
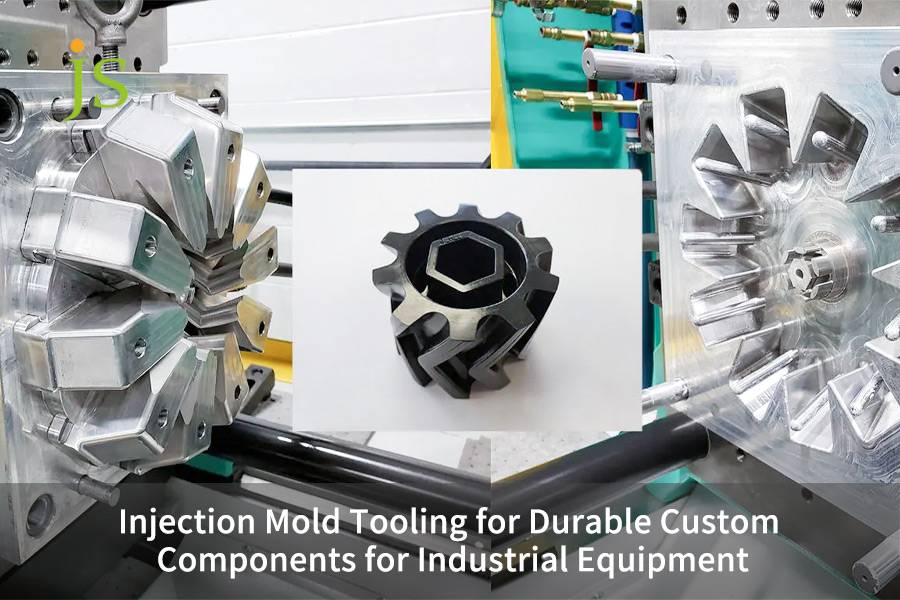
El utillaje de moldeo por inyección es la estructura base que permite que los componentes de los equipos industriales mantengan su forma con precisión, incluso bajo la combinación de alta presión y tensión que varían repetidamente en un entorno de fábrica. De esta manera, se abordan los principales problemas de la industria, como el agrietamiento por fatiga, las variaciones dimensionales y las grandes pérdidas por tiempo de inactividad, que ocurren principalmente en la producción en masa. Se han fabricado moldes de grado industrial que cumplen con los requisitos utilizando acero 1.2344 ESU/H13, tras lo cual se les aplica un tratamiento térmico al vacío para alcanzar una dureza de 48-52 HRC. Las tolerancias de la cavidad están tan estrictamente controladas a 0,005 mm que se pueden realizar millones de ciclos de inyección estables.
El desgaste prematuro, la deformación y la formación de rebabas en los moldes resultan muy costosos, ya que implican paradas de mantenimiento y producción en la fabricación de equipos industriales. Este artículo se centra en la fabricación de precisión y el control de parámetros. Especifica soluciones de personalización de moldes de alta resistencia y larga duración para ayudar a las empresas a diseñar productos sin defectos y minimizar el tiempo de inactividad de los equipos. Ofrece una guía profesional en tres aspectos clave para la adquisición y el desarrollo de moldes industriales: selección de acero, control de tensiones y auditoría de proveedores de servicios .
Breve descripción general de los parámetros principales para moldes de inyección de grado industrial.
Aquí se describen claramente las principales características técnicas y los criterios de producción de moldes industriales a medida. Constituye una guía fundamental para todo el proceso de selección, aceptación e incluso optimización del molde, con la ayuda de los ingenieros, quienes podrán identificar rápidamente los indicadores del núcleo del molde que cumplen con los estándares.
Dimensión de evaluación central | Estándar de parámetros técnicos de grado industrial | Nivel de parámetro promedio de la industria | Beneficio principal para el cliente |
Dureza del acero | 48-52 HRC (1,2344 ESU/H13, temple al vacío + triple revenido). | 30-40 HRC (acero pretemplado ordinario). | Resiste la erosión por alta presión y previene el agrietamiento prematuro. |
Tolerancia de ajuste de cavidad | ±0,005 mm. | ±0,02 mm. | Elimine por completo las rebabas de las piezas y los errores de montaje. |
Ciclo de vida del diseño | ≥1.000.000 de ciclos (estándar SPI Clase 101). | 300.000-500.000 ciclos. | Reduce considerablemente los costos de reemplazo y mantenimiento del moho . |
Control de la contracción del moldeo | Tasa de contracción desigual ≤0,3% . | 0,8%-1,2%. | Evite la deformación, el alabeo y la desviación dimensional de las piezas. |
Diferencia de temperatura de la superficie del molde | ±2 °C (canal de agua de refrigeración conformada). | ±5°C~±8°C. | Garantizar la uniformidad dimensional en la producción en masa. |
Conclusiones clave
- La dureza del acero del molde es un factor determinante en su vida útil ; se recomienda un acero con una dureza de 48-52 HRC. El uso de acero templado al vacío con una dureza HRC elevada es una forma de mitigar los riesgos asociados a materiales de baja calidad.
- Una tolerancia precisa de la cavidad de 0,005 mm es fundamental para garantizar que las piezas mecánicas no fallen debido al uso a lo largo del tiempo.
- La auditoría de defectos de producción (DFM, por sus siglas en inglés) antes de comenzar la producción puede ayudar a identificar posibles problemas del proceso en una etapa muy temprana , lo que minimiza en gran medida el costo de los cambios de molde posteriores.
¿Por qué confiar en la experiencia de JS Precision en la fabricación de moldes de inyección a medida para componentes de equipos industriales?
Gracias a un sistema de calidad basado en estándares y conocimientos prácticos de los procesos, JS Precision puede abordar los fallos de producción en masa de moldes industriales desde la raíz , garantizando la constancia de la cadena de suministro para la empresa.
Los defectos en la producción de moldes se deben principalmente a la manipulación inadecuada de las operaciones de producción posteriores, aunque solo en el 20% de los casos, el 80% de los primeros fallos de moldes se deben a la falta de control temprano del proceso. Gracias a la implementación completa del sistema de gestión de calidad ISO 9001:2015 , JS Precision garantiza la trazabilidad total de la cadena de producción.
Además de estar equipada con dispositivos de alta precisión como la máquina CNC Makino y la máquina de electroerosión Sodick, JS Precision se dedica principalmente a la personalización de moldes industriales y profundiza en los procesos clave para cada escenario de usuario.
Un factor clave para la estabilidad del ensamblaje y la producción en masa de componentes es la precisión con la que se controla la tolerancia del molde. Un tratamiento térmico altamente estandarizado y procedimientos estrictos de control de tolerancia pueden reducir la tasa de fallos del molde en más del 90 %, eliminando así por completo el problema del tiempo de inactividad por reparación del molde durante la producción en masa.
A lo largo de los años, hemos desarrollado un profundo conocimiento del sector y hemos recopilado numerosas soluciones para la fabricación de piezas industriales complejas. Gracias a nuestra amplia experiencia en ingeniería, hoy en día somos uno de los principales proveedores colaboradores de confianza de muchas empresas de equipos industriales.
¿Desea verificar rápidamente la viabilidad del proceso de su proyecto de moldeo? Obtenga una evaluación técnica personalizada y gratuita para identificar con precisión los riesgos potenciales en la personalización de moldes para equipos.
¿Cómo influye directamente la dureza del acero para moldes en la vida útil de los moldes industriales?
La dureza y la microestructura del acero para moldes son factores clave que determinan la vida útil de los componentes duraderos de las herramientas de moldeo . Esto significa que, al utilizar aceros como el 1.2344 y el H13, que se endurecen al vacío hasta alcanzar una dureza estable de 48-52 HRC, el molde no sufrirá agrietamiento por tensión ni desgaste de la cavidad durante varios millones de ciclos de inyección a alta presión .
Deficiencias comunes en la selección de materiales dentro de la industria
En muchos casos, los fabricantes de moldes utilizan estándares muy vagos para la selección de materiales, sin proporcionar parámetros concretos. Esto suele provocar fallos en el molde y la paralización del proyecto . Los materiales de baja calidad reducen considerablemente la durabilidad de los moldes industriales en la producción en masa, ya que no cumplen con los requisitos de las herramientas de moldeo por inyección de alta calidad.
- Los fabricantes convencionales no distinguen entre las condiciones de operación y, como resultado, utilizan indiscriminadamente acero pretemplado de bajo costo. Sin embargo, este tipo de acero no es adecuado para procesos de moldeo industrial a alta temperatura y alta presión, reforzados con fibra de vidrio.
- Se omite el procedimiento de revenido en tres etapas, lo que provoca la presencia de tensiones residuales en el acero. Esto hace que el acero sea vulnerable a fisuras intergranulares cuando se expone a condiciones de alta presión.
- La ausencia de procesos de ensayo metalográfico provoca que el acero tenga un contenido insuficiente de martensita, lo que a su vez conduce al desprendimiento por fatiga de cavidades en escenarios de producción en masa prolongados .
Consultando la tabla a continuación, podrá determinar con mayor precisión en qué casos son apropiados los distintos aceros para moldes y cómo evitar errores de selección. En ella se ilustran las principales características y condiciones de uso de los aceros para moldes industriales más comunes.
Grado de acero | Rango de dureza después del tratamiento térmico | Grado de resistencia a la fatiga | Resistencia a la corrosión | Escenarios típicos de aplicación industrial |
1,2344 ESU/H13 | 48-52 HRC (temple al vacío + triple revenido). | Grado S (Nivel más alto) | De viscosidad media, apta para resinas industriales convencionales. | Cuerpos de válvulas de bombas, piezas estructurales de maquinaria pesada, piezas de chasis de automóviles. |
S136 ESR | 50-52 HRC (enfriamiento al vacío + tratamiento criogénico). | Grado S | Excelente, apto para resinas corrosivas como el PVC y el POM . | Componentes para equipos médicos , piezas industriales aptas para uso alimentario, cuerpos de válvulas de fibra de vidrio de alta calidad. |
718H | 30-35 HRC (preendurecido). | Grado A | Medio | Carcasas industriales generales, piezas estructurales de baja carga, producción en masa en un plazo de 100.000 ciclos . |
P20 | 28-32 HRC (preendurecido). | Grado B | General | Carcasas para equipos civiles, accesorios industriales de baja precisión, producción en masa en un plazo de 50.000 ciclos. |
NAK80 | 38-42 HRC (preendurecido + tratamiento de envejecimiento). | Grado A | Excelente | Paneles para equipos industriales, accesorios de calidad óptica, piezas de producción en masa de baja carga. |
Procesos estandarizados de selección de materiales y tratamiento térmico.
JS Precision se centra en mejorar las características microscópicas del acero para lograr el éxito en la producción industrial en masa bajo condiciones de alta presión . Mediante la implementación de un control de procesos estandarizado, previene problemas como la fatiga y el desgaste del acero, garantizando así un funcionamiento estable y a largo plazo de los moldes.
1. Las cavidades principales del núcleo están hechas de acero de grado industrial 1.2344 ESU/H13 y S136 de forma uniforme: estos son los aceros de grado industrial que están adaptados a condiciones de inyección superiores a 120 MPa.
2. Se aplicó un proceso de temple al vacío y revenido en tres etapas para mantener la dureza estable entre 48 y 52 HRC y para eliminar por completo la tensión residual del interior del acero.
3. La microestructura se controla cuidadosamente según el estándar de nivel 1 de martensita, lo que significa que no habrá grietas ni desgaste después de millones de ciclos.
Por lo tanto, un acero para moldes industriales de calidad no solo debe cumplir con el estándar de dureza superficial, sino que, lo que es más importante, debe poder someterse a un proceso completo de tratamiento térmico para optimizar la microestructura, mantener su durabilidad en condiciones de producción en masa a alta presión y a largo plazo, y extender eficazmente la vida útil general de los componentes duraderos del molde.
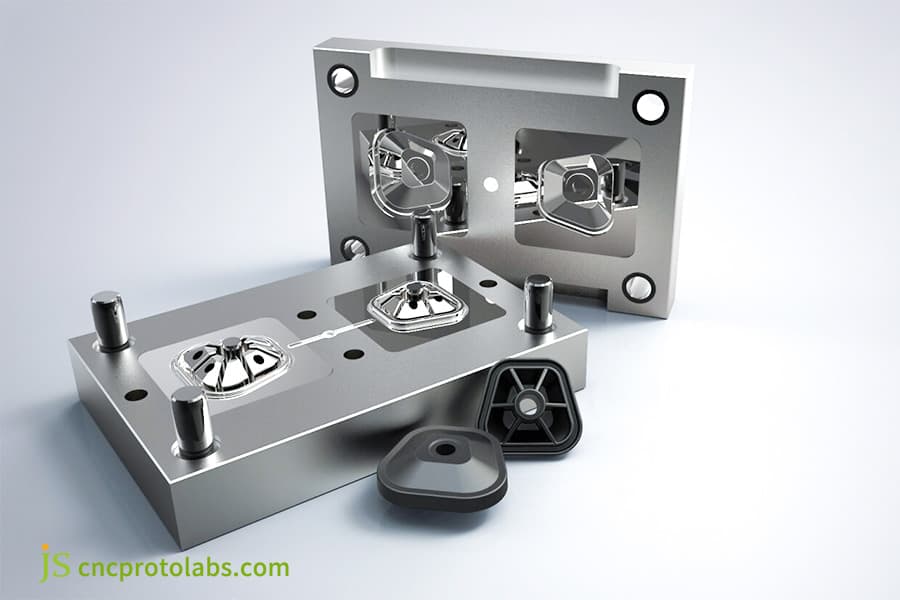
Figura 1: Dos grandes placas de acero y componentes de plástico negro dispuestos como piezas de montaje para moldeo por inyección.
¿Cómo controlar la tolerancia de ajuste en moldes de inyección personalizados mediante mecanizado de precisión?
Mediante procesos de fabricación de precisión, el utillaje de inyección a medida permite controlar con exactitud la tolerancia de ajuste. Las rebabas y las desviaciones dimensionales de las piezas industriales se eliminan por completo desde el origen al fijar la tolerancia del núcleo en 0,005 mm con la ayuda de fresadoras CNC de alta velocidad y equipos de electroerosión por hilo de baja velocidad.
Matriz de equipos de mecanizado de alta precisión
El control de tolerancias se basa firmemente en equipos de mecanizado de alta precisión que no solo permiten el desarrollo de piezas industriales complejas con superficies curvas irregulares y estructuras de precisión, sino que también garantizan la exactitud básica del mecanizado y la adaptabilidad del montaje de las herramientas de moldeo por inyección personalizadas.
- Resuelve el problema de los desfases posicionales en superficies curvas complejas en moldes multicavidad mediante el uso de un centro de mecanizado de cinco ejes articulados .
- Garantiza la precisión minúscula de estructuras pequeñas y piezas de acoplamiento mediante el método de mecanizado por electroerosión por hilo lento.
- Trabaja en un taller climatizado con una temperatura estable de 20 °C ± 0,5 °C para evitar desviaciones de tolerancia provocadas por la deformación térmica.
Proceso de inspección dimensional completa y control de calidad
En la fase inicial del mecanizado de precisión, para detectar defectos dimensionales ocultos y estabilizar la exactitud dimensional y de montaje de los moldes de producción en masa, se realiza una inspección de precisión dimensional completa con la ayuda de equipos especializados.
Los moldes industriales convencionales, con una tolerancia de 0,02 mm, solo son aptos para la producción de bienes de consumo, pero no cumplen con los requisitos de ensamblaje de precisión de los equipos industriales. Mediante una máquina de medición por coordenadas Zeiss, JS Precision realiza una inspección dimensional completa del molde y mantiene un estricto control de tolerancia de 0,005 mm, que es el estándar de tolerancia de precisión ISO 286 .
Esto evitará fallos de montaje y problemas de desgaste, y la metódica cadena de fabricación de moldes de inyección allanará por completo el camino hacia la precisión del molde.
Le invitamos a subir sus planos 3D Step a nuestro sistema de evaluación. Los expertos en fabricación de alta precisión de JS Precision le proporcionarán un presupuesto personalizado para el procesamiento del molde, incluyendo un análisis de tolerancias, en un plazo de 24 horas.

Figura 2: Primer plano de una máquina CNC mecanizando una pieza metálica para la fabricación de moldes de inyección en un entorno de fábrica.
¿Cómo solucionar las tensiones y deformaciones en el moldeo de herramientas para equipos industriales?
El problema de la deformación en el conformado de componentes industriales puede resolverse completamente mediante la optimización estructural y de parámetros. El utillaje de alta calidad para piezas industriales preoptimiza el diseño del circuito de agua y los parámetros de mantenimiento de presión , permite un enfriamiento y contracción uniformes, y mejora los problemas de producción en masa, como la deformación de las piezas y la desviación dimensional.
Principales problemas en la fundición de piezas industriales
Dado que las piezas industriales con paredes gruesas y fabricadas con plásticos de polipropileno reforzados con fibra de vidrio son susceptibles a la contracción anisotrópica, se pueden acumular tensiones residuales que provocan deformaciones y grietas . Este es un problema importante en la producción en masa de herramientas para equipos industriales, lo que resulta en tasas de producción bajas y estables.
1. Los materiales modificados, como el PA66+30%GF, presentan deformaciones, porosidad y defectos en las líneas de soldadura debido a una contracción por enfriamiento desigual.
2. La disipación de calor a través de canales rectos ordinarios produce una enorme diferencia de temperatura en la superficie del molde , lo que resulta en una contracción local excesiva de las piezas.
3. Concentración de tensiones internas en las piezas causada por parámetros de presión de mantenimiento fuera de rango, lo que las hace propensas a agrietarse y deformarse debido al uso prolongado .
Solución para la simulación del flujo de moldes y la optimización estructural
La simulación del flujo previo al moldeo y la optimización estructural le ayudarán a identificar los defectos del moldeo y, además de la simulación del flujo del molde, la optimización estructural ayuda a resolver los problemas relacionados con la deformación en la producción en masa debido al enfriamiento conforme, lo que aumenta la uniformidad del enfriamiento.
JS Precision aprovecha la función Moldflow para simular un proceso de moldeo por inyección , optimizar la estructura de la compuerta y el proceso de presión de sujeción segmentada, liberar con precisión la tensión interna , resolver por completo el problema de la deformación en la producción en masa de piezas de plástico y optimizar también la estabilidad del moldeo de las herramientas para piezas industriales.
¿Cómo puede el procesamiento de plásticos de ingeniería especiales promover la mejora de las herramientas industriales personalizadas?
El moldeo de plásticos de ingeniería especiales con alto contenido de fibra de vidrio, como el PEEK y el PPS, es prácticamente imposible, lo que exige estándares muy exigentes en cuanto a resistencia a altas temperaturas, ventilación y resistencia a la corrosión para la fabricación de herramientas industriales a medida. En estos casos, los métodos personalizados son la única forma de garantizar un alto rendimiento de las piezas.
Dificultades técnicas en el moldeo de plásticos especiales
La descomposición de plásticos especiales a altas temperaturas produce gases residuales. Los cambios en las dimensiones de la ranura de ventilación pueden provocar fácilmente el descarte de piezas, lo que constituye el principal problema técnico en la fabricación de herramientas industriales a medida .
1. Las ranuras de ventilación > 0,02 mm provocan rebabas en las piezas y, por lo tanto, alteran la tolerancia de ensamblaje.
2. Las ranuras de ventilación de menos de 0,005 mm pueden indicar la presencia de gases atrapados, y su combustión produce manchas negras de carbonización en la superficie.
3. Los aceros para moldes comunes se desgastan rápidamente debido a las fundiciones altamente corrosivas, lo que conlleva una reducción de la vida útil del molde.
Procesos de mejora de moldes específicos
Mediante el mecanizado de precisión a nivel micrométrico y un diseño de ventilación multietapa, estas características técnicas pueden modificarse con éxito para adaptarse a las condiciones extremas de moldeo de materiales especiales, logrando un equilibrio entre la eficacia de la ventilación y la precisión del moldeo, al tiempo que se estabilizan los índices de rendimiento de las piezas.
Diseñamos canales de ventilación de precisión multietapa que se adaptan al comportamiento de flujo de materiales especiales mediante la combinación de insertos mecanizados por CNC, altamente resistentes a la corrosión, y un sistema de control de temperatura del molde a alta temperatura . Estos sistemas sirven para resolver los problemas de quemaduras por fusión y rebabas, lo que nos permite implementar prácticas de fabricación de moldes de inyección más sofisticadas.
¿Su proyecto utiliza PEEK o plásticos modificados con fibra de vidrio de alta calidad? Póngase en contacto con el experimentado equipo de ingeniería de JS Precision y le diseñaremos una solución de desarrollo de moldes de ingeniería altamente compatible con el material.

Figura 3: Variedad de piezas de plástico negro de ingeniería, que muestran componentes mecanizados a medida utilizados en aplicaciones de herramientas industriales.
¿Qué estándares de auditoría DFM deberían poseer los proveedores de servicios de herramientas de moldeo personalizadas de alta calidad?
La principal ventaja de contratar a un proveedor profesional de servicios de fabricación de moldes a medida es que realizan auditorías DFM estandarizadas en la fase de diseño para detectar fallos de diseño, optimizar parámetros, eliminar riesgos de modificación y lograr una producción en masa estable.
Indicadores cuantitativos básicos de la auditoría profesional de DFM
Los indicadores de auditoría cuantitativos estandarizados son esenciales para un moldeo sin defectos y son el criterio fundamental que diferencia un servicio de herramientas de moldeo personalizadas de primera categoría de los fabricantes comunes. No solo ayudan a identificar diversos riesgos en la etapa de producción.
- Ángulo de desmoldeo de la superficie exterior: 1,5° para plásticos reforzados y 3° para superficies texturizadas, para evitar que la pieza se raye durante el proceso de desmoldeo.
- Además de estos indicadores, también se auditan minuciosamente la transición del espesor de la pared, el equilibrio de la eyección, la carrera del deslizador, las estructuras socavadas y la disposición de la compuerta .
- Se realiza una predicción muy precisa del riesgo de modificación del molde y la optimización estructural se lleva a cabo de forma proactiva para evitar costes de retrabajo de varias decenas de miles de dólares.
Diferencias técnicas entre proveedores y clientes
Un fabricante convencional simplemente copia el diseño básico del molde y no logra identificar problemas potenciales ni estructuras complejas. Esto, en última instancia, genera defectos de moldeo , lo que resulta en entregas con retraso e incluso modificaciones repetidas del molde. En cambio, nuestro sistema de auditoría DFM nos permite alcanzar una tasa de aprobación en el primer intento superior al 95%, con el consiguiente ahorro de tiempo y costes para nuestros clientes.
Un fabricante convencional solo podrá copiar las estructuras básicas de los moldes y no podrá prever los posibles problemas que surgen al moldear estructuras complejas, lo que fácilmente provocará modificaciones repetidas de los moldes y retrasos en las entregas. Contamos con un sistema de auditoría DFM consolidado que nos ayuda a aumentar la tasa de aprobación de los moldes de prueba, lo que mejora significativamente la calidad de la implementación de herramientas industriales personalizadas.
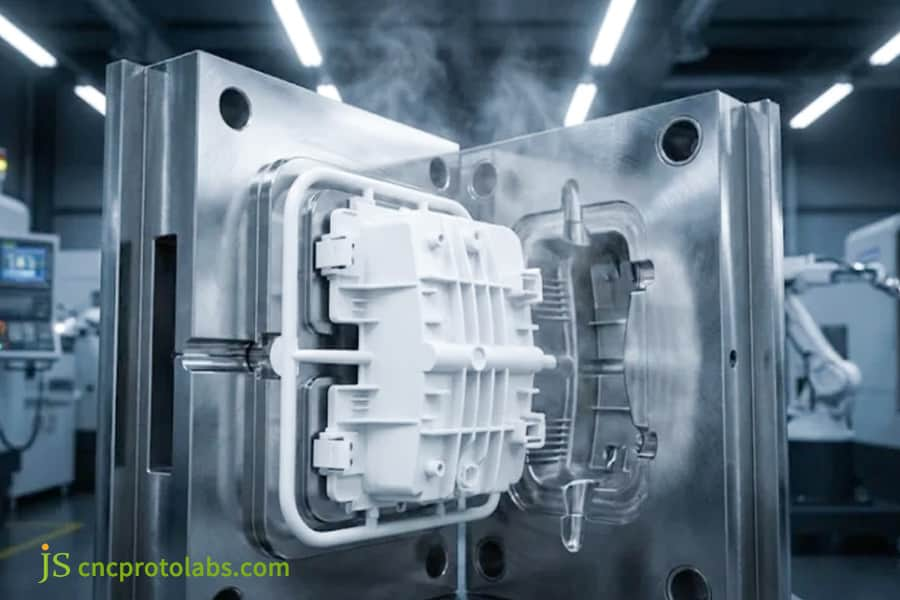
Figura 4: Componente de un molde sometido a mecanizado de precisión en un entorno de fabricación profesional.
¿Cómo resolvió JS Precision el problema del desgaste prematuro en los moldes de cuerpos de válvulas de nailon de alta resistencia?
Esta sección presenta un proyecto industrial real como ejemplo. El proyecto se basa en técnicas de fabricación de moldeo por inyección bien establecidas para resolver el problema del desgaste de los moldes de cuerpos de válvulas fabricados con nailon reforzado con fibra de vidrio de alta densidad mediante una serie de mejoras en los materiales, los procesos y el diseño, lo que resulta en un aumento significativo de la vida útil del molde .
Problemas complejos del cliente
Este fabricante de bombas y válvulas utilizaba moldes de acero P20 diseñados originalmente para el moldeo por inyección de cuerpos de válvulas de PA66 reforzados con un 40 % de fibra de vidrio. El desgaste por erosión de la fibra de vidrio fue la principal causa de la rotura de los moldes. Los métodos convencionales y bastante básicos de fabricación de moldes por inyección resultaron totalmente inadecuados para la producción en masa de fibra de vidrio de alta resistencia. De hecho, los moldes presentaban defectos como deformación de la entrada y problemas de rebabas. Esto provocó largos tiempos de inactividad para la reparación de los moldes y elevados costes de mantenimiento.
Solución de implementación paso a paso
Basándonos en nuestra experiencia práctica en el diseño de moldes para piezas industriales de fibra de vidrio de alta resistencia, nuestro equipo formuló un plan de optimización tetradimensional que abarca los materiales, los procesos, la estructura y el tratamiento de la superficie:
1. Mejora del material: Se utilizó un acero sueco S136 refundido por electroescoria de alta pureza y resistente al desgaste, en lugar del acero P20 suministrado originalmente, lo cual fue bastante razonable para las condiciones de erosión de la fibra de vidrio.
2. Optimización del tratamiento térmico: Temple al vacío por un tercero + revenido en tres etapas , lo que da como resultado una dureza de 50-52 HRC, mientras que la estructura metalográfica es de grado 1.
3. Modificación de la superficie: La cavidad y el canal se recubrieron con nano-CrN mediante PVD para aumentar la dureza por encima de 2000 HV, de modo que la superficie pueda resistir la erosión de la fibra de vidrio.
4. Optimización estructural: En lugar de una compuerta puntual, se utilizó una compuerta en forma de abanico para reducir el calor de corte local; además, se añadieron dos circuitos de agua separados (doble bucle) para equilibrar la temperatura.
Revisión del proyecto y lecciones aprendidas
En la segunda fase de las pruebas del molde, la presión de mantenimiento extremadamente alta provocó una formación de cristales irregular y una concentración de tensiones en el cuerpo de la válvula. El equipo modificó rápidamente los puntos de presión de mantenimiento y los parámetros de temperatura del molde para eliminar las tensiones residuales y corregir la deformación de la pieza. Este es un excelente ejemplo de la importancia de los procesos de moldeo personalizados.
Resultados de la implementación y comentarios de los clientes
El utillaje de inyección personalizado, optimizado para su uso , superó más de 1,15 millones de ciclos a plena capacidad, manteniendo tolerancias dimensionales estables y fácilmente controlables. Esto permitió al cliente reducir el tiempo de inactividad por reparaciones de moldes en un 92 %. Gracias a nuestra excelente capacidad de optimización de procesos, hemos resuelto un importante problema del sector y hemos establecido un referente de alta calidad para la producción en masa de utillaje de inyección personalizado de alta gama.
¿Desea replicar el mismo éxito y mejorar significativamente la eficiencia de su producción de componentes industriales? Póngase en contacto de inmediato con el equipo de expertos de JS Precision para obtener una solución personalizada de desarrollo de moldes.
¿Cómo equilibrar el coste y el retorno de la inversión en moldes industriales mediante mejoras tecnológicas?
La adquisición de moldes de inyección debe considerar el costo total del ciclo de vida del molde, en lugar de centrarse únicamente en el presupuesto inicial. Un diseño estructural estándar puede contribuir a equilibrar los costos de inversión y, por lo tanto, a lograr una mayor rentabilidad y retorno de la inversión en la producción en masa de moldes a lo largo del tiempo.
Modelo de cálculo del costo total de propiedad (TCO) del ciclo de vida completo del molde
Nuestro modelo de cálculo del ciclo de vida completo del TCO, desarrollado especialmente para este fin, permite calcular con precisión el coste total del uso del molde, evitando así pérdidas ocultas como el mantenimiento y el tiempo de inactividad derivados de la compra de un molde barato. Es la principal referencia para la compra de servicios de moldeo a medida.
La fórmula clave para el cálculo es: Coste total = T + (UV). El coste total de un molde depende no solo del precio inicial de compra, sino también de las pérdidas durante la producción en masa. De hecho, las pérdidas a largo plazo derivadas de moldes baratos y de baja calidad son mayores que la diferencia del precio de compra inicial.
Optimización de la comparación de costos y beneficios
Esquema de configuración del molde | Costo inicial de apertura del molde | Vida de servicio | Costo total de producción para 1 millón de piezas | Frecuencia de mantenimiento |
Molde de acero P20 ordinario | Precio base (inferior). | ≤300.000 ciclos. | Precio base. | Mantenimiento de alta frecuencia. |
Molde de acero 1.2344 con recubrimiento PVD | Un 30% más caro que el precio base. | ≥1.000.000 de ciclos. | Un 40% más barato que el precio base. | Casi no requiere mantenimiento. |
El diseño modular de los insertos permite adaptarlo a la producción de múltiples tipos de piezas, reduciendo los costes de apertura repetida de moldes, mejorando el retorno de la inversión a largo plazo y aumentando eficazmente la reutilización y la rentabilidad de las herramientas para equipos industriales .
¿Por qué elegir a JS Precision como su socio de confianza a largo plazo en la fabricación de herramientas industriales personalizadas?
La clave para una producción industrial estable y garantizada reside en una cadena de suministro de herramientas y equipos industriales estable y fiable . JS Precision se especializa en el diseño y la fabricación de moldes de precisión personalizados y no estándar , ofreciendo servicios de procesos estandarizados a un gran número de empresas industriales.
Sistema estandarizado de garantía de calidad
Para garantizar la calidad y la seguridad de la producción, nuestro sistema de control de calidad es estandarizado y sistemático, abarcando todo el proceso, desde la inspección de fabricación hasta la entrega . Documentamos y realizamos un seguimiento exhaustivo de cada paso, ofreciendo una sólida garantía de la estabilidad y la seguridad de la producción en masa de herramientas industriales personalizadas de alta calidad.
- Por nuestra parte, nos tomamos muy en serio el sistema de gestión de calidad ISO 9001:2015 y nos aseguramos de realizar la trazabilidad en todo el proceso, desde el procesamiento y las pruebas hasta la entrega.
- Con nuestra excelente gama de máquinas de procesamiento, podemos satisfacer las necesidades de herramientas para equipos industriales diversos, personalizados y de alta precisión y larga duración.
- Nos dedicamos a los sectores industriales en general, concentrando nuestros recursos técnicos en un nicho específico, con el objetivo de eliminar los problemas derivados de la falta de precisión en el proceso debido a la generalización del negocio.
Valor fundamental de la cooperación con el cliente.
Trabajamos para satisfacer las necesidades de producción a gran escala, esforzándonos constantemente por mejorar la calidad de los moldes, manteniendo los costes y los plazos de entrega dentro de niveles controlados para producir moldes industriales estables y rentables que puedan satisfacer las demandas de herramientas de moldeo por inyección personalizadas de alta gama.
El grupo se compromete a satisfacer las necesidades de producción en masa de nuestros clientes y se esfuerza continuamente por mantener un equilibrio adecuado entre la estabilidad del molde y los márgenes de beneficio. Además, ofrecemos un soporte fiable para moldes, facilitando así la producción a gran escala de componentes industriales.
¿Busca un fabricante que ofrezca productos de alta calidad a precios competitivos y una comunicación técnica fluida? Envíe su consulta formal a JS Precision hoy mismo y colaboremos para crear moldes robustos que combinen calidad superior y rentabilidad.
Preguntas frecuentes
P1: ¿Cuáles son los grados de acero más utilizados para la fabricación de moldes de inyección personalizados de grado industrial y cómo seleccionarlos en función de las necesidades de procesamiento?
Los grados de acero para moldes industriales varían según las condiciones de producción en masa. Para la producción en masa con cargas elevadas, se eligen los aceros 1.2344 y S136. Para cargas moderadas, se recomiendan los aceros 718H y P20. Si lo desea, puede compartir sus planos para obtener un plan de selección de materiales personalizado y un presupuesto preciso.
P2: ¿Cómo se garantiza que el espesor desigual de las paredes de componentes industriales complejos no provoque una contracción de la superficie durante el proceso de fabricación mediante moldeo por inyección?
Mejoramos el diseño de la compuerta mediante la simulación Moldflow, utilizamos piezas de cobre-berilio para las zonas más gruesas de las piezas con el fin de acelerar la disipación del calor y, al mismo tiempo, empleamos un circuito de agua a temperatura constante de 2 ℃ y un perfil de presión de mantenimiento de dos etapas para eliminar por completo el problema de la contracción de la superficie.
P3: ¿Por qué se dice que el servicio de fabricación de moldes personalizados de precisión debe incluir auditorías de defectos previas al diseño para la fabricación (DFM)? ¿Qué ahorros puede suponer para los compradores?
Mediante la realización de auditorías DFM previas a la producción, los fabricantes pueden detectar diversos problemas potenciales en las estructuras y el moldeo con antelación, lo que permite evitar de forma fiable y rentable las modificaciones secundarias del molde, que son muy costosas y provocan retrasos de 2 a 4 semanas en la entrega . Al mismo tiempo, estas auditorías aumentan continuamente el índice de aprobación del primer molde por encima del 95 %.
P4: ¿Cómo se garantiza la resistencia a la fatiga y al agrietamiento de los componentes duraderos de los moldes ante la producción industrial continua de piezas de alta intensidad?
Aplicamos tratamientos criogénicos y de alivio de tensiones en los insertos centrales que soportan la carga, con una estructura de grafito autolubricante y resistente al desgaste, y un nanorrevestimiento PVD de alta dureza como capa superficial, todo lo cual, en conjunto , mejora la resistencia a la fatiga y previene el agrietamiento del molde en la producción de alto volumen.
P5: ¿Cuál es el precio aproximado de un juego de moldes de inyección combinado con los servicios de mecanizado en JS Precision, y cuál es el alcance de los costes?
El costo de los moldes de alta resistencia con una vida útil de millones de ciclos comienza en unos pocos miles y puede llegar a decenas de miles de dólares estadounidenses. Nuestra lista de precios es clara y transparente , sin cargos ocultos , e incluye toda la gama de servicios de mecanizado y soporte.
P6: ¿Tienen algún plan de optimización de costes para pedidos de herramientas industriales personalizadas con bajo volumen y alta variedad?
Para pedidos de lotes pequeños con múltiples categorías, utilizamos una solución de base de molde universal con inserto reemplazable, lo que evita la necesidad de abrir el molde repetidamente y supone un ahorro del 40 % en los costes de apertura . Además, reduce el tiempo de muestreo y el ciclo de entrega de nuevos productos a 15 días o menos.
P7: ¿Cuál es el enfoque de JS Precision, como fabricante, con respecto a la gestión, el mantenimiento y el almacenamiento de los activos de moldes de inyección que están a nombre del cliente una vez finalizada la producción?
Una vez finalizada la producción, limpiaremos los moldes por completo, les aplicaremos medidas anticorrosión y los almacenaremos en un almacén con temperatura controlada y a prueba de humedad para su correcta gestión . Los clientes que mantengan una relación comercial a largo plazo tendrán derecho a una garantía gratuita durante toda la vida útil de los moldes, además del reemplazo gratuito de los consumibles deslizantes.
P8: ¿Cuántos días laborables suele tardar el proceso desde la recepción de los planos hasta la obtención de la primera muestra final aprobada (muestra T1) en un proyecto de moldeo por inyección de piezas industriales?
El plazo de entrega para la fabricación de moldes para piezas industriales suele ser de 25 a 35 días laborables. Ofrecemos un plan DFM (Diseño para la Fabricación) en 2 días, el mecanizado de precisión se realiza en 15-20 días, seguido del montaje, el ajuste del molde y el moldeo de prueba. La primera muestra validada puede enviarse en 24 horas.
Resumen
Los moldes de inyección industriales fabricados con materiales de alta calidad, que ofrecen una larga vida útil y una excelente estabilidad, pasan por cuatro procesos principales: tratamiento térmico de acero de alta dureza, que garantiza una precisión con tolerancias a nivel micrométrico, diseño de refrigeración conformada y auditoría DFM previa a la producción, para aprovechar las ventajas de una producción de ciclo muy largo sin agrietamiento ni desgaste, y así evitar los drásticos costes de reparación de moldes y los tiempos de inactividad de la producción que ocurren con bastante frecuencia .
JS Precision es una empresa que ofrece moldes industriales de precisión a medida y cuenta con un sistema altamente desarrollado que es garantía de calidad, así como con un equipo profesional de maquinistas capaces de resolver los problemas que surgen en la producción en masa de moldes industriales.
Haga clic en el botón a continuación para enviarnos su consulta y planos CAD , o envíe un correo electrónico directamente a nuestro departamento de ingeniería. ¡Utilicemos los servicios técnicos profesionales más rigurosos y realistas para personalizar moldes seguros, confiables y altamente rentables para usted!

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

