
インサート成形サービスは、半導体製造装置の中核部品の製造において重要な役割を果たす。
精密なプロセス制御により、半導体インサート成形はミクロンレベルでの封止不良やイオン汚染の問題に効率的に対処でき、数百万ドル相当のウェハーのバッチ全体を無駄にすることを阻止できる。
JS Precisionが提供するインサート成形技術は、金属の強度と特殊プラスチックの安定性を組み合わせることで、部品が10⁻⁹mbar/l・sの真空度を達成できるようにし、ウェーハの欠陥率を低減し、半導体部品の信頼性基準を再定義します。
半導体製造装置がより高い真空度とより腐食性の高い環境下で稼働するようになると、従来の機械組立ではもはやニーズを満たせなくなり、インサート成形がボトルネックを解消するための主要なプロセスとなっている。
コア回答の要約
コアディメンション | 主要な技術ソリューション | ビジネス価値 | コアデータ |
汚染管理 | クラス100クリーンルーム生産+18MΩ·cm脱イオン水超音波洗浄 | ウェハーの不良率を低減する。 | ウェハーの不良率が30%以上削減されます。 |
材料のシーリング | PEEK/PFAと金属の化学結合プロセス | 高真空レベルを確保してください。 | 安定して10⁻⁹ mbar/lsの真空レベルに到達する |
精度標準 | 自動マニピュレータ位置決め + ±0.01mmの公差制御 | 機器の平均故障間隔を延長する。 | MTBF(平均故障間隔)は8000時間以上に延長されました。 |
熱膨張のマッチング | 炭素繊維30%充填ポリマー+150℃インサート予熱 | 界面剥離を避けてください。 | 界面剥離率は0.1%未満に低減される。 |
生産効率 | 一体成形+自動脱型 | サプライチェーンのリードタイムを短縮する。 | リードタイムは30%短縮され、組立サイクルは40%短縮される。 |
主なポイント
- 気密性保証:インサートを完全にカプセル化することで真空漏れの可能性を排除し、機械的な接合部の隙間によって生じる真空漏れ箇所を完全に解消します。
- 設計上の優先事項:成形後のひび割れを防ぐには、壁の厚さを慎重に検討し、確立されたガイドラインに従ってリブを適切に使用することが重要な要素となります。
- 材料のマッチング:熱膨張係数が金属の熱膨張係数に非常に近い先進的な高分子材料を使用することで、界面剥離を防ぐことができます。
- ワンストップデリバリー: JS Precisionは加工だけでなく射出成形も行うため、サプライチェーンのリードタイムを30%短縮できます。
JS Precisionのインサート成形サービスを選ぶ理由とは?半導体精密製造ソリューション
インサート成形は、半導体製造装置部品の基本的な製造プロセスです。信頼できるインサート成形サービスプロバイダーを選ぶことは、生産リスクを最小限に抑えつつ、生産能力を拡大するために非常に重要です。
半導体企業として、自社のニーズを真に理解し、同時に価値を提供してくれるサプライヤーを求めているはずです。JS Precisionはその好例と言えるでしょう。
ISO 14644-1半導体クリーンルーム規格を厳格に遵守する当社の一流サービスをご利用いただくことで、グローバルレベルに適合した部品ソリューションをご提供できます。
JS Precisionを選択することで、クラス100のクリーンルーム生産環境と18MΩ・cmの脱イオン水超音波洗浄技術をご利用いただけます。これにより、ウェーハの不良率が30%以上直接的に低減され、ウェーハの廃棄による損失を回避できます。
当社の自動ロボット位置決め技術と0.01mmの公差制御技術は、平均故障間隔(MTBF)を8000時間以上に延ばすことを可能にし、それによってダウンタイムによる生産能力の損失とコストの無駄を削減します。
同様の装置ニーズを持つ別の海外半導体顧客は、部品のシール不良によるウェハーの廃棄損失に毎年50万ドル以上を費やさざるを得なかった。
弊社のインサート成形サービスをご利用いただいた結果、漏洩率を10⁻⁹ mbar/lsで安定させただけでなく、部品歩留まり率を65%から99.2%に向上させ、年間40万ドル以上のコスト削減を実現しました。
さらに、当社のチームが長年培ってきたDFM(設計製造性)エンジニアリングの経験を活用することで、設計段階から専門家による最適化アドバイスを受けることができ、サプライチェーンのリードタイムを30%短縮し、製品発売時期を改善し、市場機会を迅速に捉えることが可能になります。
JS Precisionは、お客様のニーズを最優先に考え、 金型設計、材料選定、製造サービスをすべて工程全体にわたって統合的に提供します。
したがって、複数のサプライヤーを探す必要がなくなり、結果としてコミュニケーションコストやサプライチェーンのリスクが最小限に抑えられ、部品生産もより安心かつ効率的になります。
部品の封止、精密制御、その他の問題でお困りの場合は、当社のエンジニアリング専門家までご連絡ください。半導体インサート成形に関する個別の技術コンサルティングをご提供いたします。
半導体製造装置において、精密インサート成形が不可欠な理由とは?
半導体製造装置の極めて過酷な動作環境では、部品は極めて高い気密性と清浄度が求められる。インサート成形は、その中心的な製造プロセスとして、従来の組立方法の欠点を効果的に克服する。
半導体インサート成形とは、高性能プラスチックを金属製の裏板に直接成形する技術であり、これにより留め具やシールが不要になる。
これは、極限環境下における優れた物理的絶縁性能を保証するだけでなく、部品の統合性と気密性を向上させる主要因にもなります。
超高真空条件下における構造強度の向上
従来のメカニカルシールは、10⁻⁷ Torrの環境下では、微細な隙間からのガス漏れによりウェハー汚染の原因となる。インサート成形は、ガスの透過を不可能にする、途切れのない物理的バリアを形成する。
簡単に言うと、部品の周囲に継ぎ目のない保護スーツが巻き付けられているため、漏洩は完全に防げるようになっている。
メリットの統合:
- ガスの侵入や粒子発生の原因となる機械的な隙間が除去されるため、ウェーハの清浄度が維持される。
- 金属本来の強度とプラスチックの寸法安定性を組み合わせることで、部品の寿命を延ばし、交換コストを削減する上で重要な要素となる。
二次組立リスクと粒子発生源の排除
熱膨張と収縮は、機械的な締結具の振動や微細な破片の発生を引き起こし、それによってウェハーが直接使用不能になる可能性がある。
インサート成形は、主に5~10個の部品を1つの一体型部品に成形する技術であり、これにより切削屑の発生源が排除され、組み立て工程が大幅に削減されます。組み立てサイクルを40%以上短縮し、部品表コストを20~30%削減し、人的ミスを低減することができます。
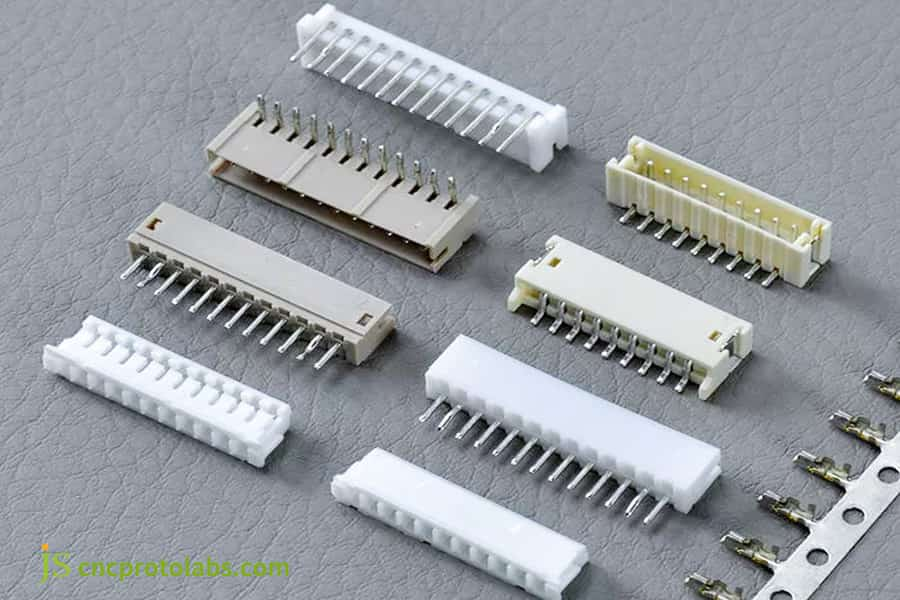
図1:金属インサートを備えた様々な白色およびベージュ色の精密ピンコネクタの展示。半導体用途向けインサート成形の結果を示している。
半導体インサート成形設計ガイドにおける重要なルールとは何ですか?
適切な設計は、インサート成形を成功させるための第一歩です。
インサート成形設計ガイドの主な焦点は、プラスチック壁の厚さを制御し、機械的なインターロック構造を作成し、インサート支持位置を割り当てることで、部品が高圧を受けた際に形状と強度を維持できるようにすることです。
簡単に言えば、これは家を建てるようなものです。しっかりとした土台と頑丈な骨組みが必要です。基本的なルールを守ることで、後々のひび割れや緩みといった問題を未然に防ぎ、部品の長期的な安定動作を保証できます。
壁厚の均一性とゲート位置の最適化
半導体部品では、壁の厚さを1.5~3.0mmに一定に保つ必要があります。そうでない場合、引張応力が集中して亀裂が発生する原因となります。これは、壁の厚さが均一でない場合にも亀裂が発生するのと同様です。壁の厚さが均一であれば、応力分布も均一になります。
当社では、Moldflowシミュレーションを用いて溶接線の位置を特定し、シール不良の原因となる可能性のある、高圧・高真空の重要なシール領域に溶接線が位置しないようにしています。
金属とプラスチックの接合のための機械的インターロック機能
金属とプラスチックの接合強度は、幾何学的な嵌合によって向上します。当社では、アンダーカット(0.2mm)、ローレット加工(ピッチ0.5~1.0mm)、または貫通穴(1.0mm)を有する金属インサートを採用しています。
小型センサーピンの場合、配線の緩みを防ぎ、部品の安定性を確保するために、非円形対称の固定構造を設計しています。
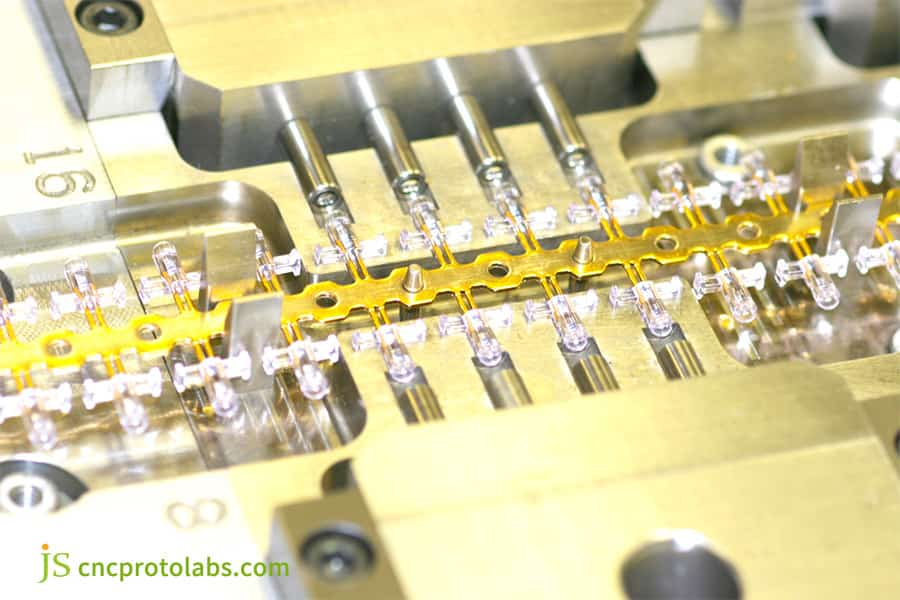
図2:金色の金型ベース内に正確に配置された金属インサートの詳細図。半導体部品製造用の金型を示している。
金属インサート成形ソリューションのうち、熱膨張の不一致を解決するものはどれですか?
熱膨張係数(CTE)の違いは、金属インサート成形における主要な問題の一つであり、部品の層間剥離やシール不良の原因となる可能性がある。インサートの予熱、充填材となる繊維ポリマーの使用、および緩衝ゾーンの設置が最も効果的な方法である。
熱膨張係数(CTE)マッチング戦略
異なる材料間の熱膨張係数(CTE)の違いは、部品の安定性に影響を与えます。一般的に使用される材料のCTEデータは以下のとおりです。
材質の種類 | 材料仕様 | 25℃におけるCTE(ppm/℃) | 100℃における熱膨張係数(CTE)(ppm/℃) | 180℃における熱膨張係数(CTE)(ppm/℃) | アプリケーションシナリオ |
金属インサート | ステンレス鋼316L | 16 | 17.2 | 18.5 | 高真空シール部品 |
金属インサート | アルミニウム合金6061 | 23.1 | 24.5 | 26.3 | 軽量コンポーネント |
金属インサート | コバール合金 | 5.9 | 6.1 | 6.3 | 高精度センサー部品 |
プラスチック素材 | ピュアPEEK | 50 | 58 | 65 | 従来の耐腐食性部品 |
プラスチック素材 | 30%カーボンファイバーPEEK | 18 | 20 | 22 | 熱膨張整合部品 |
プラスチック素材 | PFA | 70 | 78 | 85 | プラズマ耐性部品 |
予熱プロセスと制御冷却サイクル
段階的な冷却を行うためにプログラム可能な温度コントローラーを使用することで、急速冷却によって引き起こされる分子鎖の不均一な結晶化を防ぎ、モジュールの寸法安定性を確保します。
熱膨張係数の不一致でお困りですか?当社のエンジニアリング専門家にご相談ください。界面剥離の問題を解決するための、無料のカスタムインサート成形ソリューションとCTEマッチングソリューションをご提供いたします。
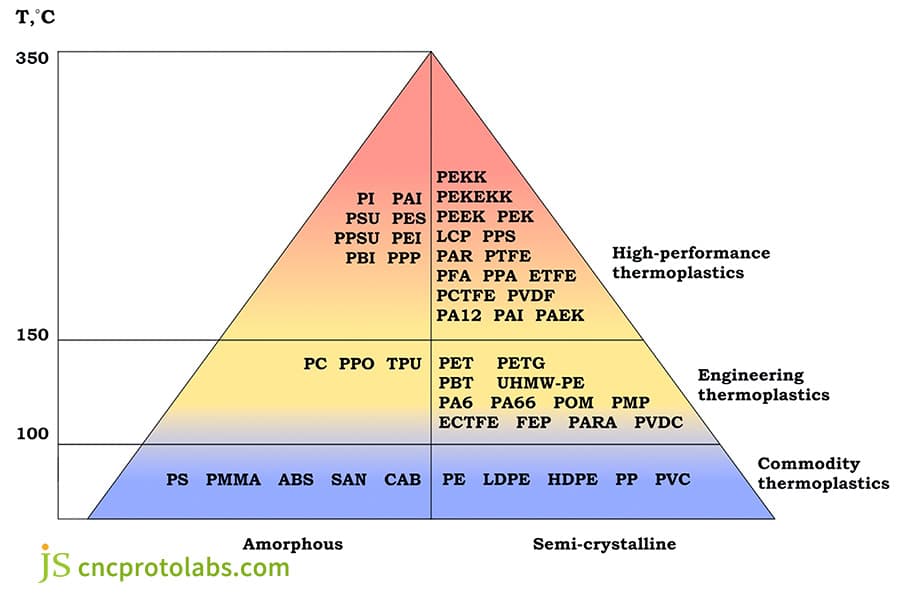
図3:耐熱性と結晶性に基づいて、汎用品から高性能品まで、さまざまな熱可塑性樹脂を分類した三角錐図。
高性能カスタムインサート成形に適した材料の選び方とは?
カスタムインサート成形に使用する材料の選択は、モジュールの性能を左右するため、加工用途に合わせて選択する必要があります。
エッチング装置における耐プラズマ性PFA/PEEK、およびフォトリソグラフィ装置における低アウトガス材料については、常にIEC 61709半導体デバイス信頼性規格への適合性、ならびに純度および誘電率の要件を確認してください。
言い換えれば、半導体製造装置の動作条件が異なれば、作業環境も異なれば、着用すべき服装も異なるということだ。
適切な材料を選択することで、複雑な環境下でも部品の耐摩耗性と耐久性を高め、不適切な材料によって引き起こされる機器の故障やウェハーの廃棄を回避することができる。
腐食性化学物質に対する耐性を備えた高性能ポリマー
PFAとPTFEは、フッ化水素酸などの強酸性環境下でも非常に安定しており、腐食や変形を起こさず、長期間暴露した後でもシール性能を維持します。
熟練したインサート成形技術を用いることで、これらの耐腐食性材料を正確に同期させ、その特性を最大限に活用できるようになります。
構造強度は、 PEEK(ヤング率3.8 GPa)がPPS(2.6 GPa)よりも優れている点のひとつです。お客様の強度要件に最適な材料をご提案いたします。
超高真空における低アウトガス要件
半導体用途においては、材料の総質量損失(TML)は0.1%以下でなければならない。そうでなければ、放出された揮発性物質がウェーハを汚染し、廃棄処分となる。
最新のインサート成形サービスは、どのようにして粒子汚染を最小限に抑えているのでしょうか?
半導体部品に許容される微粒子汚染レベルは極めて低い。プロのインサート成形サービスでは、クリーンルームでの作業、高純度原材料の管理、自動脱型などによってこれを実現している。
これらの対策により、粒子汚染を半導体グレードのレベルまで抑制できるため、ウェーハが部品によって汚染されないことが保証されます。
クリーンルーム製造基準(クラス100/1000)の導入
JS Precisionは、HEPAフィルターシステムにより射出成形エリアの空気品質を確保しています。各種クリーンルームにおける粒子制御基準は以下のとおりです。
クリーンルームクラス | 1立方フィートあたり0.5μm以上の粒子数 | 1立方フィートあたりの5μm以上の粒子数 | 適用可能なプロセス段階 | 顧客メリット |
クラス100 | ≤100 | ≤0 | インサート成形製造、部品洗浄。 | 粒子汚染を回避し、部品収率を99%以上に向上させる。 |
クラス1000 | ≤1000 | ≤10 | 原材料の保管、部品の包装。 | 保管中の二次汚染のリスクを低減する。 |
クラス10000 | ≤10000 | ≤100 | 金型前処理、設備保守。 | 衛生基準を満たしながら、生産コストを抑制する。 |
当社では非常に厳格な作業手順を設けています。従業員は完全なクリーンルームスーツに着替えることが義務付けられています。クリーンルームへの出入り時には、二次汚染を防ぐため、エアロックを通って粉塵を除去する必要があります。
最先端の成形後脱イオン化および洗浄プロセス
部品表面の残留微細粉塵を除去するために超音波洗浄を行う際、当社では18Ω・cmの脱イオン水を使用しており、これにより半導体規格に準拠した清浄度レベルを確保しています。
その後、洗浄を行い、二重真空アルミホイルで包装する工程は、輸送中に粒子が吸着しないように、クリーンルーム内で直接行われます。
クラス100クリーンルームにおけるインサート成形サービスが、どのように微粒子汚染を制御しているかを知りたいですか?詳細な技術情報については、当社の成功事例をご覧ください。

図4:表面に黒い微粒子状の汚染物質が付着した透明な成形部品のクローズアップ。品質管理上の問題点を示している。
半導体業界において、信頼できるカスタムインサート成形メーカーとはどのようなものか?
半導体企業は部品の精度向上とサプライチェーンにおけるリスク低減を目指す中で、 カスタムインサート成形メーカーへの信頼を運任せにする余裕はない。
半導体グレードの品質管理システムを構築でき、精密な試験装置を使用し、 DFM(製造性設計)において豊富な経験を持つ企業が、最も成功する可能性が高い。
精密計測と0.01mmの公差管理
当社では、CCD画像計測システムを用いてインサートの位置をリアルタイムで監視し(精度0.005mm)、高精度な検査を実施しています。また、界面充填品質の断面解析を継続的に行うことで、空隙や気泡が存在しないことを確認しています。
当社では、完全な品質トレーサビリティシステムを導入しています。各製品バッチの詳細な試験記録が保管されており、原材料、パラメータ、および結果のトレーサビリティを確保することで、製品の規格適合性を保証しています。
JS Precisionにおける金型設計から量産までの垂直統合
社内に金型製作工場を保有することで、金型設計・製造からインサート成形生産・試験まで、垂直統合を実現しました。これにより、 DFM(製造性設計)フィードバックサイクルを24時間に短縮し、設計変更に迅速に対応することが可能になりました。
半導体インサート成形における主な課題と解決策は何ですか?
半導体インサート成形は、非常に高い精度が求められるプロセスです。主な問題点としては、インサートのずれ、ウェルドライン強度の低下、気密性の不良などが挙げられます。
ISO 13485半導体部品品質管理規格に準拠することでリスクを低減でき、これらの問題は高精度な技術を用いることで徹底的に解決できる。
高射出圧力下でのインサートのずれを防止する
800~1500バールの高圧射出では、インサートのずれが非常に容易に発生する可能性があります(0.02mmを超えるずれは不良条件となります)。しかし、高度に開発されたインサート成形ソリューションを用いることで、この問題を完全に防止できます。具体的な対策は以下のとおりです。
- 油圧アシストロックと精密位置決めピンにより、アスペクト比の高いインサートでも0.02mm未満の変位を保証します。
- 多段階圧力制御により最適な注入曲線を実現でき、初期段階での低速充填により精密ピンを保護することができる。
プラズマ処理による界面結合強度の向上
金属とプラスチックの界面の接着力が弱いことが、剥離やシール不良の原因となります。接着力を強化する最初の方法は以下のとおりです。
大気圧プラズマ処理により、金属表面から有機物や酸化層を除去し、分子レベルでの結合を実現し、剥離強度を50%以上向上させる。
金属とプラスチックの接着性を高め、長期間の熱サイクル後でも部品が分離しないようにするために、特殊なカップリング剤を使用する。
JS Precisionの事例研究:高真空チャンバーセンサー部品の精密パッケージング
インサート成形サービスは、高真空センサー部品の製造において重要な役割を果たしています。センサー部品のシールに関する課題を解決することで、シール性能の向上だけでなく、半導体顧客向けの高精度な検出と高品質なウェハーの提供も実現しています。
直面した問題:
顧客が製造するセンサー部品は、PEEKハウジングに埋め込まれた5本の0.8mmステンレス鋼316Lピンで構成されており、漏洩率は10⁻⁴mbar/l·sである必要があります。
20℃から180℃までの高温と低温を繰り返した後、従来のプロセスでは、CTE(化学エステル残渣)の大きな差により、界面剥離が発生します。
このため、漏洩率は10⁻⁴ mbar/l·sとなり、生産歩留まりはわずか65%で、量産は不可能であり、これらすべてが金型や原材料の損失、市場投入の遅延を引き起こしている。
解決:
ご指摘いただいた問題を解決するために、私たちはシンプルな3段階の計画を考案しました。この計画では、金属インサート成形技術を組み合わせることで、界面剥離やシール不良といった問題を正確に解決します。
これは、高真空部品封止における金属インサート成形の典型的な例です。
1. ステンレス鋼ピンとPEEK溶融物との温度差を低減し、熱衝撃による内部応力を最小限に抑え、プラスチック成形後の収縮割れを防止するために、ステンレス鋼ピンを150℃に予熱する予熱循環システムを導入した。
2. 表面積を増やすことでより強い結合が得られるという原理に基づき、ピンの表面にナノスケールのレーザーマイクロエッチングを施し、表面積を40%増加させることで、プラスチックと金属間の機械的な噛み合い力を向上させ、界面結合の強度を高めた。
3. 射出圧力は1200バールに正確に設定され、保持時間は30秒に延長され、プラスチックが金型の隙間を完全に満たすことが保証され、残留応力を解放し、部品の寸法をより安定させるために4時間の後焼鈍工程が組み込まれました。
失敗から学んだ教訓:
最初のロットの完成品はすぐに使用する分には問題なかったが、48時間後には応力解放の結果として微細な亀裂が発生し、漏洩率が再び上昇した。
このことから、残留応力を完全に解放するために、金型を段階的に徐々に冷却するプログラム可能な金型温度制御装置が必要であることが分かった。
通常の超音波洗浄では、ピンの微細孔に付着した油や汚れを取り除くことはできません。油や汚れを剥離するには大気圧プラズマ洗浄が必要です。プラズマ洗浄は表面エネルギーを変化させ、結合を分子レベルまで分解します。
最終結果:
完成品は、100回の高温および低温衝撃試験に合格し、ヘリウム質量分析法によるリーク検出では10mbar/lsの安定した測定値を示した。
生産率は65%から99.2%に向上し、量産への道が開かれた。顧客の月間損失は8万ドル削減され、市場投入までの時間も短縮された。
センサー部品のシールや界面剥離といった課題に直面している場合は、当社のエンジニアリング専門家にご相談ください。お客様のご要望に合わせた金属インサート成形ソリューションをご提案いたします。
よくある質問
Q1:インサート成形ではどの程度の真空度を実現できますか?
最適な界面接合プロセスを導入することで、インサート成形はヘリウム漏洩検出を10⁻⁹ mbar/l·sのレベルに維持することができ、これは半導体高真空装置の基準に合致し、ウェーハ汚染につながるガスの漏洩も排除します。
Q2:金属インサートには一般的にどのような材料が使用されますか?
半導体インサート成形では、通常、316Lステンレス鋼、6061アルミニウム合金、コバール合金などの金属材料が使用されます。当社では、部品の用途や動作環境を慎重に検討した上で、最適な材料をご提案いたします。
Q3:射出成形時のインサートのずれを防ぐにはどうすればよいですか?
精密位置決めピンと自動画像検査により、インサートのずれを0.01mmレベルまで最小限に抑えています。さらに、このデータに基づいて射出成形サイクルを設計し、高圧偏差を回避することで、寸法精度を保証します。
Q4:この部品の最大耐熱温度は何度ですか?
PEEKなどの特殊プラスチックを使用することで、この部品は250℃の高温環境下でも長時間動作させることができ、300℃までの高温にも短時間であれば耐えることができます。これは半導体製造装置の温度仕様を満たしています。
Q5:金属とプラスチックの接着強度を高めるにはどうすればよいですか?
レーザーマイクロエッチング、プラズマ洗浄、および機械的インターロッキング設計をすべて組み合わせることで、接合強度が大幅に向上します。また、界面剥離も効果的に防止できます。
Q6:サポートされている最小挿入サイズはどれくらいですか?
JS Precisionは、直径0.5mmの精密リードインサートを加工することができ、これにより半導体マイクロコンポーネントを正確な位置に安定して成形することが可能です。
Q7:DFM設計のサポートを提供できますか?
当社では、インサート成形設計に関する様々な設計ガイドコンサルティングやMoldflowシミュレーションを提供し、設計の最適化、欠陥の回避、コスト削減、効率向上を支援いたします。
Q8:量産前の典型的なプロトタイプ作成サイクルはどのようなものですか?
半導体インサート成形製品の精密金型および初回サンプル開発には、通常4~6週間かかります。当社は、工程の迅速化を通じて、お客様の市場投入までの時間を短縮できるよう最大限の努力をいたします。
まとめ
半導体製造装置の精度と信頼性は、高度な半導体インサート成形技術と密接に関係しています。ミクロン単位の精度とシールの安定性は、ウェーハの品質と企業のコストに直接影響します。
JS Precisionの成熟したインサート成形ソリューションは、部品のシール精度や熱膨張のマッチングといった根本的な問題を解決する魔法の杖のようなもので、コスト削減、歩留まり向上、納期短縮に貢献します。
当社をお選びいただければ、安定性と効率性に優れたインサート成形サービスをご提供し、お客様の機器の中核部品を競争優位性へと導きます。部品の品質向上とプロセスの最適化をお考えでしたら、ぜひ当社のエンジニアリング専門家にご相談ください。最適なソリューションとお見積もりをご提案いたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

