
射出成形プラスチック部品は、部品の故障が取り返しのつかない結果につながる可能性がある航空宇宙プロジェクトの安全性と効率性に大きく貢献する。
製造工程を理解しているだけでなく、厳格なAS 9100認証基準に関する知識も持ち合わせているパートナーは、飛行の安全性を確保し、プロジェクトを成功させるために不可欠です。
適切なパートナーを選ぶことで、部品を30~50%軽量化でき、金型の精度を0.005mm以内に抑えることができ、開発期間を40%短縮でき、全体的なコストを30%以上削減できると言われています。
JS Precisionは、航空宇宙射出成形における長年の経験を活かし、設計最適化から高精度射出成形金型の製造に至るまで、包括的なサービスチェーンを通じて世界中の顧客を支援しています。
コアコンテンツの概要
中核的な問題 | 主要ソリューション | 技術仕様 |
ライフサイクル安全性 | AS 9100認証システムに基づくリスク管理と完全なトレーサビリティ。 | Cpk ≥1.33 / 100% バッチトレーサビリティ |
金属部品の軽量化 | 高性能ポリマー(PEEK/PEI)により、鋼鉄のプラスチック代替が実現する。 | 重量30~50%削減/引張強度100MPa以上 |
精密部品の公差 | 超精密プラスチック射出成形金型の製造。 | 金型精度 ±0.005mm / 部品 ±0.02mm |
短い研究開発サイクルとコスト制約 | 射出成形用アルミ金型による迅速な検証。 | サイクルタイムが40%短縮/コストが30%以上削減 |
過度に複雑な組み立て工程 | 多機能統合を実現するために、インサート成形を採用する。 | 部品数量を15%削減/後処理不要の表面 |
主なポイント
- コンプライアンスを最優先する: AS 9100は、航空宇宙および防衛産業におけるリスク管理と固有部品のトレーサビリティの基盤を形成する。
- 材料科学:高性能熱可塑性樹脂と射出成形のための科学的な設計を組み合わせることで、30%以上の軽量化を実現しました。
- 金型技術:プラスチック射出成形用金型は、ミクロンレベルの公差と複雑な統合を実現します。
- 価格戦略:アルミニウム金型による試作とDFM(設計製造性)の活用により、後処理工程を大幅に削減することで、所有コストを最適化します。
射出成形プラスチック部品:JS Precision社による航空宇宙AS9100規格準拠ソリューション
射出成形プラスチック部品は、軽量で信頼性の高い設計において中心的な役割を果たしており、適切なサプライヤーを選定することは、プロジェクトの成否を左右する最初の重要なステップと言える。
JS Precisionを通じて、お客様は当社が数十年にわたり培ってきた航空宇宙射出成形のノウハウ、最新の射出成形金型技術、そしてAS 9100認証基準への厳格な準拠といった強みを活用できます。これらすべてが、グローバルな航空宇宙顧客に対するコアサービス保証へと繋がります。
当社は、50社以上の航空宇宙関連企業のお客様のニーズに合わせたプラスチック部品ソリューションを提供してきた実績があります。キャビン構造、燃料接続部、アビオニクス筐体などは、当社がこれまで手掛けてきた代表的な分野であり、お客様のプロジェクト要件に完全に合致するソリューションをご提供できることをお約束いたします。
一例を挙げると、当社はヨーロッパの航空会社とPEEK製の燃料支持部材のプロジェクトを実施しました。クライアントが抱えていた課題は、アルミニウム合金製の支持部材が重すぎること、航空燃料による腐食リスクが高いこと、そして0.02mm以内の厳密な公差管理が必要であることでした。これらは、貴社も直面している可能性のある問題です。
当社を選定し、当社の精密射出成形金型とプロセス最適化を活用することで、部品の重量を42%削減し、2,000時間の加速劣化試験に合格し、全体的なコストを25%削減することができました。
当社は、すべてのソリューションがAS9100:2016のトレーサビリティ要件を満たすことを保証し、お客様のプロジェクトに対して世界的に認められた航空宇宙品質保証を提供するとともに、品質リスクを効果的に最小限に抑えます。
航空宇宙射出成形業界で信頼できるパートナーをお探しなら、 JS Precisionは当社の能力を証明する実際のプロジェクト事例や第三者機関による認証レポートをご提示いたします。これにより、お客様はより安心してご決断いただけ、協力に伴うリスクを回避することができます。
射出成形プラスチック部品がお客様のプロジェクトの課題をどのように解決できるかを知りたい場合は、JS Precisionまでお問い合わせください。24時間以内に無料のDFM評価レポートと正確な見積もりをご提供いたします。
航空宇宙射出成形サプライヤーにとって、AS 9100認証が不可欠な理由とは?
航空宇宙用射出成形製品を提供するサプライヤーにとって、AS 9100認証は必須です。
ISO 9001規格を満たすことに加えて、この認証では、航空宇宙分野特有のリスク管理、重要特性の制御、およびプロセス全体における100%のトレーサビリティの確保が求められ、最も過酷な環境下でも部品が故障する可能性を大幅に低減することが求められます。
この認証を取得しているサプライヤーを選ぶということは、品質問題のリスクに関して状況を一変させることを意味します。
AS 9100とISO 9001の主なリスク管理上の違い
AS 9100とISO 9001の主な違いは、航空宇宙分野特有のリスク管理に関する規定である。
JS Precisionは、航空宇宙部品ごとに包括的な故障モード影響解析(FMEA)を実施し、重要な特性であるCpk 1.33レベルに沿ってプロセスを維持することで、 99.4%を超える製品認定率を実現しています。
このような生産工程の綿密な管理は、製品の信頼性を保証する。
言い換えれば、設計から製造までの全工程を監視することで、あらゆる部品に「二重の保険」をかけているようなものであり、部品の欠陥がプロジェクトのスケジュールや飛行の安全性に及ぼす影響を軽減できる。
ライフサイクル全体にわたるトレーサビリティと記録保存に関する合意
JS Precisionは、原材料のバッチから成形パラメータに至るまで徹底したトレーサビリティシステムを構築し、FAA(連邦航空局)の基準に準拠して10年以上にわたり電子記録と紙記録の両方を保管することで、事故調査や長期メンテナンスを支援しています。
さらに、このシステムは射出成形金型の加工履歴と使用履歴も完全に網羅しています。

図1:清潔で整理整頓された工場作業場にある大型航空機エンジンの組み立て作業。部品棚や設備が近くに配置されている。
航空宇宙用射出成形は、重量と強度に関するジレンマをどのように解決するのか?
航空宇宙プロジェクトは、様々な部品の重量と強度をバランスよく調整する必要があるため、非常に難易度が高い。この問題を解決する主な方法の一つが、航空宇宙用射出成形である。
金属部品をPEEK、PPS、PEIなどの高性能エンジニアリングプラスチックに置き換えるだけで、重量を30~50%削減することが可能です。さらに、これらのプラスチック材料は200℃を超える高温でも非常に高い剛性を維持します。
また、射出成形における分子鎖の配向を非常に精密に制御することで、 FAA AC 20-107Bの材料規格を完全に満たす複雑な部品の疲労強度を実現することが可能となっています。
高性能熱可塑性樹脂(PEEK/Ultem)の物理的特性の応用
高性能熱可塑性樹脂は種類ごとに特性、利点、航空宇宙産業における用途が異なります。具体的な性能データは以下の表に示されています。
材料名 | 引張強度(MPa) | 長期使用温度(℃) | 重量削減率(%) | FST評価 | アプリケーションシナリオ |
ピーク | 100~150 | 260 | 40~50 | UL94-V0 | 燃料コネクタ、高温構造部品。 |
PEI(ウルテム9085) | 85-100 | 170 | 35-45 | FSTパス | キャビン構造ブラケット、アビオニクス筐体。 |
PPS | 70-90 | 200 | 30~40 | UL94-V0 | 電気コネクタ、高温ガスケット。 |
30%ガラス繊維強化PEEK | 150-180 | 260 | 35-45 | UL94-V0 | 高強度耐荷重構造部品。 |
航空宇宙用アルミニウム合金 | 200~300 | 150 | 0 | なし | 従来型の耐荷重部品。 |
PEEKは航空燃料による腐食に強く、Ultem 9085はFST難燃性キャビン内装材基準を満たすことができる。さらに、適切な材料を選択することで、重量とコストの両方を同時に削減することが可能である。
結晶性制御が複雑な構造部品の性能に及ぼす影響
ポリマー材料の結晶性は、高性能プラスチック製の完成品の性能を決定する主要な要因である。
JS Precisionは、結晶化度を最適化するために±1℃の温度差を持つ金型温度制御システムを採用しており、これにより複雑な構造部品の変形を効果的に回避し、寸法安定性を確保し、極限条件下での部品の信頼性を確保することができます。
結晶性を精密に制御することは、部品に「強固な骨格」を与えるようなもので、極めて高温の環境下でも形状を安定させ、変形や破損を防ぐことができます。そうでなければ、メンテナンスや再加工に時間を費やす必要が生じるでしょう。
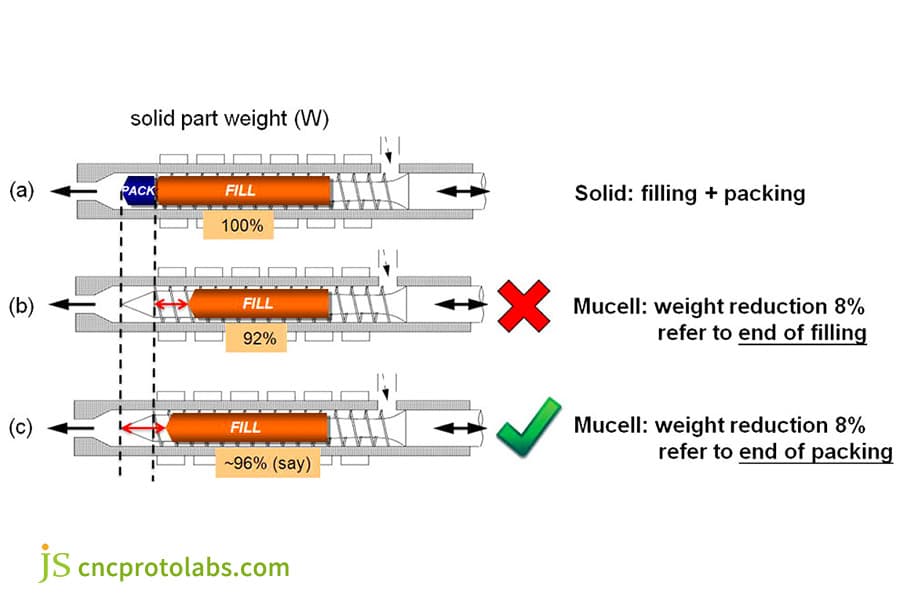
図2:異なる射出成形充填および梱包プロセスにおける航空宇宙用プラスチック部品の重量変化を比較した技術図。
射出成形設計において、複雑な形状を最適化するにはどうすればよいか?
射出成形における設計上の主な課題は、重量削減と成形精度とのバランスを取りながら、複雑な航空宇宙用形状部品を最適化することである。
JS Precisionは、製造設計を徹底的に分析し、壁厚の不均一による内部応力を防止するとともに、補強リブを科学的に設計して衝撃に対する耐性を高め、Moldflowシミュレーションを用いて変形を予測することで、部品公差に変化が生じないようにしています。
補強リブの設計と壁厚の均一性維持のためのソリューション
表面収縮を解消できる補強リブとベース壁厚の比率の最大値は0.4~0.6です。さらに、0.5~2度の抜き勾配を加えることで、離型応力が軽減され、部品の傷や変形を防ぐだけでなく、不良率も低減されます。
変形防止におけるモールドフローシミュレーションの役割
Moldflowソフトウェアを使用することで、射出成形のすべての工程を追跡し、部品の反りレベルを事前に予測できるため、それに応じてソリューションを修正することができます。
これにより、成形部品とCADモデルとの寸法誤差を0.1mm以内に抑えることができ、試作回数の削減と開発期間の短縮につながる。
ミクロンレベルの航空宇宙規格の公差を満たす射出成形金型を製作するには?
航空宇宙産業向けの射出成形金型には、マイクロメートルレベルの精密な公差が求められます。精密金型はシステムの中核を担うため、 JS Precision社はH13やS136といった耐摩耗性に優れた金型鋼を選定しています。
これらの最高品質の素材と、精密に加工されたランナー、そして非常に効率的な温度制御システムを組み合わせることで、長時間の生産サイクルにおいても0.005mmという安定した公差を維持することができます。
金型鋼材の選定と超精密CNC/EDM加工プロセス
金型鋼材と加工プロセスは、精度と寿命を直接左右します。具体的なパラメータは以下の表に示されています。
金型材料 | 加工技術 | 金型精度(mm) | 表面粗さ(Ra、μm) | 適用可能な材料 | カビ寿命(ショット) |
H13鋼 | CNC + ワイヤー放電加工 | ±0.005 | ≤0.2 | PEEKやPEIなどの高温プラスチック。 | 50万以上 |
S136鋼 | CNC + EDM | ±0.008 | ≤0.15 | 高精度装飾部品、光学グレード部品。 | 40万以上 |
QC-10アルミニウム | ±0.01 | ≤0.3 | 試作品、少量生産部品。 | 3,000~10,000 | |
P20スチール | 一般的なCNC加工 | ±0.02 | ≤0.4 | 一般的なエンジニアリングプラスチック部品。 | 30万以上 |
硬質アルマイト処理アルミニウム | CNC加工+陽極酸化処理 | ±0.012 | ≤0.25 | ガラス繊維強化プラスチック部品。 | 5,000~8,000 |
金型の寸法安定性を確保するため、真空熱処理を実施します。
さらに、当社ではワイヤ放電加工の加工精度と表面粗さを厳密に監視しており、これにより金型の精度を長期にわたって維持できるだけでなく、結果としてお客様のメンテナンスコストも削減できます。
高温航空宇宙用プラスチック向け高効率温度制御およびランナーシステム設計
PEEKのような耐熱性材料は、融点が380℃にも達するため、部分的に溶融します。JS Precision社は、金型の温度安定化のために、専用の金型温度コントローラーを購入しています。
しかし、この対策に加えて、排気システムは、旋削加工時に発生しやすい高温での劣化やガスの閉じ込めによる炭化を防ぐように最適化されており、その結果、高い部品歩留まりを実現しています。
マイクロメートルレベルの金型が必要ですか?部品図面をご提出いただければ、JS Precisionがお客様に最適な射出成形金型製作ソリューションをカスタマイズし、正確な見積もりをご提供いたします。
航空宇宙分野の試作における射出成形にアルミニウム金型を選ぶべきタイミングは?
射出成形用アルミニウム金型は、航空宇宙部品のT0~T3検証段階に最適なソリューションです。鋼製金型に比べて作業速度が40%速く、優れた熱伝導性により成形サイクルも短縮されます。
さらに、硬質陽極酸化処理後の高ガラス繊維材料の小ロット試験が可能であるため、試作段階のコストを削減できる。
検証段階(T0~T3)におけるアルミニウム金型のコストとサイクル面での優位性
QC-10アルミニウムの加工時間は、P20鋼に比べて40%以上短縮されます。また、試作段階でアルミニウム製の金型を使用することで、鋼製の金型よりも30%コストを削減できます。これは、初期投資とプロジェクトリスクを抑制する効果的な方法です。
高い熱伝導率による成形サイクルの短縮と部品品質の向上
アルミニウムは通常の鋼鉄よりも4倍速く熱を発生するため、冷却速度が速くなり、成形サイクルも短縮されます。また、内部応力が低下するため、部品の寸法精度も向上します。
さらに、ガラス繊維を多く含む素材であっても、アルミニウムに関しては耐摩耗処理を施すことが可能であり、それによって試作品の品質を確保できる。
高度なプラスチック射出成形金型で後処理工程を削減するには?
後処理は航空機用射出成形部品のコストとサイクルを増加させるが、高度なプラスチック射出成形金型はこの問題を効果的に解決できる。
JS Precisionは、インサート成形や二層成形などの手法を用いて、金属製のスリーブ、プラグ、その他類似部品を成形品に直接組み込んでいます。これにより、後工程での余分な肉盛り作業が不要になり、部品同士の嵌合精度と長期にわたる性能が向上します。
インサート成形により機能的な統合が可能になる
インサート成形では、製造工程の途中で金属のねじ山をプラスチックの型に直接挿入します。後から部品を積み重ねるのではなく、成形中にねじ山を固定する仕組みです。
この変更により、余分な部品が取り除かれ、かさばりが軽減されます。結合がより深いレベルで形成されるため、強度が増します。ある航空機用電子機器の製造現場では、部品点数が15%減少しました。部品の接合にかかる時間も約5分の1短縮されました。引張強度は以前より0.3ポイント向上しました。
表面品質管理の向上によるコスト削減
JS PrecisionがSPI A-1仕上げを実現する秘訣は?金型と射出成形工程を厳密に管理することです。この滑らかな仕上がりは、後から塗装層を一切必要としません。工程が少ないということはコスト削減につながり、各製品の価格は15%以上も下がります。余計な作業を省けば、コスト削減効果はすぐに積み重なります。
プラスチック射出成形金型を活用して、後処理コストを削減したいとお考えですか?JS Precisionのインサート成形における成功事例をご覧いただき、当社の実績から学びましょう。
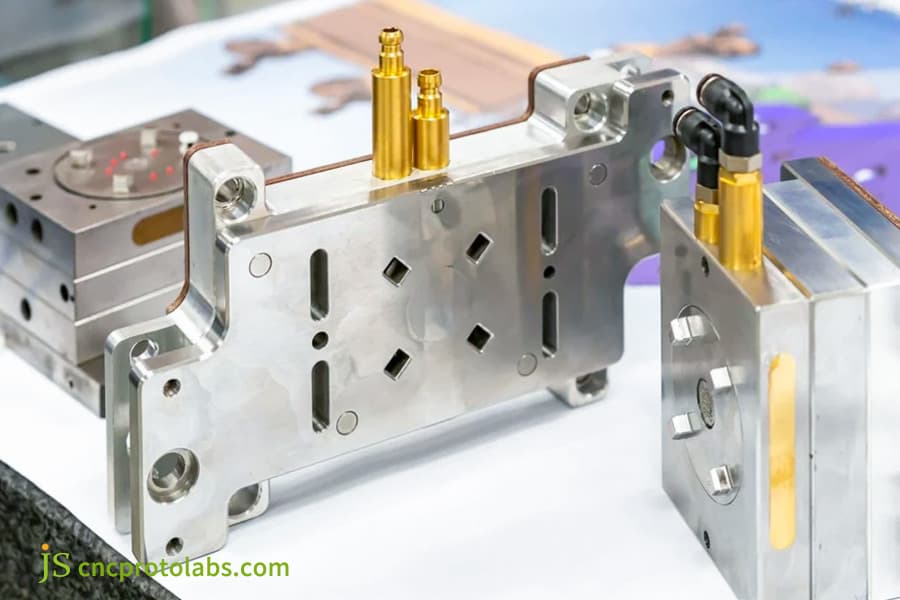
図3:複数の流路と接続部を備えた、複雑で高精度なアルミニウム射出成形金型のクローズアップ図。
カスタムプラスチック部品のサプライヤーサプライチェーンの回復力をどのように評価するか?
特注プラスチック部品のサプライヤー評価において最も重要なのは、サプライヤーがサプライチェーン上の課題に耐えうる能力を持っているかどうかである。
サプライヤーは、強靭性を確保するために、FAA/EASA規格のFST材料を在庫しておくことが求められ、VMI在庫管理システムと早期設計段階での協力を通じて、航空宇宙産業の長いリードタイムと非常に限られたバッチサイズに対応し、サプライチェーンの崩壊リスクを最小限に抑える必要がある。
材料認証およびFAA/EASA規格への準拠
サプライヤー評価の際には、COC適合証明書、UL94-V0耐火性認証、およびFST試験報告書の検証に重点を置き、材料が航空宇宙規格に適合していることを確認する必要がある。
例えば、JS Precision社は、厳格な認証を受けた幅広い種類の材料を提供しており、完全な適合性に関する文書も容易に入手可能です。
コラボレーション設計(EPI)から柔軟なデリバリーまで、ビジネスコラボレーションを包括的にサポートします。
JS Precisionは、設計段階からの早期介入(EPI)を通じて、顧客による後々の設計変更の約80%を未然に防ぎ、排除することに成功しています。また、 VMI(ベンダー管理在庫)モデルを採用することで、市場需要の変動に対応し、部品をタイムリーに供給することで、サプライチェーンの混乱を回避しています。
JS Precisionの事例研究:航空機のピーク燃料ブラケット向け精密軽量化計画
国際航空会社向けPEEK製燃料ブラケットプロジェクトにおける最大の課題は、PEEK素材そのものだった。当初のアルミニウム合金製ブラケットは重く、燃料による腐食を起こしやすかった。
顧客は150℃における平面度0.1mm、そして重要な嵌合寸法における非常に厳しい公差0.02mmを要求したが、これは従来の金属加工方法ではかなり難しい要求だった。
直面した問題
試作品は8週間以内に顧客による検証を受ける必要があり、部品コストは元のアルミニウム製ブラケットと比較して20%以上削減する必要があった。主な問題は、PEEKの収縮率が非常に高く、 射出成形されたプラスチック部品の反りや精度管理の喪失につながったことだった。
学んだ教訓と経験
PEEKの収縮率を過小評価したため、最初のロットの部品は0.5mm以上反ってしまい、試験に合格しなかった。
重要なポイント:射出成形設計においては、高度な熱力学的連成シミュレーションを用いる必要がある。また、金型温度制御は、不均一な冷却や収縮を補償するために、異なる領域の温度を個別に調整できるものでなければならない。
解決
お客様の抱える課題に対処するため、当社はお客様のメリットに焦点を当てた包括的なソリューションを考案しました。
1. 設計最適化:
射出成形設計の手法を用いることで、固体金属部品を科学的に設計されたI形鋼補強構造へと変換しました。これにより、剛性対重量比が向上しただけでなく、使用材料量も削減され、コストをさらに10%削減することができました。
2. 金型のアップグレード:
当社では、金型の熱安定性を確保するため、高硬度H13鋼製の金型に48時間の真空応力除去処理を施したプラスチック射出成形金型を採用しました。その結果、0.005mm以内の精度を維持することができました。
3. プロセス制御:
30%ガラス繊維強化PEEKを使用し、専用の金型温度制御装置を用いて金型を180℃以上に加熱・維持しました。また、射出圧力を140MPaに一定に保つことで、材料の均一な充填と安定した結晶性を実現しました。
最終結果:
導入されたソリューションは目覚ましい成果をもたらしました。部品の軽量化は42%実現し、顧客は年間10万ドルの燃料費を削減できました。2,000時間に及ぶ加速劣化試験と燃料浸漬試験では、寸法精度が100%であることが実証され、総コストは25%削減され、プロジェクトは予定より1週間早く納品されました。
精密な軽量化において同様の課題に直面していませんか?JS Precisionのエンジニアにご相談ください。お客様のご要望に合わせたプラスチック部品ソリューションをご提供いたします。
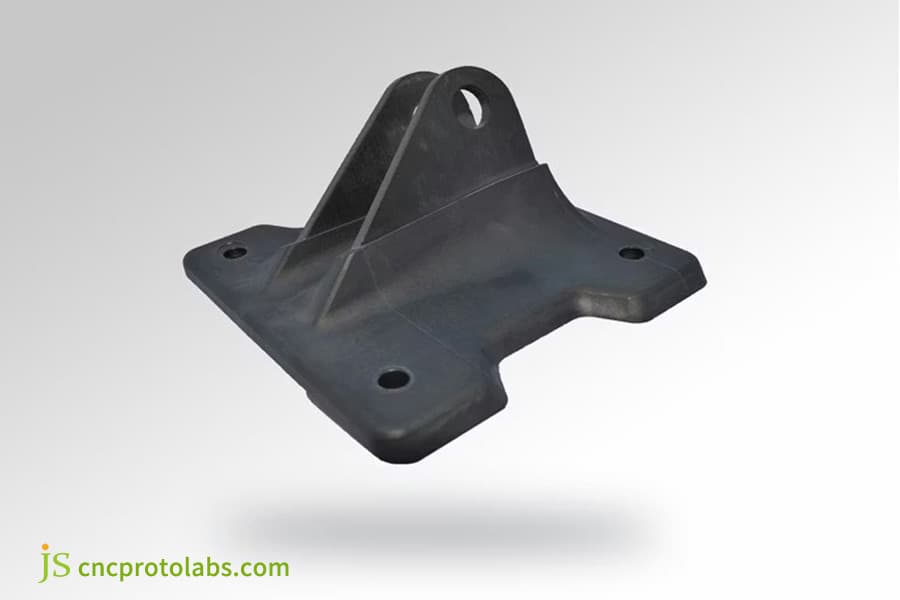
図4:高精度で幾何学的に複雑な黒色のプラスチック製ブラケット。航空宇宙用途向け高度射出成形技術の成果を示す。
よくある質問
Q1:AS 9100認証は射出成形部品にとってどのような意味を持ちますか?
これは、個々の粒子から完成品に至るまで完全なトレーサビリティを実現し、リスクを厳密に管理するための手段です。実際、航空宇宙サプライチェーンに参入するためには法的観点から必須であり、射出成形プラスチック部品の欠陥や故障の可能性を大幅に低減します。
Q2:PEEK材料の射出成形における最大の課題は何ですか?
難しさの主な理由は、融点が非常に高い(約343℃)ため、射出成形金型は少なくとも180℃まで安定的に加熱できる必要があり、結晶化度を厳密に制御しなければならない点にある。
Q3:アルミニウム金型は通常、何サイクル生産できますか?
補強材のないプラスチックの場合、アルミニウム製の金型は最大10,000回のサイクルに耐えることができますが、材料がガラス繊維で強化され、金型が硬化処理されている場合は、3,000回のサイクルで動作する可能性があります。そのため、プロトタイプの試作には適しています。
Q4:航空宇宙部品の寸法安定性をどのように確保すればよいですか?
射出成形されたプラスチック部品は、射出成形用に設計することで肉厚を最適化し、射出後の熱処理によって内部応力を緩和し、これらすべてを精密な金型温度制御システムと組み合わせることで、寸法安定性を保証することができる。
Q5:少量生産の航空宇宙部品の金型初期コストを削減するにはどうすればよいですか?
量産検証のコスト削減のため、クイックチェンジ金型ベースの使用、または射出成形用アルミ金型の使用をお勧めします。これは標準的な射出成形用鋼製金型よりも安価であり、金型コストを30%以上削減できる可能性があります。
Q6:JS Precisionはインサート成形が可能ですか?
もちろんです!当社は、金属糸、センサー、回路などをカスタムプラスチック部品に埋め込む精密加工において豊富な経験を有しています。高性能なプラスチック射出成形金型を使用することで、部品を一体化し、後処理工程を最小限に抑えることが可能です。
Q7:射出成形部品は、航空宇宙用アルミニウム合金の代替品としてどの程度実現可能ですか?
荷重を支えない構造部品や内装部品については、高性能プラスチックから射出成形されたプラスチック部品は、対応するアルミニウム部品よりも30~50%軽量化できるため、軽量化と耐腐食性を兼ね備えた有効な代替品として検討すべきである。
Q8:航空宇宙用射出成形部品の入手には通常どのくらい時間がかかりますか?
試作射出成形金型は最短2週間で製作可能です。AS 9100規格に準拠した量産用鋼製金型は通常5~8週間で製作でき、お客様のプロジェクト納期要件を満たします。
まとめ
AS 9100認証に精通し、プラスチック射出成形用の高度な金型技術のエキスパートであるパートナーは、航空宇宙プロジェクトの成功において極めて重要な要素となるでしょう。
当社は顧客重視を最優先事項とし、精密な加工と厳格な品質管理を組み合わせることで、複雑な射出成形設計の変革だけでなく、お客様のコスト削減、効率向上、安全性向上に貢献できる高性能な射出成形プラスチック部品の実現に成功しました。
航空宇宙規格に準拠した射出成形ソリューションをお探しの場合は、 JS Precisionの専門知識豊富なチームにご連絡ください。24時間以内にDFMレビューレポートと正確な価格をご提示いたします。共に、お客様の航空宇宙プロジェクトを成功へと導きましょう。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

