
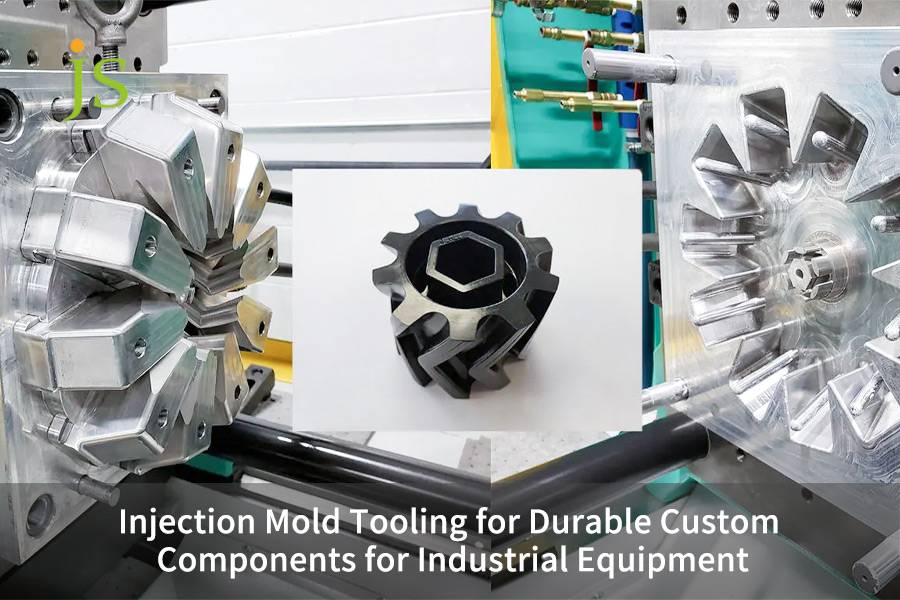
Spritzgusswerkzeuge bilden die Basis für die Formgebung von Bauteilen in Industrieanlagen. Sie gewährleisten, dass diese auch unter den hohen Druck- und Belastungsbedingungen im Produktionsumfeld ihre Form präzise beibehalten. Dadurch werden die Hauptprobleme der Industrie, wie Ermüdungsrisse, Maßabweichungen und hohe Produktionsausfälle durch Stillstandszeiten, die vor allem in der Serienfertigung auftreten, gelöst. Die industrietauglichen, formstabilen Formen werden aus 1.2344 ESU/H13-Stahl gefertigt und anschließend vakuumwärmebehandelt, um eine Härte von 48–52 HRC zu erreichen. Die Toleranzen der Kavitäten sind mit 0,005 mm so eng, dass Millionen von stabilen Spritzgießzyklen möglich sind.
Vorzeitiger Verschleiß, Verformung und Gratbildung an Formen verursachen hohe Wartungskosten und Produktionsausfälle in der industriellen Anlagenfertigung. Dieser Artikel konzentriert sich auf Präzisionsfertigung und Parameterkontrolle. Er beschreibt Lösungen für die individuelle Anpassung von Formen mit hoher Festigkeit und Langlebigkeit, um Unternehmen bei der Entwicklung fehlerfreier Produkte und der Minimierung von Anlagenstillstandszeiten zu unterstützen. Er bietet professionelle Orientierungshilfe zu drei Aspekten der Beschaffung und Entwicklung industrieller Formen: Stahlauswahl, Spannungssteuerung und Prüfung von Dienstleistern .
Kurzübersicht der Kernparameter für industrielle Spritzgusswerkzeuge
Hier werden die wichtigsten technischen Merkmale und Produktionskriterien von industrietauglichen, maßgefertigten Formen klar dargestellt. Dies ist ein unverzichtbarer Leitfaden für den gesamten Prozess der Formenauswahl , -abnahme und sogar Prozessoptimierung. Ingenieure können so schnell die Kernmerkmale der Formen erkennen, die den Normen entsprechen.
Kernbewertungsdimension | Technischer Parameterstandard für Industrieanwendungen | Branchenüblicher Parameterwert | Kernnutzen für den Kunden |
Stahlhärte | 48-52 HRC (1,2344 ESU/H13, Vakuumhärtung + dreifaches Anlassen). | 30-40 HRC (normaler vorgehärteter Stahl). | Widerstehen Sie Hochdruckerosion und verhindern Sie frühzeitige Rissbildung. |
Passungstoleranz der Kavität | ±0,005 mm. | ±0,02 mm. | Teilegrate und Montagefehler vollständig eliminieren. |
Lebensdauer des Konstruktionszyklus | ≥1.000.000 Zyklen (SPI-Klasse 101-Standard). | 300.000–500.000 Zyklen. | Die Kosten für Schimmelbeseitigung und Instandhaltung werden erheblich reduziert. |
Formschrumpfungskontrolle | Ungleichmäßige Schrumpfungsrate ≤0,3% . | 0,8%-1,2%. | Vermeiden Sie Verformungen, Verzug und Maßabweichungen der Teile. |
Temperaturdifferenz an der Formoberfläche | ±2°C (konformer Kühlwasserkanal). | ±5°C bis ±8°C. | Maßhaltigkeit in der Serienproduktion sicherstellen. |
Wichtigste Erkenntnisse
- Die Härte des Formstahls ist entscheidend für seine Lebensdauer; empfohlen wird Stahl mit einer Härte von 48–52 HRC. Die Verwendung von vakuumgehärtetem Stahl mit hoher HRC-Härte ist eine Möglichkeit, die Risiken minderwertiger Materialien zu minimieren.
- Eine präzise Hohlraumtoleranz von 0,005 mm ist von grundlegender Bedeutung, um sicherzustellen, dass mechanische Teile im Laufe der Zeit nicht durch Abnutzung ausfallen.
- Die Durchführung von Produktionsfehlerprüfungen (DFM) vor Produktionsbeginn ermöglicht die frühzeitige Erkennung möglicher Prozessprobleme und minimiert so die Kosten nachfolgender Werkzeugwechsel erheblich.
Warum Sie auf die Erfahrung von JS Precision im Bereich kundenspezifischer Spritzgusswerkzeuge für Komponenten industrieller Anlagen vertrauen sollten?
Mit einem auf Normen und praktischem Prozess-Know-how basierenden Qualitätssystem kann JS Precision Massenproduktionsfehler bei industriellen Formen an der Wurzel packen und so die Konstanz der Lieferkette für das Unternehmen gewährleisten.
Die meisten Produktionsfehler im Werkzeugbau resultieren hauptsächlich aus unsachgemäßer Handhabung der nachfolgenden Produktionsschritte (nur in 20 % der Fälle). In der Regel sind 80 % der ersten Werkzeugfehler auf mangelnde Prozesskontrolle in der Frühphase zurückzuführen. Dank der vollständigen Implementierung des Qualitätsmanagementsystems ISO 9001:2015 gewährleistet JS Precision die lückenlose Rückverfolgbarkeit der gesamten Fertigungskette.
Neben der Ausstattung mit hochpräzisen Geräten wie Makino CNC und Sodick EDM ist JS Precision hauptsächlich auf die kundenspezifische Fertigung von industriellen Formen spezialisiert und analysiert die Kernprozesse für jedes Anwenderszenario bis ins kleinste Detail.
Ein entscheidender Faktor für die Stabilität der Montage und Serienfertigung von Bauteilen ist die präzise Einhaltung der Werkzeugtoleranzen. Hochstandardisierte Wärmebehandlung und strenge Toleranzkontrollverfahren können die Ausfallraten der Werkzeuge um mehr als 90 % senken und somit Produktionsausfälle durch Werkzeugreparaturen vollständig eliminieren.
Wir haben uns über viele Jahre hinweg umfassendes Fachwissen angeeignet und zahlreiche Lösungen für die Fertigung komplexer Industrieteile entwickelt. Dank unserer fundierten Ingenieurskompetenz zählen wir heute zu den wichtigsten und zuverlässigsten Zulieferern zahlreicher Industrieanlagenhersteller.
Möchten Sie die Machbarkeit Ihres Formenbauprojekts schnell überprüfen? Vereinbaren Sie eine kostenlose, individuelle technische Qualifizierungsberatung, um potenzielle Risiken bei der Anpassung von Anlagenformen präzise zu identifizieren.
Wie beeinflusst die Härte des Formstahls direkt die Lebensdauer industrieller Formen?
Die Härte und das Mikrogefüge des Werkzeugstahls sind die entscheidenden Faktoren für die Lebensdauer langlebiger Werkzeugkomponenten . Das bedeutet, dass bei Verwendung von Stählen wie 1.2344 und H13, die im Vakuum auf eine stabile Härte von 48–52 HRC gehärtet werden, die Form auch nach mehreren Millionen Hochdruck-Spritzgießzyklen keine Spannungsrisse oder Kavitätsverschleiß aufweist .
Häufige Mängel bei der Materialauswahl in der Branche
In vielen Fällen verwenden Formenhersteller sehr vage Standards für die Materialauswahl, ohne konkrete Parameter vorzugeben. Dies führt häufig zu Formenversagen und Projektstillstand . Minderwertige Materialien beeinträchtigen die Haltbarkeit industrieller Formen in der Massenproduktion erheblich, da sie die Anforderungen an hochwertige Spritzgusswerkzeuge nicht erfüllen.
- Übliche Hersteller berücksichtigen die Betriebsbedingungen nicht und verwenden daher wahllos billigen, vorgehärteten Stahl. Dieser Stahl ist jedoch für glasfaserverstärkte, industrielle Formgebungsverfahren unter hohen Temperaturen und hohem Druck ungeeignet.
- Das dreistufige Anlassverfahren wird ausgelassen, was zu Eigenspannungen im Stahl führt. Dadurch wird der Stahl unter Hochdruckbedingungen anfällig für interkristalline Risse.
- Das Fehlen metallographischer Prüfverfahren führt dazu, dass der Stahl einen unzureichenden Martensitgehalt aufweist, was wiederum bei längerer Massenproduktion zu Hohlraumermüdung und Abplatzungen führt.
Anhand der folgenden Tabelle können Sie genauer bestimmen, in welchen Fällen sich welche Formstähle eignen und wie Sie Auswahlfehler vermeiden. Sie veranschaulicht die wichtigsten Eigenschaften und Einsatzbedingungen der gängigsten industriellen Formstähle.
Stahlgüte | Härtebereich nach der Wärmebehandlung | Ermüdungsfestigkeitsgrad | Korrosionsbeständigkeit | Typische industrielle Anwendungsszenarien |
1.2344 ESU/H13 | 48-52 HRC (Vakuumhärten + dreifaches Anlassen). | Note S (Höchste Stufe) | Mittel, geeignet für herkömmliche Industriekunststoffe. | Pumpenventilgehäuse, Strukturbauteile für schwere Maschinen, Fahrgestellteile für Kraftfahrzeuge. |
S136 ESR | 50-52 HRC (Vakuumabschreckung + Tieftemperaturbehandlung). | Note S | Ausgezeichnet, geeignet für korrosive Harze wie PVC und POM . | Teile für medizinische Geräte , lebensmittelgeeignete Industrieteile, Ventilgehäuse aus hochglasfaserverstärktem Kunststoff. |
718H | 30-35 HRC (vorgehärtet). | Note A | Medium | Allgemeine Industriegehäuse, Bauteile mit geringer Belastung, Massenproduktion innerhalb von 100.000 Zyklen . |
P20 | 28-32 HRC (vorgehärtet). | Note B | Allgemein | Gehäuse für zivile Geräte, industrielle Zubehörteile mit geringer Präzision, Massenproduktion innerhalb von 50.000 Zyklen. |
NAK80 | 38-42 HRC (vorgehärtet + Alterungsbehandlung). | Note A | Exzellent | Industrieanlagen-Schaltschränke, optisches Zubehör, Teile für die Massenproduktion mit geringer Belastung. |
Standardisierte Materialauswahl- und Wärmebehandlungsverfahren
JS Precision konzentriert sich auf die Verbesserung der mikroskopischen Eigenschaften von Stahl, um die industrielle Massenproduktion unter Hochdruckbedingungen zu ermöglichen . Durch die Implementierung standardisierter Prozesskontrollen werden Ausfallprobleme wie Materialermüdung und Verschleiß des Stahls weitgehend vermieden und somit ein langfristig stabiler Betrieb der Formen gewährleistet.
1. Die Hauptkernhohlräume werden einheitlich aus 1.2344 ESU/H13 und S136 Industriestahl gefertigt: Dies sind Industriestähle, die für Einspritzbedingungen über 120 MPa geeignet sind.
2. Zur Stabilisierung der Härte bei 48-52 HRC und zur vollständigen Beseitigung der Restspannungen im Inneren des Stahls wurde ein Vakuumhärte- und dreistufiges Anlassverfahren angewendet.
3. Die Mikrostruktur wird sorgfältig auf den Martensit-Level-1-Standard kontrolliert, was bedeutet, dass es auch nach Millionen von Zyklen zu keiner Rissbildung oder Verschleiß kommen wird.
Daher muss ein qualifizierter industrieller Formenstahl nicht nur die Oberflächenhärtenorm erfüllen, sondern vor allem in der Lage sein, sich durch den gesamten Wärmebehandlungsprozess auf die Optimierung des Mikrogefüges zu verlassen, unter den Bedingungen der langfristigen Hochdruck-Massenproduktion haltbar zu bleiben und die Gesamtlebensdauer der langlebigen Formwerkzeugkomponenten effektiv zu verlängern .
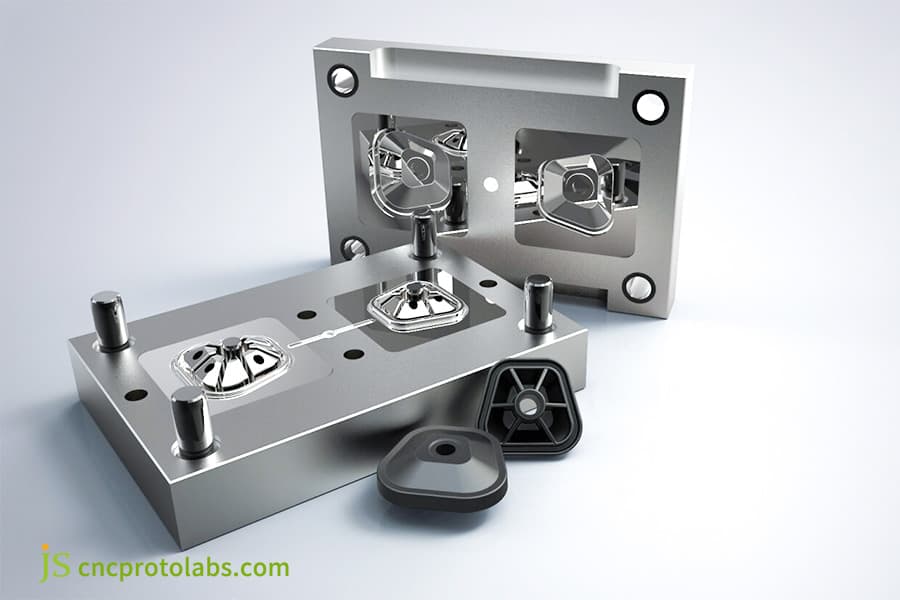
Abbildung 1: Zwei große Stahlplatten und schwarze Kunststoffkomponenten, die als Spritzguss-Bauteile angeordnet sind.
Wie lässt sich die Passungstoleranz bei kundenspezifischen Spritzgusswerkzeugen durch Präzisionsbearbeitung kontrollieren?
Die Fertigung kundenspezifischer Spritzgusswerkzeuge durch präzise Fertigungsprozesse ermöglicht die genaue Kontrolle der Passungstoleranzen. Gratbildung und Maßabweichungen an Industrieteilen werden durch die Festlegung der Kerntoleranz auf 0,005 mm mithilfe von Hochgeschwindigkeits-CNC-Fräsen und langsamen Drahterodiermaschinen vollständig eliminiert.
Matrix für hochpräzise Bearbeitungsmaschinen
Die Grundlage für die Toleranzkontrolle bilden hochpräzise Bearbeitungsmaschinen, die nicht nur der Entwicklung komplexer Industrieteile mit unregelmäßig gekrümmten Oberflächen und Präzisionsstrukturen gerecht werden, sondern auch die grundlegende Bearbeitungsgenauigkeit und Montageanpassungsfähigkeit von kundenspezifischen Spritzgusswerkzeugen gewährleisten.
- Löst das Problem von Positionsabweichungen auf komplizierten gekrümmten Oberflächen in Mehrkavitätenformen durch den Einsatz eines Fünf-Achs-Bearbeitungszentrums .
- Gewährleistet die winzige Genauigkeit von Kleinteilen und Passungsteilen durch langsames Drahterodieren.
- Arbeitet in einer klimatisierten Werkstatt mit einer stabilen Temperatur von 20°C±0,5°C, um durch temperaturbedingte Verformungen verursachte Toleranzabweichungen zu vermeiden.
Vollständige Dimensionsprüfung und Qualitätskontrollprozess
Im ersten Schritt der Präzisionsbearbeitung wird mithilfe spezialisierter Geräte eine vollständige Maßgenauigkeitsprüfung durchgeführt, um verborgene Maßfehler aufzudecken und die Maß- und Montagegenauigkeit der Serienfertigungsformen zu stabilisieren .
Herkömmliche Industrieformen mit einer Toleranz von 0,02 mm eignen sich zwar für die Herstellung von Konsumgütern, genügen aber nicht den hohen Anforderungen an die Präzisionsmontage von Industrieanlagen. JS Precision führt daher mit einer Zeiss-Koordinatenmessmaschine eine umfassende Formmaßprüfung durch und hält die Toleranz gemäß ISO 286 streng bei 0,005 mm ein.
Dadurch werden Montagefehler und Verschleißprobleme vermieden, und die methodische Fertigungskette für Spritzgussformen ebnet den Weg für eine präzise Werkzeugherstellung.
Laden Sie Ihre 3D-STEP-Zeichnungen gerne in unser Bewertungssystem hoch. Die Experten von JS Precision für hochpräzise Fertigung erstellen Ihnen innerhalb von 24 Stunden ein individuelles Angebot für die Werkzeugbearbeitung inklusive Toleranzanalyse.

Abbildung 2: Nahaufnahme einer CNC-Maschine bei der Bearbeitung eines Metallteils für Spritzgusswerkzeuge in einer Fabrikumgebung.
Wie lassen sich Spannungen und Verformungen in Werkzeugen für die industrielle Anlagenfertigung beheben?
Das Problem der Verformung bei der industriellen Bauteilumformung lässt sich durch Struktur- und Parameteroptimierung umfassend lösen. Hochwertige Werkzeuge für Industrieteile optimieren die Anordnung des Wasserkreislaufs und die Parameter der Druckhaltung , gewährleisten eine gleichmäßige Kühlung und Schrumpfung und reduzieren Probleme in der Serienfertigung wie Bauteilverzug und Maßabweichungen.
Hauptprobleme beim Gießen von Industrieteilen
Da die industriell gefertigten Bauteile mit dicken Wänden und Polypropylen-Kunststoff mit Glasfaserverstärkung anfällig für anisotropes Schwinden sind, wodurch sich Eigenspannungen aufbauen können, die zu Verzug und Rissen der Bauteile führen , stellt dies ein erhebliches Problem bei der Massenproduktion von Werkzeugen für Industrieanlagen dar und führt zu niedrigen, stabilen Produktionsraten.
1. Modifizierte Werkstoffe wie PA66+30%GF weisen aufgrund ungleichmäßiger Abkühlungsschrumpfung Verformungen, Porosität und Schweißnahtfehler auf.
2. Wärmeableitung über gewöhnliche gerade Kanäle, die zu enormen Temperaturunterschieden an der Formoberfläche führen, was eine übermäßige lokale Schrumpfung der Teile zur Folge hat.
3. Durch die außerhalb des zulässigen Bereichs liegenden Haltedruckparameter kommt es zu inneren Spannungskonzentrationen in den Teilen, die diese bei langfristiger Nutzung anfällig für Rissbildung und Verformung machen.
Lösung für Formfüllsimulation und Strukturoptimierung
Die Vorformströmungssimulation und die Strukturoptimierung helfen Ihnen, die Formfehler zu erkennen. Neben der Formströmungssimulation trägt die Strukturoptimierung zur Lösung von Problemen bei, die mit Verformungen in der Massenproduktion aufgrund der konturnahen Kühlung zusammenhängen, wodurch die Kühlgleichmäßigkeit erhöht wird.
JS Precision nutzt die Moldflow-Funktion, um einen Spritzgießprozess zu simulieren, die Angussstruktur und den segmentierten Nachdruckprozess zu optimieren, innere Spannungen präzise abzubauen , das Problem der Verformung bei der Massenproduktion von Kunststoffteilen vollständig zu lösen und auch die Formstabilität der Werkzeuge für Industrieteile zu optimieren.
Wie kann die Verarbeitung spezieller technischer Kunststoffe die Modernisierung kundenspezifischer Industriewerkzeuge fördern?
Das Spritzgießen von hochglasfaserverstärkten technischen Spezialkunststoffen wie PEEK und PPS ist nahezu unmöglich und stellt sehr hohe Anforderungen an die Hochtemperaturbeständigkeit, Entlüftung und Korrosionsbeständigkeit der Materialien für kundenspezifische Industriewerkzeuge. Nur kundenspezifische Verfahren gewährleisten in solchen Fällen eine hohe Teileausbeute.
Technische Schwierigkeiten beim Spritzgießen von Spezialkunststoffen
Bei der Zersetzung von Spezialkunststoffen bei hohen Temperaturen entstehen Restgase. Änderungen der Abmessungen der Entlüftungsnut führen sehr leicht zu Ausschuss, was das größte technische Problem bei der Herstellung kundenspezifischer Industriewerkzeuge darstellt.
1. Entlüftungsnuten > 0,02 mm verursachen Grat an den Teilen und beeinträchtigen dadurch die Montagetoleranz.
2. Entlüftungsrillen < 0,005 mm können auf eingeschlossene Gase hinweisen, deren Verbrennung zu schwarzen Verkohlungsflecken auf der Oberfläche führt.
3. Herkömmliche Formstähle verschleißen durch stark korrosive Schmelzen schnell, was zu einer verkürzten Lebensdauer der Form führt.
Gezielte Formenmodernisierungsprozesse
Durch die Verwendung von Präzisionsbearbeitung im Mikrometerbereich mit mehrstufiger Entlüftungskonstruktion können diese technischen Merkmale erfolgreich an extreme Formgebungsbedingungen spezieller Materialien angepasst werden, wodurch ein Kompromiss zwischen Entlüftungseffektivität und Formgenauigkeit erzielt und gleichzeitig die Teileausbeute stabilisiert wird.
Wir fertigen präzise mehrstufige Entlüftungskanäle, die mit dem Fließverhalten spezieller Materialien übereinstimmen. Dies erreichen wir durch die Kombination von CNC-gefrästen, hochkorrosionsbeständigen Einsätzen und einem Hochtemperatur-Formtemperatursystem . Dadurch werden die Probleme des Schmelzanbrennens und des Grates gelöst, was uns die Umsetzung verfeinerter Spritzgussformenherstellungsverfahren ermöglicht.
Verwendet Ihr Projekt PEEK oder hochglasfaserverstärkte Kunststoffe? Kontaktieren Sie das erfahrene Ingenieurteam von JS Precision, und wir entwickeln für Sie eine optimale, materialverträgliche Lösung für die Werkzeugentwicklung.

Abbildung 3: Eine Auswahl schwarzer technischer Kunststoffteile, darunter individuell gefertigte Komponenten für industrielle Werkzeuganwendungen.
Welche DFM-Auditstandards sollten hochwertige Anbieter von kundenspezifischen Werkzeugbaudienstleistungen erfüllen?
Der Hauptvorteil der Beauftragung eines professionellen Anbieters von kundenspezifischen Werkzeugformen besteht darin, dass dieser in der Entwurfsphase standardisierte DFM-Audits durchführt, um Konstruktionsfehler aufzudecken, Parameteroptimierungen vorzunehmen, Änderungsrisiken zu eliminieren und eine stabile Massenproduktion zu gewährleisten.
Professionelle DFM-Audit-Kernindikatoren
Quantitative Prüfindikatoren in standardisierter Form sind unerlässlich für fehlerfreies Spritzgießen und das grundlegende Kriterium, das einen erstklassigen Anbieter von kundenspezifischen Werkzeugformen von regulären Herstellern unterscheidet. Sie helfen nicht nur dabei, verschiedene Risiken in der Produktionsphase zu identifizieren.
- Der Entformungswinkel der Außenfläche beträgt bei verstärkten Kunststoffen 1,5°, bei strukturierter Oberfläche 3°, damit das Teil beim Entformungsprozess nicht zerkratzt wird.
- Neben diesen Indikatoren werden auch der Wanddickenübergang, die Auswurfbalance, der Schieberhub, die Hinterschnittstrukturen und die Angussführung eingehend geprüft.
- Das Risiko einer Formmodifikation lässt sich sehr genau vorhersagen, und die Strukturoptimierung wird proaktiv durchgeführt, um Nachbearbeitungskosten in Höhe von mehreren zehntausend Dollar zu vermeiden.
Technische Unterschiede zwischen Lieferanten und Kunden
Ein herkömmlicher Hersteller kopiert lediglich das grundlegende Werkzeugdesign und erkennt dabei potenzielle Probleme und komplexe Werkzeugstrukturen nicht. Dies führt letztendlich zu Werkzeugfehlern , was wiederum zu erheblichen Lieferverzögerungen und wiederholten Werkzeugänderungen führen kann. Unser DFM-Auditsystem hingegen ermöglicht uns eine Erfolgsquote von über 95 % beim ersten Versuch, wodurch unsere Kunden Zeit und Kosten sparen.
Ein herkömmlicher Hersteller kann lediglich die grundlegenden Formstrukturen kopieren und die potenziellen Probleme bei der Herstellung komplexer Formen nicht vorhersehen. Dies führt leicht zu wiederholten Formänderungen und Lieferverzögerungen. Wir verfügen über ein ausgereiftes DFM-Auditsystem, das uns hilft, die Erfolgsquote bei der Formerprobung zu erhöhen. Dadurch verbessern wir die Qualität der Umsetzung kundenspezifischer Industriewerkzeuge erheblich.
Abbildung 4: Ein Formteil, das in einer professionellen Fertigungsumgebung einer Präzisionsbearbeitung unterzogen wird.
Wie hat JS Precision das Problem des vorzeitigen Verschleißes in hochfesten Nylon-Ventilkörperformen gelöst?
Dieser Abschnitt stellt ein reales Industrieprojekt als Beispiel vor. Das Projekt nutzt etablierte Spritzgussverfahren, um das Verschleißproblem von Ventilkörperformen aus hochglasfaserverstärktem Nylon durch eine Reihe von Material-, Prozess- und Designentwicklungen zu lösen, was zu einer signifikanten Erhöhung der Werkzeuglebensdauer führt.
Komplizierte Probleme des Klienten
Dieser Pumpen- und Ventilhersteller besaß P20-Stahlformen, die ursprünglich für das Spritzgießen von PA66-Ventilkörpern mit 40 % Glasfaseranteil vorgesehen waren. Der Verschleiß durch Glasfasererosion war die Hauptursache für den Formenverfall. Die herkömmlichen und eher einfachen Methoden der Spritzgussformenherstellung waren für die Massenproduktion von hochfestem Glasfasermaterial völlig unzureichend. Tatsächlich wiesen die Formen Mängel wie Angussverformungen und Gratbildung auf. Dies führte zu erheblichen Ausfallzeiten für die Reparatur der Formen und hohen Wartungskosten.
Schrittweise Implementierungslösung
Ausgehend von unserer praktischen Erfahrung im Bereich der Konstruktion von Formen für industrielle Bauteile aus hochglasfaserverstärktem Kunststoff hat unser Team einen vierdimensionalen Optimierungsplan entwickelt, der Materialprozesse, Struktur und Oberflächenbehandlung umfasst:
1. Materialverbesserung: Verwendung eines schwedischen, elektroschlackeumgeschmolzenen, hochreinen, verschleißfesten Stahls S136 anstelle des ursprünglich als Material gelieferten Stahls P20, was für die Erosionsbedingungen von Fiberglas durchaus angemessen war.
2. Optimierung der Wärmebehandlung: Vakuumhärten durch einen Dritten + dreistufiges Anlassen , was zu einer Härte von 50-52 HRC führt, während die metallographische Struktur dem Standard der Güteklasse 1 entspricht.
3. Oberflächenmodifizierung: Der Hohlraum und der Angusskanal wurden mit PVD-Nano-CrN beschichtet, um die Härte auf über 2000 HV zu erhöhen , damit die Oberfläche der Glasfasererosion widerstehen kann.
4. Strukturelle Optimierung: Anstelle eines Punktschiebers wurde ein fächerförmiger Schieber verwendet, um die lokale Scherwärme zu reduzieren. Außerdem wurden zwei separate Wasserkreisläufe (Doppelschleife) zur Temperaturkompensation hinzugefügt.
Projektrückblick und gewonnene Erkenntnisse
In der zweiten Phase der Formprüfung führte der extrem hohe Nachdruck zu einer ungleichmäßigen Kristallbildung und Spannungskonzentrationen im Ventilkörper. Das Team passte daraufhin umgehend die Nachdruckwerte und die Formtemperatur an, um nicht nur die Eigenspannungen zu beseitigen, sondern auch die Verformung des Bauteils zu beheben. Dies ist ein hervorragendes Beispiel dafür, wie wichtig maßgeschneiderte Formprozesse sind.
Ergebnisse der Implementierung und Kundenfeedback
Die optimierten , kundenspezifischen Spritzgusswerkzeuge haben über 1,15 Millionen Zyklen bei Volllast absolviert . Die Maßtoleranzen waren dabei stabil und leicht zu kontrollieren, wodurch der Kunde die Ausfallzeiten für Werkzeugreparaturen um 92 % reduzieren konnte. Dank unserer herausragenden Kompetenz in der Prozessoptimierung haben wir ein zentrales Problem der Branche gelöst und ein Paradebeispiel für die Serienfertigung hochwertiger, kundenspezifischer Spritzgusswerkzeuge geschaffen.
Möchten Sie denselben Erfolg wiederholen und die Effizienz Ihrer industriellen Komponentenfertigung deutlich steigern? Kontaktieren Sie noch heute das Expertenteam von JS Precision für eine maßgeschneiderte Werkzeugentwicklungslösung.
Wie lassen sich Kosten und Kapitalrendite bei industriellen Formen durch technologische Verbesserungen in Einklang bringen?
Bei der Beschaffung von Spritzgusswerkzeugen sollten die gesamten Lebenszykluskosten der Form berücksichtigt werden, anstatt sich nur auf das anfängliche Angebot zu konzentrieren. Standardisierte Konstruktionsprinzipien können weiterhin dazu beitragen , die Investitionskosten auszugleichen und dadurch langfristig eine bessere Kosteneffizienz und einen höheren Return on Investment für die Serienproduktion von Formen zu erzielen .
Berechnungsmodell für die gesamten Lebenszykluskosten einer Form
Unser speziell entwickeltes TCO-Berechnungsmodell für den gesamten Lebenszyklus ermöglicht die präzise Ermittlung der Gesamtkosten für die Werkzeugnutzung und vermeidet so versteckte Kosten wie Wartungsaufwand und Ausfallzeiten aufgrund des Kaufs eines billigen Werkzeugs. Es dient als wichtigste Kaufgrundlage für kundenspezifische Werkzeugbauleistungen.
Die wichtigste Formel für die Berechnung lautet: Gesamtkosten = T + (UV). Die Gesamtkosten einer Form hängen nicht nur vom anfänglichen Formeröffnungspreis ab, sondern auch von den Verlusten während der Serienproduktion. Tatsächlich sind die langfristigen Verluste durch billige, minderwertige Formen oft höher als die anfängliche Preisdifferenz.
Kosten-Nutzen-Vergleich Optimierung
Formkonfigurationsschema | Kosten für die anfängliche Formenöffnung | Nutzungsdauer | Gesamtproduktionskosten für 1 Million Stück | Wartungshäufigkeit |
Gewöhnliche P20-Stahlform | Grundpreis (niedriger). | ≤300.000 Zyklen. | Grundpreis. | Häufige Wartung. |
1.2344 Stahl + PVD-beschichtete Form | 30 % über dem Basispreis. | ≥1.000.000 Zyklen. | 40 % niedriger als der Basispreis. | Nahezu wartungsfrei. |
Durch die modulare Einsatzkonstruktion kann die Fertigung verschiedener Teilearten angepasst werden, wodurch die Kosten für wiederholtes Öffnen der Form reduziert, die langfristige Rentabilität verbessert und die Wiederverwendbarkeit und Wirtschaftlichkeit von Werkzeugen für Industrieanlagen effektiv gesteigert werden.
Warum sollten Sie JS Precision als Ihren langfristigen, vertrauenswürdigen Partner für die Herstellung kundenspezifischer Industriewerkzeuge wählen?
Die Grundlage für eine garantierte, stabile industrielle Produktion ist eine stabile und zuverlässige Lieferkette für industrielle Anlagen und Werkzeuge . JS Precision konzentriert sich auf die Entwicklung und Fertigung kundenspezifischer , nicht standardisierter Präzisionsformen und bietet standardisierte Prozessdienstleistungen für eine Vielzahl von Industrieunternehmen an.
Standardisiertes Qualitätssicherungssystem
Um Produktionsqualität und -sicherheit zu gewährleisten, ist unser Qualitätskontrollsystem standardisiert und systematisch und deckt den gesamten Prozess von der Fertigungsprüfung bis zur Auslieferung ab . Wir dokumentieren und verfolgen jeden Schritt lückenlos und bieten so eine zuverlässige Garantie für die Stabilität und Sicherheit der Serienproduktion hochwertiger, kundenspezifischer Industriewerkzeuge.
- Wir nehmen das Qualitätsmanagementsystem ISO 9001:2015 sehr ernst und gewährleisten die Rückverfolgbarkeit bis hin zur Verarbeitung, Prüfung und Auslieferung.
- Mit unserem hervorragenden Maschinenpark können wir die Anforderungen an vielfältige und kundenspezifische, hochpräzise und langlebige Werkzeuge für industrielle Anlagen erfüllen.
- Wir widmen uns allgemeinen Industriezweigen und konzentrieren unsere technischen Ressourcen auf eine spezifische Nische. Unser Ziel ist es, Probleme zu beseitigen, die durch mangelnde Präzision im Prozess aufgrund der Generalisierung des Geschäfts entstehen.
Kernwert der Kundenzusammenarbeit
Wir arbeiten an Produktionsanforderungen im großen Maßstab und sind ständig bestrebt , die Qualität der Formen zu verbessern und gleichzeitig die Kosten und Lieferzeiten in einem kontrollierten Rahmen zu halten, um stabile und profitable Industrieformen herzustellen, die den Anforderungen an hochwertige, kundenspezifische Spritzgusswerkzeuge gerecht werden.
Die Unternehmensgruppe hat sich der Erfüllung der Bedürfnisse ihrer Kunden im Bereich der Massenproduktion verschrieben und strebt kontinuierlich nach einem optimalen Verhältnis zwischen Werkzeugstabilität und Gewinnmargen. Darüber hinaus gehört zuverlässiger Werkzeugsupport zu unseren Dienstleistungen, die die Großserienfertigung von Industriekomponenten erleichtern.
Suchen Sie einen Hersteller, der qualitativ hochwertige Produkte zu wettbewerbsfähigen Preisen und mit reibungsloser technischer Kommunikation bietet? Senden Sie jetzt Ihre Anfrage an JS Precision und lassen Sie uns gemeinsam robuste Werkzeuganlagen entwickeln, die höchste Qualität und optimale Rentabilität vereinen.
Häufig gestellte Fragen
Frage 1: Welche Stahlsorten werden üblicherweise für kundenspezifische Spritzgusswerkzeuge in Industriequalität verwendet und wie wählt man sie anhand der Verarbeitungsanforderungen aus?
Die Stahlsorten für industrielle Formen variieren je nach Produktionsbedingungen. Für hochbelastete Serienfertigung werden 1.2344 und S136 gewählt. Bei mittleren Belastungen eignen sich 718H und P20. Gerne können Sie uns Ihre Zeichnungen zukommen lassen , um einen maßgeschneiderten Materialauswahlplan und ein präzises Angebot zu erhalten.
Frage 2: Wie kann sichergestellt werden, dass ungleichmäßige Wandstärken komplexer Industriebauteile während des Spritzgussverfahrens nicht zu Oberflächenschrumpfungen führen?
Wir verbessern das Angusslayout durch Moldflow-Simulation, verwenden Berylliumkupferteile für dickere Bereiche der Teile, um die Wärmeableitung zu beschleunigen, und setzen gleichzeitig einen 2℃-Konstanttemperatur-Wasserkreislauf und ein zweistufiges Nachdruckprofil ein, um das Problem der Oberflächenschrumpfung vollständig zu beseitigen.
Frage 3: Warum wird empfohlen, bei der Fertigung von Präzisions-Sonderformen vor dem DFM-Termin Fehlerprüfungen durchzuführen? Welche Kosten können Käufer dadurch einsparen?
Durch die Durchführung von DFM-Audits vor Produktionsbeginn können Hersteller verschiedene potenzielle Probleme in Strukturen und Formen im Voraus erkennen und so auf zuverlässige und kostengünstige Weise sekundäre Werkzeugmodifikationen vermeiden, die sehr teuer sind und zu einer Lieferverzögerung von 2-4 Wochen führen . Gleichzeitig erhöhen diese Audits die Erstpassquote der Werkzeuge kontinuierlich auf über 95 %.
Frage 4: Wie stellen Sie die Ermüdungs- und Rissbeständigkeit von langlebigen Werkzeugkomponenten bei der intensiven, kontinuierlichen industriellen Teileproduktion sicher?
Wir wenden Spannungsarmglühen und kryogene Behandlungen an den lasttragenden Kerneinsätzen an, mit einer selbstschmierenden, verschleißfesten Graphitstruktur und einer hochharten PVD-Nanobeschichtung als Oberflächenschicht. All dies zusammen dient dazu, die Ermüdungsbeständigkeit und Rissvermeidung der Form bei der Massenproduktion zu verbessern .
Frage 5: Wie hoch ist der ungefähre Preis für einen Satz Spritzgussformen in Kombination mit Bearbeitungsdienstleistungen bei JS Precision, und wie hoch ist der Kostenumfang?
Die Kosten für hochbelastbare Formen mit einer Lebensdauer von Millionen Zyklen beginnen bei einigen Tausend und können bis zu Zehntausenden US-Dollar betragen. Unsere Preisliste ist übersichtlich und transparent, ohne versteckte Gebühren , und umfasst das gesamte Spektrum an Bearbeitungs- und Supportleistungen.
Q6: Haben Sie Pläne zur Kostenoptimierung bei kundenspezifischen Aufträgen für Industriewerkzeuge mit geringen Stückzahlen und hohem Produktmix?
Für Aufträge mit mehreren Produktkategorien und kleinen Losgrößen verwenden wir eine universelle Formbasis mit austauschbarem Einsatz. Dadurch entfällt das wiederholte Öffnen der Form, was zu einer Kostenersparnis von 40 % bei den Formöffnungskosten führt. Außerdem verkürzt sich die Zeit für die Mustererstellung und Lieferung neuer Produkte auf maximal 15 Tage.
Frage 7: Wie geht JS Precision als Hersteller bei der Verwaltung, Instandhaltung und Lagerung der Spritzgussformen vor, die sich nach Abschluss der Produktion im Besitz des Kunden befinden?
Nach Abschluss der Produktion werden die Formen gründlich gereinigt, mit Rostschutz versehen und zur sicheren Aufbewahrung in einem temperatur- und feuchtigkeitskontrollierten Lager eingelagert . Langjährige Kunden erhalten während der gesamten Lebensdauer der Formen eine kostenlose Garantie sowie kostenlosen regelmäßigen Austausch der Gleiter-Verschleißteile.
Frage 8: Wie viele Arbeitstage dauert es im Allgemeinen von der Entgegennahme der Zeichnungen bis zur endgültigen Genehmigung des ersten Musters (T1-Muster) bei einem Projekt zur Herstellung von Industrieteilen im Spritzgussverfahren?
Die Fertigungszeit für Formen für Industrieteile beträgt üblicherweise 25–35 Werktage. Wir bieten Ihnen innerhalb von zwei Tagen einen DFM-Plan (Design for Manufacturing), die Präzisionsbearbeitung erfolgt innerhalb von 15–20 Tagen, anschließend folgen Montage, Formanpassung und Probeformung. Das freigegebene erste Muster kann innerhalb von 24 Stunden versendet werden.
Zusammenfassung
Industrielle Spritzgussformen aus hochwertigen Materialien, die eine lange Lebensdauer und ausgezeichnete Stabilität aufweisen, durchlaufen vier Hauptprozesse: die Wärmebehandlung von hochhartem Stahl, die Gewährleistung von Präzision mit Toleranzen im Mikrometerbereich, die Konstruktion einer konturnahen Kühlung und die DFM-Prüfung vor Produktionsbeginn. Dadurch können sie die Vorteile einer sehr langen Zyklusproduktion ohne Rissbildung und Verschleiß nutzen und somit die drastischen Kosten für Werkzeugreparaturen und Produktionsausfallzeiten vermeiden, die recht häufig auftreten .
JS Precision ist ein Unternehmen, das industrielle Präzisionsformen auf Kundenbasis anbietet und über ein hochentwickeltes System verfügt, das für Qualität steht, sowie über ein professionelles Team von Maschinisten, das die Probleme lösen kann, die bei der Massenproduktion von Industrieformen auftreten.
Klicken Sie unten auf die Schaltfläche, um uns Ihre Anfrage und CAD-Zeichnungen zu senden , oder schreiben Sie direkt an unsere Entwicklungsabteilung. Wir nutzen unsere umfassenden und praxisnahen technischen Dienstleistungen, um für Sie sichere, zuverlässige und hochprofitable Formen zu entwickeln!

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

