

Moule d'injection LSR détermine directement si les produits peuvent passer des tests rigoureux dans la recherche et le développement de composants en silicone à paroi épaisse dans les domaines médical et industriel haut de gamme.
Si vous êtes obligé de créer des pièces en silicone à parois épaisses qui peuvent à la fois réussir les tests de biocompatibilité USP Classe VI et résister à 200°C, vous serez confronté à trois problèmes principaux :
Le silicone certifié est réussi, mais les exsudats post-moulage sont hors limites. Le test de résistance à la chaleur est réussi, mais une déformation dimensionnelle d'un échantillon se produit après la stérilisation. Le processus de fabrication traditionnel ne peut pas satisfaire simultanément aux deux exigences de performance.
Les problèmes ci-dessus peuvent non seulement entraîner des retards dans le projet et des dépassements de coûts, mais même conduire à l’échec du lancement du produit.
Résumé des réponses de base
| Principaux défis | Solutions technologiques de base | Valeur attendue |
| Conflit entre biocompatibilité et résistance à la chaleur | Optimisation des canaux de moule + système de contrôle de température de précision | Élimine le risque de dégradation thermique du matériau et garantit l’absence d’exsudats. |
| Défauts internes dans les pièces à parois épaisses | Échappement assisté par vide + processus de maintien de la pression par étapes | Élimine la porosité, atteint une densité de 100 % et répond aux exigences d'étanchéité résistantes à la pression. |
| Dérive dimensionnelle due à une stérilisation répétée | Conception de pré-compensation du retrait + moulage à faible contrainte interne | Tolérance dimensionnelle contrôlée à ± 0,05 mm après une stérilisation par chaleur humide à 121 °C. |
| Cohérence de la qualité multi-cavité | Technologie d'équilibrage des canaux chauds + surveillance de la viscosité en ligne | Garantit un CpK ≥ 1,33 pendant la production continue de moules multi-empreintes . |
Points clés à retenir
- Il ne suffit pas de choisir les bons matériaux :
Même si les matériaux utilisés sont certifiés biocompatibles, cette certification peut être invalidée si les procédés de moulage ne sont pas réalisés correctement.
- Chaque aspect du moule définit la qualité :
Des caractéristiques telles qu'une conception de glissière sans angles morts et des surfaces traitées avec précision contribuent énormément à la longévité de la résistance à la chaleur des pièces à parois épaisses.
- Une approche basée sur les données pour des résultats stables :
La production réussie à grande échelle de moules multi-empreintes de haute qualité repose sur un équilibrage thermique précis des moules et une surveillance constante du processus.
- Travailler avec des experts est le moyen le plus rapide de :
Pour la production rapide de pièces complexes conformes aux exigences USP Classe VI et de résistance à la chaleur, la conception conjointe des matériaux, des moules et des processus ne peut être surestimée.
Pourquoi faire confiance à ce guide ? Expérience de JS Precision dans les services de moulage par injection LSR
Avec plus de 15 ans d'expérience dans le moulage par injection de précision, JS Precision se consacre à relever vos défis de R&D en matière de moulage par injection LSR et de composants en silicone de qualité médicale.
Nous avons produit plus de 300 000 pièces personnalisées de haute précision et avons servi plus de 1 000 clients dans le monde. Grâce à notre taux de livraison à temps de 99,2 % , vous pourrez éviter les retards dans les projets et faire avancer les projets efficacement.
De plus, nous sommes certifiés ISO 9001:2015 et Systèmes de qualité médicale ISO 13485:2016 .
En outre, nos opérations de conception et de fabrication d'outils de moulage par injection répondent aux normes mondiales de fabrication médicale et sont entièrement traçables. Vous pouvez donc être sûr que les risques de non-conformité liés à la production de masse de composants médicaux appartiendront au passé pour vous, et vous pourrez passer la certification pour chaque lot sans vous soucier des problèmes de conformité.
Nous avons aidé les fabricants de dispositifs médicaux en Europe et en Amérique du Nord à résoudre les problèmes de biocompatibilité et de résistance à la chaleur des joints LSR à parois épaisses et les avons ainsi aidés à augmenter les taux de rendement de 65 % à 98 % et à réduire les temps de cycle de production en série de 40 %.
Nos études de cas concrets vous aident à réaliser des économies en réduisant les essais et erreurs et en atteignant rapidement la rentabilité de la production de masse.
Nous avons des taux de retrait de plus de 50 matériaux LSR différents dans notre base de données, couvrant une large gamme de duretés de 20 à 80 Shore A et d'épaisseurs de parois de 1 à 10 mm.
Tous les paramètres du processus sont confirmés par des expériences du DOE qui vous aident avec des données précises à éviter les pertes de retouches dues aux écarts de dimensions et à contrôler les coûts de production.
Notre équipe d'ingénieurs est disponible 24h/24 et 7j/7 pour effectuer une analyse DFM en ligne et peut également répondre en 15 minutes à vos questions techniques.
Nous vous accompagnons dans toutes les étapes depuis la conception d'un moule à injection jusqu'à la livraison de la production en série. De cette façon, nous vous aidons à surmonter vos problèmes de qualité liés aux composants de qualité médicale et en même temps, vous pouvez avancer sans effort et facilement dans vos projets.
Téléchargez dès maintenant le livre blanc sur les applications médicales des moules à injection LSR et obtenez gratuitement des conseils personnalisés sur les processus de base et la sélection des matériaux.
Les pièces en silicone personnalisées peuvent-elles passer l'USP Classe Vi et l'étanchéité à 200°C ?
Bien sûr, le secret pour savoir si les pièces en silicone personnalisées peuvent répondre simultanément à ces deux normes extrêmement strictes réside dans la combinaison de la formulation du matériau et du processus de moulage.
Souhaitez-vous que nous vous assistions dans l’étape de vérification du processus et la conception des outils de moulage par injection ? Après cela, les tests de conformité complets du processus selon Normes ISO 10993-1 est fait pour assurer le succès de la certification des produits.
Effet synergique de la formulation des matériaux et du processus
En fait, de nombreux fournisseurs ne sont pas en mesure d'offrir à la fois la résistance à la chaleur et la certification USP Classe VI, ce qui peut entraîner des retards dans le projet.
Nous menons des expériences DOE pour définir exactement les paramètres de vulcanisation. De cette façon, vos pièces en silicone personnalisées pourront conserver 70 % de leur résistance à la traction même après 7 jours de vieillissement thermique à 200 C et une évaluation biologique réussie, ce qui réduit considérablement le risque d'échec de la certification.
Vérification des performances d'étanchéité
Après l'étape de moulage, toutes les pièces en silicone sur mesure sont soumises à un test de fuite à l'hélium (taux de fuite 1 10 mbarL/s). Cela garantit que leur étanchéité sera fiable même à 200°C. Les services de moulage par injection LSR fonctionnant sous contrôle total du processus excluent la possibilité de défaillance des joints.
Le compromis entre la vulcanisation du platine et la vulcanisation au peroxyde
Étant donné que la vulcanisation au platine du LSR ne génère aucune précipitation de sous-produits, il s'agit d'une meilleure option pour votre scénario USP Classe VI. La vulcanisation au peroxyde peut être un meilleur choix si vous souhaitez plus de résistance à la chaleur, mais elle nécessite une étape de vulcanisation secondaire.
Nous vous ferons une proposition de formulation et adapterons les conceptions de moules de qualité médicale aux exigences de votre produit, puis sélectionnerons la meilleure solution.
Comment les moules à injection de précision survivent-ils à une stérilisation répétée ?
Les changements dimensionnels provoqués par plusieurs stérilisations peuvent entraîner des échecs d'assemblage du produit.
Moules d'injection de précision prédire avec précision le taux de retrait du LSR (2,0 % à 3,5 % après une stérilisation par chaleur humide à 121 °C), optimiser le processus pour réduire les contraintes internes et garantir la stabilité de la taille du produit et le respect du taux de réussite après la stérilisation.
Prédiction des contraintes internes et du retrait
Grâce à la simulation des contraintes internes avec un logiciel de flux de moule de haute précision, les contraintes résiduelles sont contrôlées en dessous de 5 MPa.
De plus, la combinaison de la réduction des contraintes résiduelles avec la compensation dimensionnelle des moules d'injection de précision entraîne un changement dimensionnel critique de 0,02 mm même après 50 cycles de stérilisation, éliminant ainsi totalement la dérive dimensionnelle.
Processus de recuit : post-traitement pour éliminer les contraintes internes
Visant la production de pièces de haute précision, nous intégrons un processus de recuit à 150°C pendant 2 heures , qui libère les contraintes résultant de l'orientation du moulage.
Cette action améliore considérablement la stabilité dimensionnelle du produit après stérilisation et garantit qu'il peut répondre aux normes de précision de qualité médicale conduisant à des tests d'acceptation réussis.
Adaptation des matériaux et des processus
Nous soutenons la conception de votre moule d’injection de précision grâce à notre base de connaissances sur les taux de retrait à proximité de plus de 50 matériaux LSR. Les services de moulage par injection LSR sont également capables de s'adapter simultanément au meilleur processus, réduisant ainsi les délais de moulage d'essai et raccourcissant considérablement le cycle de développement.
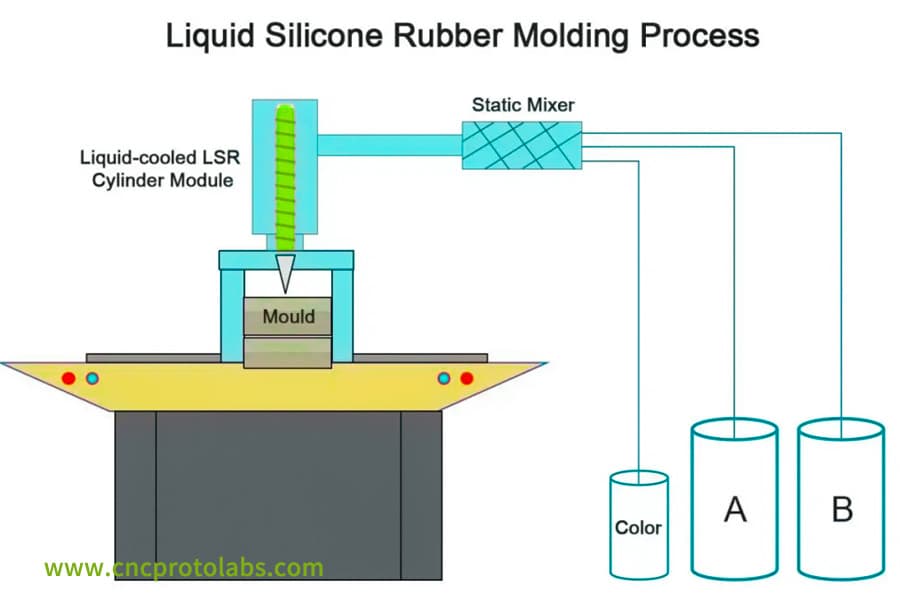
Figure 1 : Un schéma technique du processus de moulage par injection de caoutchouc de silicone liquide (LSR), montrant les cylindres de matériaux A/B, un mélangeur statique et l'injection dans un moule.
Comment les services de moulage par injection LSR garantissent-ils à la fois la biocompatibilité et la stabilité thermique à long terme ?
La biocompatibilité et la résistance durable à la chaleur sont les principales caractéristiques des produits de qualité médicale.
Les opérations de moulage par injection LSR utilisent des matériaux de haute pureté catalysés au platine qui, associés à une température étroitement contrôlée, peuvent garantir la réticulation complète du matériau et l'absence de précipitation de substances de faible poids moléculaire afin de se conformer à la réglementation.
Pureté assurée des matériaux au produit fini
Nos matériaux à base de silicium LSR sont conformes à la norme USP Classe VI, la seule source de contamination est donc le concevoir des moules à injection étape, que nous avons éliminée.
Le mélange des matériaux s'effectue dans une salle blanche de classe 10 000. Nos services de moulage par injection LSR maintiennent à tout moment le niveau de contrôle de pureté très élevé pour garantir qu'il n'y a aucun problème avec le certificat de biocompatibilité.
Paramètre de processus : contrôle de fenêtre de vulcanisation avec précision
L'analyse des courbes de vulcanisation est notre instrument pour déterminer les paramètres de réticulation. En contrôlant les fluctuations de température du moulage par injection à moins de 2 °C, cela se traduira par une vulcanisation complète à 100 % du matériau et l'absence de toute lixiviation de faible poids moléculaire.
Paramètres du processus de moulage par injection LSR et correspondance de performances
| Paramètres du processus | Température de vulcanisation (°C) | Temps de vulcanisation (s) | Fluctuation de la température du moule (°C) | Taux de retrait (%) | Qualité de l'exsudat |
| Processus conventionnel | 190 ± 5 | 60 | ±5 | 3,5-4,0 | 3e année |
| Processus CNC | 185 ± 2 | 90 | ±2 | 2,0-2,5 | 1re année |
| Dédié aux parois épaisses | 180 ± 2 | 120 | ±3 | 2.2-2.8 | 1re année |
| Production de masse multi-cavité | 185 ± 2 | 90 | ±2 | 2,0-2,5 | 1re année |
| Norme de qualité médicale | 160-200 | 60-150 | ±3 | 2,0-3,5 | ≤ 1re année |
Soumettez les spécifications de vos composants et recevez gratuitement des solutions de processus personnalisées et des estimations de coûts pour les services de moulage par injection LSR.
Que comprennent les services de moulage par injection LSR pour la résistance thermique de qualité médicale ?
Les services de moulage par injection LSR comprennent les trois modules principaux suivants : sélection de matériaux résistants à la chaleur, conception d'un moule thermiquement équilibré à parois épaisses et contrôle des processus en boucle fermée. T
Ceux-ci offrent un support de bout en bout pour la production en série de composants résistants à la chaleur de qualité médicale, résolvant ainsi le problème de l’équilibre entre les deux besoins de performance.
Profondeur technique : le procédé de moulage est un gage de performance
Même si vous choisissez des matériaux résistants à 250°C, les dérives de température d'injection ou la contamination des moisissures peuvent toujours entraîner la perte de la certification. Notre Services de moulage par injection LSR maintiennent les écarts de température faibles (à moins de 2°C) et, grâce à la conception de moules de qualité médicale, ils minimisent les risques initiaux.
Validation des matériaux : support de données sur le vieillissement thermique
Avant la production en série, tous les matériaux LSR sont soumis à un test de vieillissement thermique de 168 heures à 200 °C afin de garantir le maintien de la résistance à la traction et de l'allongement à la rupture. Les services de moulage par injection LSR fournissent une validation complète des matériaux pour vos pièces en silicone personnalisées, évitant ainsi les risques liés au manque de résistance à la chaleur.
Maintenir aucune variation de vulcanisation dans les pièces à parois épaisses
Pour les pièces ayant des parois plus épaisses que 5 mm, un contrôle de température par zones est utilisé indépendamment pour maintenir la différence de température de la cavité du moule à 3°C.
En conséquence, le noyau à paroi très épaisse n'est pas incomplètement réticulé. En plus des services de production de moules LSR multi-empreintes, une production de masse stable est atteinte et l'efficacité est augmentée.
Comment concevoir des moules à injection sans risques de biocompatibilité ?
Lorsque vous concevez des matrices de moulage par injection, il est indispensable d’ utiliser un système complet de canaux thermiques et de vous assurer qu’il n’y a pas de zones mortes.
Ici, dans notre entreprise, nous pouvons vous aider à éliminer les zones de stagnation de la fusion, à arrêter la dégradation du LSR à haute température, à éliminer la migration des sous-produits toxiques, à garantir la biocompatibilité du produit et à prévenir l'échec de la certification.
Conception de la géométrie du coureur zéro stase
Grâce à l'analyse du flux de moule, nous ajustons les paramètres des canaux pour un écoulement de fusion optimal et une chaleur de cisaillement uniforme à 200 °C, éliminant ainsi toute dégradation potentielle du matériau par un temps de stagnation de plus de 30 s puisque la conception des canaux des moules d'injection est directement liée à la détermination de la base de biosécurité de votre produit.
Stratégie de sélection des canaux froids et des canaux chauds
Dans le cas de produits ayant des exigences de biocompatibilité très élevées, optez pour un système à canaux entièrement chauds afin d'éliminer la contamination causée par les têtes de canaux recyclées.
Si nous optons pour un système à canaux froids, nous limitons strictement le taux de recyclage à 15 % et, outre les moules de qualité médicale, l'utilisation de moules d'injection design pour garantir la conformité du produit.
Matériau du moule : vérification de compatibilité avec LSR
Nous optons pour l'acier pour moules S136 ou 420SS résistant à la corrosion. Usinage CNC et traité thermiquement sous vide pour arrêter la migration des ions métalliques provenant des précipités de moisissures à haute température, n'affectant ainsi pas les tests de biocompatibilité de votre produit. En plus d'utiliser des moules d'injection de précision, nous utilisons également des moules d'injection de conception pour garantir la sécurité des moules.

Figure 2 : Un moule métallique multi-empreintes est présenté sur lequel sont placés deux composants en plastique transparent fabriqués avec précision, démontrant le résultat du processus de moulage.
Pourquoi les moules de qualité médicale nécessitent-ils des traitements de surface spéciaux pour les applications résistantes à la chaleur ?
Le traitement de surface des moules de qualité médicale joue un rôle essentiel dans le démoulage et la qualité de votre produit. Par exemple, si la rugosité de la surface Ra > 0,1 m , les produits sont très susceptibles d'être endommagés par le démoulage.
Pour remédier à cela, nous proposons des traitements de polissage ultra fin et de nano-revêtement pour non seulement prévenir les dommages dus au démoulage, mais également pour améliorer le rendement du produit.
Rugosité de surface Ra 0,05 m - Pourquoi est-ce si important ?
Pour augmenter la dureté de surface des moules de qualité médicale à HV 2000 ou même au-delà, nous avons recours à des revêtements PVD ou carbone de type diamant.
Après 3 000 cycles à haute température , la surface présente toujours un faible frottement, ce qui peut vous aider à réaliser un démoulage non destructif. En plus de cela, il garantit l’apparence du produit et la stabilité de la production de masse.
Choisir un revêtement : DLC vs CrN
Basée sur les caractéristiques du produit, notre sélection de revêtements s'aligne sur vos solutions personnalisées pour les moules de qualité médicale en conjonction avec les services de moulage par injection LSR.
Angle de démoulage : compensation géométrique pour moins d'adhérence
Fondamentalement, si vous avez affaire à des produits à cavité profonde ou en contre-dépouille, nous élevons l'angle de démoulage de moules de qualité médicale à 1,5°-2°, et repenser la disposition des broches d'éjection pour rendre le démoulage moins résistant. Dans le même temps, la structure des moules à injection est optimisée pour réduire considérablement les dommages causés par le démoulage des produits.
Tableau des paramètres de traitement de surface des moules de qualité médicale
| Type de traitement de surface | Rugosité Ra (μm) | Dureté de surface (HV) | Cycles de chaleur | Coefficient de friction | Scénarios applicables |
| Polissage conventionnel | 0,2 | 800 | 1000 | 0,3 | Pièces industrielles générales |
| Polissage de précision | 0,1 | 1000 | 2000 | 0,2 | Pièces industrielles haut de gamme |
| Revêtement DLC | 0,05 | 2000 | 3000 | 0,08 | LSR médical à haute viscosité |
| Revêtement CrN | 0,05 | 1800 | 3500 | 0,12 | Pièces résistantes à l'usure en fluorosilicone |
| Norme de qualité médicale | ≤0,05 | ≥1500 | ≥3000 | ≤0,1 | Médical USP Classe VI |
Obtenez un devis gratuit pour des solutions de traitement de surface de moules de qualité médicale, clarifiant les coûts de traitement des moules, les délais de livraison et les normes de qualité.
Comment les services de production de moules LSR multi-cavités maintiennent-ils une qualité constante ?
Les services de production de moules LSR multi-empreintes utilisent des canaux chauds séparés et un système d'équilibrage de la température du moule pour limiter les variations de température entre les cavités à 2°C, évitant ainsi le sous-durcissement et le surdurcissement et garantissant des performances de produit uniformes dans toutes les cavités et le respect des exigences de production de masse.
CpK stable 1. 33 dans les cavités
Lorsque nous utilisons des moules multi-empreintes à 32/64 cavités pour la production de masse, nous analysons simultanément la pression et la répartition de la chaleur de chaque cavité.
De cette façon, la variabilité de la dureté au sein d'un lot est garantie à 2 Shore A, ce qui est une norme de qualité médicale. Les services de production de moules LSR multi-cavités sont capables d’une production de masse stable.
Équilibrage des canaux chauds
En utilisant des canaux chauds indépendants de type vanne à température contrôlée, nous maintenons la différence de pression d'injection et de taux de remplissage entre les cavités à moins de 3 %, évitant ainsi les écarts dimensionnels.
Services de production de moules LSR multi-empreintes , ainsi que les moules d'injection de nouvelle conception, sont capables d'équilibrer les canaux.
SPC combiné avec une inspection complète
Tout au long de la production, des mesures et des tests de dureté sont effectués de manière aléatoire toutes les deux heures. Dans le même temps, les modifications de CpK sont suivies par SPC.
Les pièces les plus importantes sont soumises à une inspection complète à 100 % à l'aide de machines de tri optique. Les services de production de moules LSR multi-empreintes, lorsqu'ils sont combinés avec les services de moulage par injection LSR, permettent un contrôle qualité complet et une réduction des déchets.
Étude de cas de JS Precision : percée dans la résistance thermique élevée des joints LSR à parois épaisses
Contexte du client
Un fabricant européen d'équipements médicaux a déjà été confronté au défi de développer des joints LSR à paroi épaisse pour les dispositifs d'assistance cardiaque, ce qui nécessitait une certification USP Classe VI et plus de 2 000 cycles de stérilisation à haute pression à 134 °C pour maintenir les performances d'étanchéité.
Cependant, en raison d'une technologie insuffisante de la part du fournisseur au début, le projet a été bloqué et des dépassements de coûts se sont produits, ce qui peut également constituer un dilemme auquel vous pourriez être confronté.
Défis rencontrés
Les trois principaux problèmes rencontrés par le client au début sont :
Des micropores dans la paroi de 6 mm d'épaisseur qui ont entraîné l'éclatement du joint pendant la stérilisation, une plage de retrait du diamètre intérieur de 0,2 mm après la stérilisation qui a entraîné un échec de l'assemblage et une température de moulage très élevée ont entraîné une précipitation de faible poids moléculaire avec un échec des tests de biocompatibilité.
Solutions
1. Conception de ventilation :
Nous utilisons la technologie des moules à injection pour créer un système de ventilation sous vide en couches afin que la zone aux parois épaisses puisse être évacuée jusqu'à -0. 1MPa pendant la fermeture du moule, éliminant complètement les pores internes et empêchant la défaillance du joint due à l'éclatement pendant la stérilisation.
2. Précision dimensionnelle :
Nous utilisons des moules à injection de précision pour prédire avec précision le taux de retrait, combiné à technologie de surmoulage et base de données, réduit la zone de tolérance du diamètre intérieur de 0,2 mm à 0,05 mm, empêchant ainsi la dérive dimensionnelle après stérilisation et résolvant efficacement les problèmes de défaillance d'assemblage.
3. Processus de moulage :
Nos services de moulage par injection LSR impliquent un système de contrôle de pression en boucle fermée pour maintenir la température du moule à 185 ± 2°C, ainsi la réticulation du matériau au meilleur point est verrouillée. De cette manière, vous pourrez éviter les précipités résultant d’une sursulfuration et garantir que votre produit sera testé avec succès en matière de biocompatibilité.
4. Normes médicales :
Notre processus d'outillage de moulage par injection est effectué conformément aux normes de fabrication médicale et la qualité est entièrement garantie, les composants sont assurés d'être de la plus haute qualité et votre produit réussit à passer la certification USP Classe VI , évitant ainsi les retards de projet causés par des échecs de certification.
Résultats finaux
En fin de compte, nous aidons nos clients à obtenir trois avantages principaux :
- Leurs composants réussissent le test USP Classe VI du premier coup sans cytotoxicité.
- Nous aidons leur taux de rétention des joints à rester de 95 % après 2 500 cycles de stérilisation à 134 °C.
- Leur taux de rendement est augmenté de 65 % à 98 %, afin de pouvoir démarrer les essais cliniques 6 semaines plus tôt. Ce sont les vraies valeurs de notre partenariat qui nous permettent de vous fournir un modèle fiable pour la production en série de produits similaires. composants médicaux LSR à parois épaisses .
Tableau de comparaison des principaux défis et valeurs des solutions
| Type de défi | Taux de défauts avant la solution | Solution | Taux de défauts post-solution | Réduction des coûts (%) | Réduction du temps de cycle (%) |
| Exsudation de biocompatibilité | 35% | Optimisation du canal d'écoulement + contrôle précis de la température | 2% | 30 | 40 |
| Défauts de porosité des parois épaisses | 40% | Dégazage sous vide + maintien de pression étagé | 1% | 25 | 30 |
| Dérive dimensionnelle de stérilisation | 30% | Compensation du retrait + moulage à faible contrainte | 1% | 20 | 25 |
| Mauvaise cohérence multi-cavité | 25% | Équilibrage des canaux chauds + surveillance en ligne | 2% | 15 | 20 |
Soumettez vos dessins de composants d’étanchéité pour recevoir une solution de production de masse personnalisée gratuite et un rapport DFM pour le même moule d’injection LSR.
Figure 3 : Gros plan d'un composant en plastique transparent complexe en forme de spirale, probablement un mélangeur ou une turbine pour un dispositif médical.
FAQ
Q1 : Quelle est l’épaisseur de paroi minimale que vous pouvez obtenir pour le moulage par injection LSR ?
Généralement, nos moules à injection LSR ont une épaisseur de paroi minimale de 0,5 mm. Cependant, de telles sections minces nécessitent un moule de très haute précision et un système assisté par le vide afin de remplir complètement la cavité avec le matériau.
Q2 : Pouvez-vous traiter des matériaux LSR approuvés par la FDA ?
Nous sommes capables de traiter une variété de matériaux LSR catalysés au platine qui sont conformes aux normes FDA 21 CFR 177.2600 et USP Classe VI, répondant ainsi aux normes médicales et de contact alimentaire.
Q3 : Comment éviter un durcissement interne incomplet dans les pièces LSR à parois épaisses ?
En effectuant un maintien de pression par étapes et en prolongeant le temps de vulcanisation ainsi qu'en utilisant le contrôle de la température du moule, nous garantissons un transfert de chaleur uniforme qui à son tour évite un durcissement interne incomplet des pièces LSR à parois épaisses.
Q4 : Comment garantir un poids constant dans chaque cavité d'un moule multi-empreintes ?
Grâce à la conception d'un système de canaux équilibré avec précision et à la surveillance du poids en ligne, nous maintenons l'écart de quantité d'injection dans chaque cavité à moins de 0,5 %, ce qui entraîne une cohérence du poids sur une gamme de cavités.
Q5 : Quel taux de retrait est généralement autorisé lors de la conception d’un moule LSR ?
Habituellement, le taux de retrait des matériaux LSR varie de 2,0 % à 3,5 % , en fonction de facteurs tels que le type de matériau, l'épaisseur des parois et le processus. Pour obtenir la valeur précise, nous fournirons les résultats de l’analyse du flux de moule.
Q6 : Combien de temps faut-il pour fabriquer un moule LSR de qualité médicale ?
Généralement, il faut 4 à 6 semaines pour produire des moules standard de qualité médicale, bien que ce délai varie en fonction de la complexité du moule et du nombre de cavités. Pour accélérer votre processus d'approbation, nous vous enverrons un rapport DFM.
Q7 : Le matériau LSR durcira-t-il pour les applications à haute température de 200 °C ?
Le matériau LSR de haute qualité entièrement vulcanisé est très stable et après vieillissement à 200 °C, sa dureté change très peu (5 Shore A). Si le matériau n’est pas correctement vulcanisé, sa dureté augmentera considérablement.
Q8 : Pouvez-vous fournir des services de surmoulage secondaire pour les composants LSR ?
Nous sommes en mesure de proposer un surmoulage secondaire de LSR sur des métaux et des plastiques rigides. En outre, une conception appropriée des surfaces de contact est réalisée afin de garantir une force de liaison et des performances d'étanchéité élevées.
Résumé
Dans le cadre du double test de biocompatibilité et de résistance à la chaleur, ce n'est qu'en intégrant profondément la conception de précision du moule d'injection LSR, un traitement de surface rigoureux et un contrôle en boucle fermée des paramètres du processus que des composants à parois épaisses de qualité médicale véritablement qualifiés peuvent être livrés.
Il ne s'agit pas seulement d'un concours d'équipement, mais aussi d'un jeu d'expérience en ingénierie.
Par exemple, si vous recherchez une solution de production en série de composants LSR très exigeants (parois épaisses, USP classe VI, scénarios de stérilisation répétés), vous pouvez contactez-nous pour un rapport DFM.
Notre équipe d'ingénierie et technique basée en Chine vous offrira une assistance complète en matière de données, depuis la conception du moule jusqu'à la production en série , vous permettant de surmonter les obstacles techniques et de qualité, de diriger efficacement la mise en œuvre du projet et d'atteindre la rentabilité.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

