

Stampo per iniezione LSR determina direttamente se i prodotti possono superare test rigorosi nella ricerca e nello sviluppo di componenti in silicone a pareti spesse nei settori medico e industriale di fascia alta.
Se sei costretto a creare parti in silicone con pareti spesse che possano superare i test di biocompatibilità USP Classe VI e resistere a 200°C, dovresti affrontare tre problemi principali:
Il silicone certificato è superato, ma gli essudati post-stampaggio sono fuori limite. Il test di resistenza al calore è stato superato, ma dopo la sterilizzazione si verifica una deformazione dimensionale del campione. Il processo di produzione tradizionale non può soddisfare contemporaneamente entrambi i requisiti prestazionali.
I problemi di cui sopra possono non solo causare ritardi nel progetto e superamento dei costi, ma anche portare al fallimento del lancio del prodotto.
Riepilogo delle risposte principali
| Sfide chiave | Soluzioni tecnologiche fondamentali | Valore atteso |
| Conflitto tra biocompatibilità e resistenza al calore | Ottimizzazione del canale dello stampo + sistema di controllo della temperatura di precisione | Elimina il rischio di degrado termico del materiale e garantisce l'assenza di essudati. |
| Difetti interni nelle parti a pareti spesse | Scarico assistito dal vuoto + processo di mantenimento della pressione a fasi | Elimina la porosità, raggiunge una densità del 100% e soddisfa i requisiti di tenuta resistente alla pressione. |
| Deriva dimensionale dovuta a ripetute sterilizzazioni | Design con pre-compensazione del ritiro + stampaggio a bassa tensione interna | Tolleranza dimensionale controllata entro ±0,05 mm dopo sterilizzazione a calore umido a 121°C. |
| Coerenza della qualità multi-cavità | Tecnologia di bilanciamento dei canali caldi + monitoraggio online della viscosità | Garantisce CpK ≥ 1,33 durante la produzione continua di stampi multicavità . |
Punti chiave
- Scegliere solo i materiali giusti non sarà sufficiente:
Anche se i materiali utilizzati sono certificati biocompatibili, tale certificazione potrebbe decadere se i processi di stampaggio non vengono eseguiti correttamente.
- Ogni aspetto dello stampo definisce la qualità:
Caratteristiche come il design della guida senza angoli morti e le superfici accuratamente trattate contribuiscono enormemente alla longevità della resistenza al calore delle parti con pareti spesse.
- Un approccio basato sui dati per risultati stabili:
Il successo della produzione su larga scala di stampi multicavità di alta qualità si basa sull'esatto bilanciamento termico degli stampi e sul costante monitoraggio del processo.
- Lavorare con gli esperti è il modo più veloce per:
Per la produzione tempestiva di parti complesse conformi ai requisiti USP Classe VI e di resistenza al calore, la progettazione congiunta di materiali, stampi e processi non può essere sottovalutata.
Perché fidarsi di questa guida? Esperienza di JS Precision nei servizi di stampaggio a iniezione di LSR
Con oltre 15 anni di esperienza nello stampaggio a iniezione di precisione, JS Precision si dedica ad affrontare le sfide di ricerca e sviluppo di stampi a iniezione LSR e componenti in silicone di grado medico.
Abbiamo prodotto più di 300.000 parti personalizzate di alta precisione e abbiamo servito oltre 1.000 clienti in tutto il mondo. Grazie al nostro tasso di consegna puntuale del 99,2% , sarai in grado di evitare ritardi nei progetti e mantenerli in movimento in modo efficiente.
Inoltre, siamo certificati ISO 9001:2015 e Sistemi di qualità medica ISO 13485:2016 .
Oltre a ciò, le nostre operazioni di progettazione e produzione di strumenti per stampi a iniezione soddisfano gli standard mondiali di produzione medica e sono completamente tracciabili, quindi puoi essere certo che i rischi di conformità nella produzione di massa di componenti medici saranno per te un ricordo del passato e sarai in grado di superare la certificazione con ogni lotto senza preoccuparti di problemi di conformità.
Abbiamo aiutato i produttori di dispositivi medici in Europa e Nord America a risolvere i problemi di biocompatibilità e resistenza al calore delle guarnizioni in LSR a pareti spesse, aiutandoli così ad aumentare i tassi di rendimento dal 65% al 98% e a ridurre i tempi del ciclo di produzione di massa del 40%.
I nostri casi di studio reali ti supportano nella riduzione dei costi attraverso la riduzione di tentativi ed errori e nel raggiungimento rapido della redditività della produzione di massa.
Nel nostro database disponiamo di tassi di ritiro di oltre 50 diversi materiali LSR , che coprono un'ampia gamma di durezze da 20 a 80 Shore A e spessore delle pareti da 1 a 10 mm.
Tutti i parametri di processo sono confermati con esperimenti DOE che aiutano con dati accurati a evitare perdite di rilavorazioni dovute a deviazioni nelle dimensioni e a controllare i costi di produzione.
Il nostro team di ingegneri è disponibile 24 ore su 24, 7 giorni su 7 per eseguire un'analisi DFM online e può anche rispondere in 15 minuti alle tue domande tecniche.
Vi accompagniamo attraverso tutte le fasi dalla progettazione di uno stampo a iniezione fino alla consegna della produzione in serie. In questo modo ti aiutiamo a superare le tue preoccupazioni sulla qualità relative ai componenti di grado medico e, allo stesso tempo, puoi portare avanti i tuoi progetti senza sforzo e facilmente.
Scarica subito il white paper sulle applicazioni mediche per stampi a iniezione di LSR e ottieni consulenza personalizzata gratuita sui processi di base e consigli sulla selezione dei materiali.
Le parti in silicone personalizzate possono superare la tenuta USP Classe Vi e 200°C?
Certo, il segreto per stabilire se le parti in silicone personalizzate possano soddisfare questi due standard estremamente severi allo stesso tempo sta nella combinazione della formulazione del materiale e del processo di stampaggio.
Desideri che ti assistiamo nella fase di verifica del processo e nella progettazione delle attrezzature per stampi a iniezione? Successivamente, il test di conformità dell'intero processo secondo Norme ISO 10993-1 viene fatto per garantire il successo della certificazione del prodotto.
Effetto sinergico della formulazione e del processo del materiale
In realtà, molti fornitori non sono in grado di offrire contemporaneamente sia la resistenza al calore che la certificazione USP Classe VI, il che potrebbe portare a ritardi nel progetto.
Conduciamo esperimenti DOE per impostare esattamente i parametri di vulcanizzazione. In questo modo, le tue parti in silicone personalizzate saranno in grado di mantenere il 70% della resistenza alla trazione anche dopo 7 giorni di invecchiamento termico a 200°C e dopo aver superato la valutazione biologica, il che riduce significativamente il rischio di fallire la certificazione.
Verifica delle prestazioni di tenuta
Dopo la fase di stampaggio, tutte le parti personalizzate in silicone vengono sottoposte a test di perdita di elio (tasso di perdita 1 10 mbarL/s). Ciò garantisce che la loro tenuta sia affidabile anche a 200°C. I servizi di stampaggio a iniezione di LSR che operano sotto il pieno controllo del processo escludono la possibilità di guasti alla tenuta.
Il compromesso tra vulcanizzazione del platino e vulcanizzazione del perossido
Poiché la vulcanizzazione al platino dell'LSR non genera precipitazione di sottoprodotti, è un'opzione migliore per il tuo scenario USP Classe VI, la vulcanizzazione al perossido può essere una scelta migliore se desideri una maggiore resistenza al calore ma richiede una fase di vulcanizzazione secondaria.
Ti forniremo una proposta di formulazione e abbineremo i progetti di stampi di grado medico ai requisiti del tuo prodotto, quindi selezioneremo la soluzione migliore.
In che modo gli stampi per iniezione di precisione sopravvivono a ripetute sterilizzazioni?
Le modifiche dimensionali causate da sterilizzazioni multiple possono causare errori di assemblaggio del prodotto.
Stampi ad iniezione di precisione prevedere con precisione il tasso di restringimento dell'LSR (2,0% -3,5% dopo sterilizzazione a calore umido a 121 ° C), ottimizzare il processo per ridurre lo stress interno e garantire la stabilità delle dimensioni del prodotto e la conformità della velocità di superamento dopo la sterilizzazione.
Previsione dello stress interno e del restringimento
Attraverso la simulazione delle sollecitazioni interne con un software di flusso dello stampo ad alta precisione, le tensioni residue sono controllate al di sotto di 5 MPa.
Inoltre, la combinazione della riduzione delle tensioni residue con la compensazione dimensionale degli stampi a iniezione di precisione determina una variazione dimensionale critica di 0,02 mm anche dopo 50 cicli di sterilizzazione, eliminando completamente la deriva dimensionale.
Processo di ricottura: post-trattamento per eliminare lo stress interno
Mirando alla produzione di parti di alta precisione, integriamo un processo di ricottura di 2 ore a 150°C , che rilascia lo stress derivante dall'orientamento dello stampaggio.
Questa azione migliora notevolmente la stabilità dimensionale del prodotto dopo la sterilizzazione e garantisce che possa soddisfare gli standard di precisione di livello medico portando al successo dei test di accettazione.
Abbinamento di materiali e processi
Supportiamo la progettazione di stampi a iniezione di precisione con la nostra base di conoscenze sul tasso di ritiro di oltre 50 materiali LSR. I servizi di stampaggio ad iniezione di LSR sono inoltre in grado di adattarsi simultaneamente al processo migliore, riducendo così i tempi di prova stampaggio e abbreviando drasticamente il ciclo di sviluppo.
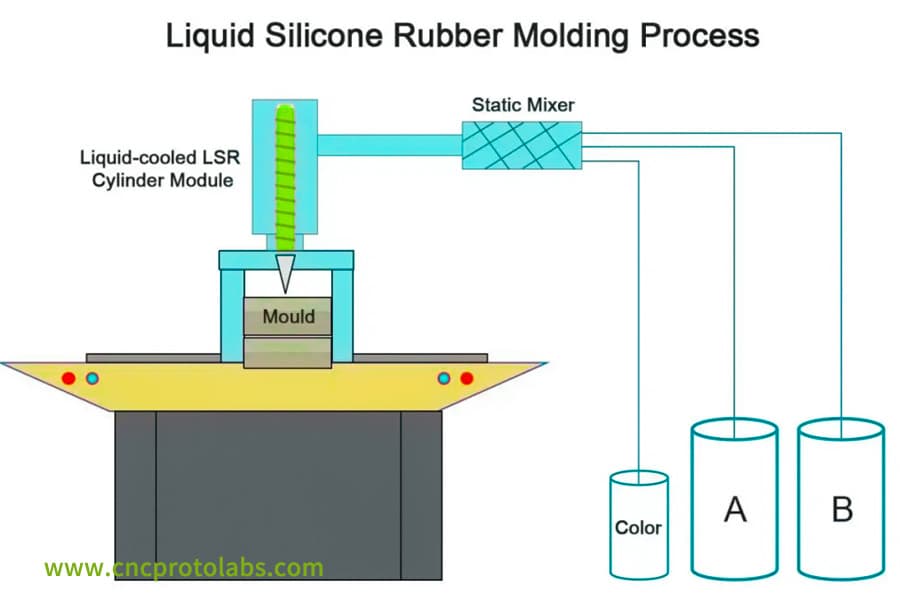
Figura 1: Un diagramma tecnico del processo di stampaggio a iniezione della gomma siliconica liquida (LSR), che mostra i cilindri del materiale A/B, un miscelatore statico e l'iniezione in uno stampo.
In che modo i servizi di stampaggio a iniezione di LSR garantiscono sia la biocompatibilità che la stabilità termica a lungo termine?
Biocompatibilità e resistenza al calore duratura sono le caratteristiche principali dei prodotti di grado medicale.
Le operazioni di stampaggio a iniezione di LSR utilizzano materiali di elevata purezza catalizzati da platino che, insieme a una temperatura strettamente controllata, possono garantire la completa reticolazione del materiale e l'assenza di precipitazione di sostanze a basso peso molecolare per rispettare le normative.
Purezza garantita dai materiali al prodotto finito
I nostri materiali a base di silicio LSR sono conformi allo standard USP Classe VI, quindi l'unica fonte di contaminazione è il progettazione stampi ad iniezione fase, che abbiamo eliminato.
La miscelazione dei materiali avviene in una camera bianca di Classe 10.000. I nostri servizi di stampaggio a iniezione di LSR mantengono il livello di controllo della purezza sempre molto elevato per garantire che non vi siano problemi con la certificazione di biocompatibilità.
Parametro di processo: controllo della finestra di vulcanizzazione con precisione
L'analisi della curva di vulcanizzazione è il nostro strumento per determinare i parametri di reticolazione. Controllando le fluttuazioni della temperatura dello stampaggio a iniezione entro 2°C, ciò si tradurrà in una vulcanizzazione completa al 100% del materiale e nell'assenza di qualsiasi lisciviazione a basso peso molecolare.
Parametri del processo di stampaggio a iniezione LSR e corrispondenza delle prestazioni
| Parametri di processo | Temperatura di vulcanizzazione (°C) | Tempo di vulcanizzazione (s) | Fluttuazione della temperatura dello stampo (°C) | Tasso di restringimento (%) | Grado dell'essudato |
| Processo convenzionale | 190±5 | 60 | ±5 | 3,5-4,0 | Grado 3 |
| Processo CNC | 185±2 | 90 | ±2 | 2.0-2.5 | Grado 1 |
| Dedicato a pareti spesse | 180±2 | 120 | ±3 | 2.2-2.8 | Grado 1 |
| Produzione di massa multi-cavità | 185±2 | 90 | ±2 | 2.0-2.5 | Grado 1 |
| Standard di grado medico | 160-200 | 60-150 | ±3 | 2.0-3.5 | ≤ Grado 1 |
Invia le specifiche dei tuoi componenti e ricevi soluzioni di processo personalizzate gratuite e preventivi di costo per i servizi di stampaggio a iniezione di LSR.
Cosa includono i servizi di stampaggio a iniezione di LSR per la resistenza al calore di grado medico?
I servizi di stampaggio a iniezione di LSR comprendono i seguenti tre moduli principali: selezione di materiali resistenti al calore, progettazione di uno stampo termicamente bilanciato con pareti spesse e controllo dei processi a circuito chiuso. T
Questi offrono supporto end-to-end per la produzione di massa di componenti resistenti al calore di grado medico, risolvendo così il problema del bilanciamento delle esigenze di doppia prestazione.
Approfondimento tecnico: Il processo di stampaggio è garanzia di prestazioni
Anche se si scelgono materiali resistenti a 250°C, le variazioni della temperatura di iniezione o la contaminazione dello stampo possono comunque causare la perdita della certificazione. Nostro Servizi di stampi a iniezione LSR mantengono piccole le deviazioni di temperatura (entro 2°C) e, insieme alla progettazione dello stampo di grado medico, riducono al minimo i punti iniziali di rischio.
Convalida dei materiali: supporto dati sull'invecchiamento termico
Prima della produzione in serie, tutti i materiali LSR sono soggetti a un test di invecchiamento termico di 168 ore a 200°C per garantire il mantenimento della resistenza alla trazione e dell'allungamento a rottura. I servizi di stampaggio a iniezione LSR forniscono la convalida completa dei materiali per le vostre parti in silicone personalizzate, prevenendo i rischi derivanti dalla mancanza di resistenza al calore.
Mantenimento dell'assenza di variazioni della vulcanizzazione nelle parti a pareti spesse
Per i pezzi con pareti più spesse di 5 mm, il controllo della temperatura a zone viene utilizzato in modo indipendente per mantenere la differenza di temperatura nella cavità dello stampo a 3°C.
Di conseguenza, il nucleo con pareti molto spesse non viene reticolato in modo incompleto. Oltre ai servizi di produzione di stampi LSR multicavità, si ottiene una produzione di massa stabile e si aumenta l'efficienza.
Come progettare stampi a iniezione senza rischi di biocompatibilità?
Quando si progettano stampi per stampaggio a iniezione, è obbligatorio utilizzare un sistema di canali termici completo ed essere sicuri che non vi siano zone morte.
Qui nella nostra azienda, possiamo aiutarvi a rimuovere le zone di ristagno della fusione, a fermare la degradazione dell'LSR ad alta temperatura, ad eliminare la migrazione di sottoprodotti tossici, a garantire la biocompatibilità del prodotto e a prevenire il fallimento della certificazione.
Design della geometria del corridore con stasi zero
Mediante l'analisi del flusso dello stampo, regoliamo i parametri del canale per un flusso di fusione ottimale e un calore di taglio uniforme a 200°C, eliminando qualsiasi potenziale degradazione del materiale con un tempo di stagnazione di oltre 30 s poiché la progettazione del canale degli stampi a iniezione è direttamente correlata alla determinazione del livello di biosicurezza del prodotto.
Strategia di selezione del canale freddo contro il canale caldo
Nel caso di prodotti con requisiti di biocompatibilità molto elevati, optare per un sistema a canali completamente caldi in modo da eliminare la contaminazione causata dalle teste dei canali riciclate.
Se optiamo per un sistema a canale freddo, limitiamo rigorosamente il tasso di riciclaggio al 15% e, oltre agli stampi di grado medico, l'uso di stampi a iniezione di design per garantire la conformità del prodotto.
Materiale dello stampo: verifica di compatibilità con LSR
Decidiamo sull'acciaio per stampi resistente alla corrosione S136 o 420SS Lavorazione CNC e trattato termicamente sotto vuoto per arrestare la migrazione degli ioni metallici dai precipitati di muffe ad alta temperatura, senza quindi influenzare i test di biocompatibilità del prodotto. Oltre a utilizzare stampi a iniezione di precisione, utilizziamo anche stampi a iniezione di design per garantire la sicurezza dello stampo.

Figura 2: Viene mostrato uno stampo multicavità in metallo su cui sono posizionati due componenti in plastica trasparente realizzati con precisione, a dimostrazione del risultato del processo di stampaggio.
Perché gli stampi di grado medicale richiedono trattamenti superficiali speciali per applicazioni resistenti al calore?
Il trattamento superficiale degli stampi per uso medico svolge un ruolo essenziale nella sformatura e nella qualità del prodotto. Ad esempio, se la rugosità superficiale Ra > 0,1 m , i prodotti sono altamente suscettibili ai danni da sformatura.
Per rimediare a questo, forniamo trattamenti di lucidatura ultra fine e nanorivestimento non solo per prevenire danni da sformatura ma anche per migliorare la resa del prodotto.
Rugosità superficiale Ra 0,05 m: perché è così importante?
Per aumentare la durezza superficiale degli stampi di grado medicale fino a HV 2000 o anche oltre, ricorriamo a rivestimenti in PVD o carbonio simile al diamante.
Dopo 3000 cicli ad alta temperatura , la superficie presenta ancora un basso attrito, il che può aiutarti a ottenere una sformatura non distruttiva. Oltre a ciò, garantisce l'aspetto del prodotto e la stabilità della produzione di massa.
Scelta del rivestimento: DLC vs CrN
In base alle caratteristiche del prodotto, la nostra selezione di rivestimenti si allinea alle vostre soluzioni personalizzate per stampi di grado medico in combinazione con i servizi di stampaggio a iniezione di LSR.
Angolo di sformatura: compensazione geometrica per una minore adesione
Fondamentalmente, se hai a che fare con prodotti con cavità profonde o sottosquadri, aumentiamo l'angolo di sformatura stampi per uso medico a 1,5°-2° e riprogettare la disposizione del perno di espulsione per rendere meno resistente la sformatura. Allo stesso tempo, la struttura degli stampi a iniezione viene ottimizzata per ridurre significativamente i danni dovuti alla sformatura del prodotto.
Tabella dei parametri di trattamento superficiale degli stampi di grado medico
| Tipo di trattamento superficiale | Rugosità Ra (μm) | Durezza superficiale (HV) | Cicli termici | Coefficiente di attrito | Scenari applicabili |
| Lucidatura convenzionale | 0,2 | 800 | 1000 | 0,3 | Parti industriali generali |
| Lucidatura di precisione | 0,1 | 1000 | 2000 | 0,2 | Parti industriali di fascia alta |
| Rivestimento DLC | 0,05 | 2000 | 3000 | 0,08 | LSR medico ad alta viscosità |
| Rivestimento CrN | 0,05 | 1800 | 3500 | 0,12 | Parti resistenti all'usura in fluorosilicone |
| Standard di grado medico | ≤0,05 | ≥1500 | ≥3000 | ≤0,1 | USP medico classe VI |
Ottieni un preventivo gratuito per soluzioni di trattamento superficiale degli stampi di grado medico, chiarendo i costi di lavorazione degli stampi, i tempi di consegna e gli standard di qualità.
In che modo i servizi di produzione di stampi LSR multicavità mantengono una qualità costante?
I servizi di produzione di stampi LSR multicavità utilizzano canali caldi separati e un sistema di bilanciamento della temperatura dello stampo per limitare le variazioni di temperatura tra le cavità entro 2°C, evitando così la sotto e la sovra polimerizzazione e garantendo prestazioni uniformi del prodotto in tutte le cavità e conformità con i requisiti di produzione di massa.
CpK stabile 1,33 nelle cavità
Quando utilizziamo stampi multi-cavità da 32/64 cavità per la produzione di massa, analizziamo simultaneamente la distribuzione della pressione e del calore di ciascuna cavità.
In questo modo, si garantisce che la variabilità della durezza all'interno di un lotto sia pari a 2 Shore A, che è uno standard di grado medico. I servizi di produzione di stampi LSR a cavità multiple sono in grado di garantire una produzione di massa stabile.
Bilanciamento del canale caldo
Utilizzando canali caldi con valvola a temperatura controllata indipendente, manteniamo la differenza nella pressione di iniezione e nel tasso di riempimento tra le cavità entro il 3%, prevenendo così deviazioni dimensionali.
Servizi di produzione di stampi LSR multicavità , insieme a stampi a iniezione di nuova concezione, sono in grado di ottenere il bilanciamento dei canali.
SPC combinato con ispezione completa
Durante tutta la produzione, le misurazioni e i test di durezza vengono eseguiti in modo casuale ogni due ore. Allo stesso tempo, le modifiche CpK vengono monitorate da SPC.
Le parti più importanti vengono sottoposte ad un controllo completo al 100% utilizzando macchine selezionatrici ottiche. I servizi di produzione di stampi LSR a cavità multiple, se combinati con i servizi di stampi a iniezione LSR, determinano un controllo di qualità completo e una riduzione degli sprechi.
Caso di studio di JS Precision: innovazione nell'elevata resistenza al calore delle guarnizioni in LSR a pareti spesse
Sfondo del cliente
Un produttore europeo di apparecchiature mediche una volta ha dovuto affrontare la sfida di sviluppare guarnizioni LSR a pareti spesse per dispositivi di assistenza cardiaca, che richiedevano la certificazione USP Classe VI e oltre 2000 cicli di sterilizzazione ad alta pressione a 134 ° C per mantenere le prestazioni di tenuta.
Tuttavia, a causa della tecnologia insufficiente del fornitore nelle fasi iniziali, il progetto è stato bloccato e si sono verificati superamenti dei costi, il che potrebbe anche essere un dilemma che potresti dover affrontare.
Sfide incontrate
I tre principali problemi riscontrati dal cliente all'inizio sono:
Micropori nella parete spessa 6 mm che hanno portato alla rottura del sigillo durante la sterilizzazione, intervallo di restringimento del diametro interno di 0,2 mm dopo la sterilizzazione che ha provocato un guasto dell'assemblaggio e una temperatura di stampaggio molto elevata ha provocato una precipitazione a basso peso molecolare con fallimento dei test di biocompatibilità.
Soluzioni
1. Progettazione della ventilazione:
Utilizziamo la tecnologia degli stampi a iniezione di progettazione per creare un sistema di ventilazione del vuoto a strati in modo che l'area con pareti spesse possa essere evacuata fino a -0. 1MPa durante la chiusura dello stampo, eliminando completamente i pori interni e prevenendo guasti alla tenuta dovuti allo scoppio durante la sterilizzazione.
2. Precisione dimensionale:
Utilizziamo stampi a iniezione di precisione per prevedere con precisione il tasso di restringimento, che combinato con tecnologia di sovrastampaggio e database, riduce la zona di tolleranza del diametro interno da 0,2 mm a 0,05 mm, prevenendo così la deriva dimensionale dopo la sterilizzazione e risolvendo efficacemente i problemi di guasto dell'assemblaggio.
3. Processo di stampaggio:
I nostri servizi di stampaggio a iniezione di LSR prevedono un sistema di controllo della pressione a circuito chiuso per mantenere la temperatura dello stampo a 185±2°C, in modo da bloccare la reticolazione del materiale nel punto migliore. In questo modo sarai in grado di evitare precipitati derivanti da un'eccessiva solforazione e garantire che il tuo prodotto sarà testato con successo sulla biocompatibilità.
4. Standard medici:
Il nostro processo di lavorazione degli stampi a iniezione viene eseguito secondo gli standard di produzione medica e la qualità è completamente garantita, i componenti sono della massima qualità e il tuo prodotto riesce a superare con successo la certificazione USP Classe VI , evitando così ritardi di progetto causati da fallimenti di certificazione.
Risultati finali
In definitiva, aiutiamo i nostri clienti a ottenere tre vantaggi fondamentali:
- I loro componenti superano il test USP Classe VI al primo tentativo senza citotossicità.
- Aiutiamo il loro tasso di ritenzione della tenuta a rimanere pari al 95% dopo 2500 cicli di sterilizzazione a 134°C.
- Il loro tasso di rendimento è aumentato dal 65% al 98%, in modo che possano iniziare gli studi clinici 6 settimane prima. Questi sono i veri valori della nostra partnership che vi fornisce un modello affidabile per la produzione in serie di simili componenti medicali in LSR a pareti spesse .
Tabella comparativa dei valori delle sfide principali e delle soluzioni
| Tipo di sfida | Tasso di difetti pre-soluzione | Soluzione | Tasso di difetti post-soluzione | Riduzione dei costi (%) | Riduzione del tempo di ciclo (%) |
| Essudazione di biocompatibilità | 35% | Ottimizzazione del canale di flusso + controllo preciso della temperatura | 2% | 30 | 40 |
| Difetti di porosità a parete spessa | 40% | Degasaggio sotto vuoto + mantenimento della pressione a fasi | 1% | 25 | 30 |
| Deriva dimensionale della sterilizzazione | 30% | Compensazione del ritiro + Stampaggio a basso stress | 1% | 20 | 25 |
| Scarsa consistenza multi-cavità | 25% | Bilanciamento dei canali caldi + monitoraggio online | 2% | 15 | 20 |
Invia i disegni dei componenti di tenuta per ricevere una soluzione di produzione di massa personalizzata gratuita e un rapporto DFM per lo stesso stampo a iniezione LSR.
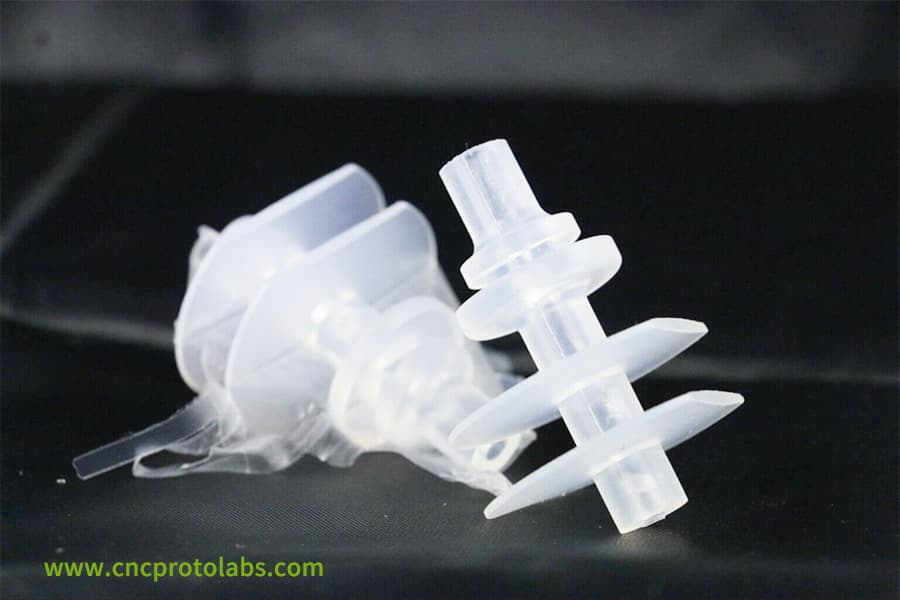
Figura 3: Primo piano di un complesso componente in plastica trasparente a forma di spirale, probabilmente un miscelatore o una girante per un dispositivo medico.
Domande frequenti
D1: Qual è lo spessore minimo della parete che è possibile ottenere con lo stampaggio a iniezione di LSR?
Generalmente, i nostri stampi a iniezione di LSR hanno uno spessore minimo delle pareti di 0,5 mm. Tuttavia, sezioni così sottili richiedono uno stampo di altissima precisione e un sistema assistito dal vuoto per riempire completamente la cavità con il materiale.
Q2: Potete elaborare materiali LSR approvati dalla FDA?
Siamo in grado di lavorare una varietà di materiali LSR catalizzati con platino conformi a FDA 21 CFR 177.2600 e USP Classe VI, soddisfacendo così gli standard medici e di contatto alimentare.
D3: Come evitare una polimerizzazione interna incompleta nelle parti in LSR a pareti spesse?
Eseguendo un mantenimento graduale della pressione ed estendendo il tempo di vulcanizzazione, nonché utilizzando il controllo della temperatura dello stampo, garantiamo un trasferimento di calore uniforme che a sua volta evita la polimerizzazione interna incompleta delle parti in LSR a pareti spesse.
Q4: Come garantire un peso costante in ciascuna cavità di uno stampo multicavità?
Grazie alla progettazione di un sistema di canali accuratamente bilanciato e al monitoraggio del peso in linea, manteniamo la deviazione della quantità di iniezione in ciascuna cavità entro lo 0,5%, il che si traduce in una coerenza del peso su una serie di cavità.
D5: Quale tasso di ritiro è generalmente consentito quando si progetta uno stampo per LSR?
Solitamente, il tasso di ritiro dei materiali LSR varia dal 2,0% al 3,5% , a seconda di fattori quali il tipo di materiale, lo spessore delle pareti e il processo. Per ottenere il valore accurato, forniremo i risultati dell'analisi del flusso dello stampo.
Q6: Quanto tempo occorre per produrre uno stampo in LSR di grado medico?
In genere, sono necessarie 4-6 settimane per produrre stampi standard di grado medico, sebbene questo lasso di tempo vari in base alla complessità dello stampo e al numero di cavità. Per accelerare il processo di approvazione, ti invieremo un rapporto DFM.
D7: Il materiale LSR si indurirà per applicazioni ad alta temperatura di 200°C?
Il materiale LSR di alta qualità completamente vulcanizzato è molto stabile e dopo l'invecchiamento a 200°C la sua durezza cambia minimamente (5 Shore A). Se il materiale non viene vulcanizzato correttamente, si verificherà un aumento significativo della durezza.
Q8: Potete fornire servizi di sovrastampaggio secondario per componenti LSR?
Siamo in grado di offrire il sovrastampaggio secondario di LSR su metalli e plastiche rigide. Inoltre, viene eseguita una progettazione adeguata delle superfici di accoppiamento in modo da garantire un'elevata forza di adesione e prestazioni di tenuta.
Riepilogo
Sotto i doppi test di biocompatibilità e resistenza al calore, solo integrando profondamente la progettazione di precisione dello stampo a iniezione LSR, il rigoroso trattamento superficiale e il controllo a circuito chiuso dei parametri di processo è possibile fornire componenti a pareti spesse di grado medico veramente qualificati.
Questa non è solo una competizione di attrezzature, ma anche un gioco di esperienza ingegneristica.
Ad esempio, se stai cercando una soluzione per la produzione di massa di componenti LSR con requisiti elevati (pareti spesse, USP Classe VI, scenari di sterilizzazione ripetuti), potresti mettiti in contatto con noi per un rapporto DFM.
Il nostro team tecnico e ingegneristico con sede in Cina vi offrirà supporto completo dei dati di processo, dalla progettazione dello stampo alla produzione di massa , consentendovi di superare le barriere tecniche e di qualità, guidare efficacemente l'implementazione del progetto e raggiungere la redditività.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

