
L'outillage de moulage par injection constitue la structure de base qui permet aux composants d'équipements industriels de conserver leur forme avec précision, même sous l'effet combiné de pressions et de contraintes élevées et variables propres à l'environnement industriel. Il permet ainsi de résoudre les principaux problèmes du secteur, tels que la fissuration par fatigue, les variations dimensionnelles et les pertes importantes dues aux arrêts de production, fréquents en production de masse. Des moules industriels conformes aux normes ont été fabriqués en acier 1.2344 ESU/H13, puis traités thermiquement sous vide pour atteindre une dureté de 48 à 52 HRC. Les tolérances des cavités sont contrôlées avec une telle précision (0,005 mm) que des millions de cycles d'injection stables peuvent être réalisés.
L'usure prématurée, la déformation et les bavures des moules engendrent des coûts importants, avec des arrêts de production et des coûts de maintenance élevés dans la fabrication d'équipements industriels. Cet article, consacré à la fabrication de précision et au contrôle des paramètres, présente des solutions de personnalisation de moules haute résistance et longue durée, permettant aux entreprises de concevoir des produits sans défaut et de minimiser les temps d'arrêt des équipements. Il offre un guide pratique sur trois aspects de l'acquisition et du développement de moules industriels : le choix de l'acier, la maîtrise des contraintes et l'audit des prestataires de services .
Aperçu rapide des paramètres essentiels des outillages de moulage par injection de qualité industrielle
Ce document présente clairement les principales caractéristiques techniques et les critères de production des moules industriels sur mesure. Il constitue un guide essentiel pour l'ensemble du processus de sélection, de validation et d'optimisation des moules, grâce auquel les ingénieurs pourront identifier rapidement les indicateurs clés de qualité conformes aux normes.
Dimension d'évaluation de base | Norme de paramètres techniques de qualité industrielle | Niveau de paramètre moyen de l'industrie | Avantages principaux pour le client |
Dureté de l'acier | 48-52 HRC (1,2344 ESU/H13, trempe sous vide + triple revenu). | 30-40 HRC (acier pré-trempé ordinaire). | Résister à l'érosion à haute pression et prévenir les fissures prématurées. |
Tolérance d'ajustement de la cavité | ±0,005 mm. | ±0,02 mm. | Éliminer complètement les bavures et les erreurs d'assemblage. |
Durée de vie du cycle de conception | ≥1 000 000 cycles (norme SPI Classe 101). | 300 000 à 500 000 cycles. | Réduisez considérablement les coûts de remplacement et d'entretien des moules . |
Contrôle du retrait de moulage | Taux de retrait irrégulier ≤0,3% . | 0,8 %-1,2 %. | Éviter le gauchissement, la déformation et l'écart dimensionnel des pièces. |
Différence de température à la surface du moule | ±2°C (canal d'eau de refroidissement conforme). | ±5°C~±8°C. | Garantir la constance dimensionnelle en production de masse. |
Points clés à retenir
- La dureté de l'acier à mouler influe considérablement sur sa durée de vie ; un acier d'une dureté de 48 à 52 HRC est recommandé. L'utilisation d'acier trempé sous vide à haute dureté (HRC) permet de limiter les risques liés à l'utilisation de matériaux de mauvaise qualité.
- Une tolérance précise de 0,005 mm sur les cavités est fondamentale pour garantir que les pièces mécaniques ne tomberont pas en panne avec le temps.
- L'audit des défauts de production (DFM) avant le démarrage de la production permet d'identifier les problèmes de processus potentiels à un stade très précoce , ce qui minimise considérablement le coût des modifications de moule ultérieures.
Pourquoi faire confiance à l'expérience de JS Precision en matière d'outillage de moulage par injection sur mesure pour les composants d'équipements industriels ?
Grâce à un système qualité basé sur des normes et un savoir-faire pratique en matière de processus, JS Precision peut traiter les défaillances de production en série des moules industriels à la source , assurant ainsi la constance de la chaîne d'approvisionnement de l'entreprise.
Les défauts de fabrication des moules résultent principalement d'une mauvaise gestion des opérations de production ultérieures (dans seulement 20 % des cas). En règle générale, 80 % des premiers défauts de moule sont dus à un manque de contrôle en amont du processus. Grâce à la mise en œuvre complète du système de management de la qualité ISO 9001:2015 , JS Precision garantit la traçabilité totale de la chaîne de production.
Outre son équipement de haute précision comprenant des machines à commande numérique Makino et des machines d'électroérosion Sodick, JS Precision se consacre principalement à la personnalisation du moulage industriel et analyse en profondeur les processus clés pour chaque scénario utilisateur.
Un facteur primordial pour la stabilité de l'assemblage et de la production en série des composants est la précision du contrôle des tolérances des moules. Un traitement thermique hautement standardisé et des procédures de contrôle des tolérances rigoureuses permettent de réduire les taux de défaillance des moules de plus de 90 %, éliminant ainsi totalement les arrêts de production liés à la réparation des moules.
Forts d'une connaissance approfondie du secteur acquise au fil des années, nous avons développé de nombreuses solutions pour la fabrication de pièces industrielles complexes. Grâce à notre expertise technique pointue, nous sommes aujourd'hui l'un des principaux fournisseurs de confiance de nombreuses entreprises d'équipements industriels.
Vous souhaitez vérifier rapidement la faisabilité de votre projet de moule ? Bénéficiez d’une évaluation technique personnalisée et gratuite pour identifier avec précision les risques potentiels liés à la personnalisation des moules d’équipement.
Comment la dureté de l'acier à mouler détermine-t-elle directement la durée de vie des moules industriels ?
La dureté et la microstructure de l'acier à moule sont des facteurs déterminants pour la durée de vie des composants d'outillage de moule . Ainsi, l'utilisation d'aciers comme le 1.2344 et le H13, trempés sous vide pour atteindre une dureté stable de 48 à 52 HRC, garantit que le moule ne subira ni fissuration sous contrainte ni usure de la cavité, même après plusieurs millions de cycles d'injection à haute pression .
Défauts courants dans le choix des matériaux au sein de l'industrie
Dans de nombreux cas, les fabricants de moules utilisent des critères de sélection des matériaux très vagues, sans fournir de paramètres précis. Cela entraîne souvent des défaillances de moules et le blocage du projet . L'utilisation de matériaux de mauvaise qualité réduit considérablement la durabilité des moules industriels en production de masse, car elle ne permet pas de répondre aux exigences d'un outillage de moulage par injection de haute qualité.
- Les fabricants classiques ne tiennent pas compte des conditions d'utilisation et, par conséquent, utilisent sans discernement de l'acier pré-trempé bon marché. Or, ce type d'acier n'est pas adapté au moulage industriel renforcé de fibres de verre, à haute température et haute pression.
- L'étape de revenu en trois phases (T) est omise, ce qui engendre des contraintes résiduelles dans l'acier. Ce dernier est alors vulnérable aux fissures intergranulaires lorsqu'il est soumis à des pressions élevées.
- L'absence de procédés de contrôle métallographique entraîne une teneur insuffisante en martensite dans l'acier, ce qui conduit à un écaillage par fatigue des cavités dans des scénarios de production de masse prolongés .
Le tableau ci-dessous vous permettra de déterminer avec précision dans quels cas les différents aciers à mouler sont appropriés et d'éviter les erreurs de sélection. Il présente les principales caractéristiques et conditions d'utilisation des aciers à mouler industriels les plus courants.
Acier de qualité | Plage de dureté après traitement thermique | Niveau de résistance à la fatigue | résistance à la corrosion | Scénarios d'application industrielle typiques |
1,2344 ESU/H13 | 48-52 HRC (trempe sous vide + triple revenu). | Niveau S (Niveau le plus élevé) | Moyen, adapté aux résines industrielles conventionnelles. | Corps de vannes de pompes, pièces structurelles d'équipement lourd, pièces de châssis automobiles. |
S136 ESR | 50-52 HRC (trempe sous vide + traitement cryogénique). | Niveau S | Excellent, convient aux résines corrosives telles que le PVC et le POM . | Pièces pour équipements médicaux , pièces industrielles de qualité alimentaire, corps de vannes en fibre de verre haute résistance. |
718H | 30-35 HRC (pré-durci). | Note A | Moyen | Boîtiers industriels généraux, pièces structurelles à faible charge, production en série en moins de 100 000 cycles . |
P20 | 28-32 HRC (pré-durci). | Note B | Général | Boîtiers pour équipements de génie civil, accessoires industriels de faible précision, production en série en moins de 50 000 cycles. |
NAK80 | 38-42 HRC (pré-durcissement + traitement de vieillissement). | Note A | Excellent | Panneaux pour équipements industriels, accessoires de qualité optique, pièces de production en série à faible charge. |
Procédés normalisés de sélection des matériaux et de traitement thermique
JS Precision se concentre sur l'amélioration des caractéristiques microscopiques de l'acier afin de réussir la production industrielle en série sous haute pression . Grâce à la mise en œuvre d'un contrôle de processus standardisé, elle prévient les problèmes de défaillance tels que la fatigue et l'usure de l'acier, garantissant ainsi un fonctionnement stable et durable des moules.
1. Les principales cavités du noyau sont fabriquées de manière uniforme à partir d'acier de qualité industrielle 1.2344 ESU/H13 et S136 : ce sont des aciers de qualité industrielle adaptés aux conditions d'injection supérieures à 120 MPa.
2. Un processus de trempe sous vide + revenu en trois étapes a été appliqué pour maintenir la dureté stable à 48-52 HRC et pour éliminer complètement les contraintes résiduelles à l'intérieur de l'acier.
3. La microstructure est soigneusement contrôlée selon la norme de niveau 1 de martensite, ce qui signifie qu'il n'y aura ni fissures ni usure après des millions de cycles.
Dans ces conditions, un acier à moule industriel de qualité doit non seulement satisfaire à la norme de dureté superficielle, mais surtout pouvoir compter sur un processus de traitement thermique complet pour optimiser la microstructure, rester durable dans des conditions de production de masse à haute pression et à long terme, et prolonger efficacement la durée de vie globale des composants durables de l'outillage de moule.
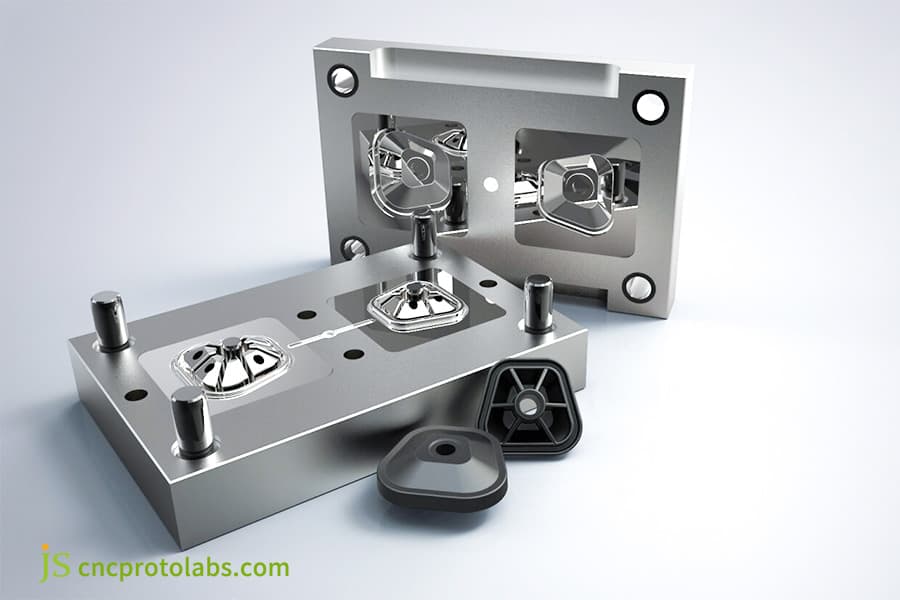
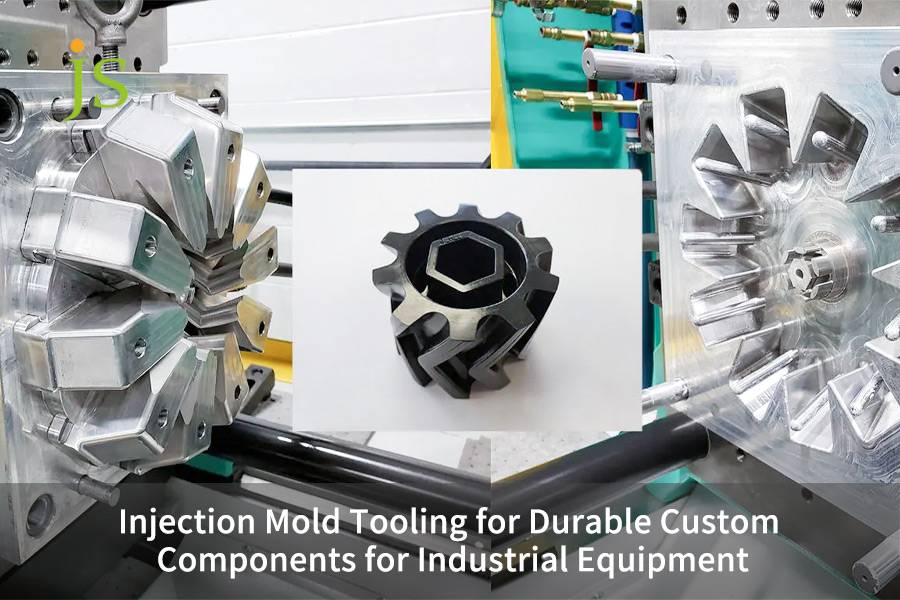
Figure 1 : Deux grandes plaques d'acier et des composants en plastique noir disposés comme pièces d'assemblage de moule d'injection.
Comment contrôler la tolérance d'ajustement dans l'outillage de moules d'injection sur mesure grâce à un usinage de précision ?
L'outillage de moulage par injection sur mesure, grâce à des procédés de fabrication de précision, permet un contrôle précis des tolérances d'ajustement. Les bavures et les écarts dimensionnels des pièces industrielles sont totalement éliminés à la source grâce à une tolérance de noyau fixée à 0,005 mm, obtenue par fraisage CNC à grande vitesse et électroérosion à fil à basse température.
Matrice des équipements d'usinage de haute précision
Le contrôle des tolérances repose fermement sur des équipements d'usinage de haute précision qui non seulement permettent le développement de pièces industrielles complexes présentant des surfaces courbes irrégulières et des structures de précision, mais garantissent également la précision d'usinage de base et l'adaptabilité d'assemblage des outillages de moules d'injection sur mesure.
- Résout le problème des décalages de position sur les surfaces courbes complexes dans les moules multicavités en utilisant un centre d'usinage à cinq axes .
- Assure une précision extrême des petites structures et des pièces d'assemblage grâce à la méthode d'usinage par électroérosion à fil lent.
- Travaille dans un atelier climatisé à une température stable de 20°C±0,5°C afin d'éviter les écarts de tolérance induits par la déformation thermique.
Processus d'inspection dimensionnelle et de contrôle qualité
Lors de la phase initiale d'usinage de précision, afin de révéler les défauts dimensionnels cachés et de stabiliser la précision dimensionnelle et d'assemblage des moules de production en série, un contrôle dimensionnel complet est effectué à l'aide d'équipements spécialisés.
Les moules industriels classiques, avec une tolérance de 0,02 mm, conviennent uniquement à la production de biens de consommation et ne permettent pas de répondre aux exigences d'assemblage de précision des équipements industriels. Grâce à une machine de mesure tridimensionnelle Zeiss, JS Precision effectue un contrôle dimensionnel complet des moules et garantit une tolérance de 0,005 mm, conformément à la norme de précision ISO 286 .
Cela permettra de limiter les défaillances d'assemblage et les problèmes d'usure, et la chaîne de fabrication méthodique des moules d'injection ouvrira entièrement la voie à une précision optimale des moules.
Nous vous invitons à télécharger vos dessins 3D Step sur notre système d'évaluation. Les experts en fabrication de haute précision de JS Precision vous fourniront sous 24 heures un devis personnalisé pour le traitement de vos moules, incluant une analyse des tolérances.

Figure 2 : Gros plan d'une machine CNC usinant une pièce métallique pour l'outillage de moule d'injection dans un environnement d'usine.
Comment résoudre les problèmes de contrainte et de déformation dans le moulage d'outillage d'équipements industriels ?
Le problème de la déformation lors du formage de composants industriels peut être résolu de manière optimale grâce à l'optimisation de la structure et des paramètres. Un outillage de haute qualité pour les pièces industrielles permet d'optimiser au préalable le circuit hydraulique et les paramètres de maintien de la pression , d'assurer un refroidissement et un retrait uniformes, et de corriger les problèmes de production en série tels que le gauchissement des pièces et les écarts dimensionnels.
Principaux problèmes liés au moulage de pièces industrielles
Les pièces industrielles moulées en polypropylène renforcé de fibres de verre, aux parois épaisses, sont sujettes à un retrait anisotrope. Ce retrait peut engendrer une accumulation de contraintes résiduelles, provoquant déformations et fissures . Ce phénomène constitue un problème majeur pour la production en série d'outillage industriel, et entraîne une faible stabilité des cadences de production.
1. Les matériaux modifiés tels que le PA66+30%GF subissent des déformations, de la porosité et des défauts de ligne de soudure en raison d'un retrait de refroidissement inégal.
2. La dissipation de chaleur à travers des canaux droits ordinaires entraîne une énorme différence de température à la surface du moule, ce qui provoque un retrait local excessif des pièces.
3. La concentration de contraintes internes des pièces, causée par des paramètres de pression de maintien hors plage, les rend sujettes à la fissuration et à la déformation en raison d'une utilisation à long terme .
Solution de simulation d'écoulement de moule et d'optimisation structurelle
La simulation d'écoulement avant moulage et l'optimisation structurelle vous aideront à identifier les défauts de moulage et, outre la simulation d'écoulement dans le moule, l'optimisation structurelle contribue à résoudre les problèmes liés à la déformation de la production en série due au refroidissement conforme, ce qui augmente l'uniformité du refroidissement.
JS Precision tire parti de la fonction Moldflow pour simuler un processus de moulage par injection , optimiser la structure de la porte et le processus de maintien de la pression segmentée, libérer avec précision les contraintes internes , résoudre complètement le problème de déformation dans la production en série de pièces en plastique et optimiser également la stabilité de moulage de l'outillage pour les pièces industrielles.
Comment le traitement des plastiques techniques spéciaux peut-il favoriser la modernisation des outillages industriels sur mesure ?
Le moulage de plastiques techniques spéciaux à haute teneur en fibres de verre, comme le PEEK et le PPS, est quasiment impossible, ce qui impose des exigences très élevées en matière de résistance aux hautes températures, de ventilation et de résistance à la corrosion pour l'outillage industriel sur mesure. Dans ces cas, seules des méthodes personnalisées permettent de garantir des taux de rendement élevés.
Difficultés techniques liées au moulage de plastiques spéciaux
La décomposition des plastiques spéciaux haute température produit des gaz résiduels. Les variations dimensionnelles de la rainure d'évacuation entraînent très facilement la mise au rebut de pièces, ce qui constitue le principal problème technique dans l'outillage industriel sur mesure .
1. Les rainures d'aération > 0,02 mm provoquent des bavures sur les pièces et perturbent ainsi la tolérance d'assemblage.
2. Les rainures d'aération < 0,005 mm peuvent signifier des gaz piégés, et leur combustion entraîne des taches noires de carbonisation sur la surface.
3. Les aciers à moules ordinaires s'usent rapidement sous l'effet de la corrosion par les métaux en fusion, ce qui réduit la durée de vie du moule.
Procédés de mise à niveau ciblés des moules
Grâce à un usinage de précision au micron près et à une conception de ventilation à plusieurs étages, ces caractéristiques techniques peuvent être modifiées avec succès pour s'adapter aux conditions de moulage extrêmes de matériaux spéciaux, permettant ainsi un compromis entre l'efficacité de la ventilation et la précision du moulage tout en stabilisant les taux de rendement des pièces.
Nous concevons des canaux d'évacuation de précision à plusieurs étages adaptés au comportement d'écoulement de matériaux spéciaux en combinant l'utilisation d' inserts usinés CNC hautement résistants à la corrosion et d'un système de température de moule haute température , qui servent à résoudre les problèmes de brûlure de la matière fondue et de bavures, nous permettant ainsi de mettre en œuvre des pratiques de fabrication de moules d'injection raffinées.
Votre projet utilise-t-il du PEEK ou des plastiques à haute teneur en fibres de verre ? Contactez l’équipe d’ingénieurs expérimentés de JS Precision ; nous concevrons pour vous une solution de développement de moules parfaitement adaptée à vos matériaux.

Figure 3 : Une variété de pièces en plastique technique noir, présentant des composants usinés sur mesure utilisés dans des applications d'outillage industriel.
Quelles normes d'audit DFM les fournisseurs de services d'outillage de moulage sur mesure de haute qualité doivent-ils posséder ?
Le principal avantage de faire appel à un prestataire de services professionnel en matière d'outillage de moulage sur mesure est qu'il réalise des audits DFM standardisés dès la phase de conception afin de détecter les défauts de conception, d'optimiser les paramètres, d'éliminer les risques de modification et de conduire à une production de masse stable.
Indicateurs quantitatifs de base pour l'audit DFM professionnel
Des indicateurs d'audit quantitatifs standardisés sont essentiels pour un moulage sans défaut et constituent le critère fondamental qui distingue un service d'outillage de moulage sur mesure de haute qualité des fabricants classiques. Ils permettent notamment d'identifier les différents risques en phase de production.
- Angle de démoulage de la surface extérieure : 1,5 pour les plastiques renforcés, 3 pour les surfaces texturées, afin que la pièce ne soit pas rayée lors du démoulage.
- Outre ces indicateurs, la transition d'épaisseur de paroi, l'équilibre d'éjection, la course du curseur, les structures en contre-dépouille et la disposition de la porte font également l'objet d'un audit approfondi.
- Il existe une prédiction très précise du risque de modification du moule et l'optimisation structurelle est réalisée de manière proactive afin d'éviter des coûts de reprise de plusieurs dizaines de milliers de dollars.
Différences techniques entre fournisseurs et clients
Un fabricant classique se contente de copier le modèle de moule de base et ne parvient pas à identifier les problèmes potentiels ni la complexité des pièces moulées. Cela engendre inévitablement des défauts de moulage , entraînant des retards de livraison importants et même des modifications répétées des moules. En revanche, notre système d'audit DFM nous permet d' atteindre un taux de réussite au premier essai supérieur à 95 %, ce qui se traduit par des économies de temps et d'argent considérables pour nos clients.
Un fabricant classique ne peut que reproduire les structures de moules de base et ne peut anticiper les problèmes potentiels liés au moulage de structures complexes, ce qui entraîne fréquemment des modifications de moules répétées et des retards de livraison. Notre système d'audit DFM éprouvé nous permet d'augmenter le taux de réussite des moules d'essai, améliorant ainsi la qualité de la mise en œuvre des outillages industriels sur mesure.
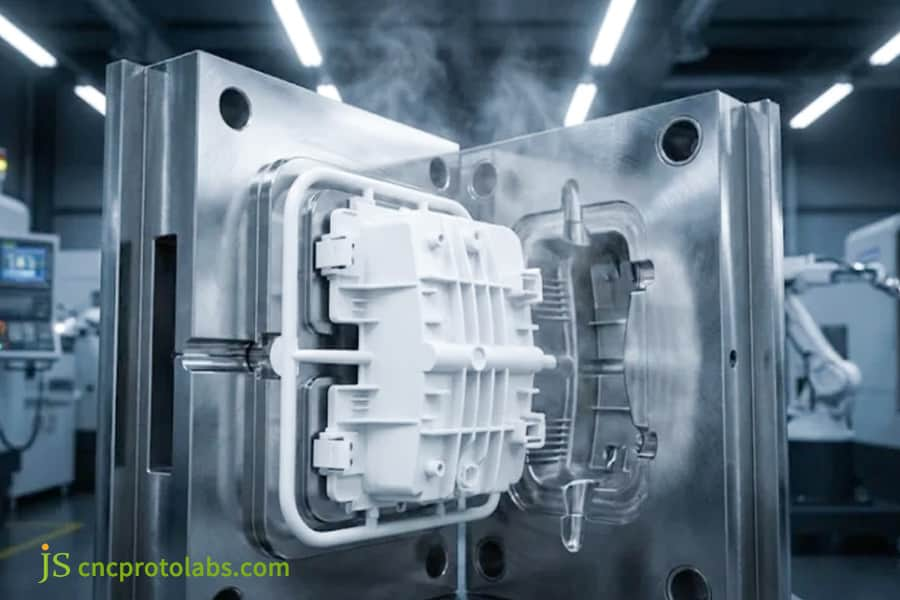
Figure 4 : Un composant de moule subissant un usinage de précision dans un environnement de fabrication professionnel.
Comment JS Precision a-t-elle résolu le problème d'usure prématurée des moules de corps de vannes en nylon haute résistance ?
Cette section présente un projet industriel concret à titre d'exemple. Ce projet s'appuie sur des techniques de fabrication par moulage par injection éprouvées pour résoudre le problème d'usure des moules de corps de vannes en nylon renforcé de fibres de verre, grâce à une série d'évolutions des matériaux, des procédés et de la conception, aboutissant à une augmentation significative de la durée de vie des moules .
Problèmes complexes du client
Ce fabricant de pompes et de vannes possédait des moules en acier P20, initialement conçus pour le moulage par injection de corps de vannes en PA66 renforcé à 40 % de fibres de verre. L'érosion due aux fibres de verre était la principale cause de la défaillance des moules. Les méthodes conventionnelles et rudimentaires de fabrication de moules d'injection se sont avérées totalement inadaptées à la production en série de fibres de verre très résistantes. De fait, les moules présentaient des défauts tels que des déformations au niveau des points d'injection et des bavures. Ces problèmes ont engendré des temps d'arrêt importants pour la réparation des moules et des coûts de maintenance élevés.
Solution de mise en œuvre étape par étape
S’appuyant sur notre expérience pratique dans le domaine de la conception de moules pour pièces industrielles en fibre de verre haute densité, notre équipe a formulé un plan d’optimisation quadridimensionnel qui couvre les matériaux, les procédés, la structure et le traitement de surface :
1. Amélioration des matériaux : Utilisation d'un acier suédois S136 refondu sous laitier électroconducteur de haute pureté et résistant à l'usure au lieu de l'acier P20 initialement fourni comme matériau, ce qui était tout à fait raisonnable dans les conditions d'érosion de la fibre de verre.
2. Optimisation du traitement thermique : Trempe sous vide par un tiers + revenu en trois étapes , aboutissant à une dureté de 50-52 HRC, tandis que la structure métallographique est de qualité 1.
3. Modification de surface : La cavité et le canal d'alimentation ont été revêtus de nano-CrN PVD pour augmenter la dureté à plus de 2000 HV afin que la surface puisse résister à l'érosion de la fibre de verre.
4. Optimisation structurelle : Au lieu d'une vanne ponctuelle, une vanne en forme d'éventail a été utilisée pour réduire la chaleur de cisaillement locale ; de plus, deux circuits d'eau séparés (double boucle) ont été ajoutés pour l'équilibrage de la température.
Bilan du projet et leçons apprises
Lors de la deuxième phase des essais de moule, la pression de maintien extrêmement élevée a provoqué une cristallisation irrégulière ainsi qu'une concentration de contraintes dans le corps de la vanne. L'équipe a rapidement modifié les points de pression de maintien et les paramètres de température du moule afin d'éliminer les contraintes résiduelles et de corriger le problème de déformation de la pièce. Cet exemple illustre parfaitement l'importance d'un processus de moulage adapté.
Résultats de la mise en œuvre et commentaires des clients
L' outillage de moulage par injection sur mesure, une fois optimisé , a subi plus de 1,15 million de cycles à pleine capacité, avec des tolérances dimensionnelles stables et facilement contrôlables. Grâce à cela, le client a pu réduire de 92 % les temps d'arrêt pour réparation de moules. Forts de notre expertise en optimisation des processus, nous avons résolu un problème majeur du secteur et obtenu un exemple de grande qualité pour la production en série d'outillage de moulage par injection sur mesure haut de gamme.
Vous souhaitez reproduire ce succès et améliorer considérablement l'efficacité de votre production de composants industriels ? Contactez sans plus attendre l'équipe d'experts de JS Precision pour une solution de développement de moules sur mesure.
Comment optimiser le rapport coût/retour sur investissement des moules industriels grâce aux améliorations technologiques ?
L'acquisition d'outillage pour moules d'injection doit prendre en compte le coût total du cycle de vie du moule plutôt que de se concentrer uniquement sur le devis initial. Une conception structurelle standard permet d' optimiser les coûts d'investissement et, par conséquent, d'améliorer la rentabilité et le retour sur investissement pour la production en série de moules sur le long terme.
Modèle de calcul du coût total de possession (TCO) du cycle de vie complet des moules
Notre modèle de calcul du coût total de possession (TCO) sur l'ensemble du cycle de vie, spécialement conçu à cet effet, permet de calculer précisément le coût total d'utilisation d'un moule, évitant ainsi les pertes cachées telles que la maintenance et les temps d'arrêt dues à l'achat d'un moule bon marché. Il constitue la principale référence pour l'achat de services d'outillage de moulage sur mesure.
La formule clé du calcul : CoûtTotal = T + (UV). Le coût total d'un moule dépend non seulement de son prix d'achat initial, mais aussi des pertes liées à la production en série. En effet, les pertes à long terme engendrées par des moules bon marché et de mauvaise qualité sont souvent supérieures à la différence de prix d'achat initiale.
Optimisation de la comparaison des coûts et des avantages
Schéma de configuration du moule | Coût initial d'ouverture du moule | Durée de vie | Coût total de production pour 1 million de pièces | Fréquence de maintenance |
Moule ordinaire en acier P20 | Prix de base (inférieur). | ≤300 000 cycles. | Prix de base. | Maintenance à haute fréquence. |
1.2344 Acier + Moule revêtu PVD | 30 % plus cher que le prix de base. | ≥1 000 000 cycles. | 40 % moins cher que le prix de base. | Quasiment sans entretien. |
La conception modulaire des inserts permet de s'adapter à la production de plusieurs types de pièces, réduisant ainsi les coûts d'ouverture répétée des moules, améliorant le retour sur investissement à long terme et renforçant efficacement la réutilisabilité et la rentabilité de l'outillage des équipements industriels .
Pourquoi choisir JS Precision comme partenaire de confiance à long terme pour la fabrication d'outillage industriel sur mesure ?
La garantie d'une production industrielle stable repose sur une chaîne d'approvisionnement fiable en outillage et équipements industriels . JS Precision se spécialise dans la conception et la fabrication de moules de précision non standard sur mesure, et propose des services de processus standardisés à de nombreuses entreprises industrielles.
Système d'assurance qualité normalisé
Afin de garantir la qualité et la sécurité de la production, notre système de contrôle qualité est standardisé et systématique, couvrant l'intégralité du processus, de l'inspection en usine à la livraison . Nous documentons et suivons rigoureusement chaque étape et offrons une garantie solide quant à la stabilité et la sécurité de la production en série d'outillage industriel sur mesure de haute qualité.
- De notre côté, nous prenons très au sérieux le système de gestion de la qualité ISO 9001:2015 et assurons la traçabilité jusqu'au traitement, aux tests et à la livraison.
- Grâce à notre excellent parc de machines de traitement, nous pouvons répondre aux besoins en outillage industriel diversifié et personnalisé, de haute précision et à longue durée de vie.
- Nous nous consacrons aux domaines industriels généraux, concentrant nos ressources techniques sur un créneau spécifique ; notre objectif est d'éliminer les problèmes découlant du manque de précision du processus dû à la généralisation de l'activité.
Valeur fondamentale de la coopération client
Nous travaillons sur les besoins de production à grande échelle, en nous efforçant constamment d' améliorer la qualité des moules tout en maintenant les coûts et les délais de livraison à des niveaux contrôlés afin de produire des moules industriels stables et rentables, capables de satisfaire aux exigences des outillages de moulage par injection personnalisés haut de gamme.
Le groupe s'engage à répondre aux besoins de production en série de ses clients et s'efforce constamment de maintenir un équilibre optimal entre la stabilité des moules et les marges bénéficiaires. Par ailleurs, un support technique fiable pour les moules fait partie des services que nous proposons afin de faciliter la production à grande échelle de composants industriels.
Vous recherchez un fabricant offrant des produits de haute qualité à des prix compétitifs, avec une communication technique fluide ? Envoyez votre demande officielle à JS Precision dès maintenant et collaborons pour créer des moules performants alliant qualité supérieure et retour sur investissement.
FAQ
Q1 : Quelles sont les nuances d'acier couramment utilisées pour l'outillage de moules d'injection sur mesure de qualité industrielle, et comment les sélectionner en fonction des besoins de traitement ?
Le choix de l'acier pour les moules industriels dépend des conditions de production en série. Pour une production en série à forte charge, on privilégie les aciers 1.2344 et S136. Pour des charges modérées, les aciers 718H et P20 sont recommandés. N'hésitez pas à nous fournir vos plans afin d'obtenir un plan de sélection des matériaux sur mesure et un devis précis.
Q2 : Comment s'assurer que l'épaisseur irrégulière des parois des composants industriels complexes ne provoque pas de retrait de surface lors du processus de fabrication par moulage par injection ?
Nous améliorons la disposition des points d'injection grâce à la simulation Moldflow, utilisons des pièces en cuivre-béryllium pour les zones épaisses des pièces afin d'accélérer la dissipation de la chaleur et, en même temps, employons un circuit d'eau à température constante de 2℃ et un profil de pression de maintien en deux étapes pour éliminer complètement le problème de retrait de surface.
Q3 : Pourquoi dit-on que le service d’outillage de précision sur mesure devrait inclure des audits de défauts préalables à la conception pour la fabrication (DFM) ? Quels coûts cela peut-il permettre aux acheteurs ?
En réalisant des audits DFM avant production, les fabricants peuvent repérer à l'avance divers problèmes potentiels dans les structures et le moulage et ainsi éviter de manière fiable et rentable les modifications secondaires des moules, qui sont très coûteuses et entraînent un retard de livraison de 2 à 4 semaines . Parallèlement, ces audits augmentent continuellement le taux de réussite du premier moule à plus de 95 %.
Q4 : Comment garantir la résistance à la fatigue et à la fissuration des composants d'outillage de moule durables face à une production industrielle continue de pièces à haute intensité ?
Nous mettons en œuvre des traitements de relaxation des contraintes et cryogéniques sur les inserts du noyau porteur, avec une structure autolubrifiante en graphite résistante à l'usure et un nano-revêtement PVD à haute dureté comme couche de surface, le tout contribuant à améliorer la résistance à la fatigue et la prévention des fissures du moule en production de masse.
Q5 : Quel est le prix approximatif pour un seul jeu de moules d'injection combiné aux services d'usinage chez JS Precision, et quelle est l'étendue des coûts ?
Le coût des moules haute performance conçus pour des millions de cycles de fonctionnement commence à quelques milliers de dollars et peut atteindre plusieurs dizaines de milliers de dollars américains. Notre grille tarifaire est simple et transparente, sans frais cachés , et comprend l'ensemble des services d'usinage et d'assistance.
Q6 : Avez-vous des plans d'optimisation des coûts pour les commandes d'outillage industriel sur mesure à faible volume et à forte mixité ?
Pour les commandes multi-catégories en petites séries, nous utilisons une solution de base de moule universelle avec insert interchangeable, ce qui évite les ouvertures de moule répétées et permet de réaliser 40 % d'économies sur les coûts d'ouverture . De plus, ce système réduit le délai entre l'échantillonnage et la livraison des nouveaux produits à 15 jours ou moins.
Q7 : Quelle est l'approche de JS Precision, en tant que fabricant, en matière de gestion, de maintenance et de stockage des moules d'injection qui sont au nom du client une fois la production terminée ?
Une fois la production terminée, nous procéderons au nettoyage complet des moules, à leur traitement antirouille et à leur stockage dans un entrepôt à température et humidité contrôlées, sous haute sécurité . Nos clients fidèles bénéficieront d'une garantie gratuite pendant toute la durée de vie des moules, ainsi que du remplacement gratuit des consommables de glissement.
Q8 : Combien de jours ouvrables faut-il généralement pour passer de la réception des dessins à l'obtention du premier échantillon final approuvé (échantillon T1) dans un projet de moulage par injection de pièces industrielles ?
Le délai de fabrication des moules pour pièces industrielles est généralement de 25 à 35 jours ouvrables. Nous proposons un plan de conception pour la fabrication (DFM) sous 2 jours, l'usinage de précision est réalisé sous 15 à 20 jours, puis l'assemblage, l'ajustement du moule et le moulage d'essai. Le premier échantillon validé peut être expédié sous 24 heures.
Résumé
Les moules d'injection industriels, fabriqués à partir de matériaux de haute qualité, ayant une longue durée de vie et une excellente stabilité, passent par quatre processus principaux : le traitement thermique de l'acier à haute dureté, garantissant une précision au micron près, la conception d'un refroidissement conforme et un audit DFM avant production afin de bénéficier d'une production à cycle très long sans fissures ni usure et ainsi éviter les coûts importants liés aux réparations de moules et aux temps d'arrêt de production qui surviennent assez fréquemment .
JS Precision est une entreprise qui propose des moules industriels de précision sur mesure et dispose d'un système très développé, gage de qualité, ainsi que d'une équipe professionnelle d'usiniers capables de résoudre les problèmes rencontrés dans la production en série de moules industriels.
Cliquez sur le bouton ci-dessous pour nous soumettre votre demande et vos dessins CAO , ou envoyez un courriel directement à notre service d'ingénierie. Laissez-nous mettre à votre service des solutions techniques professionnelles rigoureuses et adaptées à vos besoins pour concevoir des moules sûrs, fiables et hautement rentables !

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

