
射出成形金型は、工場環境における高圧と繰り返し変化する応力の組み合わせ下でも、産業機器部品の形状を正確に維持するための基本となる成形構造です。そのため、大量生産において主に発生する疲労亀裂、寸法変化、ダウンタイムによる大きな損失といった業界の主要な課題を解決します。適合性の高い工業用金型は、1.2344 ESU/H13鋼を使用して製造され、その後、48~52 HRCの硬度まで真空熱処理されています。キャビティ公差は0.005mmまで厳密に管理されているため、数百万回の安定した射出サイクルを実行できます。
金型の早期摩耗、変形、バリは、産業機器製造において、メンテナンスや生産停止に伴う多大なコストにつながります。本稿では、精密製造とパラメータ制御に焦点を当て、高強度かつ長寿命の金型カスタマイズソリューションを具体的に示し、企業が欠陥のない製品を設計し、設備のダウンタイムを最小限に抑えるお手伝いをします。また、工業用金型の調達と開発における3つの側面、すなわち鋼材の選定、応力制御、サービスプロバイダーの監査に関する専門的な参考情報を提供します。
工業用射出成形金型の主要パラメータの概要
ここでは、工業用特注金型の主な技術的特徴と製造基準が明確に示されています。これは、 金型選定、受入、さらには工程の最適化に至るまでの全工程において重要な指針となり、規格を満たす金型コアの指標を迅速に識別できるエンジニアの助けを借りて、プロセスを最適化することを可能にします。
コア評価次元 | 工業用技術パラメータ規格 | 業界平均パラメータレベル | 主要顧客メリット |
鋼の硬度 | 48~52 HRC (1.2344 ESU/H13、真空焼入れ+三重焼き戻し)。 | 30~40 HRC(通常の焼入れ鋼)。 | 高圧による浸食に耐え、早期のひび割れを防ぎます。 |
キャビティ嵌合公差 | ±0.005mm。 | ±0.02mm。 | 部品のバリや組み立てミスを完全に排除します。 |
設計サイクル寿命 | 100万サイクル以上(SPIクラス101規格)。 | 30万~50万サイクル。 | 金型の交換およびメンテナンスコストを大幅に削減します。 |
成形収縮制御 | 不均一収縮率≤0.3% 。 | 0.8%~1.2%。 | 部品の反り、変形、寸法誤差を避けてください。 |
金型表面温度差 | ±2℃(コンフォーマル冷却水路)。 | ±5℃~±8℃。 | 量産における寸法の一貫性を確保する。 |
主なポイント
- 金型鋼の硬度は、その耐用年数を決定する上で非常に重要であり、硬度48~52HRCの鋼材が推奨されます。HRC真空焼入れ鋼を使用することは、低品質材料によるリスクを軽減する一つの方法です。
- 0.005mmという精密なキャビティ公差は、機械部品が長期間の使用によって故障しないことを保証する上で不可欠です。
- 生産開始前に製造欠陥監査(DFM)を実施することで、潜在的な工程上の問題を非常に早い段階で特定することができ、これによりその後の金型変更にかかるコストを大幅に削減できます。
産業機器部品向けカスタム射出成形金型製作におけるJS Precisionの豊富な経験を信頼する理由とは?
JS Precisionは、規格と実践的なプロセスノウハウに基づいた品質システムにより、工業用金型の量産不良を根本原因から解決し、事業におけるサプライチェーンの安定性を確保します。
金型不良の主な原因は、後工程の不適切な取り扱いによるもので、全体の20%程度に過ぎません。一般的に、最初の金型不良の80%は、初期工程の管理不足が原因です。JS Precisionは、 ISO 9001:2015品質マネジメントシステムを完全に導入することで、製造工程全体のトレーサビリティを保証しています。
JS Precisionは、牧野フライス製作所のCNC加工機やソディックのEDM加工機といった高精度な装置を備えているだけでなく、主に工業用金型のカスタマイズに特化しており、各ユーザーのシナリオに合わせてコアプロセスを徹底的に掘り下げています。
製造部品の組み立ておよび量産における安定性を支える主要な要素は、金型公差の精密な管理です。高度に標準化された熱処理と厳格な公差管理手順により、金型不良率を90%以上削減することができ、量産中の金型修理によるダウンタイムの問題を完全に解消できます。
当社は長年にわたりこの分野に関する深い知識を培い、複雑な工業部品の製造に関する数多くのソリューションを蓄積してきました。卓越したエンジニアリング技術力のおかげで、現在では多くの産業機器メーカーにとって主要かつ信頼できる協力サプライヤーの一つとなっています。
金型プロジェクトのプロセス実現可能性を迅速に検証したいですか?無料の個別技術評価を受けて、設備金型カスタマイズにおける潜在的なリスクを正確に特定しましょう。
金型鋼の硬度は、工業用金型の寿命をどのように直接的に決定するのでしょうか?
金型鋼の硬度と微細構造は、 耐久性のある金型部品の耐用年数を決定する重要な要素です。つまり、1.2344やH13といった鋼材を真空焼入れして48~52HRCの安定した硬度にすることで、金型は数百万回の高圧射出サイクルを経ても応力割れやキャビティ摩耗を起こさないということです。
業界における材料選定の一般的な欠陥
多くの場合、金型メーカーは材料選定に非常に曖昧な基準を用い、具体的なパラメータを提供していません。そのため、金型の不具合やプロジェクトの停滞を招くことが少なくありません。高品質な射出成形金型の要件を満たせないため、劣悪な材料は量産における工業用金型の耐久性を著しく低下させます。
- 一般的な製造業者は、運転条件を区別せずに、安価な予備硬化鋼を安易に使用しています。しかし、この種の鋼は、ガラス繊維強化、高温高圧の工業用成形工程には適していません。
- T=3段階の焼戻し処理が省略されているため、鋼材に残留応力が発生します。これにより、鋼材は高圧条件下にさらされた際に粒界割れを起こしやすくなります。
- 金属組織学的検査プロセスがないと、鋼材のマルテンサイト含有量が不足し、その結果、長期間の大量生産シナリオにおいて空洞疲労剥離が発生します。
下記の表を参照することで、どのような場合にどの金型鋼が適しているかをより正確に判断し、選定ミスを回避する方法を知ることができます。この表は、最も一般的な工業用金型鋼の主な特性と使用条件を示しています。
鋼材グレード | 熱処理後の硬度範囲 | 疲労耐性等級 | 耐腐食性 | 典型的な産業応用シナリオ |
1.2344 ESU/H13 | 硬度48~52HRC(真空焼入れ+三重焼戻し)。 | Sグレード(最高レベル) | 中程度の粘度で、一般的な工業用樹脂に適しています。 | ポンプバルブ本体、重機構造部品、自動車シャーシ部品。 |
S136 ESR | 50~52 HRC (真空焼入れ+極低温処理)。 | グレードS | PVCやPOMなどの腐食性樹脂に最適で、非常に優れています。 | 医療機器部品、食品グレードの工業部品、高強度ガラス繊維製バルブ本体。 |
718H | 30~35HRC(焼入れ済み)。 | グレードA | 中くらい | 一般的な産業用筐体、低負荷構造部品、 10万サイクル以内の量産。 |
P20 | 28~32 HRC(焼入れ済み)。 | グレードB | 一般的な | 土木機器筐体、低精度産業用付属品、 5万サイクル以内の量産。 |
NAK80 | 38~42 HRC(事前硬化処理+時効処理)。 | グレードA | 素晴らしい | 産業機器用パネル、光学グレードの付属品、低負荷量産部品。 |
標準化された材料選定および熱処理プロセス
JSプレシジョンは、高圧条件下での工業的な量産を成功させるため、鋼材の微細構造特性の向上に注力しています。標準化された工程管理を実施することで、鋼材の疲労や摩耗といった故障問題を基本的に防止し、金型の長期安定稼働を保証します。
1. 主要なコア空洞は、 1.2344 ESU/H13 および S136 工業用鋼を均一に使用して作られています。これらは、120MPa を超える射出条件に適した工業用鋼です。
2.真空焼入れ+3段階焼戻し処理を施し、硬度を48~52HRCに安定させ、鋼材内部の残留応力を完全に除去した。
3.微細構造はマルテンサイトレベル1の基準に厳密に制御されており、数百万回のサイクル後も亀裂や摩耗が発生しないことを意味します。
以上のことから、 優れた工業用金型鋼は、表面硬度基準を満たすだけでなく、より重要なことに、完全な熱処理プロセスによって微細構造を最適化し、長期にわたる高圧大量生産条件下でも耐久性を維持し、耐久性のある金型部品の全体的な寿命を効果的に延ばすことができなければならない。
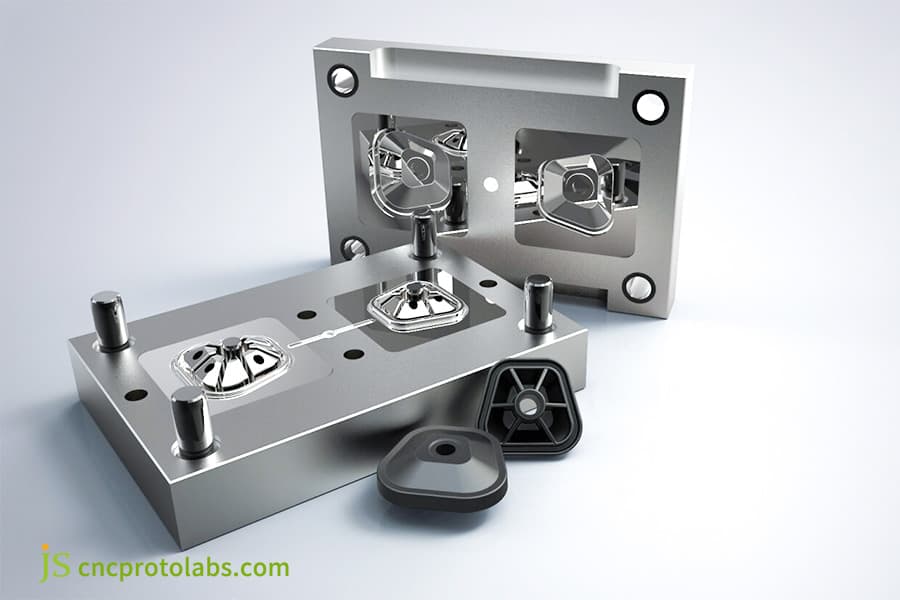
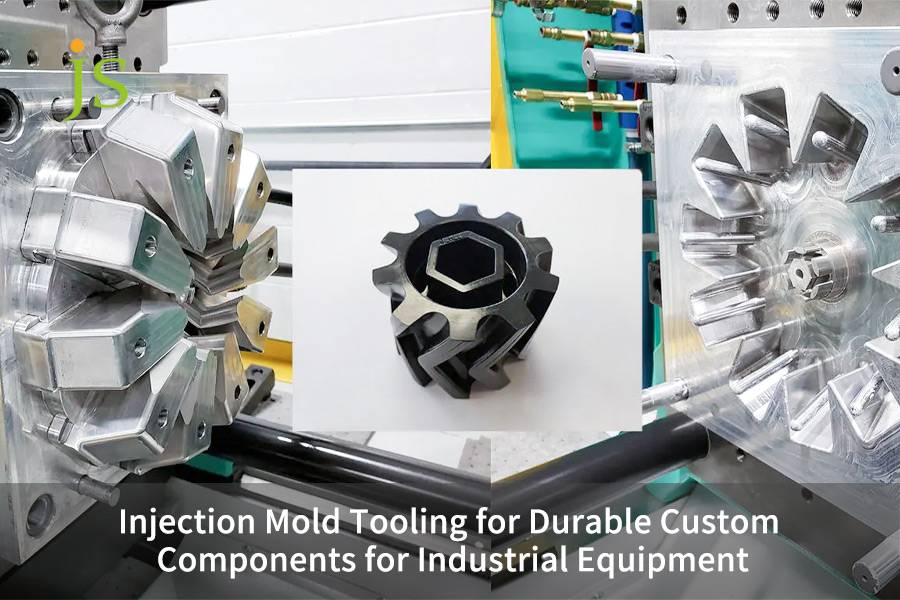
図1:射出成形組立部品として配置された2枚の大型鋼板と黒色のプラスチック部品。
精密機械加工によってカスタム射出成形金型の嵌合公差を制御する方法とは?
精密な製造プロセスによるカスタム射出成形金型は、嵌合公差を正確に制御する能力を提供します。 高速CNCフライス加工と低速ワイヤ放電加工装置を用いてコア公差を0.005mmに固定することで、工業部品のバリや寸法偏差を根本から完全に排除します。
高精度加工装置マトリックス
公差管理の基盤は、高精度加工装置にしっかりと支えられており、この装置は、不規則な曲面や精密構造を持つ複雑な工業部品の開発に対応するだけでなく、カスタム射出成形金型の基本的な加工精度と組立適応性も保証する。
- 5軸リンケージ加工センターを採用することで、多キャビティ金型の複雑な曲面における位置ずれの問題を解決します。
- 低速ワイヤ放電加工法を用いることで、小型構造物や嵌合部品の極めて高い精度を実現します。
- 温度変化による公差のずれを防ぐため、温度が20℃±0.5℃に安定した空調完備の作業場で作業を行う。
全次元検査および品質管理プロセス
精密加工の初期段階では、隠れた寸法欠陥を表面化させ、量産金型の寸法精度と組立精度を安定させるために、専用装置を用いて全寸法精密検査が行われます。
公差0.02mmの一般的な工業用金型は、消費財の製造には適していますが、工業機器の精密組立要件を満たすことはできません。JS Precisionは、ツァイス社製の三次元測定機を用いて金型の寸法を徹底的に検査し、 ISO 286の精密公差規格である0.005mmという厳格な公差管理を実現しています。
これにより、組み立て不良や摩耗の問題が回避され、体系的な射出成形金型製造工程によって金型精度の向上への道が完全に開かれるだろう。
お客様の3Dステップ図面を弊社の評価システムにアップロードしてください。JS Precisionの高精度製造専門家が、公差解析を含む、お客様に合わせた金型加工の見積もりを24時間以内にご提供いたします。

図2:工場内で射出成形金型用の金属部品を加工するCNC工作機械のクローズアップ。
工業用機器の金型成形における応力と変形を解決するには?
工業部品成形における変形問題は、構造とパラメータの最適化によって徹底的に解決できます。 工業部品用の高品質な金型は、冷却回路のレイアウトと圧力保持パラメータを事前に最適化し、均一な冷却と収縮を実現することで、部品の反りや寸法誤差といった量産上の問題を改善します。
工業部品鋳造における主な問題点
肉厚の工業部品やガラス繊維強化ポリプロピレン樹脂を用いた成形品は異方性収縮を起こしやすく、その結果残留応力が蓄積され、部品の反りや亀裂が生じる可能性がある。これは工業用機器の金型大量生産における大きな問題であり、安定した生産率の低下につながる。
1. PA66+30%GFなどの改質材料は、不均一な冷却収縮により、反り、多孔性、およびウェルドライン欠陥が発生します。
2. 通常の直線状の流路を通じた放熱により、金型表面に大きな温度差が生じ、部品の局所的な収縮が過剰になる。
3.保持圧力パラメータが範囲外になることで部品内部に応力集中が生じ、長期使用により亀裂や変形が発生しやすくなる。
金型流動シミュレーションと構造最適化ソリューション
成形前の流動シミュレーションと構造最適化は、成形の欠陥を特定するのに役立ちます。また、成形流動シミュレーションに加えて、構造最適化は、冷却均一性を向上させるコンフォーマル冷却による量産時の変形に関連する問題を解決するのに役立ちます。
JS Precisionは、Moldflow機能を活用して射出成形プロセスをシミュレートし、ゲート構造とセグメント保持圧力プロセスを最適化し、内部応力を正確に解放することで、プラスチック部品の量産における変形問題を完全に解決し、工業部品用金型の成形安定性も最適化します。
特殊エンジニアリングプラスチック加工は、カスタム産業用工具の高度化をどのように促進できるのか?
PEEKやPPSといった高ガラス繊維特殊エンジニアリングプラスチックの成形はほぼ不可能であり、特注の工業用金型には、材料の耐熱性、通気性、耐腐食性に関して非常に高い基準が求められる。このような場合、高い部品歩留まりを保証するには、カスタマイズされた方法を用いるしかない。
特殊プラスチック成形における技術的な課題
高温特殊プラスチックが分解する際に残留ガスが発生します。通気溝の寸法変化は部品の不良につながりやすく、これは特注工業用金型における主要な技術的問題となっています。
1. 通気溝が 0.02mm を超えると、部品にバリが発生し、組み立て公差が損なわれます。
2. 0.005mm未満の通気溝はガスが閉じ込められていることを意味し、その燃焼により表面に炭化による黒い斑点が生じます。
3. 一般的な金型鋼は腐食性の高い溶融金属によって急速に摩耗するため、金型の寿命が短くなります。
ターゲットを絞った金型改良プロセス
ミクロンレベルの精密加工と多段階の通気設計を用いることで、これらの技術的特徴を特殊材料の極端な成形条件に合わせて効果的に変更することができ、通気効果と成形精度とのトレードオフを実現しながら、部品の歩留まり率を安定させることができます。
当社では、CNC加工された高耐腐食性インサートと高温金型温度システムを組み合わせることで、特殊材料の流動特性に合わせた多段階精密通気チャネルを設計し、溶融物の焦げ付きやバリといった問題を解決することで、洗練された射出成形製造方法を実現しています。
貴社のプロジェクトでは、PEEKまたは高ガラス繊維強化プラスチックを使用していますか?JS Precisionの経験豊富なエンジニアリングチームにご連絡ください。お客様の材料に最適な金型開発ソリューションをご提案いたします。

図3:産業用工具用途で使用されるカスタム加工部品を示す、さまざまな黒色のエンジニアリングプラスチック部品。
高品質なカスタム金型製作サービスを提供するサプライヤーは、どのようなDFM監査基準を満たすべきでしょうか?
専門のカスタム金型製作サービスプロバイダーを雇う主な利点は、設計段階で標準化されたDFM監査を実施し、設計上の欠陥を検出し、パラメータの最適化を行い、変更リスクを排除し、安定した量産を実現できる点です。
プロフェッショナルなDFM監査の中核となる定量的指標
標準化された定量的監査指標は、欠陥のない成形に不可欠であり、一流のカスタム金型製作サービスと一般的なメーカーを区別する基本的な基準です。これらは、生産段階におけるさまざまなリスクを特定するのに役立つだけでなく、
- 強化プラスチックの外面離型角度は1.5度、テクスチャ加工面の場合は3度とし、離型工程で部品に傷がつかないようにします。
- これらの指標に加えて、壁厚の変化、排出バランス、スライダーストローク、アンダーカット構造、ゲートレイアウトなども徹底的に監査されています。
- 金型変更のリスクを非常に正確に予測し、構造最適化を事前に実施することで、数万ドルにも及ぶ手直し費用を回避する。
サプライヤーと顧客間の技術的な相違点
一般的な製造業者は、基本的な金型設計をそのままコピーするだけで、潜在的な問題点や複雑な構造の成形を見落としてしまい、最終的に成形不良が発生し、納期の大幅な遅延や金型修正の繰り返しにつながります。一方、当社のDFM監査システムは、初回試作合格率を95%以上に高めることを可能にし、お客様の時間とコストの節約に貢献します。
一般的な製造業者は基本的な金型構造をコピーすることしかできず、複雑な構造の成形における潜在的な問題を予測することができません。そのため、金型の修正を繰り返したり、納期の遅延が発生したりする可能性が非常に高くなります。当社には、試作金型の合格率を高めるのに役立つ成熟したDFM監査システムがあり、それがカスタム工業用金型の実装品質を大幅に向上させています。
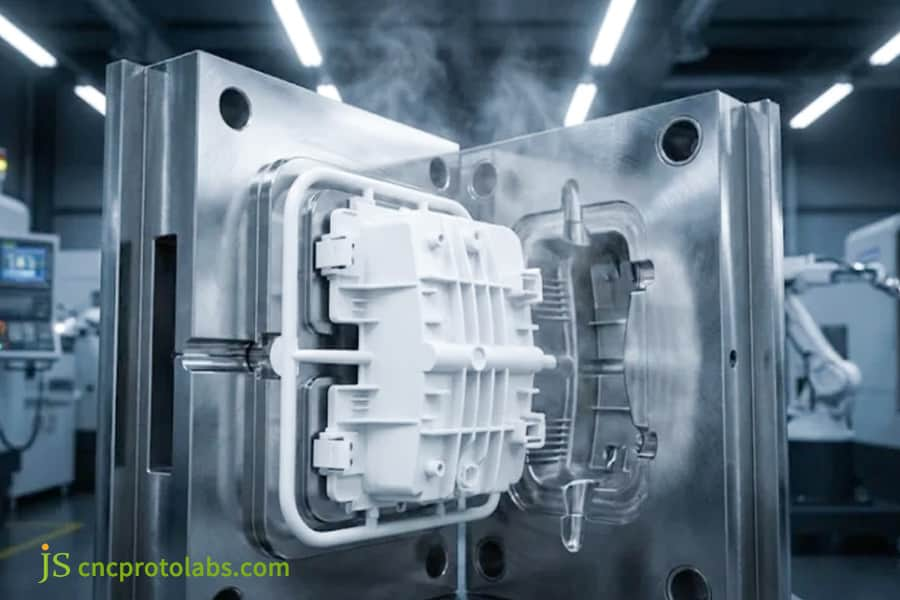
図4:専門的な製造環境において精密加工を受けている金型部品。
JS Precisionは、高強度ナイロン製バルブ本体金型の早期摩耗問題をどのように解決したのか?
このセクションでは、実際の産業プロジェクトを例として紹介します。このプロジェクトは、確立された射出成形製造技術を活用し、高ガラス繊維強化ナイロン製のバルブ本体金型の摩耗問題を解決するために、材料、プロセス、設計の改良を重ね、 金型の寿命を大幅に延ばすことに成功しました。
クライアントの複雑な問題
このポンプ・バルブメーカーは、もともと40%ガラス繊維強化PA66バルブ本体の射出成形用に設計されたP20鋼製金型を使用していました。金型が破損した最大の原因は、ガラス繊維の侵食摩耗でした。従来の基本的な射出成形金型製造方法は、非常に強度の高いガラス繊維を大量生産するには全く不十分でした。実際、金型にはゲートの変形やバリなどの欠陥が見られました。そのため、金型の修理にかなりの時間を要し、メンテナンス費用も高額になりました。
段階的な実装ソリューション
高繊維ガラス製工業部品の金型設計における実践的な経験に基づき、当チームは材料、プロセス、構造、表面処理を網羅する4次元最適化計画を策定しました。
1.材料のアップグレード:当初供給されたP20鋼の代わりに、スウェーデン製のS136エレクトロスラグ再溶解高純度耐摩耗鋼を使用しました。これは、グラスファイバーの侵食条件に対して非常に妥当なものでした。
2.熱処理の最適化:第三者による真空焼入れ+3段階焼戻しにより、硬度50~52HRC、金属組織はグレード1の基準を満たしています。
3.表面改質:キャビティとランナーにPVDナノCrNをコーティングして硬度を2000HV以上に高め、表面がグラスファイバーの侵食に耐えられるようにしました。
4.構造最適化:局所的なせん断熱を低減するために、点状ゲートの代わりに扇形ゲートが使用され、さらに温度バランスを保つために2つの独立した水回路(デュアルループ)が追加されました。
プロジェクトレビューと教訓
金型試験の第2段階で、極めて高い保持圧力により、結晶構造の不均一化とバルブ本体への応力集中が発生しました。チームは保持圧力のポイントと金型温度のパラメータを迅速に変更し、残留応力を除去するだけでなく、部品の変形問題も解決しました。これは、金型加工プロセスを綿密に設計することがいかに重要であるかを示す好例です。
導入結果と顧客からのフィードバック
最適化されたカスタム射出成形金型は、フル稼働で115万回以上のサイクルをこなし、寸法公差は安定しており、容易に制御できるため、金型修理によるダウンタイムを92%削減することができました。当社は優れたプロセス最適化技術を駆使することで、業界における大きな課題を解決し、ハイエンドカスタム射出成形金型の量産に向けた高品質な事例を確立しました。
同様の成功を再現し、産業部品生産の効率を大幅に向上させたいとお考えですか? JS Precisionのエキスパートチームに今すぐご連絡ください。お客様のご要望に合わせた金型開発ソリューションをご提案いたします。
技術革新を通じて、工業用金型のコストと投資対効果(ROI)のバランスを取るにはどうすればよいか?
射出成形金型の調達においては、初期見積もりだけでなく、金型のライフサイクル全体にかかるコストを考慮する必要があります。標準的な構造設計を用いることで、投資コストのバランスを取り、金型量産におけるコスト効率と投資収益率を長期的に向上させることができます。
金型ライフサイクル全体における総所有コスト(TCO)計算モデル
当社が独自開発したTCO(総所有コスト)ライフサイクル計算モデルは、金型使用にかかる総コストを正確に算出できるため、安価な金型購入によるメンテナンス費用やダウンタイムといった隠れた損失を回避できます。これは、カスタム金型製作サービスにおける主要な購入判断基準となります。
計算の鍵となる公式は、総コスト = T + (UV) です。金型の総コストは、初期金型価格だけでなく、量産中の損失にも左右されます。実際、安価で低品質な金型による長期的な損失は、初期購入価格の差額よりもはるかに大きくなります。
費用対効果比較の最適化
金型構成図 | 初期金型製作費用 | 耐用年数 | 100万個生産した場合の総生産コスト | メンテナンス頻度 |
一般的なP20鋼製金型 | 基本価格(低め)。 | 30万サイクル以下。 | 基本価格。 | 高頻度メンテナンス。 |
1.2344鋼 + PVDコーティング金型 | 基本価格より30%高い。 | 100万サイクル以上。 | 基本価格より40%低い。 | ほぼメンテナンスフリー。 |
モジュール式インサート設計は、複数の種類の部品の生産に対応でき、金型の繰り返し開口コストを削減し、長期的な投資収益率を向上させ、 産業機器の工具の再利用性と費用対効果を効果的に高めることができます。
JS Precisionを、長期にわたり信頼できるカスタム産業用工具製造パートナーとして選ぶべき理由とは?
安定した工業生産を保証する上で最も重要なのは、安定性と信頼性を備えた工業設備・工具サプライチェーンです。JS Precisionは、特注の非標準精密金型の設計・製造に注力し、多数の工業企業に標準化されたプロセスサービスを提供しています。
標準化された品質保証システム
生産品質と安全性を確保するため、当社の品質管理システムは標準化され体系化されており、製造検査から納品までの全工程を網羅しています。各工程を完全に文書化・追跡することで、高品質な特注工業用工具の量産における安定性と安全性を確固たるものにしています。
- 当社はISO 9001:2015品質マネジメントシステムを非常に重視しており、加工、検査、配送に至るまでトレーサビリティを確保しています。
- 当社は優れた加工機械設備を保有しており、多様かつカスタマイズされた高精度・長寿命の産業機器用工具のニーズにお応えできます。
- 私たちは、幅広い産業分野に携わりながら、特定のニッチ分野に技術資源を集中させることで、事業の一般化に伴うプロセス上の精度不足から生じる問題を解消することを目指しています。
顧客協力の核心的価値
当社は大規模な生産ニーズに対応し、コストと納期を管理されたレベルに維持しながら金型の品質向上に絶えず努め、ハイエンドのカスタム射出成形金型に対する要求を満たす、安定した収益性の高い工業用金型を生産しています。
当社グループは、お客様の主要な大量生産ニーズにお応えすることに尽力しており、金型の安定性と利益率の適切なバランスを維持するために継続的に努力しています。さらに、信頼性の高い金型サポートは、産業部品の大規模生産を円滑に進めるための当社が提供するサービスの1つです。
高品質な製品を競争力のある価格で提供し、円滑な技術コミュニケーションを実現する製造業者をお探しですか? JS Precisionに今すぐ正式なお問い合わせをお送りください。優れた品質と投資対効果を兼ね備えた堅牢な金型資産を共に創り上げましょう。
よくある質問
Q1:工業用カスタム射出成形金型に一般的に使用される鋼種は何ですか?また、加工ニーズに基づいてどのように鋼種を選択すればよいですか?
工業用金型に使用される鋼種は、量産条件によって異なります。高負荷量産の場合は、 1.2344とS136が選ばれます。中負荷量の場合は、 718HとP20が適しています。お客様の図面をご提供いただければ、最適な材料選定プランと正確な見積もりを作成いたします。
Q2:複雑な工業部品の肉厚が不均一な場合、射出成形製造工程中に表面収縮が発生しないようにするにはどうすればよいでしょうか?
Moldflowシミュレーションによってゲートレイアウトを改良し、部品の厚みのある部分にはベリリウム銅部品を使用して放熱を促進するとともに、 2℃の定温水回路と2段階の保持圧力プロファイルを採用することで、表面収縮の問題を完全に解消しました。
Q3:精密カスタム金型製作サービスには、DFM(設計製造性)に関する事前の欠陥監査が含まれるべきだと言われるのはなぜですか?購入者にとってどのようなコスト削減につながりますか?
製造前のDFM監査を実施することで、メーカーは構造や成形における様々な潜在的な問題を事前に発見することができ、これにより、非常に高額で納期が2~4週間遅れる二次的な金型修正を確実かつ費用対効果の高い方法で回避できます。同時に、これらの監査は初回金型合格率を95%以上に継続的に向上させます。
Q4:高強度で連続的な工業部品生産において、耐久性のある金型部品の疲労耐性および亀裂耐性をどのように確保していますか?
荷重を受けるコアインサートには、応力除去処理と極低温処理を施し、グラファイト製の自己潤滑性耐摩耗構造と、表面層として高硬度PVDナノコーティングを施すことで、大量生産における金型の耐疲労性と亀裂防止性能を向上させています。
Q5:JS Precisionでの射出成形金型1セットと機械加工サービスを組み合わせた場合の概算費用はいくらですか?また、費用範囲はどのくらいですか?
耐久性の高い、100万サイクル寿命の金型の価格は、数千ドルから数万ドルに及ぶ場合があります。当社の価格表は明瞭かつ透明性が高く、隠れた費用は一切ありません。また、機械加工およびサポートサービス全般が含まれています。
Q6:少量多品種の特注工業用金型注文に対するコスト最適化計画はありますか?
複数カテゴリーの小ロット注文の場合、当社では汎用金型ベースと交換可能なインサートを組み合わせたソリューションを採用しています。これにより、金型を繰り返し開ける必要がなくなり、金型製作コストを40%削減できます。また、新製品のサンプル作成と納品までの期間を15日以内に短縮できます。
Q7:製造業者であるJS Precisionは、生産完了後に顧客名義となった射出成形金型資産の管理、維持、保管に関して、どのようなアプローチをとっていますか?
製造完了後、金型は完全に洗浄し、防錆処理を施した上で、温度管理と防湿対策を施した倉庫に保管し、分類管理を行います。長期にわたりお取引いただいているお客様には、金型の耐用期間中、無償保証に加え、定期的なスライダー消耗品の無償交換サービスをご提供いたします。
Q8:工業部品の射出成形プロジェクトにおいて、図面を受け取ってから最終承認済みの初回サンプル(T1サンプル)を入手するまで、通常何営業日かかりますか?
工業部品の金型製作の納期は通常25~35営業日です。当社では、2日以内にDFM(製造性設計)プランを作成し、15~20日以内に精密機械加工を行い、その後、組み立て、金型フィッティング、試作成形を行います。検証済みの初回サンプルは24時間以内に出荷可能です。
まとめ
高品質の材料で作られた工業用射出成形金型は、長寿命で優れた安定性を持ち、高硬度鋼の熱処理、ミクロンレベルの公差による精度の確保、コンフォーマル冷却の設計、生産前のDFM監査という4つの主要なプロセスを経て、ひび割れや摩耗のない非常に長いサイクル生産の利点を活用し、頻繁に発生する金型修理や生産停止の莫大なコストを回避することができます。
JS Precisionは、カスタムベースで工業用精密金型を提供する企業であり、高度に開発されたシステムと、工業用金型の量産で直面する問題を解決できる専門の機械工チームを擁しています。
下のボタンをクリックして、お問い合わせ内容とCAD図面を今すぐ送信いただくか、弊社のエンジニアリング部門のメールアドレスに直接メールをお送りください。弊社は、最も厳格かつ現実的な専門技術サービスを用いて、安全で信頼性が高く、収益性の高い金型資産をカスタマイズいたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

