
試作用射出成形金型を使用することは、少量生産のプラスチック試作品の検証における課題を解決する主要な手段です。多くの企業は、研究開発段階で50個のプラスチック製機能試作品が必要になった際に、様々な問題に直面します。
従来の鋼製金型は2万ドルかかり、納期は6週間かかる。3Dプリント部品は耐熱試験に合格できず、凹型構造のためCNC加工は全く不可能である。
ある意味、少量生産の射出成形プロトタイプの検証は、「コスト、サイクルタイム、性能」という3つのジレンマに陥っており、射出成形金型の使用が、これらの問題を非常に効率的に解決できるかどうかを決定する重要な要素となる。
コア回答の要約
問題 | 解決 | 主要データ |
|---|---|---|
少量生産の場合、金型コストが高額になる | アルミ型/3Dプリント製インサート | 初期費用が60~70%削減 |
金型の納期が長い | 高速CNC加工 | 5~7日で配達 |
見積もりに関するフィードバックが遅い | 標準化された金型ベース + 自動化されたDFM | 2営業時間以内にお見積もりいたします。 |
試作品の性能は量産品と異なる | 量産では同じ樹脂グレードとプロセスマッチングを使用します | 収縮率偏差 ≤0.2% |
主なポイント
- 高速射出成形は、50~500個の機能的な試作品を作成する場合、3Dプリンティングのわずか5分の1の価格で済むため、顧客にとって試作品のコストを大幅に削減できます。
- 高品質な試作品を入手するには、顧客は専用の試作品製作工房、公差管理のクローズドループ(0.05mm)、および迅速な材料変更能力を備えたサプライヤーを選定する必要があります。
- JS Precisionは、材料認証レポートと寸法検査レポートを提供しており、これにより顧客は試作品から量産へ直接移行することができ、将来の反復作業におけるコスト削減にもつながります。
JS Precisionの試作射出成形金型サービスを選ぶ理由とは?
少量生産の試作品検証という課題に取り組む際、適切な試作射出成形金型サービスを選択することは、ビジネスの成功にとって極めて重要です。
JS Precisionは、数十年にわたり試作射出成形および射出成形金型製作において豊富な経験を積んでおり、医療、自動車、エレクトロニクスなどの分野で500社以上のお客様にサービスを提供してきました。当社はお客様それぞれのニーズに合った、実用的なソリューションを提供いたします。
当社は射出成形用スナップモールドの設計・製造において、国際規格ISO 16916:2016を厳格に遵守しているため、当社の製品は国際レベルの品質を満たしており、同時に、お客様は品質リスクに効果的に対処し、プロトタイプの検証を効率的に完了することができます。
医療機器分野のスタートアップ企業は、内視鏡のハンドル試作品を50個必要としていた。従来の鋼製金型は高価(2万1000ドル)で納期も長かった(最大8週間)。一方、3Dプリントされたサンプルは70℃の滅菌試験に合格しなかった。
JS Precisionとの協業により、顧客はわずか1週間で適切なプロトタイプを入手することができました。7075アルミニウム金型とスライダーコア引き抜き技術を用いることでコストを低く抑え、わずか6,300ドルに抑えることができました。これにより、顧客は14,700ドルのコスト削減を実現できただけでなく、研究開発投資と時間コストも大幅に削減することができました。
少量生産のプロトタイプ検証においては、企業は主にレスポンスの速さとプロトタイプの精度に重点を置き、専用のプロトタイプ製作工房の設置と効率的な設備の使用が、これらの目標を保証する主要な要素となっている。
JS Precision社は、3台のFANUC Roboshot試作専用射出成形機(30~100トン)を購入し、試作専用のワークショップを開設しました。量産注文は受け付けておらず、顧客のニーズに迅速に対応できる優れた方法となっています。
当社では、0.05mmのクローズドループ公差管理に加え、材料認証や寸法検査レポートを提供しており、お客様が試作品から量産へ直接移行できるよう支援することで、その後の反復作業のコストを削減し、少量生産の試作品検証における信頼できるパートナーとなっています。
少量試作におけるコストと納期の問題でお困りの場合は、当社のエンジニアにご連絡ください。お客様のご要望に合わせた試作用射出成形金型ソリューションと、無料のプロジェクト実現可能性評価をご提供いたします。
試作射出成形金型とは何ですか?また、少量生産における高コストと長いリードタイムの問題をどのように解決するのでしょうか?
試作射出成形金型に使用されるアルミニウム製金型や3Dプリント製インサートは、従来の鋼製金型の代替品となる。これにより、初期費用を60~70%削減できる可能性がある。
高速CNC加工を採用することで、金型の納期を5~7日に短縮でき、50~500個の小ロット試作品生産に最適であり、少量試作品の検証という課題を解決できる。
小ロット生産における従来型鋼製金型のコスト償却の失敗
P20鋼製の金型1個の加工費用は約15,000ドルから20,000ドルです。この費用を200個で分担すると、1個あたりの費用は75ドルから100ドルとなり、研究開発費が大幅に増加します。
さらに、鋼製金型の熱処理や放電加工には通常4~6週間かかりますが、研究開発において極めて短いサイクルで反復作業が必要な場合は、この期間は適していません。
アルミ金型および3Dプリントインサートの低コスト代替品
SPIクラス105規格では、試作金型の寿命は500サイクルを超えてはならないと規定されている。
当社では、7075アルミニウム製の金型を取り扱っており、HB150の硬度に加工済みで、500~1000回の射出成形サイクルに耐えられるため、あらゆる点でこの基準を満たしています。金型の価格はわずか3,000~5,000ドルで、鋼製金型の4分の1程度です。
簡単に言うと、これは研究開発段階における「一時的なニーズ」を満たすために一時的に車をレンタルするようなもので、永久的に使用する車両を購入するために多額の費用をかける代わりに、ニーズを満たしつつ費用を節約できる方法です。
高速CNC加工により5~7日での納品が可能
当社では、アルミ金型加工に、最大24,000rpmの主軸回転速度を持つ高速CNC工作機械を使用しています。実際、荒加工と仕上げ加工は1回の段取りで同時に行われ、全工程は12~18時間で完了します。
さらに、DMEまたはHascoの標準金型ベースを使用する場合、金型ベースの加工時間を70%削減できます。その結果、金型を5~7日以内に納品することが可能です。
試作射出成形金型の選定に関するホワイトペーパーをダウンロードして、アルミニウム金型と鋼製金型に適用可能なシナリオを明確に理解し、適切な射出成形金型ソリューションを迅速に特定してください。

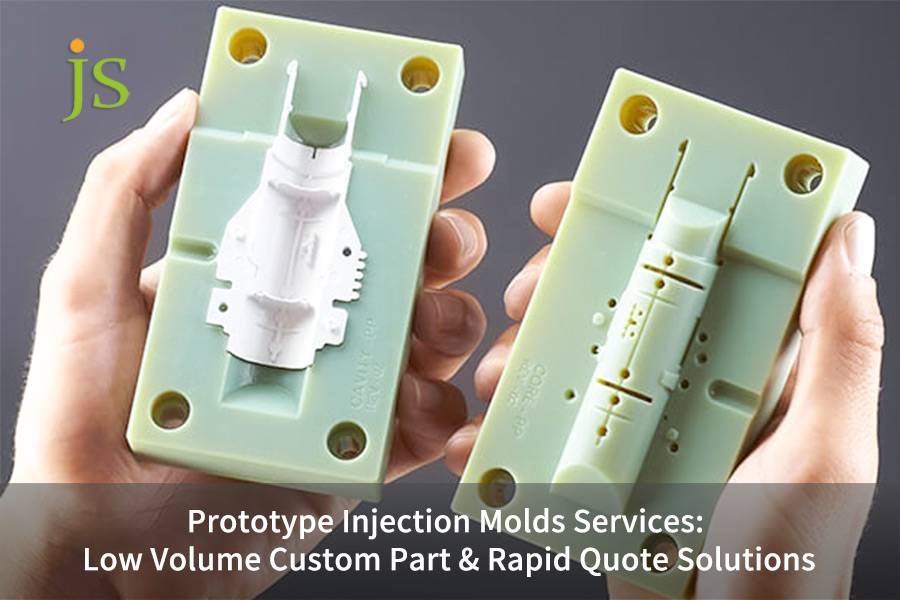
図1:4つの独立したキャビティ、金属製ガイドピン、およびエジェクタシステムを備えた、半透明の緑色の試作射出成形金型。展示スタンドに取り付けられている。
プロトタイプ射出成形サービスは、設計から部品製造まで24時間以内の迅速な見積もりをどのように実現しているのでしょうか?
顧客が3D図面をSTPまたはX_T形式でアップロードすると、システムは成形不良を検出し、30分以内に金型加工時間の概算値を提示することができます。
JS Precisionは、 2営業時間以内に概算見積もりを送付することを約束し、見積もり作成の遅延という課題に効果的に対処し、顧客が迅速な意思決定を行えるよう支援します。
標準化された金型システムにより、カスタム設計時間を短縮
事前に6種類の標準金型サイズを用意しており、試作品の約90%をカバーできます。加工が必要なのはコア/キャビティインサートのみです。金型ベースは再利用可能なので、設計期間が3日から4時間に短縮され、見積もりの効率が大幅に向上します。
自動DFM解析ツールが成形欠陥を迅速に特定
このプログラムは、壁の厚さ、アンダーカットの領域、ドラフトの角度などの要素をスキャンします。
推奨される壁厚は1.5~3.0mm(20%を超える偏差に対しては警告が表示されます)、ドラフト角度は1.5~2度が推奨されています。さらに、ゲートの位置や危険区域の有無に関する情報も最終的なDFMレポートに含まれています。
簡単に言うと、試作品のデザインを事前に「検証」し、発生しうる問題点を検知して、実際の生産段階でのやり直しを回避するようなものです。
2時間以内の見積もり保証と緊急注文処理
金型の複雑さについては1時間以内に確認し、材料費と機械費も1時間以内に算出いたしますので、概算見積もりは遅くとも2営業時間以内にお出しいたします。緊急のご注文の場合は、金型寿命予測を含む正式な見積もりを4時間以内にご提示いたします。
図2:工場内で、部品に対して精密加工を行っている産業機械のクローズアップ。
プラスチック射出成形金型の各部品は、試作金型の修正コストと柔軟性にどのように直接影響を与えるのか?
プラスチック射出成形金型の各部品の構成は、コストと変更の柔軟性に直接影響します。金型ベースは金型価格の40%を占めますが、標準的な金型ベースを選択することで、その割合を25%まで下げることができます。
精度は主にコア/キャビティに依存し、試作段階では射出機構と冷却機構が最も緩められるだろう。
金型ベースの規格とコア/キャビティの材料選択
LKMの標準金型ベースの価格はわずか800ドルから1500ドルですが、カスタム金型ベースの価格は5000ドルを超えます。コア/キャビティの材料はバッチサイズに基づいて選択され、 500個未満の場合はアルミニウム、2000個以上の場合は鋼が使用されます。
排出および冷却システムの簡素化方法
試作段階では、金型によって射出機構や冷却機構を簡素化することも可能です。例えば、射出ピンの数を8本から4本に半減しても、射出バランスを維持することができます。
冷却システムには2本の直線状の水路が使用されており、金型の温度差を5に保つことで、部品の反りや変形の問題を完全に解消し、コストと精度をバランスよく両立させています。
パーティング面とコア引き抜きのコア機能は単純化できない
金型内の凹形状は、成形後に部品を取り出すために、表面に対してある角度でスライドブロックまたはエジェクタが必要となるのが一般的です。試作品段階では、コアを手作業で引き抜くだけで済みます(これによりコストを40%削減できる可能性があります)。
- イテレーションが3回以下の場合は、手動でコアをプルする方法を選択する方が良いでしょう。
- 5回以上の反復処理を行う場合、コストと効率の両面から見て、800ドルの空気圧式スライドブロックが最良の選択肢となるでしょう。
カスタム部品の射出成形金型設計において、どのような故障モードを避けるべきか?
射出成形金型の設計ロジックは、試作品の品質を直接左右します。ゲート、冷却機構、突き出し機構の設計が不適切だと、ウェルドラインの曲がりなどの問題が発生する可能性があります。金型流動解析と交換可能なインサートを用いることで、初回成形歩留まり率を90%以上に向上させることができます。
ゲート位置の誤りによる溶接線と強度低下
コントローラーハウジングにおいて、ゲート位置が規定外であったために、スナップフィット部の基部の真向かいに溶接線が発生し、引張強度が設計値のわずか52%に低下しました。製品のゲート位置を後端まで修正したところ、強度はベース材料の90%以上に回復しました。
冷却経路の不足により、反りやサイクル寿命の延長が発生する。
冷却チャネルのないアルミ金型の場合、1サイクルに90秒かかり、部品の平面度は0.15mm以上になります。直径6mmの直線状の冷却チャネルを設けることで、サイクルタイムは35秒に短縮され、反りは0.05mmに抑えられ、効率と精度を両立させることができました。
交換が容易なインサート設計により、反復的な変更に対応可能
これらの交換部品は、それぞれ独立したインサートとして製造されています。変更を加える場合は、変更箇所に関連するインサートを交換するだけで済みます。金型全体を作り直す必要はありません。実際、費用はわずか200ドルから500ドル程度です。
つまり、スマートフォンのバッテリーを交換するのと同じようなものです。バッテリーが古くなったからといってスマートフォン全体を交換するわけではなく、主要部品だけを交換することで引き続き使用できるようにし、結果として費用を節約し、効率も向上させるのです。
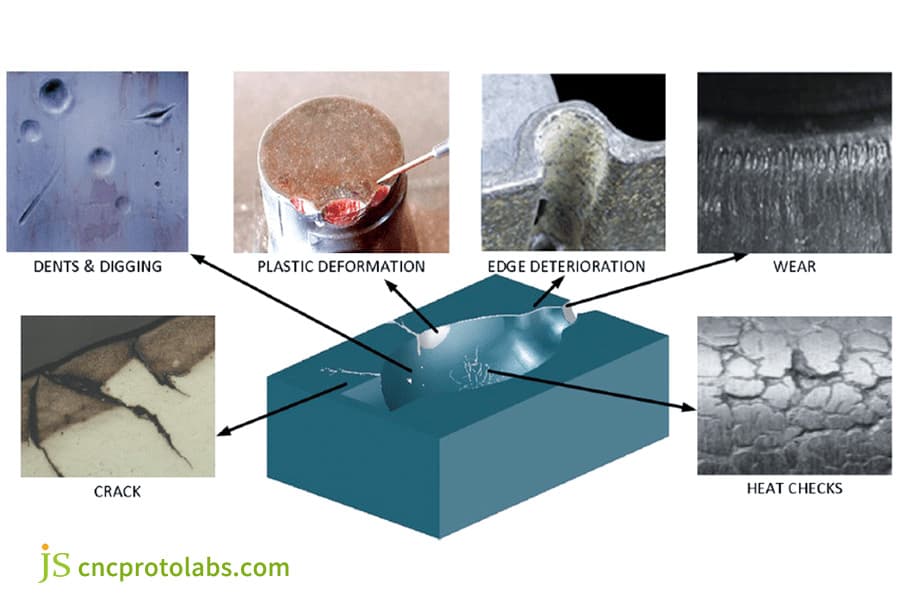
図3:射出成形金型における、へこみ、亀裂、塑性変形、熱割れなど、さまざまな種類の縁部劣化を示す技術図。
試作品段階で、プラスチック射出成形製品が最終組立要件を満たしているかどうかを判断する方法とは?
プラスチック射出成形製品の試作品が合格かどうかを判断する主な要素は、性能が良好であり、量産品と寸法的に一致していること、つまり後々の再加工が不要であることです。
試作品と元の原材料との間の性能のばらつきへの対処
例えば、試作品の材料を非強化ABSから量産用のガラス繊維強化ABSに変更すると、収縮率が0.5%から0.2%に低下し、組み立て上の問題が発生する可能性がある。
試作品と量産品が同じ原材料グレードで作られていること、そしてMFIの差が5%以内であることを確認することは非常に重要です。
成形パラメータによる収縮率の正確な再現
保持圧力や金型温度などの成形パラメータは、収縮率に直接影響を与えます。例えば、保持圧力を50MPaから80MPaに上げると収縮率は低下し、金型温度を上げると収縮率は上昇します。収縮率の変動幅は0.2%以内に抑えることができます。
材料認証報告書および寸法検査報告書の発行基準
材料認証レポートには、密度、引張強度などの詳細を記載する必要があります。寸法検査はCMM(三次元測定機)で行われ、臨界寸法CPkは1.33です。これにより、試作品と量産品の一貫性が確保され、組み立て上の問題が回避されます。
無料のプラスチック射出成形製品組立検証ガイドを入手して、試作品が最終組立要件を満たしているかどうかを迅速に判断し、手戻りを回避しましょう。
高速射出成形は、CNC加工や3Dプリンティングと比較して、試作品のプラスチック成形におけるどのような特有の課題を解決するのでしょうか?
高速射出成形は、非常に複雑な中空形状を一度に製造できるため、CNC加工や接着工程が不要になります。また、組立公差の積み重ねも回避できます。
さらに、等方性偏差5%の射出成形グレードの原材料を使用しており、製造される部品の引張強度はFDM 3Dプリンティングの2~3倍です。そのため、少量生産の試作ニーズに最適なプロセスと言えます。
さまざまな処理方法の性能とコストの比較
処理方法 | 許容範囲 | 材料等方性 | ABS樹脂製シェル200個の総費用(米ドル) | 複雑な凹面構造の成形能力 | 適用ロット |
|---|---|---|---|---|---|
高速射出成形 | ±0.05mm | 優秀(偏差≦5%) | 1300 | 丈夫で、一度成形すれば使える | 50~500個 |
CNC加工 | ±0.01mm | 素晴らしい | 1800 | 強度が弱く、分解と接着が必要 | 1~50個 |
3Dプリンティング(FDM方式) | ±0.1mm | 不良(Z軸方向の強度がXY平面のわずか30%) | 1600 | 中程度、ディテール精度が不十分 | 1~20個 |
従来型の鋼製金型射出成形 | ±0.02mm | 素晴らしい | 21500 | 強い | 1000点以上 |
CNC加工との比較:複雑な凹面構造の成形能力
CNC加工では、閉じた凹面や深く狭い溝の加工はできません。そのため、加工を完了するには分解と接着が必要となります。組み立て後の公差は最大0.2mmです。
一方、高速射出成形では、スライダーや角度付きエジェクターを使用して、組み立てミスなく一度の成形を行う。
3Dプリンティングとの比較:等方性材料が実際の強度を模倣
FDM方式で造形された部品は、Z軸方向の強度がXY軸方向の強度に比べてわずか30%しかありません。さらに、難燃性試験や滅菌試験にも合格しません。
しかし、等方性偏差が5%の射出成形グレードの原材料を使用した高速射出成形では、現実世界を反映した機械的検証を行うことができます。
試作品のプラスチック成形プロジェクトに関する無料見積もりをご希望の場合は、当社のエンジニアまでお問い合わせください。さまざまな加工方法の費用対効果を比較し、最適なソリューションをご提案いたします。
最適な射出成形会社を選ぶ際に重要な3つの技術指標とは?
最適な射出成形会社を選ぶには、他の要素を損なうことなく、試作品の品質、納期、コストに直接影響を与える3つの主要なパラメータに特に注意を払う必要があります。
金型材料性能比較表金型材料 | 硬度 | 金型費用(米ドル) | 耐用年数(回) | 処理サイクル(日数) | 適用ロット |
|---|---|---|---|---|---|
7075アルミニウム金型 | HB 150 | 3000~5000 | 500~1000 | 5-7 | 50~500個 |
6061-T6アルミニウム金型 | HB 95 | 2000~3500 | 300~500 | 4-6 | 50~300個 |
P20鋼型 | HRC 28-32 | 15000~20000 | 10000以上 | 30-42 | 1000点以上 |
H13鋼製金型 | HRC 45 | 25000~30000 | 50000以上 | 40~50 | 5000点以上 |
3Dプリントされたインサート | HB 80 | 500~1500 | 100~300 | 1-2 | - |
20~100個程度の少量生産の場合、混合生産方式では試作金型の製作期間が10営業日延長され、結果として研究開発段階が遅延する。
JS Precisionは、試作品製作工房だけでなく、量産には一切使用しない専用の射出成形機を3台保有しています。事前注文には48時間以内に返信し、迅速な納期を実現しています。
精度を確保するには、クローズドループ公差管理が不可欠です。金型のずれを修正するために、レニショー製のプローブを使用し、最初の製品は三次元測定機(CMM)で検査します。CPkを1.33に、臨界寸法偏差を0.05mmに抑えるように工程を変更し、これが量産における標準値となります。
JS Precisionの事例研究:医療機器スタートアップ企業向け内視鏡ハンドル試作品50点
医療機器のプロトタイプ検証には、材料、精度、製造時間において最高水準が求められます。本プロジェクトは、JS Precisionがプロトタイプ射出成形を通じて、顧客の根本的な問題を迅速かつ効率的に解決できることを示す好例です。
直面した課題
ある医療機器スタートアップ企業が、試作型の内視鏡ハンドルを50個購入したいと考えていた。ハンドル1個は、4つの隠しクリップと1.5mmの冷却チャネルで構成されている。
主な材料はPC/ABS合金(HDT 110)で、クリップは50Nの引張力に耐える必要がありました。鋼製の金型製作には8週間かかり、費用は2万1千ドルでした。また、3Dプリントされたサンプルは70℃の滅菌処理後に変形し、要求を満たしませんでした。
解決
JS Precisionは、顧客のニーズを徹底的に分析した結果、的を絞った射出成形金型の試作ソリューションを提案した。
当社では、金型費用わずか5,800ドルの7075アルミニウム製金型を採用することで、お客様のコストを大幅に削減しました。凹型クリップの課題を克服するため、スライダーコア引き抜き構造を考案し、凹型クリップを一体成形することに成功しました。これにより、分解加工に伴う精度誤差の問題を回避することができました。
金型流動シミュレーションを用いて、ハンドルテールのゲートを一点射出に設定し、装飾リブ下のウェルドラインによってクリップの応力領域の強度を確保した。
量産モデルには、同グレードのPC/ABS(SABIC C6200)が材料として採用された。
圧力保持パラメータ(70MPa×3秒)と射出速度(60mm/秒)を変更することで、試作品において量産品の収縮率0.5%~0.7%に非常に近い値が得られ、試作品と量産品の性能の一貫性が確保された。
金型は7日以内に納品され、その後わずか2時間で50個の部品を射出成形し、顧客の研究開発サイクル要件に効果的に対応しました。
最終結果
この試作品群の平均スナップフィット引張強度は53Nであり、溶接部の強度は母材の93%であった。
70℃/48時間の熱老化試験後も変形は観察されず、 ISO 10993-5細胞毒性スクリーニングに合格したため、FDAの事前承認に直接適している。
総費用は6,300ドルで、鋼製金型と比較して14,700ドルの節約となり、製造サイクルも7週間短縮されました。その後、顧客は量産のためにアルミニウム製金型を硬質金型に交換しました。
医療業界におけるプロトタイプ射出成形に関する事例研究をもっとご覧になりたい場合は、無料のプロジェクト費用見積もりをご依頼いただくか、カスタマイズされたプロトタイプ射出成形金型サービスソリューションを迅速に入手するために、当社までお問い合わせください。

よくある質問
Q1:試作射出成形金型の最小注文数量は?
試作射出成形金型からの最小注文数は20個です。実際、金型の寿命は100~500サイクルで、研究開発段階における試作品の小ロット生産検証の要件を満たすのに十分です。
Q2:1つのアルミ金型で、破損するまでに何個の部品を製造できますか?
7075アルミニウム製の金型は、500回から1000回の射出成形が可能です。摩耗後は精度が0.1mmになります。インサートを交換するか、鋼製金型を製作することで、さらに使用できます。
Q3:試作金型の改造にはどれくらいの費用がかかりますか?
インサートのみを交換する場合は200ドルから500ドルかかります。金型全体の構造変更の場合は2000ドル以上かかります。正確な価格は変更の複雑さによって決まります。
Q4:どのような3D図面フォーマットに対応できますか?
当社ではSTP、IGS、X_T、およびSTL形式に対応しています。STP形式は部品のソリッド形状をより正確に保持できるため、金型設計や欠陥の特定に役立つことから、 STP形式の使用をお勧めします。
Q5:最初の部品はいつ頃入手できますか?
金型の納品には5~7日かかりますが、射出成形工程自体はわずか1日で完了します。そのため、お客様は最短6~8日で最初の試作品を入手でき、研究開発における検証作業を大幅に効率化できます。
Q6:お客様が指定した原材料を使用することは可能ですか?
もちろん、お客様のご指定の原材料にも対応可能です。当社では、一般的に使用される原材料を常時20種類在庫しております。また、お客様のご要望に応じて、様々な特殊グレードの原材料も幅広く調達できます。
Q7:試作品の部品には、どの程度の公差が想定されますか?
アルミニウム金型の試作品の公差は約0.05mmであるのに対し、鋼製金型の公差は0.02mmまで高精度にすることができます。これらの2つの数値は、試作品検証におけるさまざまな精度要件に対応可能です。
Q8:試作品に使用した金型は量産にも使用できますか?
試作用のアルミ製金型は、鋼製金型インサートに変換できます。元の標準金型ベースをそのまま使用できるため、再設計の必要がなく、結果として量産用金型の総コストを40%削減できます。
まとめ
コスト、サイクルタイム、性能のバランスを考えると、50~500個のプラスチック製機能プロトタイプ用の試作射出成形金型は間違いなく最良の選択肢です。
これにより、従来の鋼製金型、CNC加工、3Dプリンティングの制約が完全に解消され、研究開発段階において、量産部品と同等の性能を持つ試作品を低コストかつ短納期で顧客に提供することが可能になります。
JS Precisionをご利用いただければ、これら3つの方法の中から選択する必要はありません。当社の専門的な試作射出成形金型サービスにより、迅速な試作検証と量産への統合が容易になり、製品の市場投入を早めることができます。
3Dデザインを送信していただければ、金型寿命予測を含む正式な見積もりを2時間以内にお届けします。今すぐ技術相談をご予約いただくと、金型流動解析の初期レポートを無料で入手できます。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

