

金属射出成形サービス(MIM) は、高精度で複雑な部品を大量生産する効果的な方法を提供します。カスタム射出成形サービス (CIM) も、複雑な部品の大量生産の可能性を解き放ちました。ただし、最終的にプロジェクトの成否を決めるのは素材の選択です。
製品を設計する際、エンジニアは古典的な解決不可能な問題に遭遇します。それは、プラスチック部品の強度が十分ではなく、その一方で、従来の 5 軸 CIM プロセスは、年間数万個の小型で複雑な部品を生産する場合、非常に高価で時間がかかるものになります。
このガイドでは、MIM と PIM の両方の物理容量、公差制御、DFM コストの側面を科学的に比較し、非常に有用な選択ロジックと、これらの方法を適用する状況を提供します。 精密製造。
主要な回答の要約: 射出成形プロセスの簡単な比較
|
特徴
|
金属射出成形 (MIM)
|
プラスチック射出成形 (PIM)
|
選択の提案
|
アプリケーションシナリオ
|
|
芯材
|
ステンレス鋼 17-4PH、316L、タングステン合金
|
エンジニアリングプラスチック(PEEK、PPS、PA66+GF)
|
強度が 800MPa を超える場合は MIM を選択してください。
|
MIM は高強度のシナリオに適しており、PIM は軽量のシナリオに適しています。
|
|
寸法精度
|
±0.3%~0.5%(±0.03mm)
|
±0.1%~0.2%
|
高精度を求める場合は PIM を、靭性要件を求める場合は MIM を選択してください。
|
PIMは精密機器に適しており、MIMは構造部品に適しています。
|
|
幾何学的複雑さ
|
非常に高い、0.2mmの微細穴とネジ山をサポートします。
|
高、抜き勾配 0.5° ~ 1° によって制限されます。
|
どちらも複雑な機械加工部品をサポートします。
|
MIMは超複雑部品に適しており、PIMは従来の複雑部品に適しています。
|
|
表面硬度
|
40~55HRC(焼入れ後)
|
比較的低い
|
耐摩耗性を重視するには MIM を選択してください。
|
MIMは可動部に適しており、PIMは絶縁部に適しています。
|
|
温度耐性
|
200℃以上まで
|
ほとんどが150℃以下
|
150℃を超える場合はMIMをご選択ください。
|
MIM は高温環境に適しており、PIM は常温シナリオに適しています。
|
重要なポイント:
- 環境温度が 150°C を超える場合、または製品が高周波疲労荷重に耐える必要がある場合、金属射出成形が唯一の選択肢となります。
- 1個あたりの生産コストは、 金属射出成形(MIM) 年間生産量が 5000 個を超える場合、CNC 機械加工よりも 50% ~ 80% 安価になります。
- 公差が 0.01 mm の非常に精密な部品の場合は、射出成形後に 0.1 mm の余裕を残して、生産時に二次仕上げを計画する必要があります。
このガイドが信頼できる理由JS Precision のカスタム射出成形サービスの専門知識
精密射出成形の分野で 10 年以上働いてきた私たちは、潜在的な顧客がカスタム射出成形サービスを選択する際のトップ 3 の懸念点は、「テクノロジーが信頼できない可能性がある」「プロジェクトが予算を超過する可能性がある」「納期が遅れる」であることを知っています。
したがって、このガイドの調査結果は完全に私たちの直接の経験に基づいています。
3 か月にわたる MIM と PIM の並行テストと、数千のカスタム プロジェクトから収集した知識を使用して、複雑な部品の大量生産に関連するクライアントの製造上の問題を正確に特定しました。
当社の自動車部品の顧客の 1 つは、CNC 機械加工によって小さく複雑な部品を製造していましたが、1 個あたり 38 ドルを支払っており、年間生産量は 3,000 個でした。
当社は金属射出成形を利用できるようにした結果、ユニットのコストが 8 ドルに下がり、生産能力が 100,000 ユニットに増加し、最終生産量は基準を満たすようになりました。 IATF 16949:2016 規格。
当社は主に受託製造サービスに注力していますが、設計の最適化も当社の強みの 1 つであり、これによりお客様の大幅なコスト削減とパフォーマンスの向上につながります。
当社は 15 台の精密射出成形機と広々とした真空焼結クラスターを備えており、製品の均一性に非常に自信を持っているため、納品されるすべての部品について完全な検査レポートを提供しています。
高難易度の金属射出成形アルミニウム部品であっても、小さく複雑な部品の超精密射出成形であっても、当社は成熟した量産ソリューションを備えています。
弊社のカスタマイズされた射出成形成功事例小冊子を入手すると、さまざまな業界のお客様が選択の課題を解決できるよう当社がどのように支援しているかを直感的に理解し、無料の予備プロセス実現可能性評価を受けることができます。
機械的特性に基づいて金属射出成形サービスを選択するには?
引張強さと耐環境性は、コアの選択基準において重要な役割を果たします。 MIM (金属射出成形) は密度が鍛造品に非常に近い (>97%) のに対し、 PIM (ポリマー射出成形) は主に軽量化と断熱に重点を置いています。金属射出成形サービスを選択するときは、部品が受ける応力とその作業環境を考慮する必要があります。
MIM と PIM の機械的特性の主な違い
|
パフォーマンス指標
|
MIM(17-4PHステンレス)
|
PIM (高充填PEEK)
|
差異分析
|
アプリケーションシナリオ
|
|
抗張力
|
1100MPa
|
90MPa
|
MIM の強度は PIM の 12 倍以上です。
|
MIMは耐荷重部品に適しています。
|
|
密度
|
≥97%
|
100%
|
PIMには気孔がなく、MIMは鍛造品に近い性質を持ちます。
|
PIMはシールに適しています。
|
|
温度耐性限界
|
200℃
|
150℃
|
MIM は PIM よりも優れた耐熱性を持っています。
|
MIM は高温環境に適しています。
|
|
衝撃靱性
|
60J/cm2
|
15J/cm2
|
MIM の靭性は PIM の 4 倍です。
|
MIMは耐衝撃部品に適しています。
|
MIM金属材料の性能最適化技術
1.真空焼結温度を少なくとも1350℃±5℃に制御して、金属の粒径が均一で、密度が97%以上で安定していることを確認します。
2.金属粉の比率を慎重に選択する(たとえば、17-4PHステンレス鋼を選択する) 航空宇宙部品、摩耗が激しい部品には、強化段階として炭化物を追加します。
3.MIM部品は熱処理により表面硬度を40~55HRCと焼き入れ鋼に非常に近くすることができ、耐摩耗性の要求を満たすことができます。
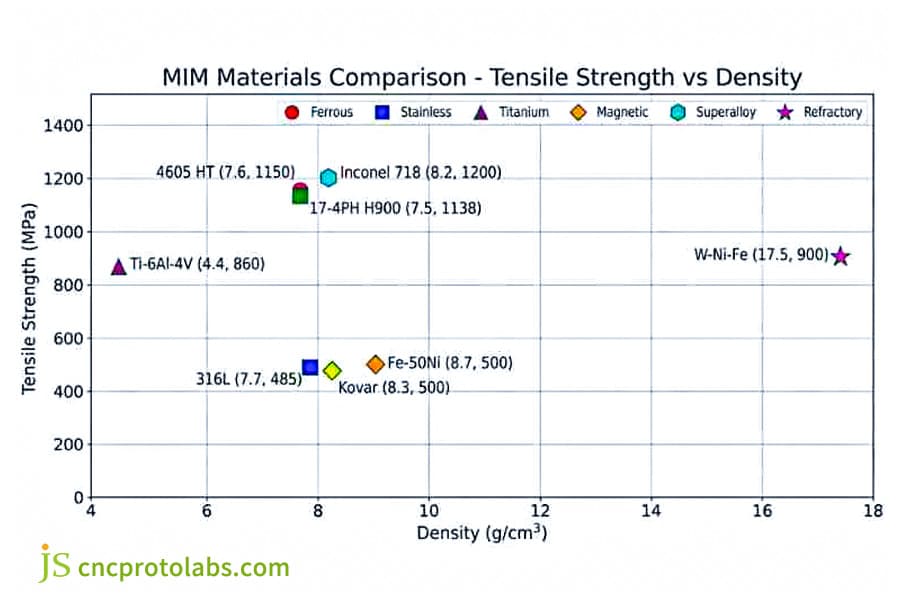
図 1: ステンレス鋼やチタンなどの MIM 材料を比較した引張強度と密度のグラフ。
プラスチック射出成形で超精密な寸法制御を実現するにはどうすればよいですか?
15% ~ 20% の金属焼結収縮と比較して、約 0.5% ~ 2% のプラスチック収縮ははるかに小さいため、 PIM はミクロンレベルの公差を達成する上で大きな利点があります。超精密制御の秘密プラスチック射出成形金型、プロセス、監視の統合にあります。
金型温度と保圧パラメータの正確な制御
1 精度の金型温度コントローラーを使用すると、特に小型で複雑な部品の射出成形において、均一な金型温度と一貫した寸法の部品が得られます。
保持圧力パラメータを80~120MPaまで多段階に設定し、セグメント圧力調整を行うことで、問題を完全に取り除くことができます。 収縮痕反りを確認すると同時に、部品の寸法が正確であることを確認してください。
金型内モニタリングと金型最適化技術
弊社では射出サイクルに関するデータをリアルタイムで取得するために RJG 型内圧力センサーを装備しており、これにより公差を常に 0.015mm 未満に維持しています。
また、プラスチック射出成形における「バリ」の問題を解決するために、金型の合わせ面を入念に研削し、0.005mmまでの精度管理を仕上げております。つまり、すべての PIM 部品の寸法の一貫性を実現するための「リアルタイム監視 + 金型の改良」を意味します。
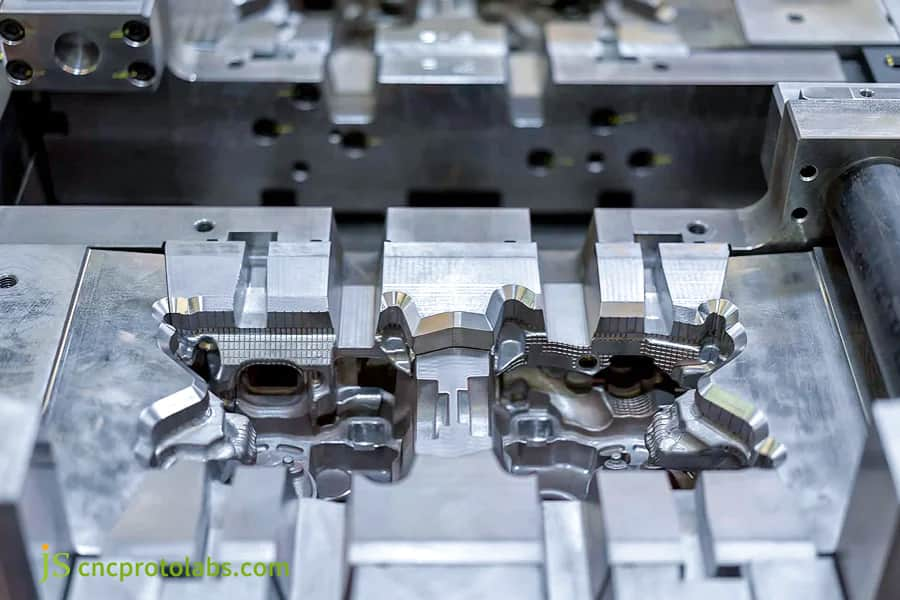
図 2: 精密プラスチック射出成形金型の拡大図。
金属射出成形アルミニウムは放熱部品として最適ですか?
焼結中ですが金属射出成形アルミニウムというのはなかなか難しい作業ですが、軽金属の放熱効果は非常に魅力的です。
実際、非常に複雑な機械加工部品と比較すると、製造時の材料利用率は 95% 以上に達します。 ASTM B928-17規格との組み合わせにより、安定した量産を実現しました。
焼結アルミニウム合金 MIM の大きな前進
- 不純物の影響を最小限に抑えるため、高純度のAlSi10Mgアルミニウム合金粉末を使用しています。
- 焼成雰囲気は水素と窒素の混合雰囲気で行い、表面の酸化膜の成長を防ぎます。
- 焼結温度を調整し、時間を一定に保つことで、アルミニウム部品の密度が向上しました。
MIM アルミニウム部品と従来の機械加工部品の放熱性の比較
|
比較項目
|
MIM アルミニウム部品 (AlSi10Mg)
|
6061アルミニウム(複合加工品)
|
材料利用率
|
生産コスト
|
|
熱伝導率
|
180W/(m・K)
|
160W/(m・K)
|
95%以上
|
従来の機械加工に比べて30%削減できます。
|
|
放熱効率
|
高い
|
中くらい
|
30%-40%
|
比較的高い
|
|
複雑なフィン加工
|
0.5mmの極細フィンを実現。
|
達成するのは難しい。
|
-
|
-
|
|
軽量効果
|
素晴らしい
|
中くらい
|
-
|
-
|
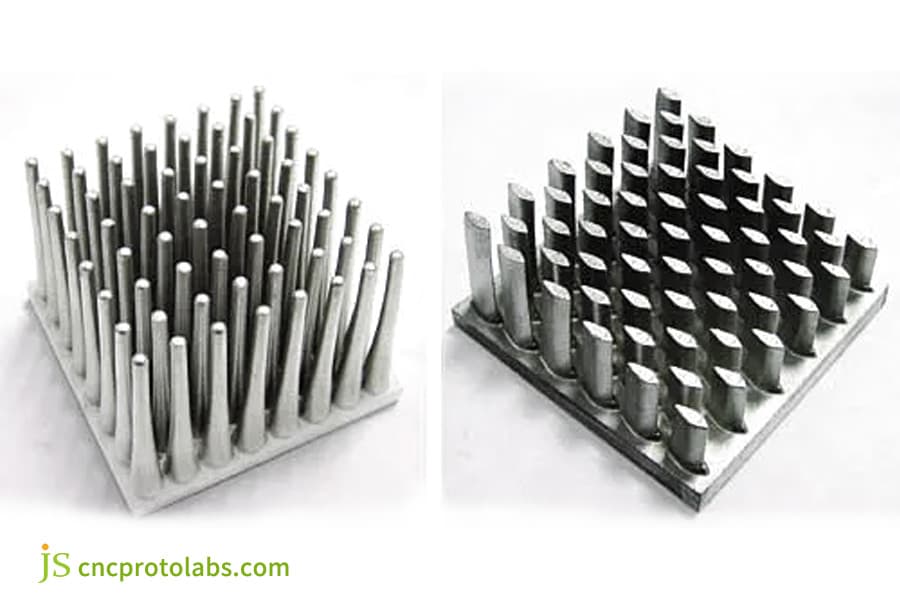
図 3: 金属射出成形によって製造されたアルミニウム ヒートシンク。
小さくて複雑な部品の射出成形を設計する際に避けるべき落とし穴は何ですか?
射出成形設計における肉厚は非常に重要な要素です。肉厚の変化により、材料の特定の場所に応力がかかり、部品が変形する可能性があります。 小型複雑部品の射出成形これは小型部品の製造プロセスの主要な部分を占めており、その成功はその設計によって直接決まります。
壁の厚さとコーナーの設計に関する基本要件
1. 適切な肉厚範囲: 0.8mm ~ 3.0mm、厚さと重量の比率が 2:1 を超えないようにすることで、反りの原因となる不均一な冷却が発生しません。
2. 非常に鋭角なコーナーの場合、溶融充填を可能にし、材料を応力集中や破損から保護するために、最小半径は 0.3 mm です。
設計のアップグレード: 複雑な機械加工部品から射出成形部品まで
部品を複雑な機械加工部品から射出成形部品内部キャビティ構造を再設計する必要があります。通常、これは過剰な重量を最大 30% 削減し、サイクル タイムを改善し、金型コストと製造の複雑さを軽減する方法となります。
金属射出成形材料の比較: ステンレス鋼からタングステン合金まで?
材料の選択は、部品の寿命を決定する重要な要素です。それぞれ金属射出成形材料(に準拠ISO 22068-1:2012 ) は異なる焼結挙動を示すため、適切なものを選択することで、コストだけでなくパフォーマンスも最適化されます。
代表的な MIM 金属材料の特性比較
- 17-4PH ステンレス鋼:引張強度 1100MPa、硬度範囲 40-55HRC、医療および航空宇宙の耐荷重コンポーネントに最適です。
- 316L ステンレス鋼:医療グレード、耐食性、密度 98%、医療機器に最適です。
- F75 コバルトクロム合金:生体適合性に優れ、非常に硬く、医療用インプラントに最適です。
- タングステン合金:密度 18g/cm3、カウンターウェイトや精密機器に最適です。
材料構成とコスト管理方法
当社の複合配合法により、グリーンブランクの脱脂変形を 0.05% 未満に抑えることができます。摩耗性の高い条件では、超硬強化相を追加してカスタム射出成形サービス製品の性能を向上させることができ、材料費の予測係数も提供します。
MIM プロジェクトの成功には、適切な材料を選択することが重要です。選択プロセスにおける専門的なサポートと、材料の適合性に関する無料の相談のために、当社の完全な材料特性マニュアルを入手してください。
JS Precision 医療機器のカスタマイズ: サージカル クランプ ヘッドの MIM 製造プロセスの最適化
以前、医療クライアントは5軸CNC加工しかし、この方法ではコストが高く、精度が不安定で、先端が折れやすいという問題がありました。私たちは、これらすべての問題に効果的に対処するオーダーメイドの MIM 製造方法を彼らに提供しました。
クライアントの中核的な課題
独自の 5 軸 CNC 加工法では、この医療機器製造会社は製品の競争力を大きく脅かす 3 つの根本的な問題を抱えていました。
- 単価が 45 ドルにも達するため、大規模な生産ではコストに大きな圧力がかかっていました。
- 金属の流れのラインが途切れるため、組織を掴んでいるときに部品の先端で頻繁に疲労破壊が発生し、安全上の危険がありました。
- 精度を0.03mm以内に安定させるのは非常に困難でしたが、 医療機器の精度要求は満たされておらず、製品の合格率はわずか 85% でした。
JS プレシジョン ソリューション
当社は、お客様のニーズに応え、材料、金型、プロセスの 3 つの異なる方法でソリューションを変更するために、専門のエンジニアリング チームを設立しました。詳細な解決策は次のとおりです。
1.試薬の最適化:
多相ポリマーバインダーと混合した非常に純粋な 17-4PH 金属粉末を使用すると、材料密度と生体適合性が向上し、同時に部品の疲労強度が向上し、根元での破損の問題が解消されます。
2.金型の最適化:
サイドスライダーコア抜き金型を採用することで、0.5mmの微細な内溝をワンステップで成形できるため、二次加工による位置誤差を回避し、生産能力も向上します。
3.プロセスの最適化:
正しい脱脂温度と時間を与えて、加熱と冷却を繰り返して段階的な触媒脱脂を完了し、微小亀裂を発生させずに結合剤を完全に除去し、より高い部品密度を獲得します。
4.品質監視:
焼結の温度と圧力パラメータをリアルタイムでチェックするために、部品密度が 7.7g/cm3 に達し、性能が安定するように完全に自動化された焼結監視システムが導入されています。
学んだ教訓と達成した結果
当初、ゲートの不適切な配置により、部品の前面に気泡の閉塞 (気孔率) が形成され、その気泡が 3% に達し、強度に悪影響を及ぼしました。
その後、成形流動解析を実施した結果、ゲートを側面から底部ルートに変更することが決定されました。これにより、気孔率の説明は完全に解決され、気孔率のレベルは 0.5% 未満に低下しました。
最終的に、私たちのソリューションは次のような大きな成果を上げました。部品の引張強度が 20% 向上し、10,000 回の疲労サイクルに耐える十分な強度を備え、破損の危険性が完全になくなりました。
一方、単価は 8.5 ドルまで大幅に下がり、81% のコスト削減が実現し、納期サイクルは 40% 短縮され、製品の合格率は 99.5% に向上しました。
クライアントの主任エンジニアは、「JS Precision の MIM ソリューションのおかげで、コストを節約できるだけでなく、材料ソースを使用することで安全上の危険にも対処できました。」と述べました。
カスタマイズされた医療機器部品が必要な場合は、部品図面をお送りいただくだけで、無料のプロセス実現可能性評価とともに、専用の金属射出成形サービス ソリューションをお客様に合わせてカスタマイズします。

図 4: 準備中の外科用クランプ。MIM で製造された医療機器部品を示しています。
精密射出成形パートナーとして JS Precision を選ぶ理由?
精密な製造には多くの経験とノウハウが必要です。 JS Precision は、完全な機能を提供します。 カスタム射出成形サービス材料から後処理に至るまで、費用を最小限に抑え、特定のリスクにさらされるリスクを軽減します。
当社の強み
- 設備の優位性:精密射出成形機15台、真空焼結装置、クラス10万のクリーンルームを備え、ワンストップ生産が可能。
- 品質上の利点:運用はISO 13485 および IATF 16949 に従って行われます。完全に文書化された部品には検査報告書が付属しています。
- 技術的利点:エンジニアの平均経験は8 年以上で、主にハイエンドの金属射出成形サービス プロジェクトに焦点を当てており、プロセス全体に技術サポートを提供できます。
顧客重視のサービス理念
当社はOEMメーカーとしてだけでなく、後加工においても力を発揮できるデザインオプティマイザーとしての役割も担っています。私たちは常にお客様の利益を第一に考え、相互の成功に導きます。
精密な射出成形作業でミスを回避するには、専門のパートナーを選ぶことが最善の策となります。部品の特徴と必要な生産量をお知らせいただければ、12 ~ 24 時間以内に詳細な見積もりと個別のソリューションをお送りします。これにより、精密製造パートナーシップが開始されます。
カスタム射出成形サービスの詳細分析: プロセス変換により総コストを 70% 削減するにはどうすればよいですか?
初期の金型コストは単なる目の付けどころです。 MIM と PIM は、中規模から大規模のプロジェクトにおいて、CNC と比較して大幅に高い ROI を提供する可能性があります。カスタム射出成形サービスの核心は、プロセス変換によるコスト削減です。
各種工程のコスト比較
1.CNC加工( 複雑な機械加工部品): 材料使用量はわずか 30% ~ 40% で、ユニットあたり約 50 ドルです。主に小ロットのプロトタイピングに使用されます。
2.MIM プロセス:年間生産量が 5000 ユニットを超える場合、価格はユニットあたり 10 ~ 15 ドルになります。材料使用率は95%です。コストはCNC に比べて 50% ~ 80% 削減されます。
3.PIM プロセス:高強度要件がなければ、単価は 5 ~ 8 ドルです。素材使用率は100%です。大量の軽量部品に最適です。
プロセス変革におけるコスト削減のハイライト
カスタム射出成形サービスのコスト削減は、二次加工を 80% 以上削減し、材料利用率を 95% 削減し、組み立てコストを 30% 節約する複合部品設計に依存します。小型の複雑な部品の射出成形を最適化すると、コストをさらに削減できます。
よくある質問
Q1: MIM 部品の強度は無垢鋼の強度に近づけることはできますか?
実際、当社の部品の密度は通常 97% を超え、熱処理後の引張強度は1000 ~ 1200 MPa に達することもあります。したがって、高強度の医療および産業用部品の要求に応え、無垢鋼と同等の性能を発揮します。
Q2: MIM が私のプロジェクトに投資する価値のある年間生産規模はどれくらいですか?
年間生産量が 5000 ユニットを超える場合、 MIM は非常にコスト効率が高くなります。 100 ~ 500 ユニットのサンプルを作成する場合は、初期投資を抑えるために CNC 加工から始めることをお勧めします。
Q3: MIM と PIM の金型は互換性がありますか?
絶対に違います! MIM 焼結収縮は 15% を超えるため、金型を事前にスケール調整する必要があります。それに加えて、MIM プロセスにおけるキャビティ鋼の耐摩耗性の要件は PIM プロセスの要件よりもはるかに高く、これが2 種類の金型間に非常に大きな違いをもたらします。
Q4: JS Precision は、小さくて複雑な部品の公差を確保するためにどのような技術を使用できますか?
ビデオ測定器を活用したリアルタイムモニタリングを採用しています。通常、公差は 0.3% 以内ですが、特別な要件がある場合は、さらに精密な研削を使用することで 0.01 mm を達成できます。
Q5: 射出成形に最適な金属はどれですか?
316Lステンレス鋼、17-4PHステンレス鋼、Fe-Ni合金を主要な選択肢とし、厳格な審査を行っています。その他、チタン合金やタングステン合金の製造工場も稼働しています。
Q6: JS Precision から射出成形の見積もりはどれくらいで届きますか?
詳細な 3D 図面と要求された数量を受け取ると、 12 ~ 24 時間以内に金型と部品の生産計画と価格計画の完全なセットを提供できます。
Q7: JS Precision は部品の肉厚の不均一の問題をどのように解決しますか?
お客様の設計に基づいて、当社のエンジニアは、最も厚い領域を除去またはくり抜き、不均一な収縮によって引き起こされる反りを軽減するのに役立つセグメント化された冷却システムの実装を提案します。
Q8: MIM の代わりに PIM 部品を一時的にテストしようと考えています。それでいいですか?
組み立てテストのみが可能ですが、強度テストはできません。機能を確認するには、MIM の小規模試作を直接お問い合わせいただくことをお勧めします。
まとめ
MIM と PIM のどちらを選択するかは、実際には機械的特性、精度、生産量の間のトレードオフになります。 MIM は、高温に耐えることができ、精度も高い優れた機械的特性を備えた金属部品を製造する場合に選択される方法ですが、PIM は設計が頻繁に変更される軽量部品を製造する場合に選択されます。
実際、適切な製造プロセスを選択するには科学的な意思決定が必要です。場合によっては、間接的な材料の選択により製品の品質が不確実になり、金型コストに多大な損失が発生することがあります。
すぐに当社の技術専門家にご連絡ください。実際のデータに基づいたプロセス実行可能性レポートをお届けします。金属射出成形またはプラスチック射出成形の場合、お客様に最適なソリューションをカスタマイズできます。
コンポーネント設計を送信してください無料の精密射出成形の最適化に関する推奨事項を取得し、効果的な精密製造パスを開始するための要件。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

