

Overmolding troubleshooting is a core issue that cannot be avoided in the field of precision manufacturing.
For instance, after overmolding, circuit boards worth thousands of dollars can have problems with the misalignment of their gold wires and damage to the component that was embedded.
Meanwhile, waterproof items will not be properly sealed in IPX7 tests. These issues are persistently eating away at the profits of production.
This paper aims to analyze the main reasoning of overmolding issues and use both hands on methods and data to offer organizations a comprehensive starting from design to process solution. Thus, qualitative changes in yield as well as reliability in overmolding production can be achieved.
Core Answer Table
| Article Sections | Core Content | Technical Points |
| Common Defects | Root Causes and Countermeasures for Adhesion Failure, Flash, and Inlay Damage. | Material Compatibility, Mold Venting, Full Support Structure for Inlays. |
| Design Keys | Mechanical Interlock Design, Wall Thickness Ratio Optimization Determines Molding Success. | Interlock Structure, Wall Thickness Ratio < 2:1, Corner Radius 0. 5mm to Avoid Sharp Corners. |
| Electronic Component Protection | Low Pressure Injection Molding, Mold Flow Analysis, Gold Wire Protection Strategy. | Low Pressure (1. 5-40 bar), Melt Temperature Reaching PCB < 135. |
| Process Control | Waterproof Sealing, Stress Management, DOE Parameter Optimization. | IP67/IP68 Sealing, Polyamide Shrinkage Rate 1. 5%-2.0%, DOE Orthogonal Experiment Verification. |
Key Conclusions
- Design first: the reason for 80% of overmolding defects is the design phase, not the manufacturing process.
- Thermal sensitivity protection: Low pressure injection molding can offer a pressure of <40 bar to protect precision electronic components, so that the yield can be increased by more than 30%.
- Data driven: Running a DOE to find the best process parameters can reduce trial mold waste by 30% or even more.
- Material matching: Chemical bonding and mechanical interlocking are the two guarantees ensuring the reliability of overmolding bonding.
Why Trust This Guide? JS Precision Overmolding Troubleshooting Method Sharing
The professionalism of overmolding troubleshooting is the key factor in determining production efficiency.
JS Precision, with 15 years of practical experience and high end clientele including global automobile, medical and consumer electronics industries, successfully solved over 2000 complex overmolding projects and developed a standardized solution system for major problems such as adhesion failure, electronic component damage and poor sealing.
We company owns a mold flow analysis laboratory and can carry out full dimension mold flow simulation using Moldex-3D and SOLIDWORKS Plastics. We also have core technologies such as DOE process optimization and low pressure, low temperature injection molding.
Coupled with a professional engineering team and precision production equipment, we are capable of providing clients one on one support for the entire process, starting with design optimization and process debugging, through to mass production, thereby guaranteeing stable product quality, and production efficiency.
Take the case of an automotive electronics company-the overmolding yield of their PCBs was only 65% due to gold wire misalignment and seal failure and thus monthly scrap losses were more than $180,000. The yield was boosted to 97.5% and the monthly scrap losses fell by $171,000 after just 10 days of JS Precision's process optimization.
JS Precision strictly follows the standards of UL 94 flame retardancy and material compatibility for overmolding material matching. Besides, the company fulfills the biocompatibility requirements of ISO 10993-1, thus ensuring the combination of substrate and overmolding materials is at the level of the highest industry standards.
So far, JS Precision has maximized the average yield of automotive electronics PCB overmolding up to more than 98%, and 100% IP68 sealing compliance for medical device overmolding was achieved, which has helped customers save more than a million US dollars in scrap costs annually.
For companies facing overmolding challenges, our engineering team offers free overmolding troubleshooting technical consultation, providing precise root cause analysis and preliminary solutions for your product defects, allowing you to quickly find the breakthrough point.
What Are The Most Common Overmolding Troubleshooting Challenges You Face?
The majority of overmolding failures are related to adhesive failure, flash/short shots, and embedded damage (which together make up over 70%). Resolving these issues can increase production yield by more than 60%. Detailed points on how to address these issues are listed below.
Adhesive Failure:
Major reasons for adhesive failure include material incompatibility, substrate contamination, and wrong temperature. Using compatible combinations like TPE and PP, cleaning the substrate, and setting the molding temperature in line with material characteristics (e.g. LSR overmolding substrate temperature at 250-400F) are essential steps for avoiding adhesive failure.
Flash and Short Injection:
To eliminate flash, clamping force may need to be increased by 15-20%. On the other hand, short injection can be dealt with by raising injection pressure by 10-15% and venting suitably. To tackle both issues, the melt flow path can be fine tuned by using mold flow analysis.
Inlay Damage:
It is the result of lack of support, wrong gate placement, or too high a pressure. Thus, to do this you will create a fully support structure with design, it will come gate location optimization, mold flow force prediction will be done by the software.
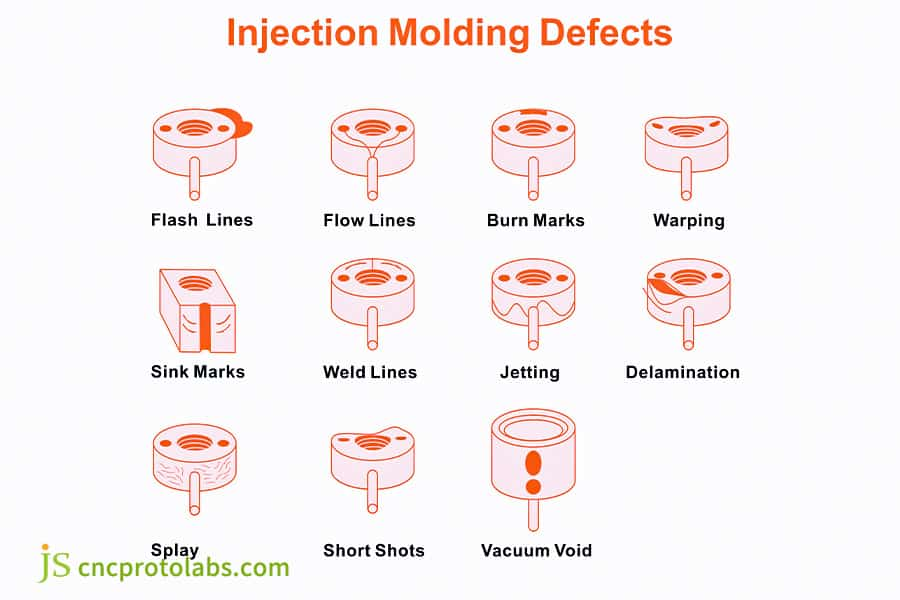
Figure 1: A chart listing and illustrating twelve common injection molding defects such as flash lines, flow lines, and sink marks, useful for troubleshooting overmolding issues.
Why Does Overmolding Design Determine 80% Of Molding Success?
Overmolding design is the main factor leading to molding success by a factor of 80%. This is because material selection and product geometry can stop 90% of adhesion, deformation, and sealing problems at the source. Poor design makes all changes in the process futile.
Mechanical Interlocking vs. Chemical Bonding:
In order to ensure adhesion reliability for overmolding, the process must combine chemical bonding and mechanical interlocking.
Chemical bonding is a factor of material compatibility, while mechanical interlocking is possible through the use of substrate through holes and grooves, and at the same time, the avoidance of abrupt changes in material transition zones.
Wall Thickness to Flow Distance Ratio
The soft coating layer thickness should be 1.6mm or more. The flow path to wall thickness ratio must be very well controlled. For complicated structural shapes, a dual gate type may be applied to help strengthen filling uniformity and avert situations of too quick cooling or insufficient filling.
Edge and Sharp Corner Design
Sharp corners are the main cause of stress concentration and cracks. Therefore, all sharp corners should have a radius of 0.5mm at least, according to the ASTM D638 standards. Stress is spread by means of rounded transitions and a hard stop structure has been designed to keep the curling of the coating layer from happening.
Overmolding Common Material Compatibility Table
| Base Material | Recommended Coating Material | Bonding Method | Applicable Fields | Molding Temperature (°C) | Shrinkage (%) |
| PP | TPE/TPV | Chemical Bonding + Mechanical Interlock | Automotive Parts, Tool Handles | 180-200 | 1.5-2.0 |
| ABS | TPC/TPU | Chemical Bonding | Consumer Electronics, Medical Devices | 190-210 | 1.6-2.1 |
| PC+ABS | TPU/TPE | Chemical Bonding | Automotive Electronics, Precision Instruments | 200-220 | 1.5-1.9 |
| PA6-GF | TPE/TPU | Primarily Mechanical Interlocking | Industrial Tools, Automotive Structural Parts | 200-220 | 1.8-2.2 |
| Metal | TPU/PVC | Mechanical Interlocking | Connectors, Hardware Accessories | 180-200 | 1.4-1.8 |
| PCB | Polyamide Hot Melt Adhesive | Physical Bonding + Sealing | Electronic Components, Sensors | 180-210 | 1.5-2.0 |

Figure 2: Various electronic enclosures in different assembly stages, showcasing overmolded grips and casings with snap-fit interfaces and structural reinforcements.
How To Protect Sensitive Components During Overmolding Circuit Boards?
The principal targeting solution for safeguarding delicate elements on overmolding PCBs is the use of low pressure injection molding (1.5-40 bar).
In such a technique, the issues of wire guide deviation and solder joint breakage, which result from the high pressure and high temperature of the traditional injection molding are not encountered.
Thermal Damage and Pressure Damage
Both temperature and pressure should be very well regulated. When in contact with the PCB, the melt temperature should be lowered to less than 135C.
Injection molding pressure of low pressure is much lesser as compared to the pressure applied during the conventional injection molding process. To protect and seal simultaneously low temperature polyamide hot melt adhesive is used.
Wire Guide Deviation and Solder Joint Breakage
The main culprit is the melt shear force. Changing the gate location using mold flow analysis and then putting glue on the wire guides and solder joints to form a thin layer of insulation that will resist the impact are the best steps to take.
Electrical Insulation Reliability
The covering material should therefore be suitable for providing long term insulation and waterproofing. Polyamide hot melt adhesive exhibits excellent insulation characteristics. It must be tested for stability after molding, e.g. by methods such as damp heat resistance and salt spray resistance.

Figure 3: A comparison showing a bare printed circuit board (PCB) and the same board fully encapsulated in a black polymer housing via low-pressure overmolding.
Why Is Overmolding Electronics The Ultimate Test Of Process Control?
Overmolding electronics is a highly delicate process that requires strict adherence to temperature, pressure, and stress levels since electronic parts are very sensitive to these factors.
It is vital to combine controls for temperature and pressure, stress relief measures, and full scale testing at every step of the production line to achieve waterproofing, sealing, and durability in the long run.
The Challenges of Waterproofing and Sealing
Achieving IP67/IP68 levels of waterproofing fundamentally involves the elimination of micro gaps in the interface. Therefore stable material chemical bonding must be assured.
In addition, features such as sealing ribs and flow barriers must be well designed, and leak detection through 100% vacuum bubble testing post molding must be performed.
Stress Management of Incompatible Materials
Internal stress is very likely to be created due to differences in the thermal expansion coefficients of the heterogeneous materials.
Choosing polyamide materials that have shrinkage rates which are very stable (1.5%-2.0%) is important to avoid the formation of uneven coating layers. Moreover, pairs of materials with comparable thermal expansion coefficients should be selected.
Incorporation of Functional Testing
Functional testing must be part of a closed loop process that includes 100% electrical performance and high voltage insulation testing. It should be combined with automated optical inspection that helps to recognize electrical performance issues as well as appearance defects.
JS Precision provides customized process solutions for overmolding electronics, offering free production cost calculations to make precision electronic overmolding more efficient.
How Does Low Temperature Overmolding Address Issues Associated With Heat-Sensitive Substrates?
Low temperature overmolding, by using low temperatures of 180-220 and low pressures of 1. 5-40 bar, does not hit the tolerance limits of heat sensitive substrates, so it is a solution to the issue of damage to heat sensitive substrates and it also improves yield to more than 95%.
Protecting Heat Sensitive Substrates and Components
Low temperature and low pressure are core advantages, significantly different from traditional injection molding parameters, as detailed below.
| Process Type | Injection Pressure (bar) | Melt Temperature (°C) | Mold Temperature (°C) | Holding Time (s) | Cooling Time (s) | Applicable Scenarios |
| Traditional Hard Plastic Overmolding | 500-800 | 220-280 | 40-60 | 10-15 | 20-30 | General Plastic Parts Overmolding |
| Low-Pressure Low-Temperature Overmolding | 1.5-40 | 180-220 | 30-50 | 5-10 | 10-20 | Thermosensitive Components, PCB Overmolding |
| LSR Overmolding | 100-200 | 250-300 | 120-150 | 8-12 | 15-25 | Medical Devices, Seals |
| Decorative Film Overmolding | 200-300 | 190-210 | 40-50 | 8-10 | 15-20 | Appearance Parts, Consumer Electronics |
Material Selection Strategy
The main component is a polyamide hot melt adhesive which strongly bonds to a wide range of substrates, is free of solvent, can be recycled, and it is a good trade off between protection and cost.
Energy Saving and Cost Effectiveness
In comparison with conventional injection molding, energy usage is cut down by over 30%, inexpensive aluminum molds can be employed, manufacturing speed is raised by over 10 times, and the total cost benefit is considerable.
Contact JS Precision to obtain technical parameters and material selection guidelines for low temperature overmolding, and customize molding solutions for your heat sensitive products.
How To Prevent Defects In Overmolding Of Decorated Film Inserts?
The main focus when trying to prevent overmolding of decorated film inserts is to control the relief radius of the mold. When this is done together with accurate film placement and temperature/pressure control, it is possible to raise output levels to over 90% and eliminate issues like ink peeling and film wrinkling.
Ink Peeling and Film Wrinkling
The main reasons for these problems are the wrong curvature and too high temperature. It is very important to keep the mold curvature radius to diameter ratio in the range of 1.5:1 to 10:1, use locating pins as well as vacuum adsorption to fix the film, and minimize temperature and pressure so that ink does not degrade.
Positioning Misalignment and Punching
Positioning precision needs to be controlled within 0.05mm. The adoption of in mold punching technology is necessary so that punching and coating can be done simultaneously in one step, which practically eliminates errors due to secondary operations.
Maintaining Optical Transparency
The use of materials with high light transmittance, the adjustment of injection process parameters so as not to cause flow marks, as well as the implementation of a hard coating onto the film surface all contribute to making the product more scratch resistant with stable appearance.
Submit your appearance and functional requirements, and JS Precision will provide you with a one-stop molding solution for overmolding of decorated film inserts to obtain accurate quotes.
What Is The Most Economical Way To Implement Overmolding Troubleshooting?
The most economical method for implementing overmolding troubleshooting is to rely on "data driven" techniques. Integrating design of experiments (DOE) process optimization with mold micro repair can lower the cost of trial molding by more than 30%, thereby avoiding unnecessary blind machine adjustments.
Data Driven Adjustments from Trial Molding to Mass Production
DOE forms the basis of process optimization. Through performing orthogonal experiments, ideal conditions are determined, the effect of the variables is measured, and parameter cards are standardized to guarantee stable mass production.
Mold Micro Repair vs. Major Process Adjustments
The adjustments of abnormal process parameters are performed first followed by the micro repair of mold design defects. This is done based on the concept of "easy first, difficult later". Giving the machine changes the place of honor leads to the lowering of the overall costs.
JS Precision Success Case: A Certain Automotive Electronic PCB Encapsulation Molding Yield Increased To 98%
Customer Challenge
A global Tier 1 automotive supplier had serious problems with gold wire misalignment and insert displacement during the overmolding of PCBs for automotive door lock control modules. Initial production yield was only 57%, resulting in monthly losses of over $45,000 due to scrapped materials.
At the same time, the product's IP67 sealing compliance level was below 80%, a clear failure to meet the OEM delivery requirements.
JS Precision Solutions
JS Precision technical team started the client problem solving by a full overmolding troubleshooting. They came up with the solutions in four areas:
1. Design Optimization:
We fully redesigned the support structure of the embedded component, integrating mechanical interlocking points into the substrate to not only enhance its impact strength but also to keep the embedded component from moving in the first place.
2. Process Innovation:
We implemented low temperature overmolding technology, with a focus on tightly controlling the injection pressure at 35 bar while simultaneously adjusting the mold temperature so that the melt reaches the PCB at just 128C. This way, the gold wires and solder joints remain intact and protected.
3. Mold Flow Verification:
Through Moldex-3D analysis of the melt flow front, we were able to identify the optimal gate position allowing the melt to flow around the gold wire sensitive area thus avoiding shear force impact.
4. DOE Parameter Optimization:
We conducted 16 orthogonal experiments aiming to find the best holding pressure curve and cooling time. This led to the resolution of problems like poor product sealing and surface dents.
Quantitative Results
✅ Better Yield: Overmolding yield for automotive door lock control module PCBs went up from 57% to 98.3%, lowering the defect rate by more than 70%.
✅ Shorter Cycle Time: The production cycle time was cut by 22%, from 45 seconds/piece, to 35 seconds/piece, thus increasing production efficiency.
✅ Cost Savings: Annual scrap costs were cut by $380 000 meanwhile, the reduction in trial molding material waste was valued at more than $50,000.
✅ Improved Reliability: Products endured 1000 hours of temperature cycling testing (-40~125), confirming 100% IP67 sealing compliance.
This project not only led to the customer being able to mass produce automotive electronic modules in a stable and reliable manner but also showcased JS Precision customer technical strength in the overmolding circuit boards field.
Want to achieve similar yield and cost breakthroughs in your overmolding production? Contact JS Precision's engineering team now for one-on-one technical communication and customized solutions.
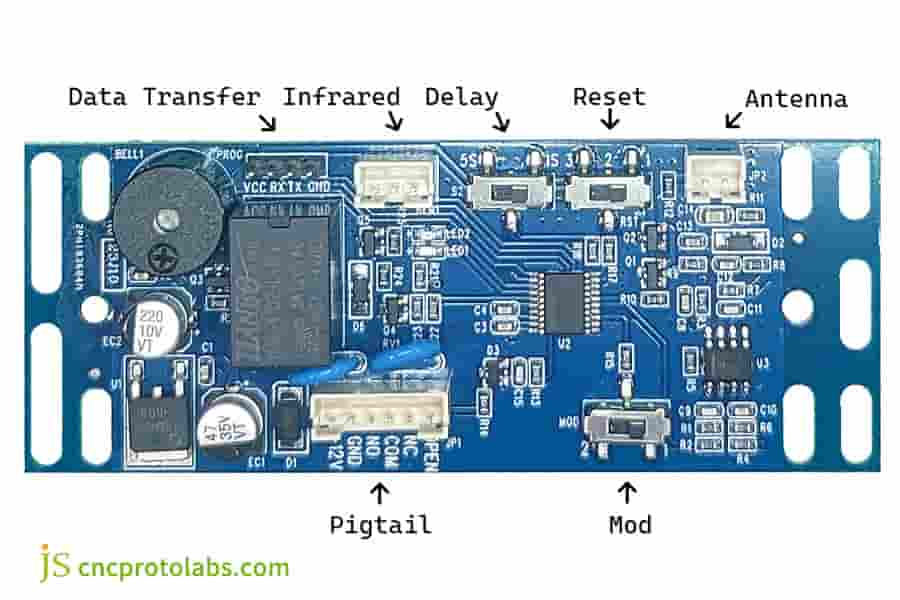
Figure 4: A detailed layout of a blue printed circuit board (PCB) with components labeled for functions such as data transfer and antenna, designed for overmolding encapsulation.
FAQs
Q1: What to do if overmolding adhesion is weak?
Firstly, check the compatibility between the substrate and the coating material, replace the compatible combination, clean the surface of the substrate to remove contaminants, and increase the mold temperature to ensure the formation of chemical bonds.
Q2: How to prevent component damage during PCB coating?
Decide on low pressure injection molding first (pressure < 40 bar) and use low temperature polyamide materials (melt temperature 180-220) because high temperature and pressure can cause damage to highly precise components.
Q3: How to solve short shots (insufficient filling)?
You can increase the injection pressure speed as well as melt and mold temperatures to enhance flowability. Besides, optimizing the mold venting system to allow air to escape from the mold cavity will help eliminate insufficient filling.
Q4: Can overmolding achieve an IP68 waterproof rating?
The way to make a product IP68 waterproof is to use those combination of the substrate and coating material, which chemically bond each other and have a very good stability. Then, the structure should be hermetically sealed. Finally, the presence of any leakage after molding will be tested by vacuum bubble method.
Q5: What is the minimum thickness of the coating layer?
As for soft overlays, a thickness of at least 1.6mm should be your target. Thin layers cool down very fast, however, they won't bond well with the substrate and might then crack or lack material.
Q6: How to prevent inserts from shifting during overlay?
Simply provide a robust mold structure to fully support inserts, place the gate so the molten resin does not directly hit the inserts, and consider mold flow analysis to help you understand and prevent the displacement.
Q7: Which is better, overlay molding or potting?
Overlay molding is great for mass production, it is very efficient, capable of complex structures and also stress relieving.Potting, on the other hand, is sealing well and good for small batches, deep water, high pressure situations.
Q8: What is the shrinkage rate of low pressure injection molding?
Low pressure injection molding often involves using polyamide hot melt adhesive. After 24 hour molding is the shrinkage rate of about 1.5%-2.0%, the shrinkage is stable, and thus product dimensional accuracy is well controlled.
Summary
Overmolding troubleshooting is not merely a single process adjustment, indeed, it is a systematic engineering project covering overmolding design, material selection, process control, and functional testing.
Why choose JS Precision?
🏭 Over 15 years of overmolding experience, catering to global automotive, medical, and consumer electronic clients.
🔬 Possess mold flow analysis lab + DOE process optimization capabilities.
🌱 Employ green manufacturing technologies like low-temperature injection molding and bio-based materials.
📞 24 hour engineering response, complimentary DFM evaluation.
Take action now: Send us your drawings to receive a free overmolding feasibility analysis report. Let us help you turn yield from "struggling" to "excellent".
[Click here to contact JS Precision's technical experts] or call +86 189 2585 8912

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

