technical evaluation and Moldflow analysis to accurately calculate the feasibility and cost-effectiveness of gas assist injection molding processes, ensuring your project success rate throughout the process and helping you avoid detours.
Simply consult our engineers to quickly complete the project process feasibility assessment and determine whether the gas assisted process is suitable for your needs.
FAQs
Q1: Can gas assisted injection molding be used for any plastic material?
Generally, a gas assisted injection molding process works well with crystalline plastics like PP PE ABS, and nylon. There are some special cases though with certain engineering plastics that require thorough testing before getting green light. We can help you figure out if your material is suitable by performing tests free of charge.
Q2: Does the gas assist process lead to higher mold costs?
Since gas assist requires extra components such as gas needles and special gates, the mold cost will go up by 10%-20% at least. On the other hand, when material usage and waste saving are factored in, the custom injection molding cost gets lowered.
Q3: What is the maximum length that gas can penetrate?
If the gas assisted process is implemented properly, gas penetration has been demonstrated at lengths exceeding 2 meters. Such processes can cover the production of various ultra large industrial structural parts and are suitable for all large part injection molding scenarios.
Q4: How do I know if the gas channel is properly sealed?
A combination of melt filling control of 70%-95% of the mold cavity volume and a suitably designed mold parting surface can lead to long term sealing of the gas channel, a key aspect in mold design.
Q5: What is the yield rate of gas assisted injection molding?
If the mold is designed well and the parameters are set correctly, the yield rate of gas assisted injection molding may be as high as 98%-99. 5%, which is considerably higher than traditional thick wall injection molding and will effectively lower your scrap costs.
Q6: How much can the gas assisted process shorten the molding cycle?
Gas assisted cooling time is 30%-60% shorter than solid injection molding, and the overall molding cycle is 20%-40% shorter. This method is very suitable for large scale mass production of injection molding large parts.
Q7: At what wall thickness is it recommended to use gas assist?
Gas assisted injection molding should be considered when the maximum wall thickness of the part is over 4mm, or there are ribs with a width exceeding 6mm. This method can effectively help you avoid defects like shrinkage marks and warpage.
Q8: Can multi cavity molds be gas assisted?
Multi cavity molds can indeed be gas assisted. An independent air needle and flow control structure must be provided for each cavity to guarantee production consistency. Professional design solutions are at your disposal.
Summary
Gas assist injection molding is a perfect method to address the issues of shrinkage marks and warpage of large part injection molding. It is not an extra cost investment, but a technology investment that can offer you a lot of benefits.
Professional injection molding services combined with mature gas assisted processes can achieve triple improvements in surface quality, cost control, and structural performance for your injection molding large parts.
At the same time, custom injection molding cost can be reasonably optimized to make mass production more competitive.
Are you still struggling with the shrinkage marks or warping of the housings of your industrial equipment? Reach out to our engineering team right away, send your 3D drawings, and receive a free gas assist injection molding feasibility analysis report and mold flow analysis results. We will help you solve all the production issues fast.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

