
Gli stampi a iniezione rappresentano la struttura di base che permette ai componenti delle apparecchiature industriali di mantenere la loro forma con precisione, anche in presenza di elevate pressioni e sollecitazioni che variano ripetutamente in un ambiente di fabbrica. Risolvono quindi i principali problemi del settore, come le cricche da fatica, le variazioni dimensionali e le ingenti perdite dovute ai tempi di inattività, che si verificano soprattutto nella produzione di massa. Gli stampi di livello industriale, conformi alle normative, sono realizzati in acciaio 1.2344 ESU/H13, successivamente sottoposto a trattamento termico sottovuoto per raggiungere una durezza di 48-52 HRC. Le tolleranze delle cavità sono controllate con una precisione di 0,005 mm, consentendo l'esecuzione di milioni di cicli di iniezione stabili.
L'usura prematura, la deformazione e la formazione di bave negli stampi comportano costi elevatissimi in termini di manutenzione e fermi di produzione nella fabbricazione di attrezzature industriali. Questo articolo si concentra sulla produzione di precisione e sul controllo dei parametri. Specifica soluzioni di personalizzazione degli stampi ad alta resistenza e lunga durata per aiutare le aziende a progettare prodotti privi di difetti e a ridurre al minimo i tempi di fermo delle attrezzature. Offre un riferimento professionale in tre aspetti – selezione dell'acciaio, controllo delle sollecitazioni e verifica dei fornitori di servizi – dell'approvvigionamento e dello sviluppo di stampi industriali.
Panoramica rapida dei parametri fondamentali per gli stampi a iniezione di livello industriale
In questo documento vengono chiaramente delineate le principali caratteristiche tecniche e i criteri di produzione degli stampi su misura di livello industriale. Si tratta di una guida fondamentale per l'intero processo di selezione, collaudo e persino ottimizzazione del processo di stampaggio, grazie al quale gli ingegneri saranno in grado di individuare tempestivamente gli indicatori chiave dello stampo che soddisfano gli standard richiesti.
Dimensione di valutazione principale | Standard dei parametri tecnici di livello industriale | Livello medio dei parametri del settore | Vantaggio principale per il cliente |
Durezza dell'acciaio | 48-52 HRC (1,2344 ESU/H13, tempra sotto vuoto + triplo rinvenimento). | 30-40 HRC (acciaio pre-temprato ordinario). | Resiste all'erosione ad alta pressione e previene la formazione precoce di crepe. |
Tolleranza di adattamento della cavità | ±0,005 mm. | ±0,02 mm. | Elimina completamente le bave di stampaggio e gli errori di assemblaggio. |
Ciclo di vita della progettazione | ≥1.000.000 di cicli (standard SPI Classe 101). | 300.000-500.000 cicli. | Riduce notevolmente i costi di sostituzione e manutenzione degli stampi . |
Controllo del ritiro dello stampaggio | Tasso di restringimento non uniforme ≤0,3% . | 0,8%-1,2%. | Evitare deformazioni, incurvamenti e deviazioni dimensionali dei componenti. |
Differenza di temperatura superficiale dello stampo | ±2°C (canale dell'acqua di raffreddamento conforme). | ±5°C~±8°C. | Garantire la coerenza dimensionale nella produzione di massa. |
Punti chiave
- La durezza dell'acciaio dello stampo è fondamentale per determinarne la durata; si raccomanda un acciaio con una durezza di 48-52 HRC. L'utilizzo di acciaio temprato sottovuoto con un valore HRC elevato è un modo per mitigare i rischi derivanti da materiali di scarsa qualità.
- Una tolleranza di cavità precisa di 0,005 mm è fondamentale per garantire che i componenti meccanici non si guastino a causa dell'usura nel tempo.
- L'analisi dei difetti di produzione (DFM) prima dell'avvio della produzione consente di identificare i possibili problemi di processo in una fase molto precoce , riducendo notevolmente i costi delle successive modifiche degli stampi.
Perché affidarsi all'esperienza di JS Precision nella realizzazione di stampi a iniezione personalizzati per componenti di apparecchiature industriali?
Grazie a un sistema di qualità basato su standard e su un solido know-how pratico di processo, JS Precision è in grado di affrontare alla radice i problemi di produzione in serie degli stampi industriali , garantendo la continuità della catena di fornitura per l'azienda.
La produzione di stampi non conformi è dovuta principalmente a una gestione impropria delle fasi successive della produzione (solo il 20% dei casi), mentre l'80% dei guasti iniziali degli stampi è causato dalla mancanza di un controllo tempestivo del processo. Grazie alla completa implementazione del sistema di gestione della qualità ISO 9001:2015 , JS Precision garantisce la tracciabilità completa della catena di produzione.
Oltre a essere dotata di dispositivi di alta precisione come Makino CNC e Sodick EDM, JS Precision si dedica principalmente alla personalizzazione dello stampaggio industriale e si concentra a fondo sui processi chiave per ogni specifica esigenza del cliente.
Un fattore fondamentale per la stabilità dell'assemblaggio e della produzione in serie dei componenti è la precisione con cui viene controllata la tolleranza dello stampo. Trattamenti termici altamente standardizzati e rigorose procedure di controllo della tolleranza possono ridurre i tassi di guasto degli stampi di oltre il 90%, eliminando completamente il problema dei fermi macchina per la riparazione degli stampi durante la produzione in serie.
Nel corso degli anni abbiamo maturato una conoscenza approfondita del settore e sviluppato numerose soluzioni per la produzione di componenti industriali complessi. Grazie alla nostra solida competenza ingegneristica, siamo oggi uno dei principali e più affidabili fornitori di molte aziende produttrici di apparecchiature industriali.
Desideri verificare rapidamente la fattibilità del processo per il tuo progetto di stampaggio? Richiedi una valutazione tecnica individuale gratuita per identificare con precisione i potenziali rischi nella personalizzazione degli stampi per attrezzature.
In che modo la durezza dell'acciaio per stampi determina direttamente la durata degli stampi industriali?
La durezza e la microstruttura dell'acciaio per stampi sono i fattori principali che determinano la durata utile dei componenti degli stampi . Ciò significa che, utilizzando acciai come il 1.2344 e l'H13, temprati sottovuoto a una durezza stabile di 48-52 HRC, lo stampo non subirà cricche da stress o usura della cavità per diversi milioni di cicli di iniezione ad alta pressione .
Carenze comuni nella selezione dei materiali nel settore
In molti casi, i produttori di stampi utilizzano standard molto vaghi per la selezione dei materiali, senza fornire parametri concreti. Ciò spesso porta al cedimento dello stampo e al blocco del progetto . Materiali scadenti riducono notevolmente la durata degli stampi industriali nella produzione di massa, non riuscendo a soddisfare i requisiti di stampi a iniezione di alta qualità.
- I produttori tradizionali non distinguono tra le diverse condizioni operative e, di conseguenza, utilizzano indiscriminatamente acciaio pre-temprato a basso costo. Tuttavia, questo tipo di acciaio non è adatto per applicazioni di stampaggio industriale ad alta temperatura e alta pressione, come nel caso di materiali rinforzati con fibra di vetro.
- Viene omessa la procedura di tempra a tre stadi, il che causa la presenza di tensioni residue nell'acciaio. Ciò rende l'acciaio vulnerabile alle cricche intergranulari se esposto a condizioni di alta pressione.
- L'assenza di processi di controllo metallografico fa sì che l'acciaio presenti un contenuto insufficiente di martensite, il che a sua volta porta a sfaldamento da fatica della cavità in scenari di produzione di massa prolungata .
Consultando la tabella sottostante, potrete individuare con maggiore precisione i casi in cui i diversi acciai per stampi sono appropriati e come evitare errori di selezione. La tabella illustra le principali caratteristiche e le condizioni operative per le quali è possibile utilizzare i più comuni acciai per stampi industriali.
Grado dell'acciaio | Intervallo di durezza dopo il trattamento termico | Grado di resistenza alla fatica | Resistenza alla corrosione | Scenari tipici di applicazione industriale |
1.2344 ESU/H13 | 48-52 HRC (tempra sotto vuoto + triplo rinvenimento). | Grado S (livello più alto) | Media, adatta per resine industriali convenzionali. | Corpi valvola per pompe, componenti strutturali per macchinari pesanti, componenti del telaio per autoveicoli. |
S136 ESR | 50-52 HRC (tempra sottovuoto + trattamento criogenico). | Grado S | Eccellente, adatto per resine corrosive come PVC e POM . | Componenti per apparecchiature mediche , componenti industriali per uso alimentare, corpi valvola in fibra di vetro ad alta resistenza. |
718H | 30-35 HRC (pre-temprato). | Grado A | Mezzo | Alloggiamenti industriali generici, componenti strutturali a basso carico, produzione di massa entro 100.000 cicli . |
P20 | 28-32 HRC (pre-temprato). | Grado B | Generale | Alloggiamenti per apparecchiature civili, accessori industriali di bassa precisione, produzione di massa entro 50.000 cicli. |
NAK80 | 38-42 HRC (pre-indurimento + trattamento di invecchiamento). | Grado A | Eccellente | Pannelli per apparecchiature industriali, accessori di qualità ottica, componenti per la produzione in serie a basso carico. |
Selezione standardizzata dei materiali e processi di trattamento termico
JS Precision si concentra sul miglioramento delle caratteristiche microscopiche dell'acciaio per garantire il successo della produzione industriale di massa in condizioni di alta pressione . Implementando un controllo di processo standardizzato, previene sostanzialmente problemi di guasto come la fatica e l'usura dell'acciaio, garantendo così un funzionamento stabile a lungo termine degli stampi.
1. Le cavità principali del nucleo sono realizzate in modo uniforme con acciaio industriale 1.2344 ESU/H13 e S136 : si tratta di acciai industriali adatti a condizioni di iniezione superiori a 120 MPa.
2. È stato applicato un processo di tempra sottovuoto + rinvenimento in tre fasi per mantenere la durezza stabile a 48-52 HRC e per rimuovere completamente le tensioni residue all'interno dell'acciaio.
3. La microstruttura è accuratamente controllata secondo lo standard di martensite di livello 1, il che significa che non si verificheranno crepe o usura dopo milioni di cicli.
Pertanto, un acciaio per stampi industriali qualificato non solo deve soddisfare lo standard di durezza superficiale, ma, cosa ancora più importante, deve essere in grado di garantire un processo di trattamento termico completo per ottimizzare la microstruttura, rimanere durevole in condizioni di produzione di massa ad alta pressione a lungo termine e prolungare efficacemente la durata complessiva dei componenti dello stampo.
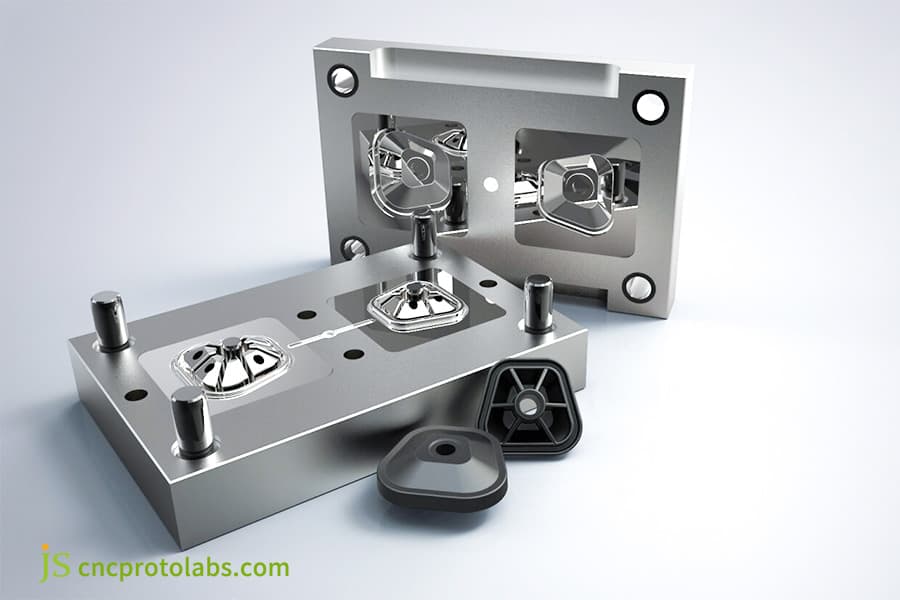
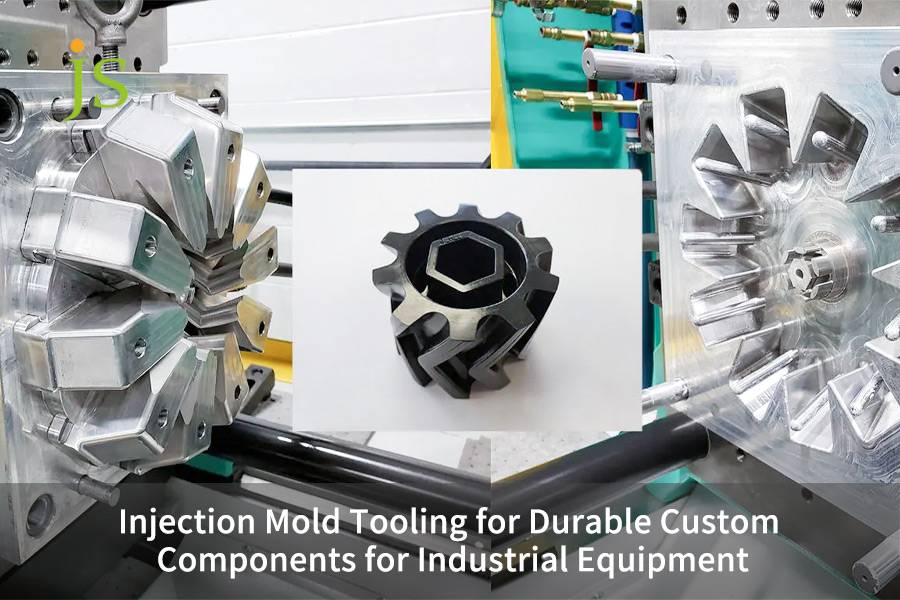
Figura 1: Due grandi piastre d'acciaio e componenti in plastica nera disposti come parti di un assemblaggio stampato a iniezione.
Come controllare la tolleranza di accoppiamento negli stampi a iniezione personalizzati tramite lavorazioni di precisione?
La realizzazione di stampi a iniezione personalizzati tramite processi di produzione di precisione consente di controllare con accuratezza le tolleranze di accoppiamento. Le bave e le deviazioni dimensionali dei componenti industriali vengono completamente eliminate alla fonte, bloccando la tolleranza del nucleo a 0,005 mm grazie all'utilizzo di fresatrici CNC ad alta velocità e macchine per elettroerosione a filo lento.
Matrice delle attrezzature per la lavorazione di alta precisione
Il controllo delle tolleranze si basa su solide fondamenta, costituite da macchinari di alta precisione che non solo consentono lo sviluppo di componenti industriali complessi con superfici curve irregolari e strutture di precisione , ma garantiscono anche l'accuratezza di lavorazione e l'adattabilità di assemblaggio degli stampi a iniezione personalizzati.
- Risolve il problema degli scostamenti di posizione su superfici curve complesse in stampi multicavità grazie all'impiego di un centro di lavoro a cinque assi .
- Garantisce una precisione millimetrica di piccole strutture e componenti di accoppiamento grazie al metodo di lavorazione a elettroerosione a filo lento.
- Lavora in un'officina climatizzata con una temperatura stabile di 20 °C ± 0,5 °C per prevenire deviazioni di tolleranza indotte da deformazioni termiche.
Processo di ispezione e controllo qualità tridimensionale completo
Nella fase iniziale della lavorazione di precisione, per far emergere difetti dimensionali nascosti e stabilizzare la precisione dimensionale e di assemblaggio degli stampi per la produzione in serie, viene eseguita un'ispezione dimensionale di precisione completa con l'ausilio di attrezzature specializzate.
Gli stampi industriali standard con una tolleranza di 0,02 mm sono adatti solo alla produzione di beni di consumo, ma non sono in grado di soddisfare i requisiti di precisione di assemblaggio delle apparecchiature industriali. Grazie a una macchina di misura a coordinate Zeiss, JS Precision effettua un controllo dimensionale completo dello stampo e mantiene una tolleranza rigorosamente a 0,005 mm, conforme allo standard di precisione ISO 286 .
Questo terrà a bada i guasti di assemblaggio e i problemi di usura, e la meticolosa catena di produzione degli stampi a iniezione aprirà completamente la strada alla precisione dello stampo.
Vi invitiamo a caricare i vostri disegni 3D Step sul nostro sistema di valutazione. Gli esperti di produzione di alta precisione di JS Precision vi forniranno un preventivo personalizzato per la lavorazione dello stampo, comprensivo di analisi delle tolleranze, entro 24 ore.

Figura 2: Primo piano di una macchina CNC che lavora un componente metallico per la realizzazione di stampi a iniezione in un contesto industriale.
Come risolvere le tensioni e le deformazioni negli stampi per attrezzature industriali?
Il problema della deformazione nella formatura di componenti industriali può essere risolto in modo completo attraverso l'ottimizzazione strutturale e parametrica. Gli stampi di alta qualità per componenti industriali pre-ottimizzano la configurazione del circuito idraulico e i parametri di mantenimento della pressione , garantiscono un raffreddamento e una contrazione uniformi e migliorano i problemi di produzione in serie come la deformazione dei pezzi e la deviazione dimensionale.
Principali problematiche nella fusione di componenti industriali
Poiché i componenti industriali con pareti spesse e realizzati in polipropilene rinforzato con fibra di vetro sono soggetti a ritiro anisotropo, a causa del quale possono accumularsi tensioni residue che provocano deformazioni e crepe nei pezzi , questo rappresenta un problema rilevante nella produzione in serie di attrezzature industriali, con conseguenti bassi tassi di produzione stabili.
1. I materiali modificati come il PA66+30%GF presentano deformazioni, porosità e difetti lungo le linee di saldatura a causa del ritiro da raffreddamento non uniforme.
2. La dissipazione del calore attraverso i normali canali rettilinei porta a un'enorme differenza di temperatura sulla superficie dello stampo, con conseguente eccessivo ritiro locale dei pezzi.
3. Concentrazione di stress interno nelle parti causata da parametri di pressione di mantenimento fuori intervallo, che le rende soggette a crepe e deformazioni dovute all'uso prolungato .
Soluzione per la simulazione del flusso di stampaggio e l'ottimizzazione strutturale
La simulazione del flusso pre-stampaggio e l'ottimizzazione strutturale ti aiuteranno a identificare i difetti di stampaggio e, oltre alla simulazione del flusso di stampaggio, l'ottimizzazione strutturale contribuisce a risolvere i problemi relativi alla deformazione nella produzione di massa dovuta al raffreddamento conforme , che aumenta l'uniformità del raffreddamento.
JS Precision sfrutta la funzione Moldflow per simulare un processo di stampaggio a iniezione , ottimizzare la struttura del canale di iniezione e il processo di pressione di mantenimento segmentata, rilasciare con precisione le tensioni interne , risolvere completamente il problema della deformazione nella produzione in serie di componenti in plastica e ottimizzare la stabilità dello stampaggio degli utensili per componenti industriali.
In che modo la lavorazione di materie plastiche ingegneristiche speciali può favorire l'ammodernamento degli utensili industriali personalizzati?
Stampare tecnopolimeri speciali ad alto contenuto di fibra di vetro come PEEK e PPS è quasi impossibile, il che impone standard molto elevati in termini di resistenza alle alte temperature, ventilazione e resistenza alla corrosione per gli stampi industriali personalizzati. In questi casi, i metodi personalizzati sono l'unica soluzione per garantire un'elevata resa produttiva.
Difficoltà tecniche nello stampaggio di materie plastiche speciali
La decomposizione di plastiche speciali ad alta temperatura produce gas residui. Le variazioni dimensionali della scanalatura di sfiato possono facilmente generare scarti di lavorazione, che rappresentano il principale problema tecnico nella realizzazione di stampi industriali personalizzati .
1. Le scanalature di ventilazione superiori a 0,02 mm causano bave sui pezzi e di conseguenza compromettono la tolleranza di assemblaggio.
2. Scanalature di ventilazione inferiori a 0,005 mm possono indicare la presenza di gas intrappolati, la cui combustione provoca la formazione di macchie nere di carbonizzazione sulla superficie.
3. Gli acciai per stampi comuni si usurano rapidamente a contatto con fusioni altamente corrosive, riducendo così la durata degli stampi.
Processi mirati di miglioramento della muffa
Grazie alla lavorazione di precisione a livello micrometrico e alla progettazione di sistemi di ventilazione multistadio, queste caratteristiche tecniche possono essere modificate con successo per adattarsi alle condizioni di stampaggio estreme di materiali speciali, raggiungendo un compromesso tra efficacia della ventilazione e precisione di stampaggio, stabilizzando al contempo i tassi di resa dei pezzi.
Realizziamo canali di ventilazione di precisione multistadio su misura, coerenti con il comportamento di flusso di materiali speciali, combinando l'utilizzo di inserti lavorati a CNC, altamente resistenti alla corrosione, e un sistema di controllo della temperatura dello stampo ad alta temperatura . Questo sistema risolve i problemi di bruciatura e sbavatura del fuso, consentendoci di implementare pratiche di produzione di stampi a iniezione più raffinate.
Il vostro progetto prevede l'utilizzo di PEEK o di plastiche modificate con fibre di vetro ad alto contenuto? Contattate il team di ingegneri esperti di JS Precision: svilupperemo per voi una soluzione di stampaggio ingegneristico su misura, altamente compatibile con i materiali.

Figura 3: Una varietà di componenti in plastica nera lavorata, che mostrano elementi personalizzati utilizzati in applicazioni di utensili industriali.
Quali standard di audit DFM dovrebbero possedere i fornitori di servizi di stampaggio personalizzato di alta qualità?
Il principale vantaggio di affidarsi a un fornitore di servizi professionali per la realizzazione di stampi personalizzati è che questi conducono audit DFM standardizzati in fase di progettazione per individuare difetti di progettazione, ottimizzare i parametri, eliminare i rischi di modifica e garantire una produzione di massa stabile.
Indicatori quantitativi fondamentali per l'audit DFM professionale
Gli indicatori di audit quantitativi standardizzati sono essenziali per uno stampaggio senza difetti e rappresentano i criteri fondamentali che distinguono un servizio di stampaggio personalizzato di alta qualità dai produttori ordinari. Essi non solo aiutano a identificare i vari rischi nella fase di produzione.
- Angolo di estrazione dalla superficie esterna per le plastiche rinforzate 1,5, per la superficie testurizzata 3, in modo che il pezzo non venga graffiato durante il processo di estrazione.
- Oltre a questi indicatori, vengono inoltre esaminati a fondo la transizione dello spessore della parete, il bilanciamento dell'espulsione, la corsa del cursore, le strutture sottosquadro e la disposizione del punto di iniezione .
- Viene effettuata una previsione estremamente accurata del rischio di modifica dello stampo e l'ottimizzazione strutturale viene eseguita in modo proattivo per evitare costi di rilavorazione pari a diverse decine di migliaia di dollari.
Differenze tecniche tra fornitori e clienti
Un produttore tradizionale si limiterà a copiare il design di base dello stampo, trascurando l'individuazione di potenziali problemi e la complessità delle strutture di stampaggio. Ciò porterà inevitabilmente alla comparsa di difetti di stampaggio , con conseguenti ritardi nelle consegne e persino ripetute modifiche dello stampo. Il nostro sistema di audit DFM (Design for Manufacturing) ci consente invece di raggiungere un tasso di successo al primo tentativo superiore al 95%, con un conseguente risparmio di tempo e costi per i nostri clienti.
Un produttore tradizionale si limiterà a copiare le strutture di base degli stampi, senza essere in grado di prevedere i potenziali problemi legati alla realizzazione di strutture complesse , che potrebbero facilmente causare ripetute modifiche agli stampi e ritardi nelle consegne. Noi disponiamo di un sistema di audit DFM (Design for Manufacturing) consolidato che ci consente di aumentare il tasso di successo dei test sugli stampi, migliorando significativamente la qualità della realizzazione di attrezzature industriali personalizzate.
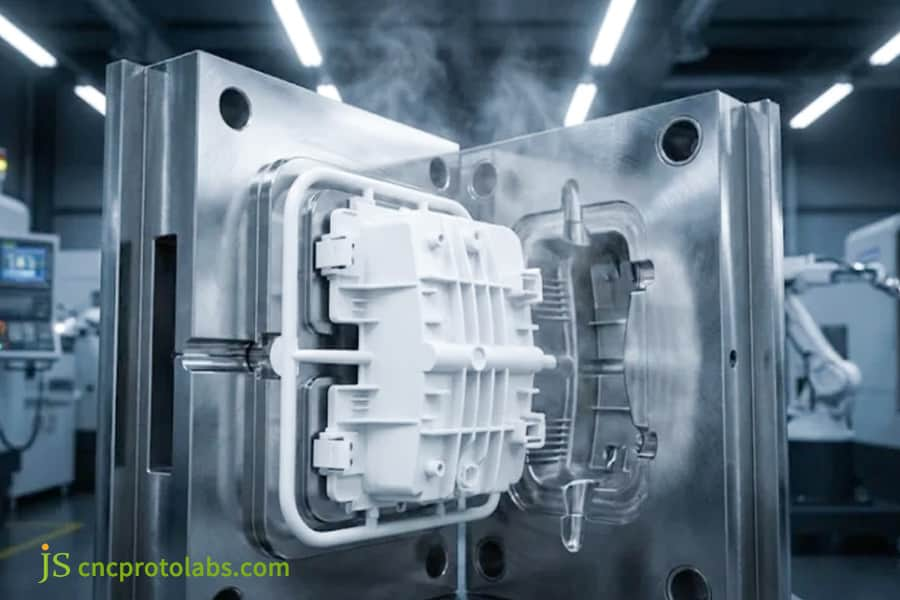
Figura 4: Un componente di uno stampo sottoposto a lavorazione di precisione in un ambiente di produzione professionale.
Come ha fatto JS Precision a risolvere il problema dell'usura prematura negli stampi per corpi valvola in nylon ad alta resistenza?
Questa sezione presenta un progetto industriale reale a titolo di esempio. Il progetto si basa su consolidate tecniche di stampaggio a iniezione per risolvere il problema dell'usura degli stampi per corpi valvola realizzati in nylon rinforzato con fibre di vetro, attraverso una serie di evoluzioni di materiali, processi e design che hanno portato a un significativo aumento della durata dello stampo .
Problemi complessi del cliente
Questo produttore di pompe e valvole aveva stampi in acciaio P20 originariamente progettati per lo stampaggio a iniezione di corpi valvola in PA66 rinforzato con il 40% di fibra di vetro. L'usura da erosione della fibra di vetro era la causa principale del cedimento degli stampi. I metodi convenzionali e piuttosto basilari di produzione tramite stampaggio a iniezione si sono rivelati totalmente inadeguati per la produzione in serie di fibra di vetro, un materiale molto resistente. Infatti, gli stampi presentavano difetti come deformazioni del punto di iniezione e problemi di bava. Ciò causava notevoli tempi di fermo per la riparazione degli stampi e costi di manutenzione elevati.
Soluzione di implementazione passo passo
Attingendo alla nostra esperienza pratica nella progettazione di stampi per componenti industriali in fibra di vetro ad alta densità, il nostro team ha formulato un piano di ottimizzazione quadridimensionale che comprende materiali, processi, struttura e trattamento superficiale:
1. Aggiornamento dei materiali: è stato utilizzato un acciaio svedese S136 ad alta purezza resistente all'usura, rifuso mediante elettroslag, al posto dell'acciaio P20 originariamente fornito, che era comunque adeguato alle condizioni di erosione della fibra di vetro.
2. Ottimizzazione del trattamento termico: tempra sottovuoto effettuata da terzi + rinvenimento in tre fasi , con conseguente durezza di 50-52 HRC, mentre la struttura metallografica è conforme allo standard di Grado 1.
3. Modifica della superficie: la cavità e il canale di alimentazione sono stati rivestiti con nano-CrN PVD per aumentare la durezza oltre i 2000 HV, in modo che la superficie possa resistere all'erosione della fibra di vetro.
4. Ottimizzazione strutturale: Invece di una paratoia puntiforme, è stata utilizzata una paratoia a ventaglio per ridurre il calore di taglio locale; inoltre, sono stati aggiunti due circuiti idraulici separati (doppio circuito) per bilanciare la temperatura.
Revisione del progetto e lezioni apprese
Nella seconda fase dei test di stampaggio, l'elevatissima pressione di mantenimento ha innescato una formazione cristallina irregolare e una concentrazione di tensioni nel corpo valvola. Il team ha modificato rapidamente i punti di pressione di mantenimento e i parametri di temperatura dello stampo non solo per eliminare le tensioni residue, ma anche per risolvere il problema della deformazione del pezzo. Questo è un ottimo esempio di quanto siano importanti i processi di stampaggio personalizzati.
Risultati dell'implementazione e feedback dei clienti
Lo stampo a iniezione personalizzato, ottimizzato grazie a questa ottimizzazione , ha superato oltre 1,15 milioni di cicli a pieno regime, con tolleranze dimensionali stabili e facilmente controllabili, consentendo al cliente di ridurre del 92% i tempi di fermo per le riparazioni dello stampo. Grazie alle nostre eccellenti competenze nell'ottimizzazione dei processi, abbiamo risolto un importante problema del settore e ottenuto un esempio di alta qualità per la produzione in serie di stampi a iniezione personalizzati di fascia alta.
Desiderate replicare lo stesso successo e migliorare significativamente l'efficienza della vostra produzione di componenti industriali? Contattate subito il team di esperti di JS Precision per una soluzione personalizzata di sviluppo stampi.
Come bilanciare costi e ritorno sull'investimento (ROI) per gli stampi industriali attraverso miglioramenti tecnologici?
Nella fase di acquisto degli stampi a iniezione, è opportuno considerare il costo totale del ciclo di vita dello stampo, anziché concentrarsi unicamente sul preventivo iniziale. Una progettazione strutturale standard può comunque contribuire a bilanciare i costi di investimento e, di conseguenza, a ottenere una migliore efficacia in termini di costi e un maggiore ritorno sull'investimento per la produzione in serie degli stampi nel tempo.
Modello di calcolo del costo totale di proprietà (TCO) per l'intero ciclo di vita degli stampi
Il nostro modello di calcolo TCO (Total Cost of Ownership) per l'intero ciclo di vita, sviluppato appositamente, è in grado di calcolare con precisione il costo totale di utilizzo dello stampo, evitando così perdite occulte come manutenzione e tempi di inattività dovuti all'acquisto di uno stampo economico. Rappresenta il principale punto di riferimento per l'acquisto di servizi di stampaggio personalizzato.
La formula chiave per il calcolo è: CostoTotale = T + (UV). Il costo complessivo di uno stampo dipende non solo dal prezzo iniziale di apertura dello stampo, ma anche dalle perdite durante la produzione in serie. Infatti, le perdite a lungo termine derivanti da stampi economici e di bassa qualità sono effettivamente superiori alla differenza di prezzo di acquisto iniziale.
Ottimizzazione del confronto costi-benefici
Schema di configurazione dello stampo | Costo iniziale di apertura dello stampo | Durata di servizio | Costo totale di produzione per 1 milione di pezzi | Frequenza di manutenzione |
Stampo in acciaio P20 ordinario | Prezzo base (inferiore). | ≤300.000 cicli. | Prezzo base. | Manutenzione ad alta frequenza. |
1.2344 Acciaio + stampo con rivestimento PVD | 30% in più rispetto al prezzo base. | ≥1.000.000 di cicli. | Sconto inferiore del 40% rispetto al prezzo base. | Praticamente esente da manutenzione. |
La progettazione modulare degli inserti si adatta alla produzione di molteplici tipologie di componenti, riducendo i costi di apertura ripetuta degli stampi, migliorando il ritorno sull'investimento a lungo termine e incrementando efficacemente la riutilizzabilità e la redditività degli utensili per macchinari industriali .
Perché scegliere JS Precision come partner di fiducia a lungo termine per la produzione di utensili industriali personalizzati?
Il fulcro di una produzione industriale stabile e garantita è una catena di fornitura di attrezzature e utensili industriali stabile e affidabile . JS Precision si concentra sulla progettazione e produzione di stampi di precisione personalizzati e non standard , fornendo servizi di processo standardizzati a un gran numero di imprese industriali.
Sistema standardizzato di garanzia della qualità
Per garantire la qualità e la sicurezza della produzione, il nostro sistema di controllo qualità è standardizzato e sistematico e copre l'intero processo, dall'ispezione di produzione alla consegna . Documentiamo e tracciamo accuratamente ogni fase, offrendo una solida garanzia di stabilità e sicurezza per la produzione in serie di utensili industriali personalizzati di alta qualità.
- Prendiamo molto seriamente il sistema di gestione della qualità ISO 9001:2015 e ci impegniamo a garantire la tracciabilità in tutte le fasi, dalla lavorazione ai test fino alla consegna.
- Grazie al nostro eccellente parco macchine, siamo in grado di soddisfare le esigenze di attrezzature industriali di alta precisione e lunga durata, diverse e personalizzate.
- Ci dedichiamo ai settori industriali in generale, concentrando le nostre risorse tecniche su una nicchia specifica, con l'obiettivo di eliminare i problemi derivanti dalla mancanza di precisione nel processo dovuta alla generalizzazione dell'attività.
Valore fondamentale della cooperazione con il cliente
Lavoriamo su esigenze di produzione su larga scala, impegnandoci costantemente a migliorare la qualità degli stampi, mantenendo al contempo costi e tempi di consegna entro limiti controllati, per produrre stampi industriali stabili e redditizi, in grado di soddisfare le richieste di attrezzature per stampaggio a iniezione personalizzate di alta gamma.
Il gruppo si impegna a soddisfare le principali esigenze di produzione di massa dei nostri clienti e si sforza costantemente di mantenere un adeguato equilibrio tra stabilità degli stampi e margini di profitto. Inoltre, un supporto affidabile per gli stampi è uno dei servizi che offriamo per agevolare la produzione su larga scala di componenti industriali.
Siete alla ricerca di un produttore che offra prodotti di alta qualità a prezzi competitivi, con una comunicazione tecnica impeccabile? Inviate subito la vostra richiesta formale a JS Precision e collaboriamo per creare stampi robusti che uniscano qualità superiore e ritorno sull'investimento.
FAQ
D1: Quali sono i tipi di acciaio comunemente utilizzati per gli stampi a iniezione personalizzati di livello industriale e come selezionarli in base alle esigenze di lavorazione?
Per gli stampi industriali, le qualità di acciaio variano a seconda delle condizioni di produzione di massa. Per la produzione di massa con carichi elevati, si scelgono le leghe 1.2344 e S136. Per carichi moderati, le opzioni sono 718H e P20. È possibile condividere i disegni per ottenere un piano di selezione dei materiali personalizzato e un preventivo preciso.
D2: Come si garantisce che lo spessore non uniforme delle pareti di componenti industriali complessi non provochi restringimenti superficiali durante il processo di stampaggio a iniezione?
Abbiamo migliorato la disposizione del canale di iniezione tramite simulazione Moldflow, utilizzato componenti in rame al berillio per le aree più spesse dei pezzi al fine di accelerare la dissipazione del calore e, allo stesso tempo, impiegato un circuito dell'acqua a temperatura costante di 2℃ e un profilo di pressione di mantenimento a due stadi per eliminare completamente il problema del ritiro superficiale.
D3: Perché si dice che il servizio di stampaggio di precisione personalizzato dovrebbe includere verifiche dei difetti preliminari alla progettazione per la producibilità (DFM)? Quali risparmi sui costi può offrire agli acquirenti?
Eseguendo audit DFM pre-produzione, i produttori possono individuare in anticipo diversi potenziali problemi nelle strutture e negli stampi, evitando così in modo affidabile ed economico modifiche secondarie degli stampi, che sono molto costose e causano ritardi di 2-4 settimane nella consegna . Allo stesso tempo, questi audit contribuiscono ad aumentare costantemente il tasso di successo del primo stampo, portandolo a oltre il 95%.
D4: Come si garantisce la resistenza alla fatica e alla fessurazione dei componenti degli stampi durevoli, in un contesto di produzione industriale continua e ad alta intensità?
Applichiamo trattamenti di distensione e criogenici agli inserti portanti del nucleo, con una struttura autolubrificante in grafite resistente all'usura e un rivestimento nano-PVD ad alta durezza come strato superficiale, il tutto per migliorare la resistenza alla fatica e prevenire le cricche dello stampo nella produzione di grandi volumi.
D5: Qual è la cifra approssimativa per un singolo set di stampi a iniezione combinato con i servizi di lavorazione meccanica presso JS Precision, e qual è l'entità dei costi?
Il costo degli stampi per impieghi gravosi, progettati per una durata di milioni di cicli, parte da poche migliaia di dollari e può arrivare a decine di migliaia di dollari statunitensi. Il nostro listino prezzi è chiaro e trasparente, senza costi nascosti , e include l'intera gamma di lavorazioni meccaniche e servizi di assistenza.
D6: Avete dei piani di ottimizzazione dei costi per ordini di utensili industriali personalizzati con volumi ridotti e ampia varietà?
Per ordini di piccole quantità e multi-categoria, utilizziamo una soluzione con base stampo universale e inserto sostituibile, che evita la necessità di aprire ripetutamente lo stampo e si traduce in un risparmio del 40% sui costi di apertura . Inoltre, riduce i tempi per la campionatura e la consegna dei nuovi prodotti a 15 giorni o meno.
D7: Qual è l'approccio di JS Precision, in qualità di produttore, alla gestione, alla manutenzione e allo stoccaggio degli stampi a iniezione intestati al cliente al termine della produzione?
Una volta terminata la produzione, puliremo accuratamente gli stampi, applicheremo trattamenti antiruggine e li conserveremo in un magazzino a temperatura controllata e a prova di umidità per una gestione riservata . I clienti che collaborano con noi da lungo tempo avranno diritto alla garanzia gratuita per tutta la durata di vita degli stampi, oltre alla sostituzione gratuita dei materiali di consumo per i cursori.
D8: Quanti giorni lavorativi occorrono generalmente dal ricevimento dei disegni all'ottenimento del primo campione definitivo approvato (campione T1) in un progetto di stampaggio a iniezione di componenti industriali?
I tempi di realizzazione per gli stampi per componenti industriali sono in genere di 25-35 giorni lavorativi. Offriamo un piano DFM (Design for Manufacturing) entro 2 giorni, la lavorazione di precisione viene eseguita entro 15-20 giorni, dopodiché si procede con l'assemblaggio, la prova stampo e lo stampaggio di prova. Il primo campione validato può essere spedito entro 24 ore.
Riepilogo
Gli stampi a iniezione industriali, realizzati con materiali di alta qualità, caratterizzati da una lunga durata e un'eccellente stabilità, sono sottoposti a quattro processi principali: trattamento termico dell'acciaio ad alta durezza, che garantisce una precisione con tolleranze a livello micrometrico, progettazione del raffreddamento conforme e audit DFM pre-produzione. Questi processi permettono di sfruttare i vantaggi di cicli produttivi molto lunghi, senza crepe né usura, evitando così i costi elevati delle riparazioni e dei fermi di produzione, che si verificano con una certa frequenza .
JS Precision è un'azienda che offre stampi industriali di precisione su misura e vanta un sistema altamente sviluppato, sinonimo di qualità, e un team di macchinisti professionisti in grado di risolvere i problemi che si presentano nella produzione in serie di stampi industriali.
Clicca sul pulsante qui sotto per inviarci subito la tua richiesta e i disegni CAD , oppure invia un'e-mail direttamente al nostro ufficio tecnico. Affidati ai nostri servizi tecnici professionali, affidabili e altamente qualificati, per realizzare stampi su misura, sicuri e redditizi!

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

