

Пресс-форма ЛСР напрямую определяет, смогут ли продукты пройти строгие испытания в ходе исследований и разработок толстостенных силиконовых компонентов в медицинской и высокотехнологичной промышленной областях.
Если вы сосредоточены на создании толстостенных силиконовых деталей, которые могут пройти испытания на биосовместимость класса VI USP и выдержать температуру 200°C, вам придется решить три основные проблемы:
Сертифицированный силикон пройден, но постформовочные экссудаты вне допустимых пределов. Испытание на термостойкость выдержано, но после стерилизации возникает размерная деформация образца. Традиционный производственный процесс не может одновременно удовлетворить оба требования к производительности.
Вышеуказанные проблемы могут не только вызвать задержки проекта и перерасход средств, но даже привести к срыву запуска продукта.
Основная сводка ответов
| Ключевые проблемы | Основные технологические решения | Ожидаемая стоимость |
| Конфликт биосовместимости и термостойкости | Оптимизация направляющей пресс-формы + прецизионная система контроля температуры | Исключает риск термической деградации материала и гарантирует отсутствие экссудатов. |
| Внутренние дефекты толстостенных деталей | Вакуумный выхлоп + процесс поэтапного поддержания давления | Устраняет пористость, достигает 100% плотности и соответствует требованиям по герметичности. |
| Размерный дрейф из-за повторной стерилизации | Конструкция с предварительной компенсацией усадки + формование с низким внутренним напряжением | Допуск на размер контролируется в пределах ±0,05 мм после стерилизации влажным жаром при 121°C. |
| Стабильность качества при работе с несколькими полостями | Технология балансировки горячеканальных систем + онлайн-мониторинг вязкости | Обеспечивает CpK ≥ 1,33 при непрерывном производстве многоместные формы . |
Ключевые выводы
- Просто выбрать подходящие материалы будет недостаточно:
Даже если используемые материалы сертифицированы как биосовместимые, этот сертификат может быть признан недействительным, если процессы формования выполняются неправильно.
- Каждый аспект формы определяет качество:
Такие особенности, как конструкция направляющих без каких-либо мертвых углов и тщательно обработанные поверхности, в значительной степени способствуют долговечности термостойкости толстостенных деталей.
- Подход, основанный на данных, для стабильных результатов:
Успешное крупномасштабное производство высококачественных многоместных форм зависит от точной термической балансировки форм и постоянного контроля процесса.
- Работа со специалистами – это самый быстрый способ:
Для своевременного производства сложных деталей, соответствующих классу VI USP и требованиям термостойкости, невозможно переоценить совместное проектирование материалов, форм и процессов .
Почему стоит доверять этому руководству? Опыт JS Precision в обслуживании литьевых форм LSR
Обладая более чем 15-летним опытом в области прецизионного литья под давлением, компания JS Precision специализируется на решении проблем, связанных с исследованиями и разработками ваших литьевых форм LSR и силиконовых компонентов медицинского назначения.
Мы произвели более 300 000 высокоточных деталей по индивидуальному заказу и обслужили более 1000 клиентов по всему миру. Благодаря нашей своевременной доставке на уровне 99,2% вы сможете избежать задержек в реализации проекта и обеспечить его эффективную реализацию.
Кроме того, мы сертифицированы по стандарту ISO 9001:2015 и ISO 13485:2016 медицинские системы качества. .
Кроме того, наши операции по проектированию и производству инструментов для литья под давлением соответствуют мировым стандартам медицинского производства и полностью отслеживаются, поэтому вы можете быть уверены, что риски соответствия при массовом производстве медицинских компонентов останутся для вас в прошлом, и вы сможете проходить сертификацию с каждой партией, не беспокоясь о проблемах с соблюдением требований.
Мы помогли производителям медицинского оборудования в Европе и Северной Америке решить проблемы биосовместимости и термостойкости толстостенных уплотнений LSR и тем самым помогли им увеличить процент выхода продукции с 65% до 98% и сократить время цикла массового производства на 40%.
Наши практические примеры помогут вам сэкономить средства за счет сокращения количества проб и ошибок и быстрого достижения рентабельности массового производства.
В нашей базе данных имеются показатели усадки более чем 50 различных материалов LSR , охватывающих широкий диапазон твердости от 20 до 80 по Шору А и толщины стенок от 1 до 10 мм.
Все параметры процесса подтверждены экспериментами Министерства энергетики, что позволяет получить точные данные, избежать потерь при доработках из-за отклонений в размерах и контролировать затраты на производство.
Наша команда инженеров доступна круглосуточно и без выходных для проведения онлайн-анализа DFM, а также может ответить на ваши технические вопросы в течение 15 минут.
Мы сопровождаем вас на всех этапах от проектирования литьевой формы до поставки в серийное производство. Таким образом, мы помогаем вам преодолеть ваши проблемы с качеством, связанные с компонентами медицинского назначения, и в то же время вы можете легко и непринужденно продвигаться вперед в реализации своих проектов.
Загрузите информационный документ по медицинскому применению литьевых форм LSR прямо сейчас и получите бесплатную персонализированную консультацию по основным процессам и советы по выбору материалов.
Могут ли изготовленные на заказ силиконовые детали соответствовать требованиям класса VI USP и герметизации при температуре 200°C?
Конечно, секрет того, могут ли изготовленные на заказ силиконовые детали соответствовать этим двум чрезвычайно строгим стандартам одновременно, заключается в сочетании рецептуры материала и процесса формования.
Хотите, чтобы мы помогли вам на этапе проверки процесса и проектировании оснастки для литьевой формы? После этого проводится полномасштабное тестирование на соответствие требованиям Стандарты ИСО 10993-1 делается для обеспечения успешной сертификации продукции.
Синергетический эффект рецептуры материала и процесса
На самом деле, многие поставщики не могут одновременно предложить как термостойкость, так и сертификацию класса VI USP, что может привести к задержке проекта.
Мы проводим эксперименты DOE, чтобы точно установить параметры вулканизации. Таким образом, ваши изготовленные на заказ силиконовые детали смогут сохранять 70% прочности на разрыв даже после 7 дней теплового старения при 200°C и прохождения биологической оценки, что значительно снижает риск провала сертификации.
Проверка эффективности уплотнения
После этапа формования все изготовленные на заказ силиконовые детали подвергаются испытанию на утечку гелием (скорость утечки 1–10 мбарл/с). Это гарантирует, что их герметизация будет надежной даже при температуре 200°C. Услуги ЛСР по литью под давлением, работающие под полным контролем процесса, исключают возможность выхода из строя уплотнения.
Компромисс между вулканизацией платины и пероксидной вулканизацией
Поскольку платиновая вулканизация LSR не приводит к выделению побочных продуктов, это лучший вариант для вашего сценария USP Class VI, пероксидная вулканизация может быть лучшим выбором , если вам нужна большая термостойкость, но для этого требуется этап вторичной вулканизации.
Мы предоставим вам предложение по рецептуре и сопоставим конструкции пресс-форм медицинского назначения с вашими требованиями к продукту, а затем выберем лучшее решение.
Как прецизионные литьевые формы выдерживают многократную стерилизацию?
Изменения размеров, вызванные многократными стерилизациями, могут привести к сбоям в сборке изделия.
Прецизионные литьевые формы точно прогнозировать скорость усадки LSR (2,0% -3,5% после стерилизации влажным жаром при 121 ° C), оптимизировать процесс для уменьшения внутреннего напряжения и обеспечивать стабильность размера продукта и соответствие скорости прохождения после стерилизации.
Прогнозирование внутреннего напряжения и усадки
Благодаря моделированию внутренних напряжений с помощью высокоточного программного обеспечения для управления потоками в пресс-форме остаточные напряжения контролируются ниже 5 МПа.
Кроме того, сочетание снятия остаточных напряжений с прецизионной компенсацией размеров литьевых форм приводит к критическому изменению размеров на 0,02 мм даже после 50 циклов стерилизации, полностью устраняя размерный дрейф.
Процесс отжига: последующая обработка для устранения внутреннего напряжения
Стремясь к производству высокоточных деталей, мы применяем двухчасовой процесс отжига при температуре 150°C , который снимает напряжение, возникающее в результате ориентации формовки.
Это действие значительно повышает стабильность размеров продукта после стерилизации и гарантирует соответствие стандартам точности медицинского уровня, что приводит к успешным приемочным испытаниям.
Соответствие материалов и процессов
Мы поддержим ваш проект точной литьевой формы, используя нашу близлежащую базу знаний о скорости усадки, содержащую более 50 материалов LSR. Услуги LSR по литью под давлением также способны одновременно адаптироваться к лучшему процессу, тем самым сокращая время пробного формования и значительно сокращая цикл разработки.
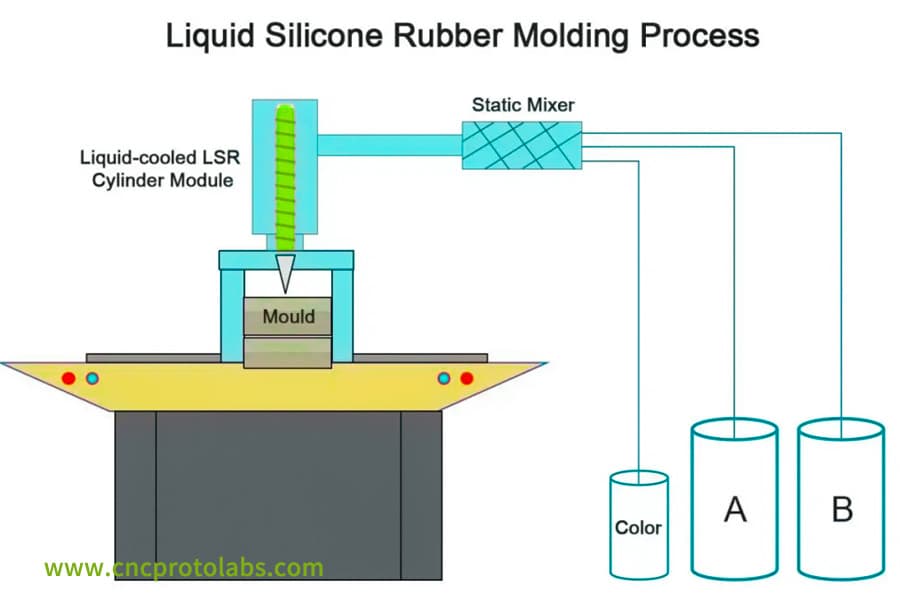
Рисунок 1: Техническая диаграмма процесса литья под давлением жидкой силиконовой резины (LSR), показывающая цилиндры материала A/B, статический смеситель и впрыск в форму.
Каким образом услуги по литью под давлением компании LSR обеспечивают биосовместимость и долговременную термическую стабильность?
Биосовместимость и длительная термостойкость — основные характеристики продукции медицинского назначения.
В производстве литьевых форм LSR используются материалы высокой чистоты, катализируемые платиной, которые, наряду с строго контролируемой температурой, могут гарантировать полную сшивку материала и отсутствие осаждения низкомолекулярных веществ в соответствии с правилами.
Чистота, гарантированная от материалов до готовой продукции
Наши кремниевые базовые материалы LSR соответствуют стандарту USP класса VI, поэтому единственным источником загрязнения является проектирование литьевых форм этап, который мы устранили.
Смешивание материалов происходит в чистом помещении класса 10 000. Наши услуги по литьевому формованию LSR всегда поддерживают очень высокий уровень контроля чистоты, чтобы гарантировать отсутствие проблем с сертификацией биосовместимости.
Параметры процесса: точный контроль окна вулканизации
Анализ кривой вулканизации — наш инструмент для определения параметров сшивки. Контролируя колебания температуры литья под давлением в пределах 2°С, это приведет к 100% полной вулканизации материала и отсутствию какого-либо выщелачивания низкомолекулярных веществ.
Параметры процесса литья под давлением LSR и соответствие производительности
| Параметры процесса | Температура вулканизации (°C) | Время вулканизации (с) | Колебания температуры пресс-формы (°C) | Коэффициент усадки (%) | Степень экссудата |
| Обычный процесс | 190±5 | 60 | ±5 | 3,5-4,0 | 3 класс |
| Процесс ЧПУ | 185±2 | 90 | ±2 | 2,0-2,5 | 1 класс |
| Специальный толстостенный | 180±2 | 120 | ±3 | 2,2-2,8 | 1 класс |
| Массовое производство с несколькими полостями | 185±2 | 90 | ±2 | 2,0-2,5 | 1 класс |
| Стандарт медицинского уровня | 160-200 | 60-150 | ±3 | 2,0-3,5 | ≤ 1 класс |
Отправьте спецификации своих компонентов и получите бесплатные индивидуальные технологические решения и смету расходов на услуги LSR по изготовлению литьевых форм.
Что включают в себя услуги LSR по литью под давлением для обеспечения термостойкости медицинского уровня?
Услуги ЛСР по литью под давлением включают в себя три основных модуля: подбор термостойких материалов, проектирование термосбалансированной формы с толстыми стенками и управление процессами в замкнутом цикле. Т
Они предлагают комплексную поддержку массового производства термостойких компонентов медицинского назначения, тем самым решая проблему балансирования потребностей в двойной производительности.
Техническая глубина: процесс формования является гарантией производительности
Даже если вы выберете материалы, устойчивые к температуре 250°C, отклонения температуры впрыска или загрязнение пресс-формы все равно могут привести к потере сертификации. Наш Услуги ЛСР по литьевым формам поддерживают небольшие отклонения температуры (в пределах 2°C) и, наряду с конструкцией формы медицинского класса, минимизируют начальные точки риска.
Проверка материалов: поддержка данных о тепловом старении
Перед массовым производством все материалы LSR подвергаются 168-часовому тепловому старению при температуре 200°C, чтобы гарантировать сохранение прочности на разрыв и удлинения при разрыве. Услуги LSR по литью под давлением обеспечивают полную проверку материалов для ваших индивидуальных силиконовых деталей, предотвращая риски, связанные с недостаточной термостойкостью.
Поддержание неизменности вулканизации в толстостенных деталях
Для деталей, имеющих стенки толщиной более 5 мм, независимо используется зональный контроль температуры, чтобы поддерживать разницу температур в полости формы на уровне 3°C.
В результате очень толстостенное ядро не становится неполностью сшитым. Помимо услуг по производству многоместных пресс-форм LSR, достигается стабильное массовое производство и повышается эффективность.
Как разработать формы для литья под давлением без риска биосовместимости?
При проектировании штампов для литья под давлением необходимо использовать полную систему термических направляющих и быть уверенным в отсутствии мертвых зон.
В нашей компании мы можем помочь вам устранить зоны застоя расплава, остановить высокотемпературную деградацию ЛСР, устранить миграцию токсичных побочных продуктов, обеспечить биосовместимость продукции и предотвратить срыв сертификации.
Геометрия бегуна с нулевым стазисом
Посредством анализа текучести пресс-формы мы корректируем параметры литников для оптимального течения расплава и равномерного нагрева сдвига при температуре 200°C, исключая любую потенциальную деградацию материала из-за времени застоя более 30 с, поскольку конструкция литников литьевых форм напрямую связана с определением базового уровня биобезопасности вашего продукта.
Стратегия выбора холодного или горячего бегуна
В случае продуктов с очень высокими требованиями к биосовместимости следует использовать полностью горячеканальную систему, чтобы избавиться от загрязнения, вызванного переработанными литниками.
Если мы выбираем систему холодных литников, мы строго ограничиваем степень переработки до 15 % и, помимо форм медицинского назначения, используем дизайнерские литьевые формы для обеспечения соответствия продукции.
Материал пресс-формы: проверка совместимости с LSR
Мы выбираем коррозионностойкую литейную сталь S136 или 420SS, которая обработка с ЧПУ и подвергается термообработке в вакууме, чтобы остановить миграцию ионов металлов из высокотемпературных осадков пресс-формы, что не влияет на тестирование биосовместимости вашего продукта. Помимо использования прецизионных литьевых форм, мы также используем дизайнерские литьевые формы для обеспечения безопасности пресс-форм.

Рисунок 2. Показана металлическая многоместная форма с двумя точно изготовленными прозрачными пластиковыми компонентами, помещенными на нее, что демонстрирует результат процесса формования.
Почему формы медицинского назначения требуют специальной обработки поверхности для термостойких применений?
Обработка поверхности форм медицинского назначения играет важную роль в расформовке и качестве вашей продукции. Например, если шероховатость поверхности Ra > 0,1 м , изделия очень восприимчивы к повреждениям при извлечении из формы.
Чтобы исправить это, мы обеспечиваем сверхтонкую полировку и нанопокрытие, чтобы не только предотвратить повреждения при извлечении из формы, но и повысить выход продукции.
Шероховатость поверхности Ra 0,05 м – почему это так важно?
Чтобы повысить твердость поверхности форм медицинского назначения до HV 2000 или даже выше, мы прибегаем к PVD или алмазоподобному углеродному покрытию.
После 3000 циклов высокой температуры поверхность по-прежнему имеет низкое трение, что может помочь вам добиться неразрушающего извлечения из формы. Кроме того, это обеспечивает внешний вид продукции и стабильность массового производства.
Выбор покрытия: DLC против CrN
В зависимости от характеристик продукта наш выбор покрытий соответствует вашим индивидуальным решениям для форм медицинского назначения в сочетании с услугами LSR по литьевому формованию.
Угол извлечения из формы: геометрическая компенсация для уменьшения адгезии
По сути, если вы имеете дело с изделиями с глубокими полостями или подрезами, мы увеличиваем угол извлечения из формы. медицинские формы до 1,5°-2° и изменить конструкцию штифта выталкивателя, чтобы сделать его менее устойчивым к извлечению из формы. В то же время конструкция литьевых форм оптимизируется, чтобы значительно уменьшить повреждения продукта при извлечении из формы.
Таблица параметров обработки поверхности пресс-форм медицинского назначения
| Тип обработки поверхности | Шероховатость Ra (мкм) | Твердость поверхности (HV) | Тепловые циклы | Коэффициент трения | Применимые сценарии |
| Обычная полировка | 0,2 | 800 | 1000 | 0,3 | Общие промышленные детали |
| Прецизионная полировка | 0,1 | 1000 | 2000 г. | 0,2 | Высококачественные промышленные детали |
| DLC-покрытие | 0,05 | 2000 г. | 3000 | 0,08 | Медицинский высоковязкий LSR |
| CrN покрытие | 0,05 | 1800 г. | 3500 | 0,12 | Износостойкие детали из фторсиликона |
| Стандарт медицинского уровня | ≤0,05 | ≥1500 | ≥3000 | ≤0,1 | Медицинский USP класс VI |
Получите бесплатное ценовое предложение на решения для обработки поверхности форм медицинского назначения, уточнив стоимость обработки пресс-форм, сроки выполнения заказов и стандарты качества.
Как услуги по производству многоместных пресс-форм LSR обеспечивают постоянное качество?
В услугах по производству многоместных пресс-форм LSR используются отдельные горячие каналы и система балансировки температуры пресс-формы, чтобы ограничить колебания температуры между полостями в пределах 2 ° C, что позволяет избежать недостаточного и чрезмерного отверждения, а также обеспечивает равномерные характеристики продукта во всех полостях и соответствие требованиям массового производства.
Стабильный CpK 1,33 в полостях
При использовании многоместных пресс-форм с 32/64 полостями для массового производства мы анализируем распределение давления и тепла в каждой полости одновременно.
Таким образом, обеспечивается разница твердости внутри партии на уровне 2 по Шору А, что является медицинским стандартом. Услуги по производству многополостных пресс-форм LSR способны обеспечить стабильное массовое производство.
Балансировка горячего бегуна
Используя горячеканальные каналы клапанного типа с независимым регулированием температуры, мы поддерживаем разницу в давлении впрыска и скорости заполнения между полостями в пределах 3%, тем самым предотвращая отклонения в размерах.
Услуги по изготовлению многоместных пресс-форм LSR , наряду с недавно разработанными литьевыми формами, способны обеспечить балансировку бегунков.
SPC в сочетании с полной проверкой
На протяжении всего производства измерения и испытания на твердость проводятся выборочно каждые два часа. В то же время изменения CpK отслеживаются SPC.
Очень важные детали подвергаются 100% полной проверке с помощью оптических сортировочных машин. Услуги по производству многополостных пресс-форм LSR в сочетании с услугами по производству литьевых форм LSR приводят к комплексному контролю качества и сокращению отходов.
Пример использования JS Precision: прорыв в области высокой термостойкости толстостенных уплотнений LSR
История клиента
Европейский производитель медицинского оборудования однажды столкнулся с проблемой разработки толстостенных уплотнений LSR для вспомогательных кардиостимуляторов, для чего потребовалась сертификация USP класса VI и более 2000 циклов стерилизации под высоким давлением при 134 ° C для поддержания герметичности.
Однако из-за недостаточного количества технологий от поставщика на ранних стадиях проект был остановлен и произошел перерасход средств, что также может стать дилеммой, с которой вы можете столкнуться.
Возникшие проблемы
Три основные проблемы, с которыми клиент столкнулся в начале:
Микропоры в стенке толщиной 6 мм, которые привели к разрыву уплотнения во время стерилизации, диапазон усадки внутреннего диаметра 0,2 мм после стерилизации, что привело к сбою сборки, и очень высокая температура формования привели к осаждению низкомолекулярных масс и провалу испытаний на биосовместимость.
Решения
1. Конструкция вентиляции:
Мы используем технологию литья под давлением для создания многослойной системы вакуумной вентиляции, позволяющей вакуумировать область с толстыми стенками до температуры -0. 1 МПа во время закрытия формы, что полностью устраняет внутренние поры и предотвращает разрушение уплотнения из-за разрыва во время стерилизации.
2. Точность размеров:
Мы используем прецизионные литьевые формы для точного прогнозирования скорости усадки, что в сочетании с технология наплавки и базу данных, уменьшает зону допуска внутреннего диаметра с 0,2 мм до 0,05 мм, тем самым предотвращая смещение размеров после стерилизации и эффективно решая проблемы сбоев сборки.
3. Процесс формования:
Наши услуги по литью под давлением LSR включают в себя систему контроля давления с замкнутым контуром, позволяющую поддерживать температуру формы на уровне 185±2°C, таким образом, сшивка материала в наилучшей точке блокируется. Благодаря этому вы сможете избежать образования осадка в результате чрезмерного сульфурирования и гарантировать, что ваш продукт успешно пройдет испытания на биосовместимость.
4.Медицинские стандарты:
Наш процесс изготовления инструментов для литья под давлением выполняется в соответствии со стандартами медицинского производства, и качество полностью гарантировано, компоненты гарантированно имеют высочайшее качество, а ваш продукт успешно проходит сертификацию USP класса VI , что позволяет избежать задержек проекта, вызванных неудачей в сертификации.
Окончательные результаты
В конечном итоге мы помогаем нашим клиентам достичь трех основных преимуществ:
- Их компоненты проходят тест USP класса VI с первой попытки и не обладают цитотоксичностью.
- Мы помогаем им сохранять герметичность на уровне 95% после 2500 циклов стерилизации при 134°C.
- Их доходность увеличена с 65% до 98%, что позволяет начать клинические испытания на 6 недель раньше. В этом и заключается реальная ценность нашего партнерства: мы предоставляем вам надежную модель для массового производства подобных изделий. медицинские толстостенные компоненты LSR .
Сравнительная таблица основных проблем и решений
| Тип испытания | Уровень дефектов перед решением | Решение | Уровень дефектов после решения | Снижение затрат (%) | Сокращение времени цикла (%) |
| Биосовместимость Экссудация | 35% | Оптимизация канала потока + точный контроль температуры | 2% | 30 | 40 |
| Дефекты толстостенной пористости | 40% | Вакуумная дегазация + поэтапное выдерживание давления | 1% | 25 | 30 |
| Размерный дрейф при стерилизации | 30% | Компенсация усадки + формование под низким напряжением | 1% | 20 | 25 |
| Плохая консистенция нескольких полостей | 25% | Балансировка горячих каналов + онлайн-мониторинг | 2% | 15 | 20 |
Отправьте чертежи компонентов уплотнений, чтобы получить бесплатное индивидуальное решение для массового производства и отчет DFM для той же литьевой формы LSR.
Рисунок 3: Крупный план сложного прозрачного пластикового компонента спиралевидной формы, вероятно, смесителя или крыльчатки медицинского устройства.
Часто задаваемые вопросы
Вопрос 1: Какую минимальную толщину стенок можно достичь при литье под давлением LSR?
Как правило, минимальная толщина стенок наших литьевых форм LSR составляет 0,5 мм. Однако для таких тонких срезов требуется пресс-форма очень высокой точности и вакуумная система, чтобы полностью заполнить полость материалом.
Вопрос 2. Можете ли вы обрабатывать материалы LSR, одобренные FDA?
Мы способны перерабатывать различные материалы LSR, катализируемые платиной, которые соответствуют требованиям FDA 21 CFR 177.2600 и классу VI USP, тем самым соблюдая медицинские стандарты и стандарты контакта с пищевыми продуктами.
Вопрос 3: Как избежать неполного внутреннего отверждения толстостенных деталей из LSR?
Проводя поэтапную выдержку давления и увеличивая время вулканизации, а также используя температурный контроль формы, мы обеспечиваем равномерную теплопередачу, что, в свою очередь, позволяет избежать неполного внутреннего отверждения толстостенных деталей из ЛСР.
Вопрос 4: Как обеспечить постоянный вес в каждой полости многоместной формы?
Благодаря точно сбалансированной конструкции системы направляющих и онлайн-мониторингу веса мы удерживаем отклонение количества впрыска в каждую полость в пределах 0,5%, что приводит к стабильности веса в различных полостях.
Вопрос 5. Какая степень усадки обычно допускается при проектировании формы LSR?
Обычно степень усадки материалов LSR колеблется от 2,0% до 3,5% , в зависимости от таких факторов, как тип материала, толщина стенок и процесс. Чтобы получить точное значение, мы предоставим результаты анализа текучести пресс-формы.
В6: Сколько времени занимает изготовление формы LSR медицинского назначения?
Как правило, изготовление стандартных форм медицинского назначения занимает 4–6 недель, хотя этот срок варьируется в зависимости от сложности формы и количества полостей. Чтобы ускорить процесс утверждения, мы отправим вам отчет DFM.
Вопрос 7: Будет ли материал LSR затвердевать при высоких температурах 200°C?
Высококачественный материал LSR, полностью вулканизированный, очень стабилен , и после старения при 200°С его твердость меняется минимально (5 по Шору А). Если материал не вулканизирован должным образом, произойдет значительное увеличение твердости.
Вопрос 8: Можете ли вы предоставить услуги по вторичному формованию компонентов LSR?
Мы можем предложить вторичное формование ЛСР на металлы и жесткие пластики. Также осуществляется правильное проектирование сопрягаемых поверхностей, чтобы обеспечить высокую прочность соединения и эффективность уплотнения.
Краткое содержание
В условиях двойных испытаний на биосовместимость и термостойкость только путем глубокой интеграции прецизионной конструкции литьевой формы LSR, строгой обработки поверхности и замкнутого контроля параметров процесса можно получить по-настоящему квалифицированные толстостенные компоненты медицинского класса.
Это не только соревнование техники, но и игра инженерного опыта.
Например, если вы ищете решение для массового производства компонентов LSR с высокими требованиями (толстостенные, класс VI USP, сценарии многократной стерилизации), вы можете свяжитесь с нами для отчета DFM.
Наша инженерно-техническая команда, базирующаяся в Китае, предложит вам полную поддержку данных процесса, начиная от проектирования пресс-формы и заканчивая массовым производством , что позволит вам преодолеть технические и качественные барьеры, эффективно руководить реализацией проекта и достичь прибыльности.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

