

molde de inyección LSR Determina directamente si los productos pueden pasar pruebas rigurosas en la investigación y el desarrollo de componentes de silicona de paredes gruesas en los campos médico e industrial de alta gama.
Si está decidido a crear piezas de silicona de paredes gruesas que puedan pasar las pruebas de biocompatibilidad USP Clase VI y resistir 200 °C, estaría abordando tres problemas principales:
Se aprueba la silicona certificada, pero los exudados post-moldeo están fuera de límites. Se pasa la prueba de resistencia al calor, pero se produce una deformación dimensional de la muestra después de la esterilización. El proceso de fabricación tradicional no puede satisfacer simultáneamente ambos requisitos de rendimiento.
Los problemas anteriores no sólo pueden causar retrasos en el proyecto y sobrecostos, sino que incluso pueden provocar el fracaso del lanzamiento del producto.
Resumen de respuestas principales
| Desafíos clave | Soluciones de tecnología central | Valor esperado |
| Conflicto de biocompatibilidad versus resistencia al calor | Optimización del canal de molde + sistema de control de temperatura de precisión | Elimina el riesgo de degradación térmica del material y garantiza la ausencia de exudados. |
| Defectos internos en piezas de paredes gruesas | Escape asistido por vacío + proceso de mantenimiento de presión por etapas | Elimina la porosidad, logra una densidad del 100 % y cumple con los requisitos de sellado resistente a la presión. |
| Deriva dimensional debido a la esterilización repetida | Diseño de precompensación de contracción + moldeado de baja tensión interna | Tolerancia dimensional controlada dentro de ±0,05 mm después de la esterilización por calor húmedo a 121 °C. |
| Consistencia de calidad de múltiples cavidades | Tecnología de equilibrio de canal caliente + monitoreo de viscosidad en línea | Garantiza CpK ≥ 1,33 durante la producción continua de moldes multicavidades . |
Conclusiones clave
- No bastará con elegir los materiales adecuados:
Aunque los materiales utilizados estén certificados como biocompatibles, esta certificación puede quedar invalidada si los procesos de moldeo no se realizan correctamente.
- Cada aspecto del molde define la calidad:
Características como un diseño de guía sin ángulos muertos y superficies tratadas con precisión contribuyen enormemente a la longevidad de la resistencia al calor de las piezas de paredes gruesas.
- Un enfoque basado en datos para resultados estables:
La producción exitosa a gran escala de moldes multicavidades de alta calidad se basa en un equilibrio térmico exacto de los moldes y en un control constante del proceso.
- Trabajar con expertos es la forma más rápida de:
Para la producción oportuna de piezas complejas que cumplan con los requisitos de resistencia al calor y Clase VI de la USP, no se puede dejar de enfatizar el diseño conjunto de materiales, moldes y procesos .
¿Por qué confiar en esta guía? Experiencia de JS Precision en servicios de moldes de inyección LSR
Con más de 15 años de experiencia en moldeo por inyección de precisión, JS Precision se dedica a abordar los desafíos de I+D de sus moldes de inyección LSR y componentes de silicona de grado médico.
Hemos producido más de 300.000 piezas personalizadas de alta precisión y hemos atendido a más de 1.000 clientes en todo el mundo. Gracias a nuestra tasa de entrega a tiempo del 99,2% , podrá evitar retrasos en los proyectos y mantenerlos avanzando de manera eficiente.
Además, estamos certificados con la norma ISO 9001:2015 y ISO 13485:2016 sistemas de calidad médica .
Además de eso, nuestras operaciones de diseño y fabricación de herramientas de moldes de inyección cumplen con los estándares de fabricación médica a nivel mundial y son completamente rastreables, por lo que puede estar seguro de que los riesgos de cumplimiento en la producción en masa de componentes médicos serán cosa del pasado para usted y podrá aprobar la certificación con cada lote sin preocuparse por problemas de cumplimiento.
Hemos ayudado a los fabricantes de dispositivos médicos en Europa y América del Norte a resolver los problemas de biocompatibilidad y resistencia al calor de los sellos LSR de paredes gruesas y, por lo tanto, les hemos ayudado a aumentar las tasas de rendimiento del 65 % al 98 % y a reducir los tiempos del ciclo de producción en masa en un 40 %.
Nuestros estudios de casos del mundo real lo ayudan a ahorrar costos al reducir la prueba y error y lograr rápidamente la rentabilidad de la producción en masa.
Tenemos tasas de contracción de más de 50 materiales LSR diferentes en nuestra base de datos, que cubren una amplia gama de durezas de 20 a 80 Shore A y espesores de paredes de 1 a 10 mm.
Todos los parámetros del proceso se confirman con experimentos DOE que le ayudan con datos precisos para evitar pérdidas de retrabajos debido a desviaciones en las dimensiones y controlar los costos de producción.
Nuestro equipo de ingeniería está disponible las 24 horas del día, los 7 días de la semana para realizar un análisis DFM en línea y también pueden responder en 15 minutos a sus preguntas técnicas.
Te acompañamos en todas las etapas desde el diseño de un molde de inyección hasta la entrega de la producción en masa. De esta manera, lo ayudamos a superar sus inquietudes de calidad relacionadas con los componentes de grado médico y, al mismo tiempo, puede seguir adelante con sus proyectos sin esfuerzo y fácilmente.
Descargue ahora el documento técnico sobre la aplicación médica del molde de inyección LSR y obtenga consultas personalizadas y gratuitas sobre procesos básicos y asesoramiento sobre selección de materiales.
¿Pueden las piezas de silicona personalizadas pasar el sellado USP Clase Vi y 200 °C?
Claro, el secreto de si las piezas de silicona personalizadas pueden cumplir con estos dos estándares extremadamente estrictos al mismo tiempo está en la combinación de la formulación del material y el proceso de moldeo.
¿Le gustaría que le asistiéramos con el paso de verificación del proceso y el diseño de herramientas del molde de inyección? Después de eso, se realizan las pruebas de cumplimiento de todo el proceso de acuerdo con Normas ISO 10993-1 se realiza para garantizar el éxito de la certificación del producto.
Efecto sinérgico de la formulación y el proceso del material.
En realidad, muchos proveedores no pueden ofrecer resistencia al calor y certificación USP Clase VI al mismo tiempo, lo que puede provocar retrasos en el proyecto.
Realizamos experimentos DOE para establecer exactamente los parámetros de vulcanización. De esta manera, sus piezas de silicona personalizadas podrán mantener el 70 % de su resistencia a la tracción incluso después de 7 días de envejecimiento térmico a 200 °C y de pasar la evaluación biológica, lo que reduce significativamente el riesgo de no aprobar la certificación.
Verificación del rendimiento del sellado
Después de la etapa de moldeo, todas las piezas de silicona personalizadas se someten a pruebas de fuga de helio (tasa de fuga de 1,10 mbarL/s). Esto garantiza que su sellado será fiable incluso a 200°C. Los servicios de moldes de inyección LSR que operan bajo control total del proceso excluyen la posibilidad de falla del sello.
La compensación entre la vulcanización con platino y la vulcanización con peróxido
Dado que la vulcanización con platino de LSR no genera precipitación de subproductos, es una mejor opción para su escenario USP Clase VI, la vulcanización con peróxido puede ser una mejor opción si desea más resistencia al calor pero necesita un paso de vulcanización secundario.
Le daremos una propuesta de formulación y adaptaremos los diseños de moldes de grado médico a los requisitos de su producto, luego seleccionaremos la mejor solución.
¿Cómo sobreviven los moldes de inyección de precisión a la esterilización repetida?
Los cambios dimensionales causados por múltiples esterilizaciones pueden causar fallas en el ensamblaje del producto.
Moldes de inyección de precisión predecir con precisión la tasa de contracción de LSR (2,0% -3,5% después de la esterilización con calor húmedo a 121 °C), optimizar el proceso para reducir la tensión interna y garantizar la estabilidad del tamaño del producto y el cumplimiento de la tasa de aprobación después de la esterilización.
Predicción de tensión interna y contracción.
Mediante la simulación de tensiones internas con software de flujo de molde de alta precisión, las tensiones residuales se controlan por debajo de 5 MPa.
Además, la combinación del alivio de la tensión residual con la compensación dimensional de los moldes de inyección de precisión da como resultado un cambio dimensional crítico de 0,02 mm incluso después de 50 ciclos de esterilización, eliminando por completo la desviación dimensional.
Proceso de recocido: postratamiento para eliminar tensiones internas
Con el objetivo de producir piezas de alta precisión, integramos un proceso de recocido de 2 horas a 150 °C , que libera la tensión resultante de la orientación del molde.
Esta acción mejora en gran medida la estabilidad dimensional del producto después de la esterilización y garantiza que pueda cumplir con los estándares de precisión de grado médico que conducen a pruebas de aceptación exitosas.
Coincidencia de materiales y procesos
Respaldamos su diseño de moldes de inyección de precisión con nuestra cercana base de conocimientos sobre tasas de contracción de más de 50 materiales LSR. Los servicios de moldeo por inyección de LSR también son capaces de ajustarse simultáneamente al mejor proceso, reduciendo así los tiempos de moldeo de prueba y acortando drásticamente el ciclo de desarrollo.
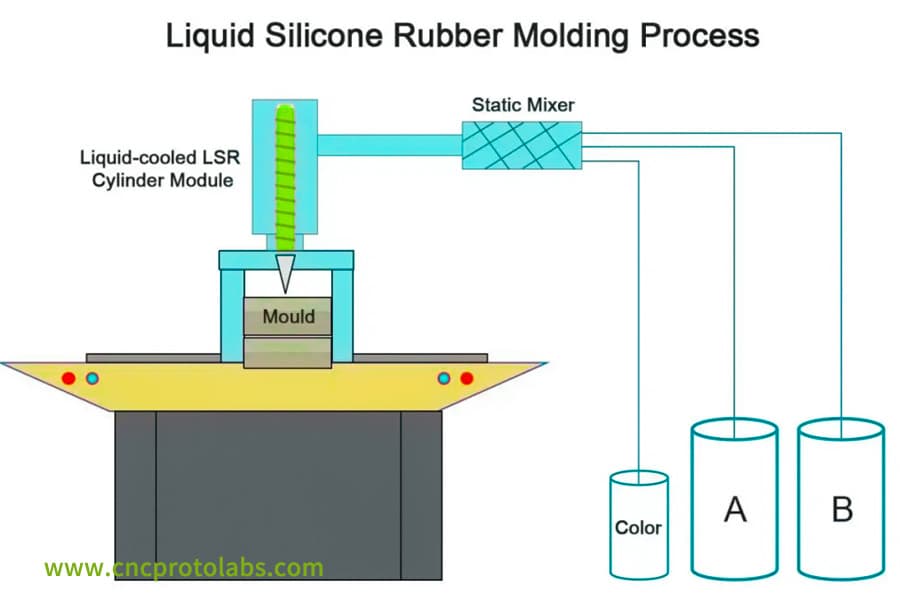
Figura 1: Un diagrama técnico del proceso de moldeo por inyección de caucho de silicona líquida (LSR), que muestra cilindros de material A/B, un mezclador estático y la inyección en un molde.
¿Cómo garantizan los servicios de moldes de inyección LSR tanto la biocompatibilidad como la estabilidad térmica a largo plazo?
La biocompatibilidad y la resistencia al calor duradera son las principales características de los productos de grado médico.
Las operaciones de moldeo por inyección LSR emplean materiales de alta pureza catalizados con platino que, junto con una temperatura estrictamente controlada, pueden garantizar la reticulación completa del material y la ausencia de precipitación de sustancias de bajo peso molecular para cumplir con las regulaciones.
Pureza asegurada desde los materiales hasta el producto terminado
Nuestros materiales con base de silicio LSR cumplen con el estándar USP Clase VI, por lo que la única fuente de contaminación es el diseño de moldes de inyección etapa que hemos eliminado.
La mezcla de los materiales se realiza en una sala limpia de clase 10.000. Nuestros servicios de moldes de inyección LSR mantienen el nivel de control de pureza muy alto en todo momento para garantizar que no haya problemas con la certificación de biocompatibilidad.
Parámetro del proceso: Control de ventana de vulcanización con precisión
El análisis de la curva de vulcanización es nuestro instrumento para determinar los parámetros de reticulación. Al controlar las fluctuaciones de temperatura del moldeo por inyección dentro de 2°C, esto dará como resultado una vulcanización 100% completa del material y la ausencia de lixiviación de bajo peso molecular.
Parámetros del proceso del molde de inyección LSR y correspondencia de rendimiento
| Parámetros del proceso | Temperatura de vulcanización (°C) | Tiempo de vulcanización (s) | Fluctuación de la temperatura del molde (°C) | Tasa de contracción (%) | Grado de exudado |
| Proceso Convencional | 190±5 | 60 | ±5 | 3,5-4,0 | Grado 3 |
| Proceso CNC | 185±2 | 90 | ±2 | 2,0-2,5 | Grado 1 |
| Dedicado a pared gruesa | 180±2 | 120 | ±3 | 2.2-2.8 | Grado 1 |
| Producción en masa de múltiples cavidades | 185±2 | 90 | ±2 | 2,0-2,5 | Grado 1 |
| Estándar de grado médico | 160-200 | 60-150 | ±3 | 2,0-3,5 | ≤ Grado 1 |
Envíe las especificaciones de sus componentes y reciba soluciones de procesos personalizadas y estimaciones de costos gratuitas para los servicios de moldes de inyección LSR.
¿Qué incluyen los servicios de moldes de inyección LSR para resistencia al calor de grado médico?
Los servicios de moldeo por inyección de LSR comprenden los siguientes tres módulos principales: selección de materiales resistentes al calor, diseño de un molde térmicamente equilibrado de paredes gruesas y control de los procesos en circuito cerrado. t
Estos ofrecen soporte integral para la producción en masa de componentes resistentes al calor de grado médico, resolviendo así el problema de equilibrar las necesidades de rendimiento dual.
Profundidad técnica: el proceso de moldeo es una garantía de rendimiento
Incluso si elige materiales resistentes a 250 °C, las variaciones de la temperatura de inyección o la contaminación del molde aún pueden provocar la pérdida de la certificación. Nuestro Servicios de moldeo por inyección LSR mantienen las desviaciones de temperatura pequeñas (dentro de 2°C) y, junto con el diseño del molde de grado médico, minimizan los puntos iniciales de riesgo.
Validación de materiales: soporte de datos sobre envejecimiento por calor
Antes de la producción en masa, todos los materiales LSR se someten a una prueba de envejecimiento térmico de 200 °C y 168 horas para garantizar la retención de la resistencia a la tracción y el alargamiento a la rotura. Los servicios de moldes de inyección de LSR ofrecen una validación completa del material para sus piezas de silicona personalizadas, evitando riesgos derivados de la falta de resistencia al calor.
Mantener la vulcanización sin variación en piezas de paredes gruesas
Para piezas que tienen paredes más gruesas que 5 mm, el control de temperatura por zonas se utiliza de forma independiente para mantener la diferencia en la temperatura de la cavidad del molde en 3 °C.
Como resultado, el núcleo de paredes muy gruesas no se reticula de forma incompleta. Además de los servicios de producción de moldes LSR de cavidades múltiples, se logra una producción en masa estable y se aumenta la eficiencia.
¿Cómo diseñar moldes de inyección sin riesgos de biocompatibilidad?
Cuando diseña matrices de moldeo por inyección, es imprescindible utilizar un sistema de canal térmico completo y asegurarse de que no haya zonas muertas.
Aquí, en nuestra empresa, podemos ayudarlo a eliminar las zonas de estancamiento del material fundido, detener la degradación a alta temperatura del LSR, eliminar la migración de subproductos tóxicos, garantizar la biocompatibilidad del producto y prevenir la falla de la certificación.
Diseño de geometría de corredor de estasis cero
Mediante el análisis de flujo del molde, ajustamos los parámetros del corredor para un flujo de fusión óptimo y un calor de corte uniforme a 200 °C, eliminando cualquier posible degradación del material por un tiempo de estancamiento de más de 30 s, ya que el diseño del corredor de los moldes de inyección está directamente relacionado con la determinación de la línea base de bioseguridad de su producto.
Estrategia de selección de canal frío frente a canal caliente
En el caso de productos con requisitos de biocompatibilidad muy altos, opte por un sistema de canal totalmente caliente para eliminar la contaminación provocada por los cabezales de canal reciclados.
Si se opta por un sistema de canal frío, limitamos estrictamente la tasa de reciclaje al 15 % y, además de los moldes de grado médico, el uso de moldes de inyección de diseño para garantizar la conformidad del producto.
Material del molde: Verificación de compatibilidad con LSR
Nos decidimos por acero para moldes resistente a la corrosión S136 o 420SS que sea Mecanizado CNC y tratado térmicamente al vacío para detener la migración de iones metálicos de los precipitados de moho a alta temperatura, sin afectar así las pruebas de biocompatibilidad de su producto. Además de utilizar moldes de inyección de precisión, también utilizamos moldes de inyección de diseño para garantizar la seguridad del molde.

Figura 2: Se muestra un molde metálico de múltiples cavidades con dos componentes de plástico transparente hechos con precisión colocados sobre él, lo que demuestra el resultado del proceso de moldeo.
¿Por qué los moldes de grado médico requieren tratamientos superficiales especiales para aplicaciones resistentes al calor?
El tratamiento de la superficie de los moldes de grado médico juega un papel esencial en el desmolde y la calidad de su producto. Por ejemplo, si la rugosidad de la superficie Ra > 0,1 m , los productos son muy susceptibles a sufrir daños por desmoldeo.
Para remediar esto, ofrecemos tratamientos de pulido ultrafino y nanorrecubrimiento no solo para evitar daños por desmoldeo sino también para mejorar el rendimiento del producto.
Rugosidad de la superficie Ra 0,05 m: ¿por qué es tan importante?
Para elevar la dureza de la superficie de los moldes de grado médico a HV 2000 o incluso más, recurrimos a recubrimientos de carbono tipo PVD o diamante.
Después de 3000 ciclos de alta temperatura , la superficie todavía tiene baja fricción, lo que puede ayudarle a lograr un desmolde no destructivo. Además de eso, garantiza la apariencia del producto y la estabilidad de la producción en masa.
Elegir un recubrimiento: DLC vs CrN
Según las características del producto, nuestra selección de recubrimientos se alinea con sus soluciones personalizadas para moldes de grado médico junto con los servicios de moldeo por inyección de LSR.
Ángulo de desmoldeo: compensación geométrica para una menor adherencia
Básicamente, si se trata de productos con cavidades profundas o socavados, elevamos el ángulo de desmoldeo de moldes de grado médico a 1,5°-2°, y rediseñar la disposición del pasador expulsor para que el desmoldeo sea menos resistente. Al mismo tiempo, se está optimizando la estructura de los moldes de inyección para reducir significativamente los daños causados por el desmolde del producto.
Tabla de parámetros de tratamiento de superficies de moldes de grado médico
| Tipo de tratamiento superficial | Rugosidad Ra (μm) | Dureza superficial (HV) | Ciclos de calor | Coeficiente de fricción | Escenarios aplicables |
| Pulido convencional | 0,2 | 800 | 1000 | 0.3 | Piezas industriales generales |
| Pulido de precisión | 0.1 | 1000 | 2000 | 0,2 | Piezas industriales de alta gama |
| Recubrimiento DLC | 0,05 | 2000 | 3000 | 0,08 | LSR médico de alta viscosidad |
| Recubrimiento CrN | 0,05 | 1800 | 3500 | 0,12 | Piezas resistentes al desgaste de fluorosilicona |
| Estándar de grado médico | ≤0,05 | ≥1500 | ≥3000 | ≤0,1 | Médico USP Clase VI |
Obtenga una cotización gratuita para soluciones de tratamiento de superficies de moldes de grado médico, aclarando los costos de procesamiento de moldes, los plazos de entrega y los estándares de calidad.
¿Cómo mantienen los servicios de producción de moldes LSR de cavidades múltiples una calidad constante?
Los servicios de producción de moldes LSR de cavidades múltiples emplean canales calientes separados y un sistema de equilibrio de temperatura del molde para restringir las variaciones de temperatura entre cavidades dentro de 2 °C, evitando así un curado insuficiente o excesivo y garantizando un rendimiento uniforme del producto en todas las cavidades y el cumplimiento de los requisitos de producción en masa.
CpK estable 1,33 en todas las cavidades
Cuando utilizamos moldes multicavidades de 32 y 64 cavidades para la producción en masa, analizamos la distribución de presión y calor de cada cavidad simultáneamente.
De esta manera, se garantiza que la variabilidad de la dureza dentro de un lote sea 2 Shore A, que es un estándar de grado médico. Los servicios de producción de moldes LSR de cavidades múltiples son capaces de realizar una producción en masa estable.
Equilibrio de canal caliente
Al utilizar canales calientes independientes con válvula controlada por temperatura, mantenemos la diferencia en la presión de inyección y la tasa de llenado entre las cavidades dentro del 3%, evitando así desviaciones dimensionales.
Servicios de producción de moldes LSR de cavidades múltiples. , junto con moldes de inyección de nuevo diseño, pueden lograr el equilibrio del canal.
SPC combinado con inspección completa
Durante toda la producción, las mediciones y pruebas de dureza se realizan de forma aleatoria cada dos horas. Al mismo tiempo, SPC realiza un seguimiento de los cambios de CpK.
Las piezas más importantes se someten a una inspección completa al 100% mediante máquinas de clasificación óptica. Los servicios de producción de moldes LSR de múltiples cavidades, cuando se combinan con los servicios de moldes de inyección LSR, dan como resultado un control de calidad integral y una reducción de desechos.
Estudio de caso de JS Precision: avance en la alta resistencia al calor de los sellos LSR de paredes gruesas
Antecedentes del cliente
Un fabricante europeo de equipos médicos enfrentó una vez el desafío de desarrollar sellos LSR de paredes gruesas para dispositivos de asistencia cardíaca, que requerían certificación USP Clase VI y más de 2000 ciclos de esterilización de alta presión a 134 °C para mantener el rendimiento del sellado.
Sin embargo, debido a la insuficiente tecnología del proveedor en las primeras etapas, el proyecto se estancó y se produjeron sobrecostos, lo que también puede ser un dilema al que se pueda enfrentar.
Desafíos encontrados
Los tres problemas principales que tuvo el cliente al principio son:
Los microporos en la pared de 6 mm de espesor que provocaron que el sello estallara durante la esterilización, el rango de contracción del diámetro interno de 0,2 mm después de la esterilización, lo que resultó en fallas en el ensamblaje, y una temperatura de moldeo muy alta dieron como resultado una precipitación de bajo peso molecular con fallas en las pruebas de biocompatibilidad.
Soluciones
1.Diseño de ventilación:
Empleamos tecnología de moldes de inyección de diseño para crear un sistema de ventilación de vacío en capas para que el área de paredes gruesas pueda evacuarse a -0. 1MPa durante el cierre del molde, eliminando por completo los poros internos y evitando fallos en el sello por rotura durante la esterilización.
2.Precisión dimensional:
Utilizamos moldes de inyección de precisión para predecir con precisión la tasa de contracción, lo que combinado con tecnología de sobremoldeo y la base de datos, reduce la zona de tolerancia del diámetro interior de 0, 2 mm a 0,05 mm, evitando así la desviación dimensional después de la esterilización y resolviendo eficazmente los problemas de falla del ensamblaje.
3.Proceso de moldeo:
Nuestros servicios de moldes de inyección LSR implican un sistema de control de presión de circuito cerrado para mantener la temperatura del molde a 185 ± 2 °C, de esta manera se bloquea la reticulación del material en el mejor punto. De esta manera, podrá evitar los precipitados resultantes de la sulfuración excesiva y garantizar que la biocompatibilidad de su producto se pruebe con éxito.
4.Estándares médicos:
Nuestro proceso de herramientas para moldes de inyección se realiza de acuerdo con los estándares de fabricación médica y la calidad está completamente garantizada, se garantiza que los componentes sean de la más alta calidad y su producto logra pasar con éxito la certificación USP Clase VI , evitando así retrasos en el proyecto causados por fallas en la certificación.
Resultados finales
En última instancia, ayudamos a nuestros clientes a lograr tres beneficios principales:
- Sus componentes pasan la prueba USP Clase VI en el primer intento sin citotoxicidad.
- Ayudamos a que su tasa de retención del sello siga siendo del 95 % después de 2500 ciclos de esterilización a 134 °C.
- Su tasa de rendimiento aumenta del 65% al 98%, para que puedan comenzar los ensayos clínicos 6 semanas antes. Estos son los verdaderos valores de nuestra asociación: le proporcionamos un modelo confiable para la producción en masa de productos similares. componentes médicos LSR de paredes gruesas .
Tabla comparativa de valores de soluciones y desafíos principales
| Tipo de desafío | Tasa de defectos previa a la solución | Solución | Tasa de defectos posteriores a la solución | Reducción de costos (%) | Reducción del tiempo del ciclo (%) |
| Exudación de biocompatibilidad | 35% | Optimización del canal de flujo + control de temperatura de precisión | 2% | 30 | 40 |
| Defectos de porosidad de pared gruesa | 40% | Desgasificación al vacío + mantenimiento de presión por etapas | 1% | 25 | 30 |
| Deriva dimensional de esterilización | 30% | Compensación de contracción + moldeado de baja tensión | 1% | 20 | 25 |
| Pobre consistencia de múltiples cavidades | 25% | Equilibrio de canal caliente + Monitoreo en línea | 2% | 15 | 20 |
Envíe sus dibujos de componentes de sellado para recibir una solución de producción en masa personalizada y gratuita y un informe DFM para el mismo molde de inyección LSR.
Figura 3: Un primer plano de un complejo componente de plástico transparente con forma de espiral, probablemente un mezclador o impulsor para un dispositivo médico.
Preguntas frecuentes
P1: ¿Cuál es el espesor de pared mínimo que se puede lograr con el moldeo por inyección LSR?
Generalmente, nuestros moldes de inyección LSR tienen un espesor de pared mínimo de 0,5 mm. Sin embargo, secciones tan delgadas requieren un molde de muy alta precisión y un sistema asistido por vacío para llenar completamente la cavidad con el material.
P2: ¿Pueden procesar materiales LSR aprobados por la FDA?
Somos capaces de procesar una variedad de materiales LSR catalizados con platino que cumplen con FDA 21 CFR 177.2600 y USP Clase VI, cumpliendo así con los estándares de contacto médico y alimentario.
P3: ¿Cómo evitar un curado interno incompleto en piezas LSR de paredes gruesas?
Al realizar un mantenimiento de la presión por etapas y ampliar el tiempo de vulcanización, así como utilizar el control de la temperatura del molde, garantizamos una transferencia de calor uniforme que a su vez evita el curado interno incompleto de las piezas de LSR de paredes gruesas.
P4: ¿Cómo garantizar un peso constante en cada cavidad de un molde de múltiples cavidades?
Mediante un diseño de sistema de canales equilibrado con precisión y un monitoreo de peso en línea, mantenemos la desviación de la cantidad de inyección en cada cavidad dentro del 0,5%, lo que resulta en una consistencia del peso en una variedad de cavidades.
P5: ¿Qué tasa de contracción se permite normalmente al diseñar un molde LSR?
Normalmente, la tasa de contracción de los materiales LSR oscila entre el 2,0% y el 3,5% , dependiendo de factores como el tipo de material, el espesor de las paredes y el proceso. Para obtener el valor exacto, le proporcionaremos los resultados del análisis de flujo del molde.
P6: ¿Cuánto tiempo lleva fabricar un molde LSR de grado médico?
Generalmente, se necesitan de 4 a 6 semanas para producir moldes estándar de grado médico, aunque este plazo varía según la complejidad del molde y la cantidad de cavidades. Para acelerar su proceso de aprobación, le enviaremos un informe DFM.
P7: ¿Se endurecerá el material LSR para aplicaciones de alta temperatura de 200 °C?
El material LSR de alta calidad completamente vulcanizado es muy estable y después de envejecer a 200 °C su dureza cambia mínimamente (5 Shore A). Si el material no se vulcaniza adecuadamente, se producirá un aumento significativo de la dureza.
P8: ¿Pueden proporcionar servicios de sobremoldeo secundario para componentes LSR?
Podemos ofrecer sobremoldeo secundario de LSR sobre metales y plásticos rígidos. Además, se lleva a cabo un diseño adecuado de las superficies de contacto para garantizar una alta resistencia de unión y rendimiento de sellado.
Resumen
Bajo las pruebas duales de biocompatibilidad y resistencia al calor, sólo integrando profundamente el diseño de precisión del molde de inyección LSR, el tratamiento superficial riguroso y el control de circuito cerrado de los parámetros del proceso se pueden entregar componentes de paredes gruesas de grado médico verdaderamente calificados.
Esta no es solo una competencia de equipos, sino también un juego de experiencia en ingeniería.
Por ejemplo, si está buscando una solución de producción en masa de componentes LSR de alto requisito (paredes gruesas, USP Clase VI, escenarios de esterilización repetida), puede ponte en contacto con nosotros para un informe DFM.
Nuestro equipo técnico y de ingeniería con sede en China le ofrecerá soporte de datos de proceso completo, desde el diseño del molde hasta la producción en masa , lo que le permitirá superar barreras técnicas y de calidad, liderar eficazmente la implementación del proyecto y alcanzar la rentabilidad.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

