

قالب حقن LSR يحدد بشكل مباشر ما إذا كانت المنتجات يمكنها اجتياز اختبارات صارمة في البحث والتطوير لمكونات السيليكون ذات الجدران السميكة في المجالات الطبية والصناعية المتطورة.
إذا كنت مقيدًا بإنشاء أجزاء سيليكون سميكة الجدران يمكنها اجتياز اختبار التوافق الحيوي USP Class VI وتحمل درجة حرارة 200 درجة مئوية، فسوف تعالج ثلاث مشكلات رئيسية:
يتم تمرير السيليكون المعتمد، ولكن الإفرازات بعد الصب خارج الحدود. تم اجتياز اختبار المقاومة للحرارة، لكن تشوه الأبعاد للعينة يحدث بعد التعقيم. لا يمكن لعملية التصنيع التقليدية أن تلبي متطلبات الأداء في نفس الوقت.
لا يمكن للمشاكل المذكورة أعلاه أن تتسبب في تأخير المشروع وتجاوز التكاليف فحسب، بل قد تؤدي أيضًا إلى فشل إطلاق المنتج.
ملخص الإجابة الأساسية
| التحديات الرئيسية | حلول التكنولوجيا الأساسية | القيمة المتوقعة |
| التوافق الحيوي مقابل الصراع في مقاومة الحرارة | تحسين عداء القالب + نظام التحكم الدقيق في درجة الحرارة | يزيل خطر التدهور الحراري للمواد ويضمن عدم وجود الإفرازات. |
| العيوب الداخلية في الأجزاء السميكة الجدران | عادم معزز بالفراغ + عملية تثبيت الضغط المرحلية | يزيل المسامية، ويحقق كثافة 100%، ويلبي متطلبات الختم المقاومة للضغط. |
| انحراف الأبعاد بسبب التعقيم المتكرر | تصميم تعويض مسبق للانكماش + قولبة داخلية منخفضة الضغط | يتم التحكم في تحمل الأبعاد ضمن ± 0.05 مم بعد التعقيم الحراري الرطب بدرجة حرارة 121 درجة مئوية. |
| اتساق الجودة متعدد التجاويف | تقنية موازنة العداء الساخن + مراقبة اللزوجة عبر الإنترنت | يضمن CpK ≥ 1.33 أثناء الإنتاج المستمر قوالب متعددة التجاويف . |
الوجبات السريعة الرئيسية
- مجرد اختيار المواد المناسبة لن يكون كافيا:
حتى لو كانت المواد المستخدمة متوافقة حيويًا، فقد يتم إبطال هذه الشهادة إذا لم يتم تنفيذ عمليات التشكيل بشكل صحيح.
- كل جانب من جوانب القالب يحدد الجودة:
تساهم ميزات مثل تصميم العداء بدون أي زوايا ميتة والأسطح المعالجة بدقة بشكل كبير في إطالة عمر مقاومة الحرارة للأجزاء السميكة الجدران.
- نهج قائم على البيانات لتحقيق نتائج مستقرة:
يعتمد الإنتاج الناجح على نطاق واسع لقوالب عالية الجودة ومتعددة التجاويف على التوازن الحراري الدقيق للقوالب ومراقبة العملية المستمرة.
- العمل مع الخبراء هو أسرع طريقة من خلال:
من أجل إنتاج الأجزاء المعقدة في الوقت المناسب والتي تتوافق مع USP Class VI ومتطلبات مقاومة الحرارة، لا يمكن المبالغة في التأكيد على التصميم المشترك للمواد والقوالب والعمليات .
لماذا تثق بهذا الدليل؟ خبرة JS Precision في خدمات قوالب حقن LSR
مع أكثر من 15 عامًا من الخبرة في مجال القولبة بالحقن الدقيق، تكرس شركة JS Precision جهودها لمعالجة تحديات البحث والتطوير في قالب حقن LSR ومكونات السيليكون الطبية.
لقد أنتجنا أكثر من 300000 قطعة مخصصة عالية الدقة وخدمنا أكثر من 1000 عميل حول العالم. بفضل معدل التسليم في الوقت المحدد بنسبة 99.2% ، ستتمكن من تجنب تأخيرات المشروع والحفاظ على سير المشروعات بكفاءة.
بالإضافة إلى ذلك، حصلنا على شهادة ISO 9001:2015 و ISO 13485:2016 نظم الجودة الطبية .
بالإضافة إلى ذلك، فإن تصميم أدوات قوالب الحقن وعمليات التصنيع لدينا تلبي معايير التصنيع الطبية العالمية ويمكن تتبعها بالكامل، لذا يمكنك التأكد من أن مخاطر الامتثال في الإنتاج الضخم للمكونات الطبية ستكون شيئًا من الماضي بالنسبة لك، وستكون قادرًا على اجتياز الشهادة مع كل دفعة دون القلق بشأن مشكلات الامتثال.
لقد ساعدنا مصنعي الأجهزة الطبية في أوروبا وأمريكا الشمالية على حل مشكلات التوافق الحيوي والمقاومة للحرارة لأختام LSR ذات الجدران السميكة، وبالتالي ساعدناهم على زيادة معدلات الإنتاج من 65% إلى 98% وتقليل أوقات دورة الإنتاج الضخم بنسبة 40%.
تدعمك دراسات الحالة الواقعية لدينا في توفير التكاليف من خلال تقليل أسلوب التجربة والخطأ وتحقيق ربحية الإنتاج الضخم بسرعة.
لدينا معدلات انكماش لأكثر من 50 مادة LSR مختلفة في قاعدة البيانات الخاصة بنا، والتي تغطي نطاقًا واسعًا من الصلابة من 20 إلى 80 Shore A وسمك الجدران من 1 إلى 10 ملم.
تم تأكيد جميع معلمات العملية من خلال تجارب وزارة الطاقة مما يساعدك في الحصول على بيانات دقيقة لتجنب خسائر إعادة العمل بسبب الانحرافات في الأبعاد والتحكم في تكاليف الإنتاج.
فريقنا الهندسي متاح على مدار الساعة طوال أيام الأسبوع لإجراء تحليل سوق دبي المالي عبر الإنترنت ويمكنه أيضًا الإجابة على أسئلتك الفنية خلال 15 دقيقة.
نرافقك خلال جميع المراحل بدءًا من تصميم قالب الحقن حتى تسليم الإنتاج الضخم. بهذه الطريقة نساعدك على التغلب على مخاوفك المتعلقة بالجودة المتعلقة بمكونات الدرجة الطبية، وفي الوقت نفسه، يمكنك المضي قدمًا في مشاريعك بسهولة ويسر.
قم بتنزيل المستند التقني للتطبيق الطبي لقالب الحقن LSR الآن واحصل على استشارة مجانية حول العملية الأساسية ونصائح حول اختيار المواد.
هل يمكن لأجزاء السيليكون المخصصة اجتياز USP Class Vi وختم 200 درجة مئوية؟
بالتأكيد، سر ما إذا كانت أجزاء السيليكون المخصصة يمكنها تلبية هذين المعيارين الصارمين للغاية في نفس الوقت هو في الجمع بين صياغة المواد وعملية التشكيل.
هل تريد منا مساعدتك في خطوة التحقق من العملية وتصميم أدوات قالب الحقن؟ بعد ذلك، يتم إجراء اختبار الامتثال للعملية الكاملة وفقًا لـ معايير الأيزو 10993-1 يتم ذلك لضمان نجاح شهادة المنتج.
التأثير التآزري لصياغة المواد ومعالجتها
في الواقع، الكثير من الموردين غير قادرين على تقديم كل من مقاومة الحرارة وشهادة USP Class VI في نفس الوقت، مما قد يؤدي إلى تأخير المشروع.
نقوم بإجراء تجارب وزارة الطاقة لتعيين معلمات الفلكنة بدقة. بهذه الطريقة، ستكون أجزاء السيليكون المخصصة لديك قادرة على الحفاظ على 70% من قوة الشد حتى بعد 7 أيام من التقادم الحراري عند 200 درجة مئوية واجتياز التقييم البيولوجي، مما يقلل بشكل كبير من خطر فشل الشهادة.
التحقق من أداء الختم
بعد مرحلة التشكيل، تخضع جميع أجزاء السيليكون المخصصة لاختبار تسرب الهيليوم (معدل التسرب 110 مليبارلتر/ثانية). وهذا يضمن أن الختم سيكون موثوقًا به حتى عند 200 درجة مئوية. خدمات قوالب الحقن LSR التي تعمل تحت التحكم الكامل في العملية تستبعد إمكانية فشل الختم.
المفاضلة بين الفلكنة البلاتينية والفلكنة البيروكسيدية
نظرًا لأن الفلكنة البلاتينية لـ LSR لا تولد أي هطول للأمطار الثانوية، فهي خيار أفضل لسيناريو USP Class VI الخاص بك، وقد تكون الفلكنة بالبيروكسيد خيارًا أفضل إذا كنت تريد المزيد من المقاومة للحرارة ولكنها تحتاج إلى خطوة الفلكنة الثانوية.
سنقدم لك مقترح صياغة ونطابق تصميمات القوالب الطبية مع متطلبات منتجك، ثم نختار الحل الأفضل.
كيف تنجو قوالب الحقن الدقيقة من التعقيم المتكرر؟
قد تؤدي التغييرات في الأبعاد الناتجة عن عمليات التعقيم المتعددة إلى فشل تجميع المنتج.
قوالب الحقن الدقيقة التنبؤ بدقة بمعدل انكماش LSR (2.0٪ -3.5٪ بعد التعقيم الحراري الرطب بدرجة حرارة 121 درجة مئوية)، وتحسين العملية لتقليل الضغط الداخلي، وضمان استقرار حجم المنتج والامتثال لمعدل النجاح بعد التعقيم.
التنبؤ بالإجهاد الداخلي والانكماش
من خلال محاكاة الضغوط الداخلية مع برنامج تدفق القالب عالي الدقة، يتم التحكم في الضغوط المتبقية أقل من 5MPa.
علاوة على ذلك، فإن الجمع بين تخفيف الضغط المتبقي والتعويض الأبعاد لقوالب الحقن الدقيقة يؤدي إلى تغيير الأبعاد الحرج بمقدار 0.02 مم حتى بعد 50 دورة تعقيم، مما يؤدي إلى القضاء تمامًا على انحراف الأبعاد.
عملية التلدين: المعالجة اللاحقة للقضاء على الإجهاد الداخلي
بهدف إنتاج أجزاء عالية الدقة، نقوم بدمج عملية التلدين بدرجة حرارة 150 درجة مئوية لمدة ساعتين ، والتي تطلق الضغط الناتج عن اتجاه القالب.
يعزز هذا الإجراء بشكل كبير ثبات أبعاد المنتج بعد التعقيم ويضمن أنه يمكنه تلبية معايير الدقة الطبية مما يؤدي إلى اختبار القبول الناجح.
مطابقة المواد والعمليات
نحن ندعم تصميم قالب الحقن الدقيق الخاص بك من خلال قاعدة معرفتنا القريبة الخاصة بمعدل الانكماش والتي تضم أكثر من 50 مادة LSR. خدمات القولبة بالحقن LSR قادرة أيضًا على التكيف مع أفضل عملية في نفس الوقت، وبالتالي تقليل أوقات القولبة التجريبية وتقصير دورة التطوير بشكل كبير.
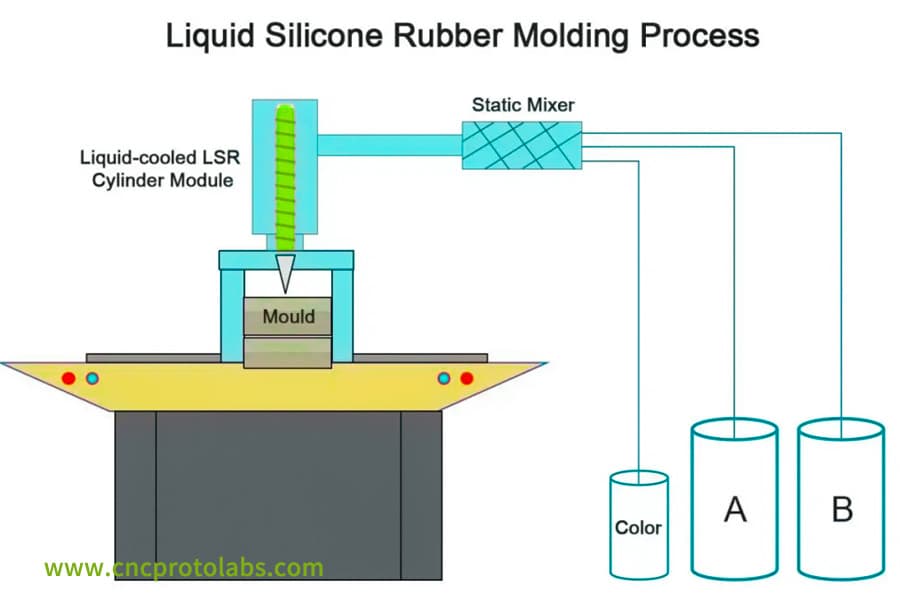
الشكل 1: رسم تخطيطي فني لعملية صب حقن مطاط السيليكون السائل (LSR)، يُظهر أسطوانات المواد A/B، وخلاطًا ثابتًا، والحقن في قالب.
كيف تضمن خدمات قوالب حقن LSR التوافق الحيوي والاستقرار الحراري طويل الأمد؟
يعد التوافق الحيوي والمقاومة الدائمة للحرارة من السمات الرئيسية للمنتجات الطبية.
تستخدم عمليات قوالب الحقن LSR مواد عالية النقاء محفزة بالبلاتين والتي، إلى جانب درجة حرارة يتم التحكم فيها بإحكام، يمكن أن تضمن الارتباط الكامل للمادة وغياب ترسيب المواد ذات الوزن الجزيئي المنخفض من أجل الامتثال للوائح.
ضمان النقاء من المواد إلى المنتج النهائي
إن المواد الأساسية من السيليكون LSR الخاصة بنا هي من معايير USP Class VI، وبالتالي فإن المصدر الوحيد للتلوث هو تصميم قوالب الحقن المرحلة التي قمنا بإزالتها.
يتم خلط المواد في غرفة نظيفة من الدرجة 10000. تحافظ خدمات قوالب الحقن LSR لدينا على مستوى التحكم في النقاء مرتفع جدًا في جميع الأوقات للتأكد من عدم وجود مشكلات في شهادة التوافق الحيوي.
معلمة العملية: التحكم في نافذة الفلكنة بدقة
تحليل منحنى الفلكنة هو أداتنا لتحديد معلمات الارتباط المتشابك. من خلال التحكم في تقلبات درجة حرارة قولبة الحقن في حدود 2 درجة مئوية، سيؤدي ذلك إلى الفلكنة الكاملة للمادة بنسبة 100% وغياب أي ترشيح منخفض الوزن الجزيئي.
معلمات عملية قالب حقن LSR ومراسلات الأداء
| معلمات العملية | درجة حرارة الفلكنة (درجة مئوية) | وقت الفلكنة (ق) | تقلب درجة حرارة العفن (درجة مئوية) | معدل الانكماش (٪) | درجة الإفرازات |
| العملية التقليدية | 190±5 | 60 | ±5 | 3.5-4.0 | الصف 3 |
| عملية التصنيع باستخدام الحاسب الآلي | 185±2 | 90 | ±2 | 2.0-2.5 | الصف 1 |
| جدار سميك مخصص | 180 ± 2 | 120 | ±3 | 2.2-2.8 | الصف 1 |
| الإنتاج الضخم متعدد التجويف | 185±2 | 90 | ±2 | 2.0-2.5 | الصف 1 |
| معيار الصف الطبي | 160-200 | 60-150 | ±3 | 2.0-3.5 | ≥ الصف 1 |
أرسل مواصفات المكونات الخاصة بك واحصل على حلول عمليات مخصصة مجانًا وتقديرات التكلفة لخدمات قوالب حقن LSR.
ما الذي تتضمنه خدمات قوالب حقن LSR لمقاومة الحرارة من الدرجة الطبية؟
تتكون خدمات قولبة الحقن LSR من الوحدات الثلاث الرئيسية التالية: اختيار المواد المقاومة للحرارة، وتصميم قالب حراري متوازن للجدران السميكة، والتحكم في العمليات في حلقة مغلقة. ت
يوفر هذا دعمًا شاملاً للإنتاج الضخم للمكونات المقاومة للحرارة من الدرجة الطبية، وبالتالي حل مشكلة موازنة احتياجات الأداء المزدوج.
العمق الفني: عملية التشكيل هي ضمان للأداء
حتى إذا اخترت مواد مقاومة لدرجة حرارة 250 درجة مئوية، فقد يتسبب انحراف درجة حرارة الحقن أو تلوث العفن في فقدان الشهادة. ملكنا خدمات قوالب حقن LSR حافظ على انحرافات درجة الحرارة صغيرة (في حدود 2 درجة مئوية) جنبًا إلى جنب مع تصميم القالب الطبي، فهي تقلل من نقاط المخاطر الأولية.
التحقق من صحة المواد: دعم بيانات الشيخوخة الحرارية
قبل الإنتاج الضخم، تخضع جميع مواد LSR إلى 200 درجة مئوية، واختبار التقادم الحراري لمدة 168 ساعة من أجل ضمان الحفاظ على قوة الشد والاستطالة عند الكسر. توفر خدمات قوالب الحقن LSR التحقق الكامل من صحة المواد لأجزاء السيليكون المخصصة لديك، مما يمنع المخاطر الناجمة عن نقص المقاومة للحرارة.
الحفاظ على عدم اختلاف الفلكنة في الأجزاء ذات الجدران السميكة
بالنسبة للأجزاء التي لها جدران أكثر سمكًا من 5 مم، يتم استخدام التحكم في درجة الحرارة حسب المناطق بشكل مستقل للحفاظ على الفرق في درجة حرارة تجويف القالب بمقدار 3 درجات مئوية.
ونتيجة لذلك، لا يتم ربط النواة ذات الجدران السميكة بشكل غير كامل. علاوة على خدمات إنتاج قوالب LSR متعددة التجاويف، يتم تحقيق إنتاج ضخم مستقر وزيادة الكفاءة.
كيفية تصميم قوالب الحقن دون مخاطر التوافق الحيوي؟
عندما تقوم بتصميم قوالب صب الحقن، فمن الضروري استخدام نظام تشغيل حراري كامل والتأكد من عدم وجود مناطق ميتة.
هنا في شركتنا، يمكننا مساعدتك في إزالة مناطق ركود الذوبان، وإيقاف تدهور LSR بدرجة الحرارة العالية، والقضاء على هجرة المنتجات الثانوية السامة، وضمان التوافق الحيوي للمنتج، ومنع فشل الاعتماد.
التصميم الهندسي لعداء الركود الصفري
عن طريق تحليل تدفق القالب، نقوم بضبط معلمات العداء للحصول على تدفق الذوبان الأمثل وحرارة القص المنتظمة عند 200 درجة مئوية، مما يزيل أي تدهور محتمل للمواد من خلال وقت ركود يزيد عن 30 ثانية نظرًا لأن تصميم العداء لقوالب الحقن يرتبط ارتباطًا مباشرًا بتحديد خط الأساس للسلامة الحيوية لمنتجك.
استراتيجية اختيار العداء البارد مقابل العداء الساخن
في حالة المنتجات ذات متطلبات التوافق الحيوي العالية جدًا، اختر نظام المجاري الساخنة بالكامل للتخلص من التلوث الناتج عن رؤوس المجاري المعاد تدويرها.
في حالة اختيار نظام العداء البارد، فإننا نحد بشكل صارم من معدل إعادة التدوير إلى 15% ، بالإضافة إلى قوالب الصف الطبية، واستخدام قوالب الحقن المصممة لضمان امتثال المنتج.
مادة القالب: التحقق من التوافق مع LSR
نحن نختار الفولاذ المقاوم للتآكل S136 أو 420SS التصنيع باستخدام الحاسب الآلي ويتم معالجته بالحرارة الفراغية لوقف هجرة الأيونات المعدنية من رواسب العفن ذات درجة الحرارة المرتفعة، وبالتالي لا يؤثر على اختبار التوافق الحيوي لمنتجك. إلى جانب استخدام قوالب الحقن الدقيقة، فإننا نستخدم أيضًا قوالب الحقن المصممة لضمان سلامة القالب.

الشكل 2: يظهر قالب معدني متعدد التجاويف مع وجود مكونين بلاستيكيين شفافين مصنوعين بدقة، مما يوضح نتيجة عملية التشكيل.
لماذا تتطلب قوالب الصف الطبي معالجات سطحية خاصة للتطبيقات المقاومة للحرارة؟
تلعب المعالجة السطحية للقوالب الطبية دورًا أساسيًا في قولبة منتجك وجودته. على سبيل المثال، إذا كانت خشونة السطح Ra > 0.1m ، فإن المنتجات تكون معرضة بشدة للتلف الناتج عن القالب.
لعلاج هذه المشكلة، نقدم علاجات تلميع دقيقة للغاية وطلاء نانو ليس فقط لمنع تلف القالب ولكن أيضًا لتعزيز إنتاجية المنتج.
خشونة السطح Ra 0.05m - لماذا هو مهم جدا؟
لرفع صلابة سطح القوالب الطبية إلى HV 2000 أو حتى أكثر من ذلك، فإننا نلجأ إلى طلاء PVD أو الطلاء الكربوني الشبيه بالماس.
بعد 3000 دورة من درجات الحرارة العالية ، لا يزال السطح يحتوي على احتكاك منخفض، مما يساعدك على تحقيق قولبة غير مدمرة. بالإضافة إلى ذلك، فهو يضمن مظهر المنتج واستقرار الإنتاج الضخم.
اختيار الطلاء: DLC vs CrN
استنادًا إلى خصائص المنتج، تتوافق مجموعة الطلاء لدينا مع حلولك المخصصة لقوالب الدرجة الطبية جنبًا إلى جنب مع خدمات قولبة الحقن LSR.
زاوية التشكيل: تعويض هندسي لتقليل الالتصاق
بشكل أساسي، إذا كنت تتعامل مع منتجات ذات تجاويف عميقة أو منتجات مقطوعة، فإننا نقوم برفع زاوية القولبة قوالب الصف الطبية إلى 1.5 درجة -2 درجة، وأعد تصميم تخطيط دبوس القاذف لجعل القالب أقل مقاومة. في نفس الوقت، يتم تحسين هيكل قوالب الحقن لتقليل تلف المنتج بشكل ملحوظ.
جدول معلمات المعالجة السطحية للقوالب الطبية
| نوع المعالجة السطحية | خشونة Ra (μm) | صلابة السطح (HV) | دورات الحرارة | معامل الاحتكاك | السيناريوهات القابلة للتطبيق |
| تلميع تقليدي | 0.2 | 800 | 1000 | 0.3 | الأجزاء الصناعية العامة |
| تلميع دقيق | 0.1 | 1000 | 2000 | 0.2 | الأجزاء الصناعية الراقية |
| طلاء دي إل سي | 0.05 | 2000 | 3000 | 0.08 | الطبية عالية اللزوجة LSR |
| طلاء CrN | 0.05 | 1800 | 3500 | 0.12 | أجزاء مقاومة للتآكل من الفلوروسيليكون |
| معيار الصف الطبي | .050.05 | ≥1500 | ≥3000 | .10.1 | الطبية USP الفئة السادسة |
احصل على عرض أسعار مجاني لحلول معالجة أسطح القوالب الطبية، وتوضيح تكاليف معالجة القوالب، والمهل الزمنية، ومعايير الجودة.
كيف تحافظ خدمات إنتاج قوالب LSR متعددة التجاويف على اتساق الجودة؟
تستخدم خدمات إنتاج قوالب LSR متعددة التجاويف مجاري ساخنة منفصلة ونظام موازنة درجة حرارة القالب لتقييد تغيرات درجة الحرارة بين التجاويف في حدود 2 درجة مئوية، وبالتالي تجنب المعالجة المنخفضة والمعالجة الزائدة وضمان أداء موحد للمنتج عبر جميع التجاويف والامتثال لمتطلبات الإنتاج الضخم.
مستقر CpK 1.33 عبر التجاويف
عند استخدام قوالب متعددة التجاويف ذات 32 تجويف/64 تجويف للإنتاج الضخم، فإننا نقوم بتحليل الضغط وتوزيع الحرارة لكل تجويف في وقت واحد.
بهذه الطريقة، يتم ضمان تباين الصلابة داخل الدفعة ليكون 2 Shore A، وهو معيار من الدرجة الطبية. خدمات إنتاج قوالب LSR متعددة التجاويف قادرة على الإنتاج الضخم المستقر.
موازنة العداء الساخن
من خلال استخدام المجاري الساخنة من نوع الصمام الذي يتم التحكم في درجة حرارته بشكل مستقل، فإننا نحافظ على الفرق في ضغط الحقن ومعدل الملء بين التجاويف في حدود 3%، وبالتالي منع انحرافات الأبعاد.
خدمات إنتاج قوالب LSR متعددة التجاويف ، إلى جانب قوالب الحقن المصممة حديثًا، قادرة على تحقيق توازن العداء.
SPC جنبا إلى جنب مع التفتيش الكامل
طوال فترة الإنتاج، يتم إجراء القياسات واختبار الصلابة بشكل عشوائي كل ساعتين. وفي الوقت نفسه، يتم تعقب تغييرات CpK بواسطة SPC.
تخضع الأجزاء المهمة جدًا لفحص كامل بنسبة 100% باستخدام آلات الفرز البصري. تؤدي خدمات إنتاج قوالب LSR متعددة التجاويف عند دمجها مع خدمات قوالب حقن LSR إلى مراقبة الجودة الشاملة وتقليل النفايات.
دراسة حالة لدقة JS: اختراق في المقاومة الحرارية العالية لأختام LSR ذات الجدران السميكة
خلفية العميل
واجهت إحدى الشركات المصنعة للمعدات الطبية الأوروبية ذات مرة تحديًا يتمثل في تطوير أختام LSR ذات جدران سميكة لأجهزة مساعدة القلب، الأمر الذي يتطلب شهادة USP Class VI وأكثر من 2000 دورة تعقيم عالية الضغط عند 134 درجة مئوية للحفاظ على أداء الختم.
ومع ذلك، نظرًا لعدم كفاية التكنولوجيا المقدمة من المورد في المراحل المبكرة، توقف المشروع وحدثت تجاوزات في التكاليف، وهو ما قد يمثل أيضًا معضلة قد تواجهها.
التحديات التي واجهتها
أهم ثلاث مشكلات واجهها العميل في البداية هي:
المسام الصغيرة في الجدار بسمك 6 مم أدت إلى انفجار الختم أثناء التعقيم، ونطاق انكماش القطر الداخلي 0.2 مم بعد التعقيم مما أدى إلى فشل التجميع، ودرجة حرارة القولبة المرتفعة للغاية أدت إلى انخفاض الوزن الجزيئي مع فشل اختبارات التوافق الحيوي.
الحلول
1. تصميم التنفيس:
نحن نستخدم تقنية تصميم قوالب الحقن لإنشاء نظام تنفيس فراغ متعدد الطبقات بحيث يمكن إخلاء المنطقة السميكة الجدران إلى -0. 1MPa أثناء إغلاق القالب، مما يزيل المسام الداخلية تمامًا ويمنع فشل الختم بسبب الانفجار أثناء التعقيم.
2. دقة الأبعاد:
نحن نستخدم قوالب حقن دقيقة للتنبؤ بدقة بمعدل الانكماش، والذي يتم دمجه مع تكنولوجيا الإفراط في القولبة وقاعدة البيانات، تقلل منطقة تحمل القطر الداخلي من 0.2 مم إلى 0.05 مم، وبالتالي منع انحراف الأبعاد بعد التعقيم وحل مشاكل فشل التجميع بشكل فعال.
3. عملية صب:
تشتمل خدمات قوالب الحقن LSR الخاصة بنا على نظام التحكم في ضغط الحلقة المغلقة للحفاظ على درجة حرارة القالب عند 185±2 درجة مئوية، وبالتالي يتم قفل الارتباط المتقاطع للمواد في أفضل نقطة. وبهذا، ستتمكن من تجنب الرواسب الناتجة عن الإفراط في الكبريت وتضمن اختبار التوافق الحيوي لمنتجك بنجاح.
4. المعايير الطبية:
يتم تنفيذ عملية تصنيع قوالب الحقن لدينا وفقًا لمعايير التصنيع الطبية ويتم ضمان الجودة بشكل شامل، ويتم ضمان أن تكون المكونات من أعلى مستويات الجودة ويحصل منتجك بنجاح على شهادة USP Class VI ، وبالتالي تجنب تأخير المشروع الناجم عن فشل الشهادة.
النتائج النهائية
في النهاية، نحن نساعد عملائنا على تحقيق ثلاث فوائد أساسية:
- تجتاز مكوناتها اختبار USP Class VI في المحاولة الأولى دون أي سمية للخلايا.
- نحن نساعد في الحفاظ على معدل الاحتفاظ بالختم بنسبة 95% بعد 2500 دورة تعقيم عند 134 درجة مئوية.
- ويتم زيادة معدل إنتاجهم من 65% إلى 98%، حتى يتمكنوا من بدء التجارب السريرية قبل 6 أسابيع. هذه هي القيم الحقيقية لشراكتنا التي نقدمها لك بنموذج موثوق لإنتاج كميات كبيرة من المنتجات المماثلة مكونات LSR الطبية ذات الجدران السميكة .
جدول مقارنة قيمة التحديات والحلول الأساسية
| نوع التحدي | معدل عيوب ما قبل الحل | حل | معدل عيب ما بعد الحل | خفض التكلفة (٪) | تقليل وقت الدورة (%) |
| نضح التوافق الحيوي | 35% | تحسين قناة التدفق + التحكم الدقيق في درجة الحرارة | 2% | 30 | 40 |
| عيوب مسامية الجدران السميكة | 40% | تفريغ الفراغ + عقد الضغط المرحلي | 1% | 25 | 30 |
| التعقيم الانجراف الأبعاد | 30% | تعويض الانكماش + قولبة منخفضة الإجهاد | 1% | 20 | 25 |
| ضعف الاتساق متعدد التجاويف | 25% | موازنة العداء الساخن + المراقبة عبر الإنترنت | 2% | 15 | 20 |
أرسل رسومات مكونات الختم الخاصة بك لتحصل على حل إنتاج ضخم مخصص مجانًا وتقرير سوق دبي المالي لنفس قالب حقن LSR.
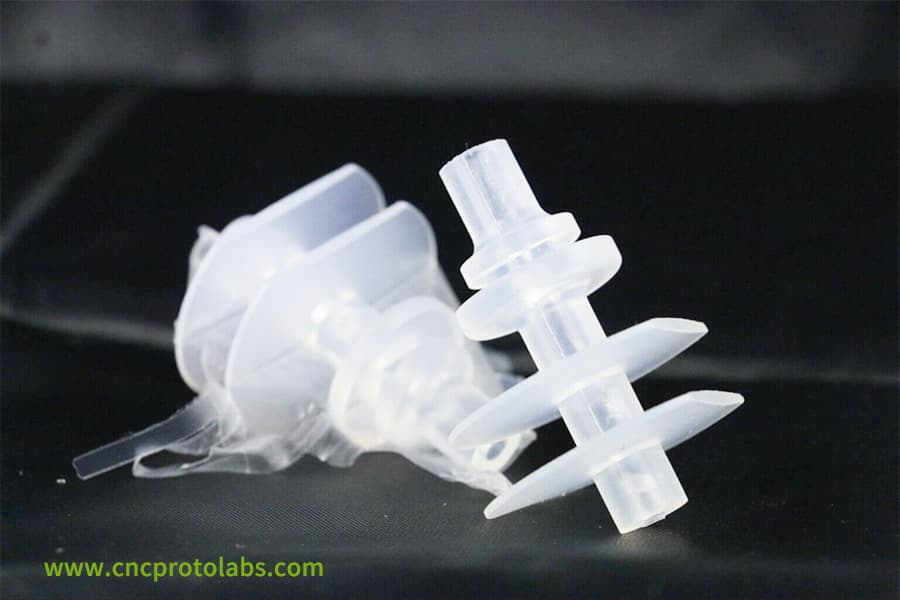
الشكل 3: لقطة مقربة لمكون بلاستيكي شفاف معقد حلزوني الشكل، من المحتمل أن يكون خلاطًا أو دافعًا لجهاز طبي.
الأسئلة الشائعة
س 1: ما هو الحد الأدنى لسمك الجدار الذي يمكنك تحقيقه لقولبة حقن LSR؟
بشكل عام، قوالب الحقن LSR الخاصة بنا لديها سمك جدار أدنى يبلغ 0.5 مم. ومع ذلك، فإن مثل هذه المقاطع الرقيقة تتطلب قالبًا عالي الدقة ونظامًا مدعومًا بالفراغ من أجل ملء التجويف بالكامل بالمادة.
س 2: هل يمكنك معالجة مواد LSR المعتمدة من إدارة الغذاء والدواء؟
نحن قادرون على معالجة مجموعة متنوعة من مواد LSR المحفزة بالبلاتينيوم والمتوافقة مع FDA 21 CFR 177.2600 وUSP Class VI، وبالتالي تلبية معايير الاتصال الطبية والغذائية.
س 3: كيف يمكن تجنب المعالجة الداخلية غير الكاملة لأجزاء LSR ذات الجدران السميكة؟
من خلال إجراء عملية تثبيت الضغط على مراحل وتمديد وقت الفلكنة بالإضافة إلى استخدام التحكم في درجة حرارة القالب، فإننا نضمن نقلًا موحدًا للحرارة والذي بدوره يتجنب المعالجة الداخلية غير الكاملة لأجزاء LSR ذات الجدران السميكة.
س 4: كيف يمكن ضمان ثبات الوزن في كل تجويف للقالب متعدد التجاويف؟
من خلال تصميم نظام الجري المتوازن بدقة ومراقبة الوزن عبر الإنترنت، فإننا نحافظ على انحراف كمية الحقن في كل تجويف في حدود 0.5%، مما يؤدي إلى تناسق الوزن عبر مجموعة من التجاويف.
س5: ما هو معدل الانكماش المسموح به عادةً عند تصميم قالب LSR؟
عادة، يتراوح معدل انكماش مواد LSR من 2.0% إلى 3.5% ، اعتمادًا على عوامل مثل نوع المادة، وسمك الجدران، والعملية. للحصول على القيمة الدقيقة، سوف نقدم نتائج تحليل تدفق القالب.
س 6: كم من الوقت يستغرق تصنيع قالب LSR من الدرجة الطبية؟
بشكل عام، يستغرق إنتاج قوالب طبية قياسية من 4 إلى 6 أسابيع، على الرغم من أن هذا الإطار الزمني يختلف باختلاف مدى تعقيد القالب وعدد التجاويف. لتسريع عملية الموافقة الخاصة بك، سوف نرسل لك تقرير سوق دبي المالي.
س 7: هل ستتصلب مادة LSR عند استخدام درجات حرارة عالية تصل إلى 200 درجة مئوية؟
تعتبر مادة LSR عالية الجودة والمبركنة بالكامل مستقرة جدًا وبعد التعتيق عند 200 درجة مئوية، تتغير صلابتها إلى الحد الأدنى (5 شور أ). إذا لم يتم مبركن المادة بشكل صحيح، سيكون هناك زيادة كبيرة في الصلابة.
س 8: هل يمكنك تقديم خدمات overmolding الثانوية لمكونات LSR؟
نحن قادرون على تقديم فرط صب ثانوي لـ LSR على المعادن والبلاستيك الصلب. بالإضافة إلى ذلك، يتم تنفيذ التصميم المناسب لأسطح التزاوج بحيث يتم ضمان قوة الترابط العالية وأداء الختم.
ملخص
في ظل الاختبارات المزدوجة للتوافق الحيوي ومقاومة الحرارة، فقط من خلال الدمج العميق للتصميم الدقيق لقالب حقن LSR، والمعالجة السطحية الصارمة، والتحكم في الحلقة المغلقة لمعلمات العملية، يمكن تسليم المكونات ذات الجدران السميكة المؤهلة من الدرجة الطبية.
هذه ليست مجرد مسابقة للمعدات، ولكنها أيضًا لعبة للخبرة الهندسية.
على سبيل المثال، إذا كنت تبحث عن حل إنتاج ضخم لمكونات LSR عالية المتطلبات (جدران سميكة، USP Class VI، سيناريوهات التعقيم المتكررة)، فيمكنك تواصل معنا لتقرير سوق دبي المالي.
سيقدم لك فريقنا الهندسي والفني الموجود في الصين دعمًا كاملاً لبيانات العملية بدءًا من تصميم القالب وحتى الإنتاج الضخم ، مما يتيح لك التغلب على العوائق الفنية والجودة، وقيادة تنفيذ المشروع بشكل فعال، وتحقيق الربحية.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

