

LSR注塑模具直接决定了产品在医疗和高端工业领域厚壁硅胶组件研发中能否通过严格的测试。
如果您专注于制造既可以通过 USP VI 级生物相容性测试又可以承受 200°C 的厚壁硅胶部件,那么您将需要解决三个主要问题:
硅胶认证通过,但成型后渗出物超标。耐热测试通过,但灭菌后样品出现尺寸变形。传统的制造工艺无法同时满足这两种性能要求。
上述问题不仅会导致项目延期、成本超支,甚至导致产品上市失败。
核心答案摘要
| 主要挑战 | 核心技术解决方案 | 期望值 |
| 生物相容性与耐热性的冲突 | 模具流道优化+精密温控系统 | 消除材料热降解的风险并确保无渗出。 |
| 厚壁零件的内部缺陷 | 真空辅助排气+分级保压工艺 | 消除气孔,达到100%密度,满足耐压密封要求。 |
| 重复灭菌导致的尺寸漂移 | 收缩预补偿设计+低内应力成型 | 121℃湿热灭菌后尺寸公差控制在±0.05mm以内。 |
| 多腔质量一致性 | 热流道平衡技术+在线粘度监测 | 连续生产过程中确保CpK≥1.33 多型腔模具。 |
要点
- 仅选择正确的材料是不够的:
即使所使用的材料经过生物相容性认证,如果成型过程不正确,该认证也可能失效。
- 模具的每个方面都决定了质量:
无死角的流道设计和经过精确处理的表面等特征极大地提高了厚壁零件的耐热寿命。
- 基于数据的方法可获得稳定的结果:
高质量多型腔模具的成功大规模生产依赖于模具的精确热平衡和持续的过程监控。
- 与专家合作是最快的方式:
为了及时生产符合USP VI级和耐热要求的复杂零件,材料、模具和工艺的联合设计无论如何强调都不为过。
为什么相信本指南? JS Precision在LSR注塑模具服务方面的经验
JS Precision 拥有超过 15 年的精密注塑经验,致力于解决您的 LSR 注塑模具和医疗级硅胶组件研发挑战。
我们已生产超过 300,000 个高精度定制零件,并为全球 1,000 多家客户提供服务。凭借我们 99.2% 的准时交付率,您将能够避免项目延误并保持项目高效进行。
此外,我们还获得了 ISO 9001:2015 认证ISO 13485:2016 医疗质量体系。
除此之外,我们的注塑模具设计和制造业务符合全球医疗制造标准,并且完全可追溯,因此您可以放心,医疗部件批量生产中的合规风险将成为过去,您将能够每批通过认证,而无需担心合规问题。
我们帮助欧洲和北美的医疗器械制造商解决了厚壁LSR密封件的生物相容性和耐热性问题,从而帮助他们将良率从65%提高到98%,并将量产周期时间缩短40%。
我们的真实案例研究通过减少试错和快速实现批量生产盈利来支持您节省成本。
我们的数据库中有50 多种不同 LSR 材料的收缩率,涵盖 20-80 Shore A 的各种硬度和 1-10 mm 的壁厚。
所有工艺参数均经过DOE实验确认,帮助您获得准确的数据,避免因尺寸偏差造成的返工损失,控制生产成本。
我们的工程团队 24/7 全天候提供在线 DFM 分析,他们还可以在 15 分钟内回答您的技术问题。
我们陪伴您完成从设计注塑模具到批量生产交付的所有阶段。通过这种方式,我们可以帮助您克服与医疗级组件相关的质量问题,同时,您可以轻松轻松地推进您的项目。
立即下载LSR注塑模具医疗应用白皮书,免费获得个性化基本工艺咨询和选材建议。
定制硅胶零件能否通过 USP VI 级和 200°C 密封?
当然,定制硅胶零件能否同时满足这两个极其严格的标准的秘诀在于材料配方和成型工艺的结合。
您希望我们协助您进行工艺验证步骤和注塑模具设计吗?之后,根据ISO 10993-1 标准这样做是为了确保产品认证的成功。
材料配方和工艺的协同效应
事实上,很多供应商无法同时提供耐热性和USP VI级认证,这可能会导致项目延迟。
我们进行DOE实验以准确设置硫化参数。这样,您的定制硅胶部件即使在200℃热老化7天并通过生物学评估后仍能保持70%的拉伸强度,从而大大降低了认证失败的风险。
密封性能验证
成型阶段后,所有定制硅胶部件均经过氦气泄漏测试(泄漏率 1·10 mbarL/s)。这确保了即使在 200°C 的温度下其密封也可靠。 LSR 注塑模具服务在全过程控制下运行,排除了密封失效的可能性。
铂硫化和过氧化物硫化之间的权衡
由于 LSR 的铂硫化不会产生副产物沉淀,因此它是 USP VI 级方案的更好选择,如果您想要更高的耐热性但需要二次硫化步骤,过氧化物硫化可能是更好的选择。
我们将为您提供配方建议,并将医疗级模具设计与您的产品要求相匹配,然后选择最佳的解决方案。
精密注塑模具如何经受住反复消毒?
多次灭菌引起的尺寸变化可能会导致产品组装失败。
精密注塑模具准确预测LSR收缩率(121℃湿热灭菌后2.0%-3.5%),优化工艺降低内应力,确保灭菌后产品尺寸稳定和合格率达标。
内应力和收缩的预测
通过高精度模流软件模拟内应力,残余应力控制在5MPa以下。
此外,残余应力消除与精密注塑模具尺寸补偿相结合,即使在 50 个灭菌周期后,临界尺寸变化仍为 0.02 毫米,完全消除了尺寸漂移。
退火工艺:消除内应力的后处理
针对高精度零件的生产,我们整合了150°C、2小时的退火工艺,可释放成型定向产生的应力。
这一举措大大提高了产品灭菌后的尺寸稳定性,并保证其能够满足医疗级精度标准,从而成功进行验收测试。
材料与工艺匹配
我们通过附近包含 50 多种 LSR 材料的收缩率知识库为您的精密注塑模具设计提供支持。 LSR注塑服务还能够同时调整到最佳工艺,从而减少试模次数并大大缩短开发周期。
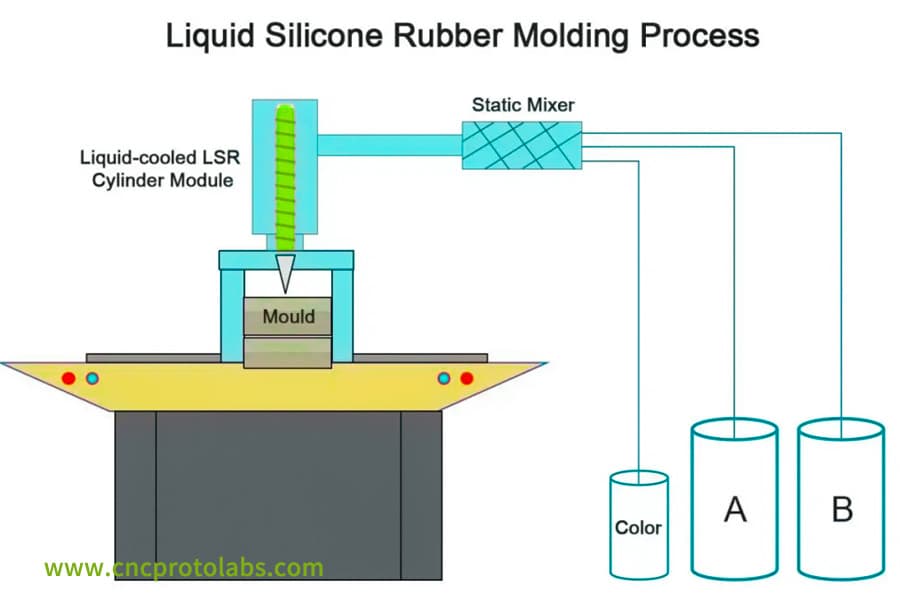
图 1:液体硅橡胶 (LSR) 注射成型工艺的技术图,显示 A/B 材料缸、静态混合器以及注射到模具中。
LSR注塑模具服务如何确保生物相容性和长期热稳定性?
生物相容性和持久耐热性是医疗级产品的主要特征。
LSR注塑模具操作采用铂催化的高纯度材料,加上严格控制的温度,可以保证材料完全交联并且不产生低分子量物质沉淀,从而符合法规。
确保从原料到成品的纯度
我们的LSR硅基材料符合USP VI级标准,因此唯一的污染源是设计注塑模具阶段,我们已经消除了。
材料的混合在 10,000 级洁净室中进行。我们的 LSR 注塑模具服务始终保持很高的纯度控制水平,以确保生物相容性认证不存在任何问题。
工艺参数:硫化窗口精确控制
硫化曲线分析是我们确定交联参数的工具。通过将注塑温度波动控制在2°C以内,这将导致材料100%完全硫化并且不存在任何低分子量浸出。
LSR注塑模具工艺参数与性能对应关系
| 工艺参数 | 硫化温度 (°C) | 硫化时间(秒) | 模具温度波动(°C) | 收缩率(%) | 渗出液等级 |
| 常规工艺 | 190±5 | 60 | ±5 | 3.5-4.0 | 三年级 |
| 数控加工 | 185±2 | 90 | ±2 | 2.0-2.5 | 一年级 |
| 厚壁专用 | 180±2 | 120 | ±3 | 2.2-2.8 | 一年级 |
| 多腔量产 | 185±2 | 90 | ±2 | 2.0-2.5 | 一年级 |
| 医疗级标准 | 160-200 | 60-150 | ±3 | 2.0-3.5 | ≤1级 |
提交您的组件规格并获得免费的定制工艺解决方案和 LSR 注塑模具服务的成本估算。
LSR 注塑模具服务包括哪些医疗级耐热性?
LSR注塑服务包括以下三个主要模块:耐热材料的选择、厚壁热平衡模具的设计以及闭环控制过程。时间
这些为医疗级耐热组件的大规模生产提供端到端支持,从而解决平衡双重性能需求的问题。
技术深度:成型工艺是性能的保证
即使您选择耐250°C的材料,注射温度漂移或模具污染仍然可能导致认证失效。我们的LSR 注塑模具服务保持较小的温度偏差(2°C 以内),并结合医疗级模具设计,将风险初始点降至最低。
材料验证:热老化数据支持
在量产前,所有LSR材料均经过200°C、 168小时的热老化测试,以确保拉伸强度和断裂伸长率的保持。 LSR 注塑模具服务为您的定制硅胶零件提供全面的材料验证,防止缺乏耐热性带来的风险。
保持厚壁零件硫化无变化
对于壁厚大于5mm的零件,单独采用分区控温,使模腔温差保持在3℃以内。
因此,非常厚的壁核不会发生不完全交联。在多腔LSR模具生产服务的基础上,实现稳定的量产并提高效率。
如何设计没有生物相容性风险的注塑模具?
当您设计注塑模具时,必须使用完整的热流道系统并确保没有死区。
在我们公司,我们可以帮助您消除熔体停滞区、阻止 LSR 高温降解、消除有毒副产物迁移、确保产品生物相容性并防止认证失败。
零停滞流道几何设计
通过模流分析,我们调整流道参数,以实现 200°C 下的最佳熔体流动和均匀剪切热,消除超过 30 秒的停滞时间造成的任何潜在材料降解,因为注塑模具的流道设计与确定产品的生物安全基线直接相关。
冷流道与热流道选择策略
对于生物相容性要求非常高的产品,请选择全热流道系统,以消除回收流道头造成的污染。
如果选择冷流道系统,我们严格将回收率限制在15% ,并且除了医疗级模具外,还使用设计注塑模具来确保产品合规性。
模具材料:与 LSR 的兼容性验证
我们选择S136或420SS耐腐蚀模具钢数控加工并进行真空热处理,以阻止金属离子从高温模具沉淀物中迁移,从而不会影响您产品的生物相容性测试。除了使用精密注塑模具外,我们还使用设计注塑模具来确保模具安全。

图 2:金属多腔模具上放置了两个精密制造的透明塑料部件,展示了成型过程的结果。
为什么医疗级模具需要特殊的表面处理以适应耐热应用?
医疗级模具表面处理对于产品的脱模和质量起着至关重要的作用。例如,如果表面粗糙度Ra>0.1m ,则制品极易受到脱模损坏。
为了解决这个问题,我们提供超精细抛光和纳米涂层处理,不仅可以防止脱模损坏,还可以提高产品良率。
表面粗糙度 Ra 0.05m - 为什么如此重要?
为了将医疗级模具的表面硬度提高到HV 2000 甚至更高,我们采用 PVD 或类金刚石碳涂层。
经过3000次高温循环后,表面仍具有低摩擦力,可以帮助您实现无损脱模。除此之外,还保证了产品的外观和量产的稳定性。
选择涂层:DLC 与 CrN
根据产品特性,我们的涂层选择与您的医疗级模具定制解决方案以及 LSR 注塑服务相一致。
脱模角度:几何补偿减少粘附力
基本上,如果您正在处理深腔或底切产品,我们会提高脱模角度医疗级模具调整至1.5°-2°,并重新设计顶针布局,降低脱模阻力。同时,优化注塑模具结构,显着减少产品脱模损伤。
医疗级模具表面处理参数表
| 表面处理类型 | 粗糙度 Ra (μm) | 表面硬度(HV) | 热循环 | 摩擦系数 | 适用场景 |
| 常规抛光 | 0.2 | 800 | 1000 | 0.3 | 一般工业零件 |
| 精密抛光 | 0.1 | 1000 | 2000年 | 0.2 | 高端工业零件 |
| 类金刚石涂层 | 0.05 | 2000年 | 3000 | 0.08 | 医用高粘度LSR |
| 氮化铬涂层 | 0.05 | 1800 | 3500 | 0.12 | 氟硅耐磨件 |
| 医疗级标准 | ≤0.05 | ≥1500 | ≥3000 | ≤0.1 | 医疗 USP VI 级 |
获取医疗级模具表面处理解决方案的免费报价,明确模具加工成本、交货时间和质量标准。
多腔LSR模具生产服务如何保持质量一致?
多型腔LSR模具生产服务采用独立的热流道和模具温度平衡系统,将型腔之间的温度变化限制在2°C以内,从而避免固化不足和过度固化,并确保所有型腔的产品性能一致并符合批量生产要求。
各腔体 CpK 稳定 1. 33
当采用32腔/64腔多腔模具进行批量生产时,我们同时分析每个腔的压力和热量分布。
这样,批次内的硬度变异性可确保达到 2 Shore A,这是医疗级标准。多腔LSR模具生产服务能够稳定批量生产。
热流道平衡
通过使用独立温控阀式热流道,我们将模腔之间的注射压力和填充率差异保持在3%以内,从而防止尺寸偏差。
多腔LSR模具生产服务配合新设计的注塑模具,能够实现流道平衡。
SPC与全检相结合
在整个生产过程中,每两小时随机进行一次测量和硬度测试。同时,SPC跟踪CpK变化。
非常重要的部件均使用光学分选机进行 100% 全面检查。多腔 LSR 模具生产服务与 LSR 注塑模具服务相结合,可实现全面的质量控制和减少浪费。
JS Precision案例:厚壁LSR密封件高耐热性的突破
客户背景
一家欧洲医疗设备制造商曾面临开发用于心脏辅助装置的厚壁LSR密封件的挑战,该密封件需要USP VI级认证以及超过2000次134°C的高压灭菌循环才能保持密封性能。
但由于前期供应商技术不足,项目陷入停滞,成本超支,这也可能是您面临的困境。
遇到的挑战
客户一开始遇到的三大问题是:
6mm厚壁内微孔导致灭菌时密封破裂,灭菌后内径收缩范围0.2mm导致组装失败,极高的成型温度导致低分子量沉淀,生物相容性测试失败。
解决方案
1.通风设计:
我们采用设计注塑模具技术来创建分层真空排气系统,因此厚壁区域可以抽空至-0。合模时1MPa,彻底消除内部气孔,防止灭菌时爆裂导致密封失效。
2.尺寸精度:
我们使用精密注塑模具来准确预测收缩率,并结合包覆成型技术和数据库,将内径公差带从0. 2mm减小到0.05mm,从而防止灭菌后尺寸漂移,有效解决装配故障问题。
3.成型工艺:
我们的LSR注塑模具服务采用闭环压力控制系统,将模具温度保持在185±2°C,从而锁定材料交联的最佳点。这样,您将能够避免因过度硫化而产生沉淀,并保证您的产品能够成功通过生物相容性测试。
4.医疗标准:
我们的注塑模具工艺按照医疗制造标准进行,质量得到全面保证,确保组件具有最高质量,您的产品顺利通过USP VI级认证,从而避免因认证失败而导致的项目延误。
最终结果
最终,我们帮助客户实现三个核心利益:
- 它们的成分一次就通过了 USP VI 级测试,没有细胞毒性。
- 我们帮助其在 134°C 下经过 2500 个灭菌循环后,密封保留率仍保持在 95%。
- 他们的良率从 65% 提高到 98%,这样他们就可以提前 6 周开始临床试验。这些是我们合作伙伴关系的真正价值,我们为您提供大规模生产类似产品的可靠模型医用厚壁LSR组件。
核心挑战和解决方案价值比较表
| 挑战类型 | 预解决方案缺陷率 | 解决方案 | 解决方案后缺陷率 | 成本降低 (%) | 周期时间缩短 (%) |
| 生物相容性渗出 | 35% | 流道优化+精准温度控制 | 2% | 30 | 40 |
| 厚壁孔隙缺陷 | 40% | 真空脱气+分级保压 | 1% | 25 | 30 |
| 灭菌尺寸漂移 | 30% | 收缩补偿+低应力成型 | 1% | 20 | 25 |
| 多腔一致性差 | 25% | 热流道平衡+在线监控 | 2% | 15 | 20 |
提交您的密封组件图纸,即可获得免费定制的批量生产解决方案和同一 LSR 注塑模具的 DFM 报告。
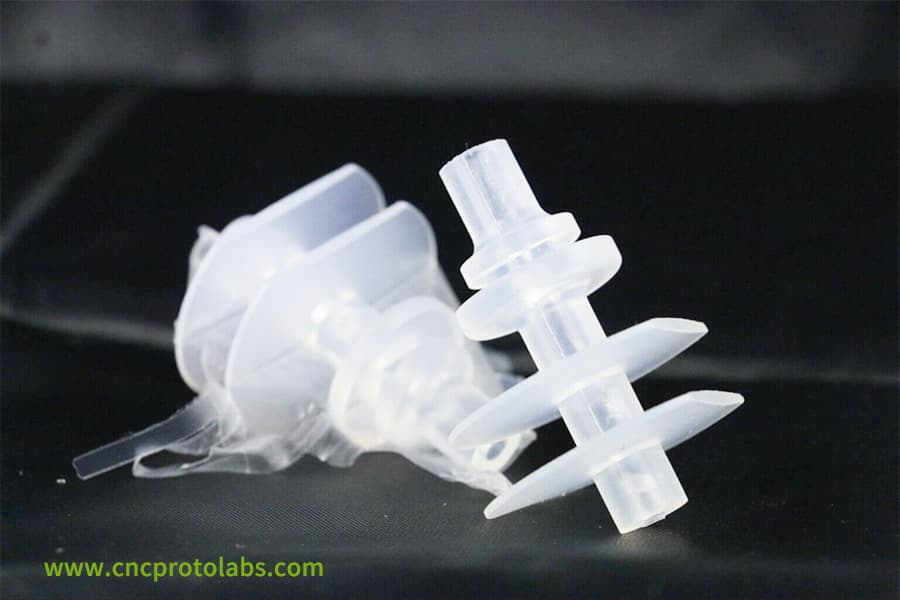
图 3:复杂的螺旋形透明塑料部件的特写,很可能是医疗设备的混合器或叶轮。
常见问题解答
Q1: LSR 注塑可以达到的最小壁厚是多少?
一般来说,我们的LSR注塑模具的最小壁厚为0.5毫米。然而,如此薄的部分需要非常高精度的模具和真空辅助系统,以便用材料完全填充型腔。
Q2: 你们可以加工 FDA 批准的 LSR 材料吗?
我们能够加工符合FDA 21 CFR 177.2600 和 USP VI 级标准的各种铂催化 LSR 材料,从而满足医疗和食品接触标准。
Q3:如何避免厚壁LSR零件内部固化不完全?
通过分阶段保压、延长硫化时间以及模具温度控制,我们确保了均匀的传热,从而避免了厚壁LSR零件的内部固化不完全。
Q4:多腔模具如何保证各腔重量一致?
通过精确平衡的流道系统设计和在线重量监控,我们将每个型腔的注射量偏差控制在0.5%以内,从而实现了一系列型腔的重量一致性。
Q5:设计 LSR 模具时通常允许的收缩率是多少?
通常,LSR材料的收缩率在2.0%至3.5%之间,具体取决于材料类型、壁厚和工艺等因素。为了获得准确的值,我们将提供模流分析结果。
Q6: 制造医用级LSR模具需要多长时间?
一般来说,生产标准医疗级模具需要 4-6 周的时间,尽管这个时间框架因模具复杂程度和型腔数量而异。为了加快您的审批流程,我们将向您发送 DFM 报告。
Q7:LSR 材料在 200°C 高温应用中会硬化吗?
完全硫化的高级 LSR 材料非常稳定,在 200C 老化后其硬度变化最小(5 shore A)。如果材料硫化不当,硬度会显着增加。
Q8: 你们能提供LSR组件二次注塑服务吗?
我们能够将 LSR 二次注塑到金属和硬质塑料上。此外,对配合面进行了适当的设计,以确保高的结合强度和密封性能。
概括
在生物相容性和耐热性的双重考验下,只有将LSR注塑模具的精密设计、严格的表面处理、工艺参数的闭环控制深度融合,才能交付出真正合格的医疗级厚壁部件。
这不仅是一场装备的较量,更是一场工程经验的较量。
例如,如果您正在寻找高要求 LSR 组件(厚壁、USP VI 级、重复灭菌场景)的批量生产解决方案,您可以与我们联系获取 DFM 报告。
我们驻中国的工程技术团队将为您提供从模具设计到批量生产的全流程数据支持,帮助您克服技术和质量障碍,有效主导项目实施并实现盈利。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

