
Les services de surmoulage sont un soutien essentiel à la fabrication des composants de base des équipements pour semi-conducteurs.
Grâce à un contrôle précis du processus, le surmoulage de semi-conducteurs permet de résoudre efficacement les problèmes d'étanchéité à l'échelle du micron et les problèmes de contamination ionique, évitant ainsi le gaspillage de lots entiers de plaquettes valant des millions de dollars.
La technologie de surmoulage proposée par JS Precision combine la résistance du métal avec la stabilité des plastiques spéciaux, garantissant que les composants atteignent un degré de vide de 10 ⁻⁹ mbar/l. s, réduisant les taux de défauts des plaquettes et redéfinissant les normes de fiabilité des composants semi-conducteurs.
Lorsque les équipements pour semi-conducteurs sont soumis à des niveaux de vide plus élevés et à des environnements plus corrosifs, l'assemblage mécanique traditionnel ne peut plus répondre aux besoins ; le surmoulage est alors devenu le principal procédé pour résoudre les problèmes rencontrés.
Résumé des réponses principales
Dimension centrale | Solutions techniques clés | Valeur commerciale | Données de base |
Contrôle de la contamination | Production en salle blanche classe 100 + Nettoyage par ultrasons à l'eau déminéralisée 18 MΩ·cm | Réduire le taux de défauts des plaquettes. | Le taux de défauts des plaquettes est réduit de plus de 30 %. |
Scellage des matériaux | Procédé de liaison chimique du PEEK/PFA et du métal | Assurez un niveau de vide élevé. | Atteindre de manière stable un niveau de vide de 10⁻⁹ mbar/ls |
Norme de précision | Positionnement automatique du manipulateur + contrôle de tolérance ±0,01 mm | Augmenter le temps moyen entre les pannes des équipements. | Le MTBF est étendu à plus de 8000 heures. |
Adaptation de la dilatation thermique | Polymère chargé à 30 % de fibres de carbone + préchauffage de l'insert à 150 °C | Éviter le délaminage de l'interface. | Le taux de délamination de l'interface est réduit à moins de 0,1 %. |
Efficacité de la production | Moulage intégré + Démoulage automatique | Réduire les délais de la chaîne d'approvisionnement. | Le délai de livraison est réduit de 30 % et le cycle d'assemblage de 40 %. |
Points clés à retenir
- Garantie d'étanchéité : Encapsulation complète de l'insert pour éliminer tout risque de fuite de vide, ce qui indique l'élimination totale du point de fuite de vide causé par l'espace du joint mécanique.
- Priorité de conception : Le choix judicieux de l’épaisseur des parois et l’utilisation appropriée des nervures, conformément aux directives établies, seront les facteurs clés pour éviter les fissures après le moulage.
- Adaptation des matériaux : L’utilisation de matériaux polymères avancés dont les coefficients de dilatation thermique sont très proches de ceux des métaux contribue à prévenir le délaminage interfacial.
- Solution clé en main : JS Precision assure non seulement le traitement mais aussi le moulage par injection, ce qui permet de réduire de 30 % les délais de livraison.
Pourquoi choisir les services de surmoulage de JS Precision ? Solutions de fabrication de précision pour semi-conducteurs
Le surmoulage est un procédé de fabrication fondamental pour les composants de vos équipements semi-conducteurs. Choisir un prestataire de services de surmoulage fiable est primordial pour minimiser les risques de production tout en augmentant votre capacité de production.
En tant qu'entreprise de semi-conducteurs, vous recherchez un fournisseur capable de comprendre vos besoins et de vous apporter une réelle valeur ajoutée. JS Precision en est un bon exemple.
En faisant appel à nos services de première classe, qui respectent scrupuleusement la norme ISO 14644-1 relative aux salles blanches pour semi-conducteurs , vous pouvez acquérir des solutions de composants conformes aux normes mondiales.
Choisir JS Precision, c'est bénéficier d'un environnement de production en salle blanche de classe 100 et d'une technologie de nettoyage par ultrasons à l'eau déminéralisée de 18 MΩ·cm . Ainsi, le taux de défauts des plaquettes est réduit de plus de 30 %, ce qui vous permet d'éviter les pertes dues aux rebuts.
Notre technologie de positionnement robotisé automatisé et de contrôle de tolérance de 0,01 mm vous aidera à augmenter le temps moyen entre les pannes (MTBF) à plus de 8 000 heures, réduisant ainsi les pertes de capacité et les gaspillages liés aux temps d’arrêt.
Un autre client international du secteur des semi-conducteurs, qui avait les mêmes besoins en équipement, a dû faire face à des pertes de rebuts de plaquettes dues à des défaillances d'étanchéité des composants, s'élevant à plus de 500 000 $ par an.
Vous pouvez vous référer à leurs résultats après avoir décidé d'utiliser nos services de surmoulage : non seulement ils ont maintenu le taux de fuite stable à 10⁻⁹ mbar/ls, mais ils ont également réussi à augmenter le taux de rendement des composants de 65 % à 99,2 %, économisant ainsi plus de 400 000 $ par an.
De plus, vous pouvez tirer parti de la solide expérience de notre équipe en matière d'ingénierie DFM pour obtenir des conseils d'optimisation professionnels et experts dès la phase de conception, ce qui peut contribuer à réduire les délais de la chaîne d'approvisionnement de 30 %, à améliorer le délai de lancement de votre produit et à saisir rapidement les opportunités du marché.
JS Precision place vos besoins au premier plan et combine la conception des moules , la sélection des matériaux et les services de fabrication tout au long du processus.
Ainsi, vous n'aurez plus besoin de trouver plusieurs fournisseurs, ce qui minimise les coûts de communication et les risques liés à la chaîne d'approvisionnement, et rend la production de composants plus sereine et plus efficace.
Si vous rencontrez des difficultés avec l'étanchéité des composants, le contrôle de précision ou d'autres problèmes, contactez immédiatement nos experts en ingénierie pour une consultation technique personnalisée sur le surmoulage de semi-conducteurs.
Pourquoi le surmoulage de précision est-il essentiel pour les équipements semi-conducteurs ?
Les conditions de fonctionnement extrêmement difficiles des machines à semi-conducteurs exigent que les composants soient parfaitement étanches et propres. Le surmoulage, procédé central, permet de pallier efficacement les inconvénients des méthodes d'assemblage traditionnelles.
Le surmoulage de semi-conducteurs consiste à mouler directement des plastiques haute performance sur des supports métalliques, éliminant ainsi le besoin de fixations et de joints.
Cela garantit non seulement d'excellentes performances d'isolation physique dans des environnements extrêmes, mais constitue également le principal facteur d'amélioration de l'intégration des composants et de l'étanchéité à l'air.
Amélioration de la résistance structurelle dans des conditions d'ultra-vide
Les joints mécaniques classiques sont une source de contamination des plaquettes dans des environnements à 10⁻⁷ Torr en raison de microfuites de gaz. Le surmoulage crée une barrière physique continue qui empêche toute perméation de gaz.
En clair, une combinaison de protection sans couture enveloppe le composant, rendant toute fuite totalement impossible.
Intégration des avantages :
- Les interstices mécaniques, à l'origine des infiltrations de gaz et de la génération de particules, sont éliminés, assurant ainsi la propreté de la plaquette.
- La résistance intrinsèque des métaux est combinée à la stabilité dimensionnelle des plastiques, ce qui constitue un facteur clé pour augmenter la durée de vie des composants et diminuer les coûts de remplacement.
Éliminer les risques liés à l'assemblage secondaire et les sources de particules
La dilatation et la contraction thermiques provoquent des vibrations des fixations mécaniques et la génération de micro-débris, ce qui peut rendre directement une plaquette inutilisable.
Le surmoulage par insertion consiste généralement à assembler 5 à 10 pièces en un seul composant intégré, ce qui élimine les déchets à la source et réduit considérablement les étapes d'assemblage. Il permet de raccourcir les cycles d'assemblage de plus de 40 %, de diminuer les coûts de nomenclature de 20 à 30 % et de limiter les erreurs humaines.
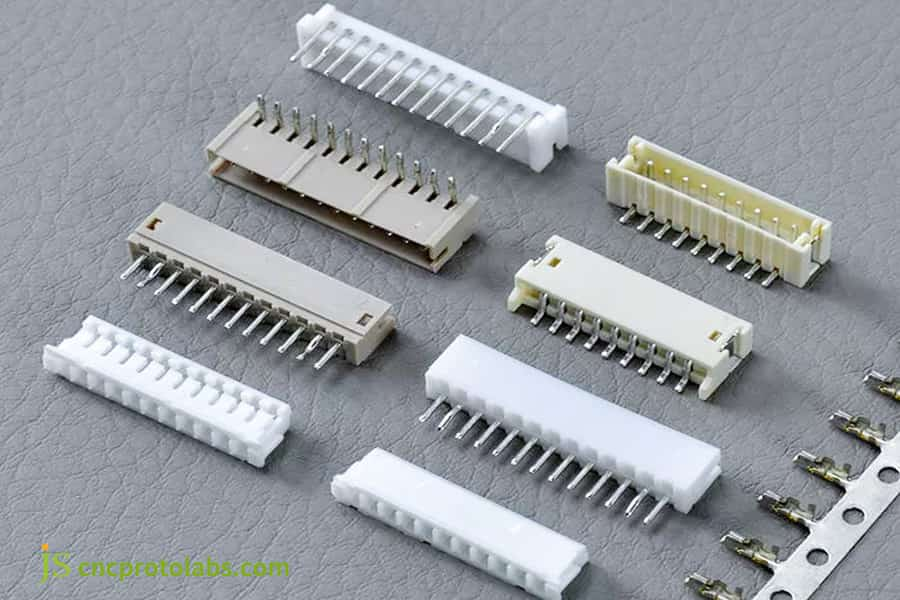
Figure 1 : Présentation de divers connecteurs à broches de précision blancs et beiges avec inserts métalliques, illustrant le résultat du moulage par insertion pour les applications semi-conducteurs.
Quelles sont les règles essentielles d'un guide de conception de surmoulage pour semi-conducteurs ?
Une conception appropriée est la première étape pour garantir la réussite d'un surmoulage.
L'objectif principal du guide de conception du surmoulage est de contrôler l'épaisseur de la paroi en plastique, de créer des structures d'emboîtement mécanique et d'allouer les positions de support de l'insert afin de permettre au composant de conserver sa forme et sa résistance lorsqu'il est soumis à une pression élevée.
En résumé, c'est comme construire une maison : il faut de bonnes fondations et une charpente solide. En respectant les règles de base, on peut prévenir les problèmes de fissures et de desserrage, et ainsi garantir le bon fonctionnement des éléments dans le temps.
Optimisation de l'épaisseur des parois et de l'emplacement des portes
Les composants semi-conducteurs exigent que l'épaisseur de leurs parois soit constante entre 1,5 et 3,0 mm. Dans le cas contraire, les zones de contrainte de traction se concentrent et provoquent des fissures, tout comme une paroi d'épaisseur non uniforme. Une épaisseur de paroi uniforme garantit une répartition uniforme des contraintes.
Nous utilisons la simulation Moldflow pour identifier la position des lignes de soudure afin de nous assurer qu'elles ne se situent pas dans les zones critiques d'étanchéité à haute pression et à vide poussé qui peuvent être la cause d'une défaillance du joint.
Dispositifs d'emboîtement mécanique pour le collage métal-plastique
L'adhérence entre le métal et le plastique est améliorée par un emboîtement géométrique. Nous utilisons des inserts métalliques avec des contre-dépouilles (0,2 mm), un moletage (pas de 0,5 à 1,0 mm) ou des trous traversants (1,0 mm).
Pour les petites broches de capteurs, nous concevons une structure de fixation symétrique non circulaire afin d'éviter le desserrage ultérieur du câblage, assurant ainsi la stabilité des composants.
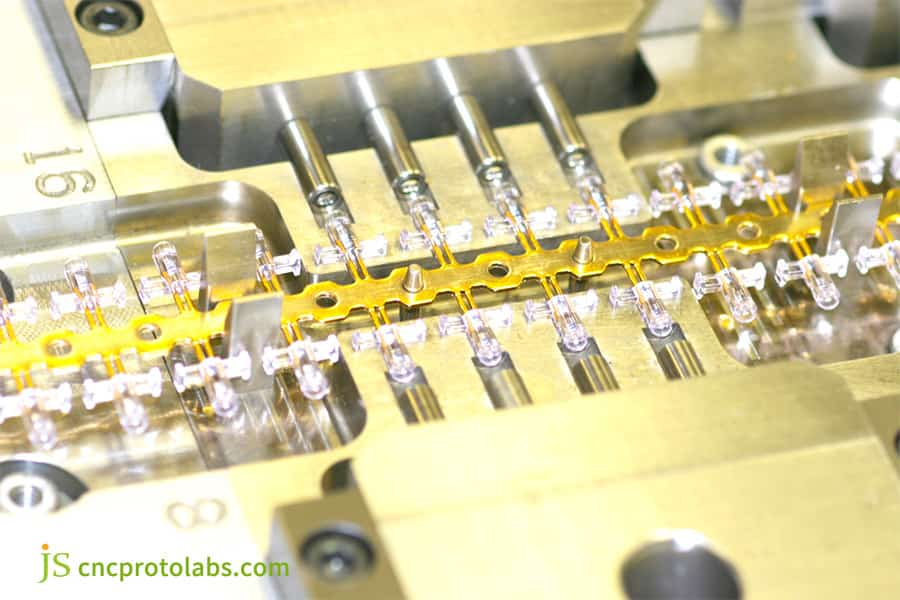
Figure 2 : Vue détaillée d'inserts métalliques positionnés avec précision dans une base de moule de couleur dorée, mettant en évidence l'outillage pour la fabrication de composants semi-conducteurs.
Quelles solutions de surmoulage métallique permettent de résoudre les problèmes de dilatation thermique ?
Les différences de coefficient de dilatation thermique (CDT) constituent l'un des principaux problèmes du surmoulage métallique, pouvant entraîner le délaminage des composants et des défaillances d'étanchéité. Le préchauffage de l'insert, l'utilisation de polymères de fibres de remplissage et de zones tampons représentent les méthodes les plus efficaces.
Stratégies d'adaptation du coefficient de dilatation thermique (CTE)
Les différences de coefficient de dilatation thermique (CTE) entre les matériaux influent sur la stabilité des composants. Les données de CTE pour les matériaux couramment utilisés sont les suivantes :
Type de matériau | Spécifications du matériau | CTE à 25 °C (ppm/°C) | Coefficient de dilatation thermique (CTE) à 100 °C (ppm/°C) | Coefficient de dilatation thermique (CTE) à 180 °C (ppm/°C) | Scénario d'application |
Insert métallique | Acier inoxydable 316L | 16 | 17.2 | 18,5 | Composants de scellage sous vide poussé |
Insert métallique | Alliage d'aluminium 6061 | 23.1 | 24,5 | 26.3 | Composants légers |
Insert métallique | Alliage Kovar | 5.9 | 6.1 | 6.3 | Composants de capteurs de haute précision |
Matière plastique | PEEK pur | 50 | 58 | 65 | Composants conventionnels résistants à la corrosion |
Matière plastique | PEEK à 30 % de fibres de carbone | 18 | 20 | 22 | Composants d'adaptation de la dilatation thermique |
Matière plastique | PFA | 70 | 78 | 85 | Composants résistants au plasma |
Procédés de préchauffage et cycles de refroidissement contrôlés
Nous utilisons un régulateur de température programmable afin d'effectuer un refroidissement par étapes, ce qui permet d'éviter la cristallisation inégale des chaînes moléculaires causée par un refroidissement rapide et garantit la stabilité dimensionnelle du module.
Vous rencontrez des problèmes de dilatation thermique inadaptée ? Contactez nos experts en ingénierie pour obtenir gratuitement des solutions de surmoulage personnalisées et des solutions d’adaptation du coefficient de dilatation thermique afin de résoudre les problèmes de délaminage à l’interface.
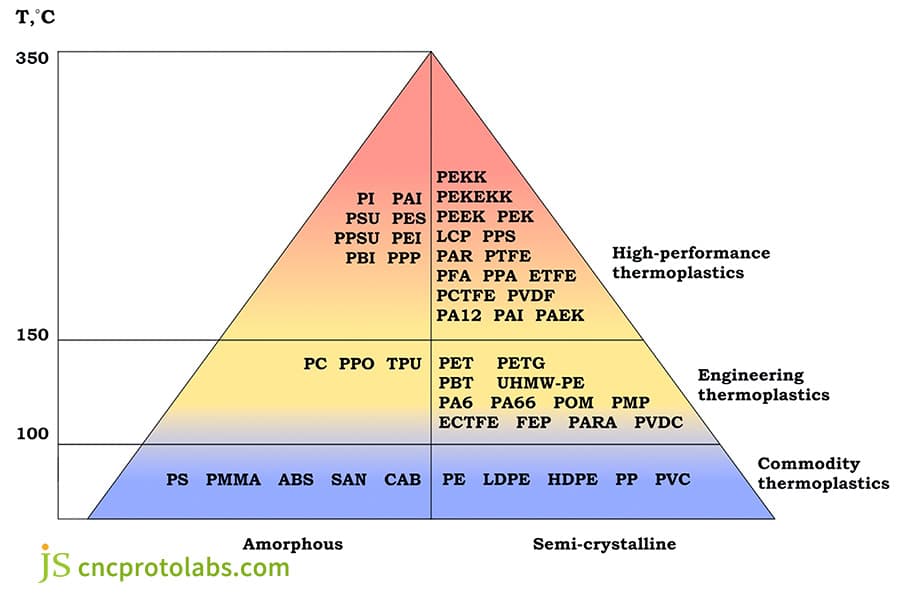
Figure 3 : Un diagramme pyramidal triangulaire catégorisant divers thermoplastiques, des produits de base aux produits haute performance, en fonction de leur résistance à la température et de leur cristallinité.
Comment sélectionner les matériaux pour le surmoulage sur mesure haute performance ?
Les matériaux que vous choisissez pour le surmoulage sur mesure détermineront les performances de votre module et doivent être adaptés à l'application de traitement :
Pour les PFA/PEEK résistants au plasma dans les équipements de gravure, pour les matériaux à faible dégazage dans les équipements de photolithographie, vérifiez toujours la conformité aux normes de fiabilité des dispositifs semi-conducteurs IEC 61709 ainsi qu'aux exigences de pureté et de constante diélectrique.
En d'autres termes, les différentes conditions de fonctionnement des équipements semi-conducteurs, tout comme les différents environnements de travail, nécessitent le port de vêtements différents.
Le choix des matériaux appropriés permet de rendre les composants « résistants à l'usure et durables » dans des environnements complexes, évitant ainsi les pannes d'équipement et les rebuts de plaquettes causés par des matériaux inadaptés.
Polymères performants pour la résistance aux produits chimiques corrosifs
Le PFA et le PTFE sont très stables dans des environnements fortement acides tels que l'acide fluorhydrique et ne présentent aucune corrosion ni déformation ; ils conservent également leurs performances d'étanchéité même après une exposition prolongée.
Le surmoulage expert permet de synchroniser avec précision ces matériaux résistants à la corrosion et de vous aider à exploiter pleinement leurs propriétés.
La résistance structurelle est l'un des avantages du PEEK (module de Young de 3,8 GPa) par rapport au PPS (2,6 GPa). Nous vous conseillerons sur les matériaux les mieux adaptés à vos exigences de résistance.
Exigences de dégazage réduites pour l'ultra-vide
La perte de masse totale du matériau (TML) doit être de 0,1 % dans les applications semi-conductrices, sinon les composés volatils libérés contamineront la plaquette, ce qui entraînera sa mise au rebut.
Comment les services modernes de surmoulage minimisent-ils la contamination particulaire ?
Le niveau de contamination particulaire autorisé dans les composants semi-conducteurs est extrêmement faible. Les services professionnels de surmoulage y parviennent grâce à des opérations en salle blanche, la gestion de matières premières de haute pureté et un démoulage automatisé.
Ces mesures permettent de contrôler la contamination particulaire à des niveaux conformes aux normes des semi-conducteurs, garantissant ainsi que la plaquette ne sera pas contaminée par le composant.
Mise en œuvre des normes de fabrication en salle blanche (classe 100/1000)
JS Precision garantit la qualité de l'air dans la zone de moulage par injection grâce à un système de filtration HEPA. Les normes de contrôle des particules pour les différentes salles blanches sont les suivantes :
Classe salle blanche | Nombre de particules ≥ 0,5 μm par pied cube | Nombre de particules ≥ 5 μm par pied cube | Étapes du processus applicables | Avantages pour le client |
Classe 100 | ≤100 | ≤0 | Production de surmoulage, nettoyage des composants. | Évitez la contamination particulaire et augmentez le rendement des composants à plus de 99 %. |
Classe 1000 | ≤1000 | ≤10 | Stockage des matières premières, conditionnement des composants. | Réduire le risque de contamination secondaire pendant le stockage. |
Classe 10000 | ≤10000 | ≤100 | Prétraitement des moules, entretien des équipements. | Maîtriser les coûts de production tout en respectant les exigences de propreté. |
Nous appliquons des procédures opérationnelles très strictes. Le port de combinaisons complètes pour salle blanche est obligatoire pour tous les employés. À l'entrée et à la sortie de la salle blanche, le passage par un sas de dépoussiérage est indispensable pour éviter toute contamination secondaire.
Opérations de déionisation et de nettoyage post-moulage de pointe
Pour nettoyer les surfaces des composants par ultrasons afin d'éliminer les micro-poussières résiduelles, nous utilisons de l'eau déionisée de 18 Ω·cm, ce qui garantit que les surfaces ont un niveau de propreté correspondant aux normes des semi-conducteurs.
Ensuite, le nettoyage et l'emballage sous vide avec une double couche de papier aluminium sont effectués directement en salle blanche afin qu'aucune adsorption de particules ne se produise pendant le transport.
Vous souhaitez savoir comment les services de surmoulage en salle blanche de classe 100 permettent de contrôler la contamination particulaire ? Consultez nos études de cas pour obtenir des informations techniques détaillées.

Figure 4 : Gros plan d'un composant moulé transparent avec une contamination particulaire noire sur sa surface, mettant en évidence un problème de contrôle de la qualité.
Qu'est-ce qui caractérise un fabricant de surmoulage sur mesure de confiance pour l'industrie des semi-conducteurs ?
Alors que les entreprises du secteur des semi-conducteurs visent la précision des composants et la réduction des risques dans leurs chaînes d'approvisionnement, elles ne peuvent se permettre de laisser au hasard la confiance qu'elles accordent à leur fabricant de surmoulage sur mesure .
Une entreprise capable de mettre en place un système de gestion de la qualité de niveau semi-conducteur, utilisant des équipements de test précis et possédant une grande expérience en matière de DFM (conception pour la fabrication) est celle qui a le plus de chances de réussir.
Métrologie de précision et contrôle de tolérance de 0,01 mm
Nous effectuons des tests de précision complets, en contrôlant le positionnement de l'insert en temps réel grâce à un système de mesure d'images CCD (précision de 0,005 mm). L'analyse continue de la qualité du remplissage de l'interface nous permet de garantir l'absence de vides ou de bulles d'air.
Nous disposons d'un système complet de traçabilité qualité. Des enregistrements détaillés des tests effectués sur chaque lot de produits sont disponibles pour assurer la traçabilité des matières premières, des paramètres et des résultats, garantissant ainsi la conformité du produit.
Intégration verticale, de la conception des moules à la production en série, chez JS Precision
Grâce à notre atelier de moulage intégré, nous avons atteint une intégration verticale complète, de la conception et la fabrication des moules à la production et aux tests des pièces surmoulées. Ainsi, le cycle de retour d'information sur la conception pour la fabrication (DFM) est réduit à 24 heures, ce qui nous permet de réagir rapidement aux modifications de conception.
Quels sont les principaux défis et solutions en matière de surmoulage de semi-conducteurs ?
Le surmoulage de semi-conducteurs est un procédé qui exige une précision extrême. Les principaux problèmes rencontrés sont le déplacement de l'insert, la réduction de la résistance des lignes de soudure et les défaillances d'étanchéité.
Le respect de la norme ISO 13485 relative à la gestion de la qualité des composants semi-conducteurs peut contribuer à réduire les risques, et ces problèmes peuvent être traités de manière approfondie grâce à l'utilisation de technologies précises.
Prévention du déplacement de l'insert sous haute pression d'injection
La haute pression d'injection (800 à 1500 bars) peut facilement entraîner le déplacement de l'insert (un déplacement supérieur à 0,02 mm est synonyme de défaillance). Les solutions de surmoulage éprouvées permettent d'éviter totalement ce problème. Voici quelques solutions :
- Verrouillage assisté hydrauliquement + goupilles de positionnement de précision qui peuvent garantir que même les inserts à rapport d'aspect élevé auront un déplacement inférieur à 0,02 mm .
- Le contrôle de pression à plusieurs étages facilite l'injection d'une courbe optimale, et le remplissage à basse vitesse au début préserve la précision des broches.
Amélioration de la résistance de liaison interfaciale par traitement plasma
La faible adhérence entre le métal et le plastique est une cause de délamination et de défaillance d'étanchéité. La première méthode pour renforcer cette adhérence consiste à :
Le traitement au plasma atmosphérique élimine la matière organique et les couches d'oxyde de la surface métallique, permet une liaison au niveau moléculaire et augmente la résistance au pelage de plus de 50 % .
Utilisation d'agents de couplage spécialisés afin d'améliorer la liaison entre les métaux et les plastiques qui leur sont spécifiques et d'empêcher les pièces de se séparer même après des cycles thermiques de longue durée.
Étude de cas JS Precision : Conditionnement de précision des composants de capteurs pour chambres à vide poussé
Les services de surmoulage jouent un rôle essentiel dans la production de composants de capteurs sous vide poussé. En optimisant l'étanchéité de ces composants, nous avons non seulement amélioré leurs performances, mais aussi garanti la précision de la détection et la haute qualité des plaquettes pour nos clients du secteur des semi-conducteurs.
Problèmes rencontrés :
Le composant capteur fabriqué par le client comprend cinq broches en acier inoxydable 316L de 0,8 mm intégrées dans un boîtier PEEK, et le taux de fuite doit être de 10⁻⁴ mbar/l·s.
Après des cycles à des températures élevées et basses de 20℃ à 180℃, les procédés traditionnels entraînent un délaminage de l'interface en raison de la grande différence de CTE (résidu d'ester chimique).
De ce fait, le taux de fuite est de 10⁻⁴ mbar/l·s, le rendement de production n'est que de 65 % et la production de masse n'est pas possible, ce qui a entraîné des pertes de moules et de matières premières, ainsi que des retards dans le lancement sur le marché.
Solution:
Nous avons élaboré un plan simple en trois étapes pour résoudre les problèmes que vous avez mentionnés, qui intègre également la technologie de surmoulage métallique pour résoudre avec précision les problèmes de délamination de l'interface et de défaillance du joint.
Voici un exemple typique de surmoulage métallique pour l'encapsulation de composants sous vide poussé :
1. Afin de réduire la différence de température entre les broches en acier inoxydable et la fusion PEEK, de minimiser les contraintes internes causées par le choc thermique et d'éviter les fissures de retrait après le moulage plastique, un système de circulation de préchauffage a été introduit pour préchauffer les broches en acier inoxydable à 150℃.
2. En se basant sur le principe selon lequel l'augmentation de la surface peut conduire à une liaison plus forte, une micro-gravure laser à l'échelle nanométrique a été effectuée sur la surface de la broche, ce qui a augmenté la surface de 40 %, améliorant ainsi la force d'interverrouillage mécanique entre le plastique et le métal et renforçant la liaison interfaciale.
3. La pression d'injection a été réglée avec précision à 1200 bars et le temps de maintien a été allongé à 30 secondes pour garantir que le plastique remplisse complètement les espaces du moule, et une étape de recuit de 4 heures a été intégrée pour aider à libérer les contraintes résiduelles et à rendre les dimensions du composant plus stables.
Leçons tirées de l'échec :
Le premier lot de produits finis était parfaitement utilisable immédiatement, mais après 48 heures, des microfissures sont apparues suite à la libération de contraintes et le taux de fuite a de nouveau augmenté.
Cela nous a appris qu'il nous fallait un régulateur de température de moule programmable pour refroidir progressivement le moule par étapes afin que les contraintes résiduelles puissent être complètement relâchées.
Un nettoyage ultrasonique classique ne permet pas d'éliminer l'huile et les impuretés incrustées dans les micropores des broches. Un nettoyage au plasma atmosphérique est nécessaire pour détacher l'huile et les impuretés ; il modifie l'énergie de surface et la liaison se fait au niveau moléculaire.
Résultats finaux :
Le produit fini a été qualifié en réussissant 100 tests de choc à haute et basse température, et la détection de fuites par spectrométrie de masse à l'hélium a donné une lecture stable de 10 mbar/ls.
L'augmentation de la production, passée de 65 % à 99,2 %, a ouvert la voie à la production de masse, les pertes mensuelles du client ont été réduites de 80 000 $ et le délai de mise sur le marché a été accéléré.
Si vous rencontrez également des difficultés telles que l'étanchéité des composants des capteurs et le délaminage des interfaces, contactez nos experts en ingénierie pour une solution de surmoulage métallique personnalisée.
FAQ
Q1 : Quel niveau de vide peut atteindre le surmoulage par insertion ?
Grâce à l'introduction d'un processus de liaison d'interface optimal, le surmoulage permet de maintenir la détection des fuites d'hélium à un niveau de 10⁻⁹ mbar/l·s, ce qui est conforme à la norme des équipements à vide poussé pour semi-conducteurs et élimine également les fuites de gaz qui entraînent la contamination des plaquettes.
Q2 : Quels matériaux sont généralement utilisés pour les inserts métalliques ?
Le surmoulage de semi-conducteurs utilise généralement des matériaux métalliques tels que l'acier inoxydable 316L, l'alliage d'aluminium 6061 et l'alliage Kovar. Nous vous proposerons le matériau le plus adapté après avoir soigneusement étudié l'utilisation et l'environnement de travail du composant.
Q3 : Comment éviter le déplacement de l'insert lors du moulage par injection ?
Le déplacement des inserts est minimisé à 0,01 mm grâce à des broches de positionnement de précision et à un contrôle visuel automatisé . De plus, la fabrication du cycle d'injection basée sur ces données permet d'éviter les écarts de pression importants et garantit ainsi la précision des dimensions.
Q4 : Quelle est la température de résistance maximale du composant ?
Grâce à l'utilisation de plastiques spéciaux comme le PEEK, le composant peut fonctionner sans problème à 250 °C pendant une longue période et supporter des températures atteignant 300 °C pendant une courte durée. Ceci répond aux exigences de température des équipements pour semi-conducteurs.
Q5 : Comment améliorer la force de liaison entre le métal et le plastique ?
La résistance de l'adhérence sera considérablement améliorée si le micro-gravure laser, le nettoyage plasma et la conception à emboîtement mécanique sont combinés. Ces techniques permettent également d'éviter efficacement le délaminage à l'interface.
Q6 : Quelle est la taille minimale des inserts pris en charge ?
JS Precision est capable de traiter des inserts de précision d'un diamètre de 0,5 mm, qui peuvent positionner avec précision et mouler de manière stable les microcomposants semi-conducteurs.
Q7 : Pouvez-vous fournir une assistance en matière de conception DFM ?
Nous pouvons vous proposer divers guides de conception de surmoulage et des simulations Moldflow pour optimiser vos conceptions, éviter les défauts, réduire les coûts et améliorer l'efficacité.
Q8 : Quel est le cycle de prototypage typique avant la production en série ?
La fabrication du moule de précision et le développement du premier échantillon pour les produits de surmoulage de semi-conducteurs prennent généralement de 4 à 6 semaines. Nous mettrons tout en œuvre pour réduire les délais de mise sur le marché pour nos clients grâce à l'accélération des processus.
Résumé
La précision et la fiabilité des équipements pour semi-conducteurs sont étroitement liées à une expertise pointue en matière de surmoulage. Chaque micron de précision et chaque joint d'étanchéité ont un impact direct sur la qualité des plaquettes et les coûts de production.
Les solutions de surmoulage éprouvées de JS Precision sont comme une baguette magique pour résoudre les problèmes fondamentaux tels que l'étanchéité précise des composants, l'adaptation de la dilatation thermique, etc. , contribuant ainsi à la réduction des coûts, à l'amélioration du rendement et à la réduction des délais de livraison.
En choisissant notre service de surmoulage, vous bénéficiez d'une solution stable et performante, faisant de vos composants essentiels un atout concurrentiel pour vos équipements. Pour améliorer vos composants et optimiser vos processus, contactez dès maintenant nos experts en ingénierie afin d'obtenir les meilleures solutions et devis.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

