
Пресс-формы для литья под давлением представляют собой базовую конструкцию, обеспечивающую точное сохранение формы компонентов промышленного оборудования даже при воздействии высокого давления и напряжений, многократно изменяющихся в заводских условиях. Таким образом, они решают основные проблемы отрасли, такие как усталостное растрескивание, изменение размеров и значительные потери из-за простоев, возникающие в основном при массовом производстве. Пресс-формы промышленного класса, соответствующие требованиям, изготавливаются из стали 1.2344 ESU/H13, после чего подвергаются вакуумной термообработке до твердости 48-52 HRC. Допуски на форму полости настолько жестко контролируются до 0,005 мм, что обеспечивает возможность выполнения миллионов стабильных циклов литья под давлением.
Преждевременный износ, деформация и образование заусенцев на пресс-формах приводят к значительным затратам на техническое обслуживание и простоям в производстве промышленного оборудования. Данная статья посвящена высокоточной обработке и контролю параметров. В ней рассматриваются высокопрочные и долговечные решения по индивидуальной настройке пресс-форм, помогающие компаниям проектировать продукцию без дефектов и минимизировать время простоя оборудования. Статья предлагает профессиональные рекомендации по трем аспектам – выбору стали, контролю напряжений и аудиту поставщиков услуг – в сфере закупки и разработки промышленных пресс-форм.
Краткий обзор основных параметров оснастки для литья под давлением промышленного класса.
Здесь четко изложены основные технические характеристики и критерии производства пресс-форм промышленного класса, изготавливаемых на заказ. Это важное руководство на всем этапе выбора, приемки и даже оптимизации процесса изготовления пресс-форм, которое поможет инженерам оперативно определить показатели сердечника пресс-формы, соответствующие стандартам.
Основное измерение оценки | Стандарт технических параметров промышленного класса | Среднеотраслевой уровень параметров | Основные преимущества для клиента |
Твердость стали | 48-52 HRC (1,2344 ESU/H13, вакуумная закалка + тройной отпуск). | 30-40 HRC (обычная предварительно закаленная сталь). | Устойчивость к эрозии под высоким давлением и предотвращение преждевременного растрескивания. |
Допуск на посадку в полости | ±0,005 мм. | ±0,02 мм. | Полностью исключите образование облоя на деталях и ошибки сборки. |
Жизненный цикл проектирования | ≥1 000 000 циклов (стандарт SPI Class 101). | 300 000–500 000 циклов. | Значительно сократить затраты на замену плесени и техническое обслуживание . |
Контроль усадки при формовании | Неравномерная степень усадки ≤0,3% . | 0,8%-1,2%. | Избегайте деформации, коробления и отклонения размеров деталей. |
Разница температур поверхности пресс-формы | ±2°C (конформный канал охлаждающей воды). | ±5°C~±8°C. | Обеспечьте единообразие размеров при массовом производстве. |
Основные выводы
- Твердость инструментальной стали существенно влияет на срок ее службы ; рекомендуется использовать сталь с твердостью 48-52 HRC. Использование вакуумно-закаленной стали с твердостью HRC — один из способов снизить риски, связанные с использованием некачественных материалов.
- Точная точность допусков в 0,005 мм имеет основополагающее значение для обеспечения надежности механических деталей в процессе эксплуатации.
- Предварительный аудит производственных дефектов (DFM) перед началом производства позволяет выявить возможные проблемы в процессе на очень ранней стадии , что значительно снижает затраты на последующую замену пресс-форм.
Почему стоит доверять опыту компании JS Precision в изготовлении пресс-форм на заказ для компонентов промышленного оборудования?
Благодаря системе контроля качества, основанной на стандартах и практическом опыте, компания JS Precision может устранять причины массовых производственных сбоев при изготовлении промышленных пресс-форм , обеспечивая стабильность цепочки поставок для бизнеса.
Неправильное производство пресс-форм в основном является результатом ненадлежащего обращения с последующими производственными операциями; как правило, лишь в 20% случаев, а в 80% случаев, отказы пресс-форм на начальном этапе вызваны отсутствием контроля процесса. Благодаря полному внедрению системы управления качеством ISO 9001:2015 , компания JS Precision гарантирует полную прослеживаемость производственной цепочки.
Помимо высокоточного оборудования, такого как станки с ЧПУ Makino и электроэрозионные станки Sodick, компания JS Precision специализируется на изготовлении пресс-форм на заказ и досконально изучает основные процессы для каждого конкретного случая.
Ключевым фактором, определяющим стабильность сборки и массового производства компонентов, является точность контроля допусков пресс-форм. Высоко стандартизированная термическая обработка и строгие процедуры контроля допусков позволяют снизить процент отказов пресс-форм более чем на 90%, тем самым полностью исключая проблему простоев на ремонт пресс-форм во время массового производства.
За годы работы мы накопили глубокие знания в этой области и разработали множество решений для производства сложных промышленных деталей. Благодаря нашему обширному инженерному опыту, сегодня мы являемся одним из основных и надежных поставщиков для многих компаний, занимающихся промышленным оборудованием.
Хотите быстро проверить технологическую осуществимость вашего проекта по изготовлению пресс-форм? Получите бесплатную индивидуальную техническую оценку для точного выявления потенциальных рисков при индивидуальной настройке пресс-форм для оборудования.
Каким образом твердость стали для пресс-форм напрямую определяет срок службы промышленных пресс-форм?
Твердость и микроструктура инструментальной стали являются ключевыми факторами, определяющими срок службы долговечных компонентов пресс-форм . Это означает, что при использовании таких сталей, как 1.2344 и H13, закаленных в вакууме до стабильной твердости 48-52 HRC, пресс-форма не будет подвергаться растрескиванию под напряжением или износу полости в течение нескольких миллионов циклов впрыска под высоким давлением .
Распространенные недостатки в выборе материалов в отрасли
Во многих случаях производители пресс-форм используют очень расплывчатые стандарты выбора материалов, не предоставляя конкретных параметров. Это часто приводит к поломке пресс-формы и застопорению проекта . Некачественные материалы значительно снижают долговечность промышленных пресс-форм в массовом производстве, поскольку из-за этого они не соответствуют требованиям к высококачественной оснастке для литья под давлением.
- Обычные производители не разделяют условия эксплуатации, и в результате они бездумно используют дешевую предварительно закаленную сталь. Однако этот тип стали не подходит для промышленного формования с применением стекловолокна, высоких температур и высокого давления.
- Трехступенчатая процедура отпуска отсутствует, что приводит к возникновению остаточных напряжений в стали. Это делает сталь уязвимой к межзеренным трещинам при воздействии высокого давления.
- Отсутствие металлографических методов контроля приводит к недостаточному содержанию мартенсита в стали, что, в свою очередь, вызывает усталостное отслаивание в полость при длительном серийном производстве .
Ознакомившись с таблицей ниже, вы сможете более точно определить, в каких случаях подходят различные виды профильной стали, а также как избежать ошибок при выборе. В ней показаны основные характеристики и условия эксплуатации наиболее распространенных промышленных профильных сталей.
Марка стали | Диапазон твердости после термообработки | Класс устойчивости к усталости | Коррозионная стойкость | Типичные сценарии промышленного применения |
1.2344 ESU/H13 | 48-52 HRC (вакуумное закаливание + тройной отпуск). | Оценка S (высший уровень) | Средний размер, подходит для обычных промышленных смол. | Корпуса клапанов насосов, конструкционные детали тяжелой техники, детали автомобильных шасси. |
S136 ESR | 50-52 HRC (вакуумное закаливание + криогенная обработка). | Класс S | Отлично подходит для агрессивных смол, таких как ПВХ и ПОМ . | Детали медицинского оборудования , промышленные детали пищевого качества, корпуса клапанов из высококачественного стекловолокна. |
718H | 30-35 HRC (предварительно закалённый). | Класс А | Середина | Корпуса промышленного назначения общего назначения, низконагруженные конструкционные элементы, серийное производство с ресурсом в 100 000 циклов . |
П20 | 28-32 HRC (предварительно закалённый). | Оценка B | Общий | Корпуса гражданской техники, низкоточные промышленные комплектующие, серийное производство в течение 50 000 циклов. |
NAK80 | 38-42 HRC (предварительная закалка + термическая обработка). | Класс А | Отличный | Панели промышленного оборудования, аксессуары оптического класса, детали для массового производства с низкой нагрузкой. |
Стандартизированный выбор материалов и процессы термообработки
Компания JS Precision специализируется на улучшении микроскопических характеристик стали для успешного промышленного массового производства в условиях высокого давления . Внедрение стандартизированного контроля технологических процессов позволяет в значительной степени предотвратить такие проблемы, как усталость и износ стали, гарантируя тем самым долговременную стабильную работу пресс-форм.
1. Основные полости сердечника изготовлены из стали 1.2344 ESU/H13 и промышленной стали S136 на однородной основе: это промышленные стали, адаптированные для условий впрыска при давлении выше 120 МПа.
2. Для поддержания твердости на уровне 48-52 HRC и полного снятия остаточных напряжений внутри стали применялся процесс вакуумной закалки + трехступенчатый отпуск.
3. Микроструктура тщательно контролируется в соответствии со стандартом мартенситного класса 1 , что означает отсутствие трещин и износа после миллионов циклов.
Учитывая это, качественная промышленная инструментальная сталь должна не только соответствовать стандарту твердости поверхности, но, что более важно, должна обеспечивать возможность оптимизации микроструктуры за счет полного процесса термообработки, сохранять прочность в условиях длительного высокотемпературного массового производства и эффективно продлевать общий срок службы долговечных компонентов инструментальной оснастки.
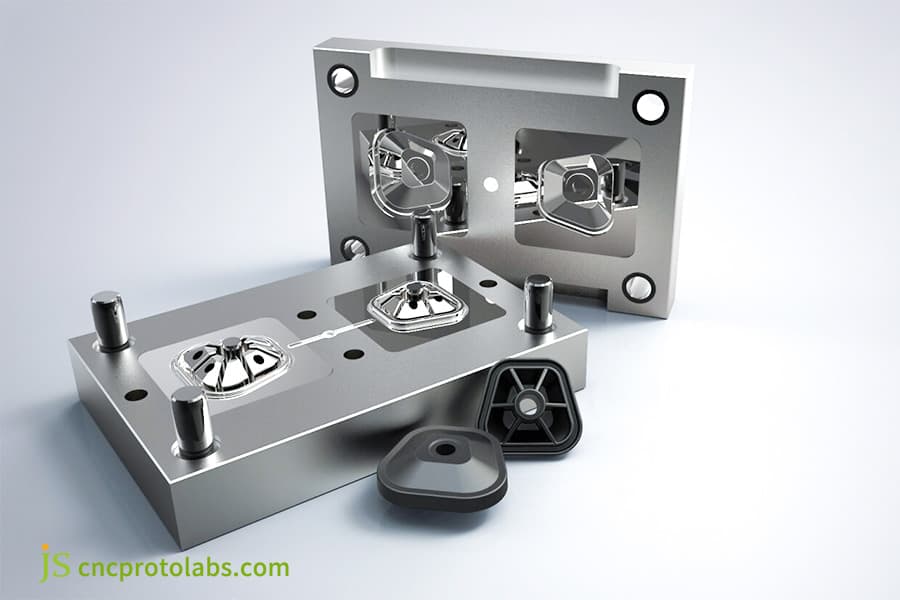
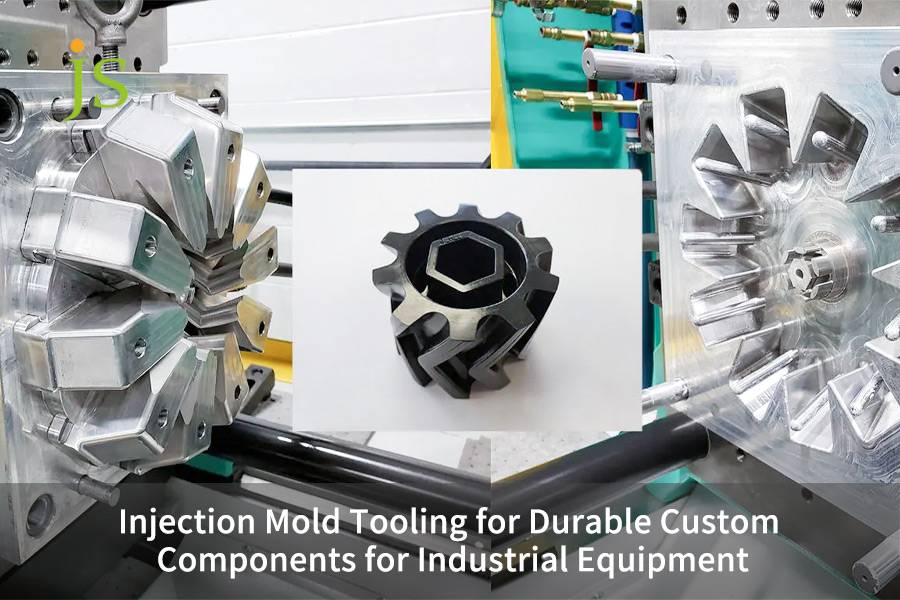
Рисунок 1: Две большие стальные пластины и черные пластиковые детали, расположенные в виде элементов, собранных методом литья под давлением.
Как контролировать допуски посадки при изготовлении пресс-форм для литья под давлением с помощью прецизионной обработки?
Изготовление пресс-форм по индивидуальному заказу с использованием высокоточных производственных процессов позволяет точно контролировать допуски на посадку. За счет фиксации допуска на уровне 0,005 мм с помощью высокоскоростного фрезерования на станках с ЧПУ и низкоскоростной электроэрозионной обработки проволокой, полностью исключаются облой и отклонения размеров промышленных деталей.
Матрица высокоточного обрабатывающего оборудования
Основой контроля допусков является высокоточное обрабатывающее оборудование, которое не только соответствует требованиям к разработке сложных промышленных деталей с неровными криволинейными поверхностями и прецизионными конструкциями , но и гарантирует базовую точность обработки и адаптивность к сборке пресс-форм, изготавливаемых по индивидуальному заказу.
- Решает проблему смещения положения на сложных криволинейных поверхностях в многогнездных пресс-формах за счет использования пятиосевого обрабатывающего центра .
- Обеспечивает мельчайшую точность изготовления небольших конструкций и сопрягаемых деталей с помощью метода медленной электроэрозионной обработки проволокой.
- Работа ведется в кондиционированном цехе со стабильной температурой 20°C±0,5°C для предотвращения отклонений в допусках, вызванных температурной деформацией.
Процесс полноразмерной инспекции и контроля качества
На начальном этапе прецизионной обработки, для выявления скрытых дефектов размеров и стабилизации точности размеров и сборки пресс-форм для массового производства, проводится полноразмерный контроль точности с помощью специализированного оборудования.
Промышленные пресс-формы обычного уровня с допуском 0,02 мм подходят только для производства потребительских товаров, но не способны удовлетворить требованиям к точности сборки промышленного оборудования. С помощью координатно-измерительной машины Zeiss компания JS Precision проводит полную проверку размеров пресс-форм и строго контролирует допуски на уровне 0,005 мм, что соответствует стандарту точности ISO 286 .
Это позволит избежать сбоев в сборке и проблем с износом, а методичная цепочка производства пресс-форм для литья под давлением полностью проложит путь к точности пресс-форм.
Мы приглашаем вас загрузить ваши 3D-чертежи в нашу систему оценки. Специалисты JS Precision по высокоточному производству предоставят вам индивидуальное ценовое предложение по обработке пресс-форм, включая анализ допусков, в течение 24 часов.

Рисунок 2: Крупный план станка с ЧПУ, обрабатывающего металлическую деталь для оснастки литьевой формы в заводских условиях.
Как решить проблему напряжений и деформаций при литье промышленного оборудования и оснастки?
Проблема деформации при формовке промышленных компонентов может быть полностью решена за счет структурной и параметрической оптимизации. Высококачественная оснастка для промышленных деталей позволит предварительно оптимизировать компоновку контура охлаждения и параметры удержания давления , обеспечить равномерное охлаждение и усадку, а также устранить проблемы массового производства, такие как деформация деталей и отклонение размеров.
Основные проблемы в литье промышленных деталей
Поскольку промышленные детали с толстыми стенками и изготовленные методом литья из полипропилена с армированием стекловолокном подвержены анизотропной усадке, из-за чего могут накапливаться остаточные напряжения, приводящие к деформации и растрескиванию деталей , это является серьезной проблемой при массовом производстве оснастки для промышленного оборудования, что приводит к низким и стабильным темпам производства.
1. Модифицированные материалы, такие как PA66+30%GF, деформируются, приобретают пористость и дефекты сварных швов из-за неравномерной усадки при охлаждении.
2. Рассеивание тепла через обычные прямоточные каналы приводит к огромной разнице температур поверхности пресс-формы , что вызывает чрезмерную локальную усадку деталей.
3. Внутренние концентрации напряжений в деталях, вызванные выходом параметров удерживающего давления за пределы допустимого диапазона, делают их склонными к растрескиванию и деформации при длительной эксплуатации .
Решение для моделирования потока расплава и структурной оптимизации
Моделирование потока жидкости перед формованием и структурная оптимизация помогут выявить дефекты литья, а помимо моделирования потока жидкости, структурная оптимизация способствует решению проблем, связанных с деформацией при массовом производстве из-за конформного охлаждения , что повышает равномерность охлаждения.
Компания JS Precision использует функцию Moldflow для моделирования процесса литья под давлением , оптимизации структуры литникового канала и процесса сегментированного выдержки под давлением, точного снятия внутренних напряжений , полного решения проблемы деформации при массовом производстве пластиковых деталей, а также оптимизации стабильности формования оснастки для промышленных деталей.
Каким образом специальные технологии обработки конструкционных пластмасс могут способствовать модернизации промышленного инструмента, изготавливаемого на заказ?
Формование специальных конструкционных пластиков с высоким содержанием стекловолокна, таких как PEEK и PPS, практически невозможно, поскольку к высокотемпературной стойкости, воздухопроницаемости и коррозионной стойкости материалов для изготовления специализированной промышленной оснастки предъявляются очень высокие требования . В таких случаях единственным способом гарантировать высокую производительность является разработка индивидуальных методов.
Технические трудности при литье специальных пластмасс
При разрушении высокотемпературных специальных пластмасс образуются остаточные газы. Изменение размеров вентиляционной канавки очень легко приводит к браку деталей, что является основной технической проблемой при изготовлении нестандартной промышленной оснастки .
1. Вентиляционные канавки толщиной более 0,02 мм вызывают образование заусенцев на деталях и, следовательно, нарушают допуски при сборке.
2. Вентиляционные канавки размером менее 0,005 мм могут указывать на скопление газов, а их сгорание приводит к образованию черных пятен обугливания на поверхности.
3. Обычные инструментальные стали быстро изнашиваются под воздействием высококоррозионных расплавов, что приводит к сокращению срока службы пресс-формы.
Целевые процессы модернизации пресс-форм
Благодаря использованию высокоточной обработки на микронном уровне и многоступенчатой системы вентиляции, эти технические характеристики могут быть успешно изменены в соответствии с экстремальными условиями формования специальных материалов, что позволяет достичь компромисса между эффективностью вентиляции и точностью формования при одновременной стабилизации коэффициента выхода годных деталей.
Мы разрабатываем многоступенчатые прецизионные вентиляционные каналы, соответствующие особенностям течения специальных материалов, путем сочетания использования изготовленных на станках с ЧПУ высококоррозионностойких вставок и высокотемпературной системы регулирования температуры пресс-формы . Это позволяет решить проблемы пригорания расплава и образования облоя, что дает нам возможность внедрять усовершенствованные методы литья под давлением .
В вашем проекте используются PEEK или модифицированные стекловолокном пластмассы? Свяжитесь с опытной инженерной командой JS Precision, и мы разработаем для вас индивидуальное решение по созданию пресс-формы, обеспечивающее высокую совместимость материалов.

Рисунок 3: Различные детали из черного конструкционного пластика, демонстрирующие компоненты, изготовленные на заказ и используемые в промышленном инструментальном производстве.
Какие стандарты аудита DFM должны соблюдать поставщики высококачественных услуг по изготовлению пресс-форм на заказ?
Главное преимущество сотрудничества с профессиональным поставщиком услуг по изготовлению пресс-форм на заказ заключается в том, что он проводит стандартизированные аудиты DFM на этапе проектирования для выявления недостатков конструкции, оптимизации параметров, устранения рисков модификации и обеспечения стабильного массового производства.
Основные количественные показатели профессионального аудита DFM
Стандартизированные количественные показатели аудита имеют важное значение для обеспечения безупречного качества литья и являются основополагающими критериями, отличающими высококачественные услуги по изготовлению пресс-форм на заказ от обычных производителей. Они не только помогают выявлять различные риски на этапе производства.
- Угол извлечения из формы для армированных пластиков составляет 1,5°, для текстурированных поверхностей — 3°, чтобы предотвратить появление царапин в процессе извлечения детали из формы.
- Помимо этих показателей, тщательно проверяются также переход толщины стенки, баланс выталкивания, ход ползунка, подрезные конструкции и расположение литниковых каналов .
- Обеспечивается высокоточная оценка риска модификации пресс-формы, а структурная оптимизация проводится заблаговременно, чтобы избежать затрат на переделку в размере нескольких десятков тысяч долларов.
Технические различия между поставщиками и клиентами
Обычный производитель просто копирует базовую конструкцию пресс-формы, не выявляя потенциальных проблем и сложных структур, что в конечном итоге приводит к появлению дефектов литья , задержкам поставок и даже повторным модификациям пресс-форм. В свою очередь, наша система аудита DFM позволяет нам достигать показателя успешного прохождения испытаний с первого раза более 95%, что, в свою очередь, экономит время и средства наших клиентов.
Обычный производитель может лишь копировать базовые конструкции пресс-форм и не способен предвидеть потенциальные проблемы, возникающие при литье сложных конструкций, что очень легко может привести к многократным модификациям пресс-форм и задержкам поставок. У нас есть отлаженная система аудита DFM, которая помогает нам повысить процент успешного прохождения пробных испытаний пресс-форм, и именно поэтому мы значительно улучшаем качество изготовления промышленной оснастки на заказ.
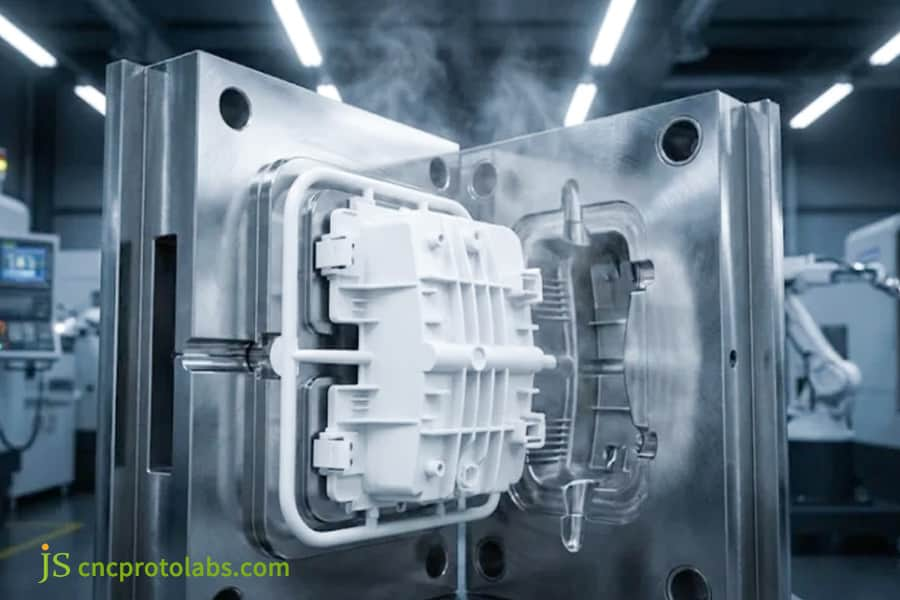
Рисунок 4: Деталь пресс-формы, подвергающаяся прецизионной механической обработке в профессиональных производственных условиях.
Как компания JS Precision решила проблему преждевременного износа в высокопрочных нейлоновых формах для корпусов клапанов?
В этом разделе в качестве примера представлен реальный промышленный проект. Проект основан на хорошо зарекомендовавших себя технологиях литья под давлением и направлен на решение проблемы износа пресс-форм для корпусов клапанов, изготовленных из нейлона, армированного высокостекловолокном, за счет ряда усовершенствований материалов, процессов и конструкции, что привело к значительному увеличению срока службы пресс-форм .
Сложные вопросы клиента
Этот производитель насосов и клапанов использовал стальные пресс-формы P20, изначально предназначенные для литья под давлением корпусов клапанов из полиамида PA66, армированного 40% стекловолокном. Основной причиной разрушения пресс-форм был износ от эрозии стекловолокна. Традиционные и довольно простые методы изготовления пресс-форм для литья под давлением оказались совершенно непригодными для массового производства очень прочного стекловолокна. Фактически, пресс-формы демонстрировали дефекты, такие как деформация литникового канала и образование заусенцев. Это приводило к значительным простоям на ремонт пресс-форм и высоким затратам на техническое обслуживание.
Пошаговое решение для внедрения
Опираясь на наш практический опыт в области проектирования пресс-форм для промышленных деталей из высокопрочного стекловолокна, наша команда разработала четырехмерный план оптимизации, охватывающий материалы, технологические процессы, структуру и обработку поверхности:
1. Улучшение материала: Вместо изначально поставляемой стали P20 использовалась шведская высокочистая износостойкая сталь S136, полученная методом электрошлакового переплава, что вполне приемлемо для условий эрозии стекловолокна.
2. Оптимизация термообработки: вакуумная закалка, выполненная сторонней организацией, + трехступенчатый отпуск , в результате чего достигается твердость 50-52 HRC, а металлографическая структура соответствует стандарту Grade 1.
3. Модификация поверхности: Полость и направляющая были покрыты наночастицами CrN, полученными методом PVD, для повышения твердости до более чем 2000 HV , что позволяет поверхности противостоять эрозии стекловолокном.
4. Структурная оптимизация: Вместо точечного затвора был использован веерообразный затвор для уменьшения локального тепловыделения, кроме того, для балансировки температуры были добавлены два отдельных контура водоснабжения (двухконтурный).
Обзор проекта и извлеченные уроки
На втором этапе тестирования пресс-формы чрезвычайно высокое давление выдержки вызвало неравномерное образование кристаллов, а также концентрацию напряжений в корпусе клапана. Команда очень быстро изменила точки давления выдержки и параметры температуры пресс-формы, чтобы не только избавиться от остаточных напряжений, но и исправить проблему деформации детали. Это очень хороший пример того, насколько важны индивидуально настроенные процессы формования.
Результаты внедрения и отзывы клиентов
Оптимизированная оснастка для литьевых форм прошла более 1,15 миллиона циклов при полной загрузке, при этом допуски размеров оставались стабильными и легко контролируемыми, что позволило заказчику сократить время простоя на ремонт пресс-форм на 92%. Благодаря нашим превосходным навыкам оптимизации процессов мы решили серьезную отраслевую проблему и получили высококачественный пример для массового производства высокотехнологичной оснастки для литьевых форм.
Хотите повторить тот же успех и значительно повысить эффективность производства промышленных компонентов? Немедленно свяжитесь с командой экспертов JS Precision для разработки индивидуального решения по созданию пресс-форм.
Как сбалансировать затраты и рентабельность инвестиций в промышленные пресс-формы за счет технологических усовершенствований?
При закупке оснастки для литьевых форм следует учитывать общую стоимость жизненного цикла пресс-формы, а не сосредотачиваться только на первоначальной смете. Стандартное проектирование конструкции может помочь сбалансировать инвестиционные затраты и, следовательно, привести к большей экономической эффективности и окупаемости инвестиций в массовое производство пресс-форм в долгосрочной перспективе.
Модель расчета совокупной стоимости владения пресс-формой за весь жизненный цикл
Наша специально разработанная модель расчета совокупной стоимости владения (TCO) на протяжении всего жизненного цикла позволяет точно определить общую стоимость использования пресс-формы, избегая таким образом скрытых потерь, таких как затраты на техническое обслуживание и простои, вызванные приобретением дешевой пресс-формы. Это основной ориентир при выборе услуг по изготовлению пресс-форм на заказ.
Ключевая формула для расчета: Общая стоимость = T + (UV). Общая стоимость пресс-формы зависит не только от первоначальной цены изготовления пресс-формы, но и от потерь в процессе массового производства. Фактически, долгосрочные потери от дешевых, некачественных пресс-форм действительно превышают разницу в первоначальной цене покупки.
Оптимизация на основе сравнения затрат и выгод
Схема конфигурации пресс-формы | Первоначальные затраты на изготовление пресс-формы | Служба жизни | Общая себестоимость производства 1 миллиона изделий. | Периодичность технического обслуживания |
Обычная стальная форма P20 | Базовая цена (нижняя). | ≤300 000 циклов. | Базовая цена. | Регулярное техническое обслуживание. |
1.2344 Сталь + пресс-форма с PVD-покрытием | На 30% выше базовой цены. | ≥1 000 000 циклов. | На 40% ниже базовой цены. | Практически не требует обслуживания. |
Модульная конструкция вставок позволяет адаптироваться к производству различных типов деталей, снижая затраты на повторное вскрытие пресс-форм, повышая долгосрочную окупаемость инвестиций и эффективно увеличивая возможности повторного использования и экономическую эффективность оснастки промышленного оборудования .
Почему стоит выбрать JS Precision в качестве вашего долгосрочного и надежного партнера по производству промышленного инструмента на заказ?
Основой гарантированно стабильного промышленного производства является стабильная и надежная цепочка поставок промышленного оборудования и оснастки . Компания JS Precision специализируется на проектировании и изготовлении нестандартных прецизионных пресс-форм , предоставляя стандартизированные технологические услуги большому числу промышленных предприятий.
Стандартизированная система обеспечения качества
Для обеспечения качества и безопасности продукции наша система контроля качества стандартизирована и систематизирована, охватывая весь процесс от производственного контроля до отгрузки . Мы полностью документируем и отслеживаем каждый этап, предоставляя надежную гарантию стабильности и безопасности массового производства высококачественной промышленной оснастки на заказ.
- Мы очень серьезно относимся к системе управления качеством ISO 9001:2015 и обеспечиваем прослеживаемость на всех этапах: от обработки и тестирования до доставки.
- Благодаря нашему превосходному оборудованию, мы можем удовлетворить потребности в изготовлении разнообразного и специализированного высокоточного и долговечного промышленного оборудования и инструментов.
- Мы специализируемся на общих промышленных областях, концентрируя наши технические ресурсы на конкретной нише, стремясь устранить проблемы, возникающие из-за недостаточной точности процесса вследствие обобщения бизнеса.
Основная ценность сотрудничества с клиентами
Мы работаем над крупномасштабным производством, постоянно стремясь повысить качество пресс-форм, одновременно поддерживая затраты и сроки поставки в контролируемых пределах, чтобы создавать стабильные и прибыльные промышленные пресс-формы, способные удовлетворить требования к высококачественной оснастке для литья под давлением, изготавливаемой на заказ.
Группа компаний стремится удовлетворять основные потребности своих клиентов в массовом производстве и постоянно прилагает усилия для поддержания оптимального баланса между стабильностью пресс-форм и прибыльностью. Кроме того, надежная поддержка в работе с пресс-формами является одной из услуг, которые мы предоставляем для облегчения крупномасштабного производства промышленных компонентов.
Ищете производителя, предлагающего высококачественную продукцию по конкурентоспособным ценам и обеспечивающего бесперебойную техническую связь? Отправьте свой официальный запрос в JS Precision прямо сейчас , и мы вместе разработаем надежные пресс-формы, сочетающие в себе превосходное качество и окупаемость инвестиций.
Часто задаваемые вопросы
В1: Какие марки стали обычно используются для изготовления нестандартной оснастки для литьевых форм промышленного назначения, и как выбрать их в зависимости от технологических потребностей?
Для изготовления пресс-форм промышленного назначения используются различные марки стали в зависимости от условий массового производства. Для высоконагруженных пресс-форм массового производства выбираются марки 1.2344 и S136. Для умеренно нагруженных пресс-форм — марки 718H и P20. Для получения индивидуального плана подбора материалов и точной сметы вы можете предоставить свои чертежи .
В2: Как вы обеспечиваете, чтобы неравномерная толщина стенок сложных промышленных компонентов не вызывала усадку поверхности в процессе изготовления пресс-форм для литья под давлением?
Мы улучшаем компоновку литниковых каналов с помощью моделирования в Moldflow, используем детали из бериллиевой меди для толстых участков деталей, чтобы ускорить рассеивание тепла, и одновременно применяем контур водяного охлаждения с постоянной температурой 2℃ и двухступенчатый профиль давления выдержки, чтобы полностью исключить проблему усадки поверхности.
В3: Почему считается, что услуги по изготовлению прецизионных пресс-форм на заказ должны включать предварительный аудит дефектов с учетом требований DFM (проектирование для производства)? Какую экономию средств это может обеспечить покупателям?
Проведение предпроизводственных DFM-аудитов позволяет производителям выявлять различные потенциальные проблемы в конструкциях и пресс-формах заранее, обеспечивая надежное и экономически эффективное предотвращение дорогостоящих вторичных модификаций пресс-форм, которые приводят к задержке поставок на 2-4 недели . В то же время, эти аудиты постоянно повышают процент успешного изготовления пресс-форм с первого раза до более чем 95%.
В4: Как обеспечить устойчивость к усталости и растрескиванию долговечных компонентов пресс-форм в условиях высокоинтенсивного непрерывного промышленного производства деталей?
Мы применяем методы снятия напряжений и криогенной обработки несущих вставок сердечника, используя самосмазывающуюся износостойкую структуру из графита и высокотвердое PVD-нанопокрытие в качестве поверхностного слоя. Все это в совокупности способствует повышению усталостной прочности и предотвращению растрескивания пресс-формы при крупносерийном производстве.
В5: Какова приблизительная стоимость одного комплекта пресс-форм для литья под давлением в сочетании с услугами механической обработки в компании JS Precision, и каков общий объем затрат?
Стоимость высокопрочных пресс-форм с миллионным сроком службы начинается от нескольких тысяч и может достигать десятков тысяч долларов США. Наш прайс-лист прост и прозрачен, без каких-либо скрытых платежей , и включает в себя весь спектр услуг по механической обработке и поддержке.
В6: Есть ли у вас планы по оптимизации затрат на заказы промышленного инструмента, изготавливаемого на заказ, с малыми объемами и широким ассортиментом продукции?
Для мелкосерийных заказов, включающих продукцию нескольких категорий, мы используем универсальное решение с основанием пресс-формы и сменной вставкой, что позволяет избежать повторного вскрытия пресс-формы и обеспечивает экономию затрат на вскрытие пресс-формы на 40% . Кроме того, это сокращает время на изготовление образцов новой продукции и цикл доставки до 15 дней или менее.
В7: Каков подход компании JS Precision как производителя к управлению, обслуживанию и хранению активов, связанных с литьевыми формами, которые находятся в собственности заказчика после завершения производства?
После завершения производства мы полностью очистим пресс-формы, обработаем их антикоррозийным составом и поместим на хранение в склад с контролируемой температурой и влажностью для ответственного управления . Клиенты, с которыми мы сотрудничаем на протяжении длительного времени, получат бесплатную гарантию на весь срок службы пресс-форм, а также бесплатную замену расходных материалов для направляющих.
В8: Сколько рабочих дней обычно требуется с момента получения чертежей до утверждения окончательного первого образца (образец Т1) в проекте по литью деталей под давлением в промышленности?
Срок изготовления пресс-форм для промышленных деталей обычно составляет 25-35 рабочих дней. Мы предлагаем план DFM (проектирование для производства) в течение 2 дней, прецизионная механическая обработка выполняется в течение 15-20 дней, после чего следует сборка, подгонка пресс-формы и пробное литье. Первый проверенный образец может быть отправлен в течение 24 часов.
Краткое содержание
Промышленные пресс-формы для литья под давлением, изготовленные из высококачественных материалов, обладающие длительным сроком службы и превосходной стабильностью, проходят четыре основных процесса: термообработку высокопрочной стали, обеспечивающую точность с допуском на микронном уровне, проектирование системы охлаждения и предпроизводственный аудит DFM (проектирование для производства), что позволяет использовать преимущества очень длительного цикла производства без растрескивания и износа, и, таким образом, избежать значительных затрат на ремонт пресс-форм и простои производства, которые довольно часто случаются .
Компания JS Precision предлагает промышленные прецизионные пресс-формы на заказ и обладает высокоразвитой системой, являющейся знаком качества, а также профессиональной командой токарей, способных решать проблемы, возникающие при массовом производстве промышленных пресс-форм.
Нажмите кнопку ниже, чтобы отправить нам свой запрос и чертежи САПР , или отправьте электронное письмо напрямую на адрес электронной почты нашего инженерного отдела. Позвольте нам использовать самые передовые и реалистичные профессиональные технические услуги для создания безопасных, надежных и высокодоходных пресс-форм, разработанных специально для вас!

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

