

Threaded insert molding is the pivotal technology that facilitates the beautiful marriage of plastics and metals.
Does one of the assembly issues you have with the plastic components be stripped threads and torque failure? Have you ever encountered a scenario where an entire batch of products was scrapped due to insert detachment or cracking when trying to combine metal and plastic?
In heavy industrial applications requiring maximum strength and durability, thread loosening or breakage is the main source of product failure.
One of the permanent solutions to the problem of repeated disassembly of plastic parts can be obtained through the supply of accurate threaded insert molding services, using tailor made brass inserts.
Your products will be able to to keep a stable connection even under severe operating conditions and your production losses and overall costs will be reduced.
Core Insights
| Core Issues | Solutions for Brass Inserts | Key Data/Parameters |
| Insufficient Locking Force | 45° Twill Embossing and Bottom Groove Design Improve Torque and Axial Tensile Strength | 45° embossing increases torque resistance by 25%-30% compared to cross embossing. |
| Injection Molding Overflow | 0.1mm Precision Sealing Step and 6H-Grade Internal Thread Accuracy Prevent High-Pressure Molding | Sealing step tolerance controlled within ±0.01mm |
| Long Production Cycle | Utilizing the high thermal conductivity of brass to accelerate plastic solidification and shorten the molding cycle. | Brass has a thermal conductivity of approximately 120 W/m·K, three times that of steel. |
| Risk of Assembling Dissimilar Materials | Nickel plating of brass solves the electrochemical corrosion problem with aluminum alloys. | Nickel plating thickness controlled at 5-8μm achieves potential passivation. |
Key Takeaways
- Performance Is King:
The well rounded properties of brass, including thermal conductivity, machinability, and the ability to self lubricate, make it the top material for threaded inserts that are subjected to heavy loads.
- Customization Is Key:
Tailor made embossing, groove, and sealing step designs not only solve the problems of high torque and overflow but also add value far beyond the purchase cost of standard parts.
- Process Determines Success:
Attention to very small machining tolerances (like 6H grade threads) and proper use of heat transfer are essential factors that lead to high yield and efficiency when using insert molding services.
- Focus on the Entire Lifecycle:
Opting for professional grade threaded inserts for plastic injection molding can lead to a big reduction in assembly scrap rates and also help in getting the most out of manufacturing costs.
Why Trust This Guide? JS Precision's Experience In Machining Brass Threaded Inserts
Determining the best quality threaded insert solution for heavy duty applications requires a good understanding of the supplier's professionalism, experience, and reliability.
After all, the dependability of threaded connections is the key that unlocks your product quality and the strength of brand reputation.
Brass threaded insert precision machining is the area where JS Precision has been specializing all along with over 15 years of experience.
Among other major industries, we have completed projects for automotive, electronics, and industrial sectors, delivering over 1000 custom projects and fixing core issues like insert failure, overflow, and long production cycles of clients problems.
This guide, that you can trust, has been written with the foundation of the numerous and extensive real world case studies and the gathered data rather than the theoretical assumptions.
For instance, by addressing the torque decay issue of ECU housing inserts for a Tier 1 automotive supplier, we successfully reduced their scrap rate from 15% to 0.8%. As a result, the client has been able to save approx. $220,000 annually.
Every machining process of us, follows DIN 82 knurling standard requirements nevertheless incorporating of knurling accuracy, and stability justify the quality assurance of each brass threaded insert to survive in the challenging working conditions.
We use Swiss type walking machines and five axis machining centers to achieve a machining accuracy of ± 0.005mm and can customize complex inserts such as multi-step, slender holes, and special blind holes, and are proficient in lead-free brass processing to meet RoHS and REACH environmental standards.
This guide will give you hands on solutions so that you can not only avoid insert selection and application mistakes but also enhance the competitiveness of your products in the aspect of connection reliability.
To quickly understand the core advantages and application cases of brass inserts, download our free white paper to easily grasp the key points of threaded insert molding.
Why Is Brass Still The Preferred Choice For High Load Inserts?
Brass is the material that is generally chosen when it comes to heavy load threaded inserts since it has an almost perfect balance of thermal conductivity, workability, and self lubrication which in fact, is the main ingredient for the smooth implementation of the insert molding process.
Brass has better thermal conductivity than aluminum alloy and can shorten the molding cycle. Good machinability can reduce processing costs. The self-lubricating feature prevents assembly from biting and ensures stable torque after multiple disassembly and assembly of brass threaded inserts for metal.
Brass vs. Stainless Steel: A Trade off Between Thermal Conductivity and Machinability
Many customers consider replacing brass with stainless steel, but stainless steel has significant drawbacks in insert molding processes.
The table below clearly compares the key performance differences between the two:
| Performance Parameters | Brass (C3604/C36000) | Stainless Steel (SUS303/304) | Customer Benefit Differences |
| Thermal Conductivity (W/m·K) | Approx. 120 | Approx. 15 | Brass dissipates heat quickly, shortening the molding cycle by 15%-20%. |
| Work Hardening | Low | High | Stainless steel tools wear quickly, increasing unit processing costs by 30%-40%. |
| Self Lubrication | Excellent | Poor | Brass inserts do not seize up, increasing the number of disassembly/reassembly cycles by more than 3 times. |
| Density (g/cm³) | 8.5 | 7.9 | Small difference, negligible impact on product weight. |
| Corrosion Resistance (Bare Material) | Average | Excellent | Brass can compensate for its shortcomings with nickel/tin plating, making it less expensive than stainless steel. |
Brass inserts ensure reliable connections while reducing processing costs and improving production efficiency, making them a cost effective choice for mass production.
Brass vs. Aluminum Alloy: Balancing Self Lubrication and Corrosion Resistance
Aluminum alloys are not only lightweight but also have excellent heat conducting property. However, their surface is very susceptible to oxidation and they are not self lubricating.
These factors make it very easy for threaded inserts for aluminum to get seized during assembling, thus reducing their lifespan.
Brass lead particles act as a good lubricant, which guarantees consistent torque, and a simple nickel or tin plating can make the material highly resistant to corrosion at a cost that is significantly less than aluminum alloy protection.
How To Optimize Locking Force Through Customized Brass Threaded Insertions For High Torque Applications?
In cases involving heavy loads and strong rotational forces, if the locking force of threaded inserts for plastic is not enough, the inserts may come loose which results in product failure. Highly tailored designs are one of the most effective ways to enhance the locking force.
Compared with traditional cross embossing, the 45° diagonal embossing design increases the contact area with the plastic substrate by about 30%, increases torque resistance by 25% -30%, and can improve the stability of the insert.
45° Twill Embossing Vs. Cross Embossing
They are very different mechanically and the differences are very likely to influence not only the locking force that the insert exert but also its lifetime. A detailed comparison is as follows:
| Embossing Type | Mechanical Structure | Contact Area Increase Rate | Torque Increase Rate | Maximum Breaking Torque for M5 Specification | Potential Risks |
| 45° Twill Embossing | Continuous spiral interlocking surface, uniform stress | Approx. 30% | 25%-30% | 5.2 N·m | No significant stress concentration, plastic is less prone to cracking |
| Cross Embossing | 4 stress concentration points in the circumferential direction | No increase | 0 | 4.1 N·m | Prone to localized cracking of plastic, rapid decrease in locking force |
45 twill embossing inserts can form better interlocking with the plastic substrate, are less likely to loosen under high torque conditions, and with this, can enhance product reliability and reduce the scrap rate.
Bottom groove: a key structure to prevent axial disengagement
In the case of the insert being pulled axially, the plastic gets inside the undercut area and so the "mechanical lock" fully stops the extrusion.
Recommended size is a depth of 0.2-0.4mm, and width of 0.5-1.0mm. Test results indicate that inserts with undercuts can boost axial tensile strength by 40%-60%, which is why they are used in areas where axial tensile force is expected.
Cold Press-In Process: Achieving Zero Clearance Fit Using Brass's Micro Ductility
The cold press in process enhances the fit accuracy. Taking advantage of the 15%-20% elongation capacity of brass, coupled with an interference fit design of 0.02-0.05mm, actually the insert can be given a zero clearance fit once it is pressed into the pre-drilled hole in the plastic.
This method is sure to keep the insert from being misaligned during insert molding. Therefore, it is a good option for high precision electronic devices and it is also capable of meeting the assembly accuracy.
How Can Professional Insert Molding Services Solve The Problem Of Material Overflow In Brass Inserts During Injection Molding?
At the time of injection molding, molten plastic leaking into the threads frequently results in failure in assembly of the inserts and disposal of the defective product.
Experienced insert molding professionals can entirely eradicate this issue by means of structural enhancement of brass threaded inserts for plastics.
Inserting a 0.1mm narrow sealing step on the insert and raising the tolerance of the internal thread to above ISO 965-1 (6H grade) will successfully prevent high pressure molten plastic from entering the thread and consequently raise injection molding yield.
0.1mm Sealing Step: Precision Blocking of High Pressure Molten Plastic
An annular dimension of 0.1mm wide and 0.05-0.1mm high is created on either the top or bottom of the insert. After the mold closing, it packs firmly against the steel core to create a sealing surface and thus effectively barricades high pressure molten plastic.
This demands extremely high machining precision: step flatness 0.005mm, and clearance with the mold 0.01mm, to prevent molten plastic from seeping into the threaded area.
6H Grade Internal Thread Fitting with Mold Pins: Precision Determines Yield
The pitch diameter tolerance of 6H grade internal threads is from 0 to -0.01mm, leaving a very small clearance with the mold location pin to stop the molten glue from running through. Lack of accuracy substantially raises the chance of leakage.
Experiments reveal that the scrap rate due to overflow for 6H grade precision inserts is generally less than 0.5%, whereas 7H grade might go up to 3%-5%, thereby resulting in higher production costs.
Troubled by injection molding overflow issues? View our success stories to learn how insert molding services control overflow scrap rates below 0.5%.
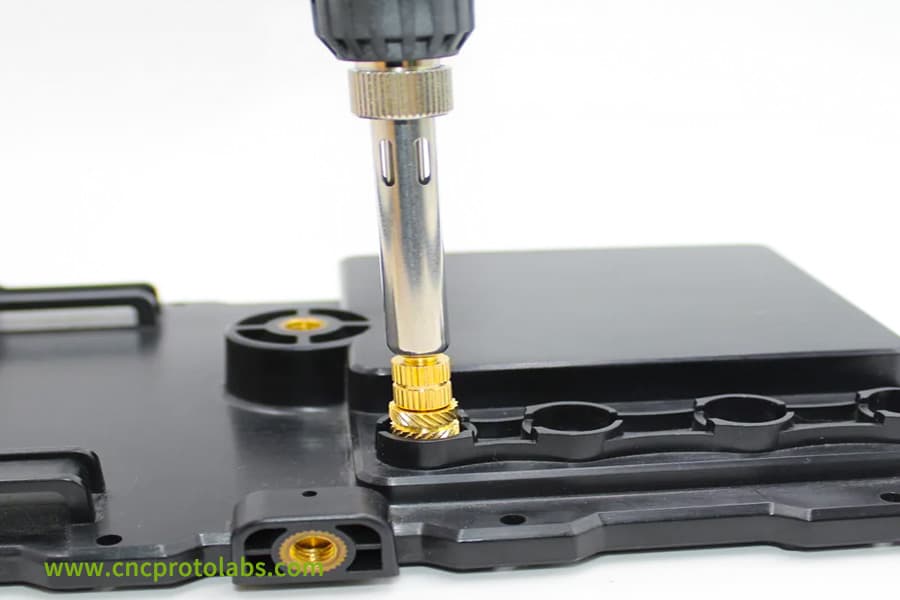
Figure 1: A precision tool installs a brass threaded insert into a black plastic base, a key step in insert molding to ensure a clean interface and prevent material overflow.
How To Improve The Automation Compatibility Of Threaded Insertions For Plastic Through Customized Processing?
Automatic assembly plays a major role in boosting productivity while also cutting down on labor expenses. Customized processing helps to keep threaded inserts for plastic from jamming and misaligning even during automated mass production.
Tailor made inserts are produced with a fully symmetrical shape and very clear end face characteristics that ensure no misalignment occurs while feeding with a vibratory feeder.
At the same time, lead free brass metalworking is perfectly compatible with toolpaths, lessens wear, and complies with EU environmental norms.
Using Symmetrical Design and End Face Features to Completely Eliminate Feeding Misalignment
Normally, insert pieces with asymmetrical end faces have a vibratory feeder output of only 85%-90%, encounter jamming and misalignment issues, and impact the production line's operating time.
Double end symmetrical inserts featuring a 0.2mm 45 chamfer on the end face make the insert position correct no matter which way it is oriented after entering the feed channel.
This leads to a feeding yield increase to over 99. 5%, and these inserts are now compatible with high speed automatic embedding machines.
Lead Free Brass Machining: Challenges and Tool Optimization Strategies
Lead free brass is an eco-friendly alternative, but it is much harder machinable than the leaded one which causes a decrease in chip breaking performance and about 20% increased tool wear.
Through the optimization of the tool geometry, adoption of TiAlN-coated tools, and the micro lubrication system installation, the tool life can be extended from 2000 pieces/cutting edge to 3500 pieces/cutting edge so that costs are controlled and environmental standards are achieved.
How Does The Thermal Conductivity Efficiency Of Brass Threaded Insertions For Plastic Affect The Production Cycle In Thermoplastic Materials?
The key factor that makes the high thermal conductivity of brass inserts a very efficient way of shortening the production cycle of threaded inserts for plastic injection molding is that it directly determines capacity and cost.
The thermal conductivity of brass is about 120 W/m · K, which is 3-4 times that of mold steel. Thus, heat is rapidly dissipated into the plastic, which means re-solidification time is cut by 15%-20% and production efficiency is enhanced.
The Effect of Brass' High Thermal Conductivity on Re-solidification Time Reduction
Using a 2mm thick PBT+GF30 item as a reference, the cooling period of the plastic near to the insert is the most significant and takes up 40%-50% of the molding cycle.
When one uses brass inserts, the cooling time could be shortened from 12 seconds to 9.5 seconds, while the total molding cycle could be shortened from 30 seconds to 26.5 seconds. Thus, the efficiency is improved by around 12%.
At the same time, brass inserts can increase the temperature consistency, lower the stress and cracking risk of the inner part of the plastic, and reduce the rate of defective pieces.
For PC, PPO, and Other Materials: Preheating Inserts to Eliminate Internal Stress
Amorphous materials like PC and PPO exhibit low flowability and are quite sensitive to internal stress.
A big temperature difference between the mold insert and molten plastic may cause shrinkage inconsistencies, cracking due to stress, and eventually a higher rate of discarded items.
Warming the insert up to 80-120°C will make the temperature difference less than 20°C, changing the internal stress by 30%-40% and leading to a cracking rate that is almost negligible.
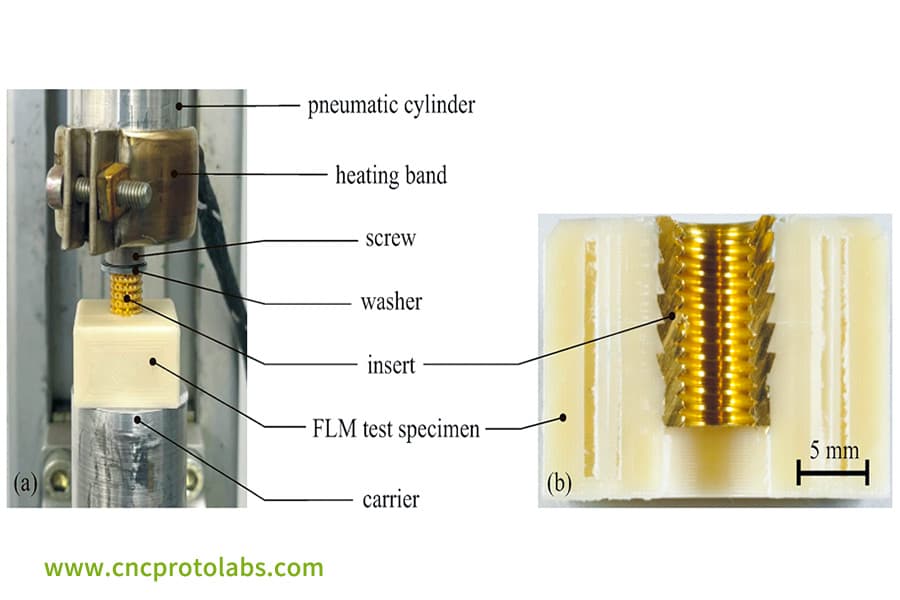
Figure 2: A close-up view of a brass threaded insert embedded in a white plastic test specimen, accompanied by a heating band and other components, illustrating a setup for evaluating thermal conductivity.
What Is The Electrochemical Compatibility Between Threaded Insertions For Aluminum And Brass For Mixed Material Assembly?
In threaded inserts for aluminum use, contact of a surface brass with aluminum alloy may result in strong electrochemical corrosion, which causes loosening and failure of the insert.
Professional surface treatment can eliminate this problem completely.
Meanwhile, a nickel or tin plating layer of 5-8μm can produce a chemically resistant passivation layer, which not only blocks the electrochemical reaction, but also allows both materials to shrink in the same way without loosening within the large temperature range from -40°C to 120°C.
Brass Nickel/Tin Plating: The Core Principle of Electrochemical Passivation
When brass and aluminum alloy come into contact, their joint acts as a galvanic cell, with aluminum being the anode and hence the one which gets corroded, resulting in a loose connection.
Nickel plating can reduce the potential difference from 0.5V to within 0.2V, blocking electrochemical reactions. Standard 5-8 μm nickel plating, salt spray test can reach more than 96 hours, meeting the requirements of harsh corrosive environments.
Synchronous Shrinkage Over a Wide Temperature Range: The Key to Preventing Loosening
Brass and aluminum alloys are known to have somewhat different thermal expansion coefficients. Over the typical operating temperature range from -40°C to 120°C the shrinkage difference is estimated to be roughly 0.05mm per 100mm length.
The nickel plating compensates for this small difference. Even after 500 thermal cycles, torque retention rate of the nickel plated insert is still greater than 95%, demonstrating good stability to temperature changes.
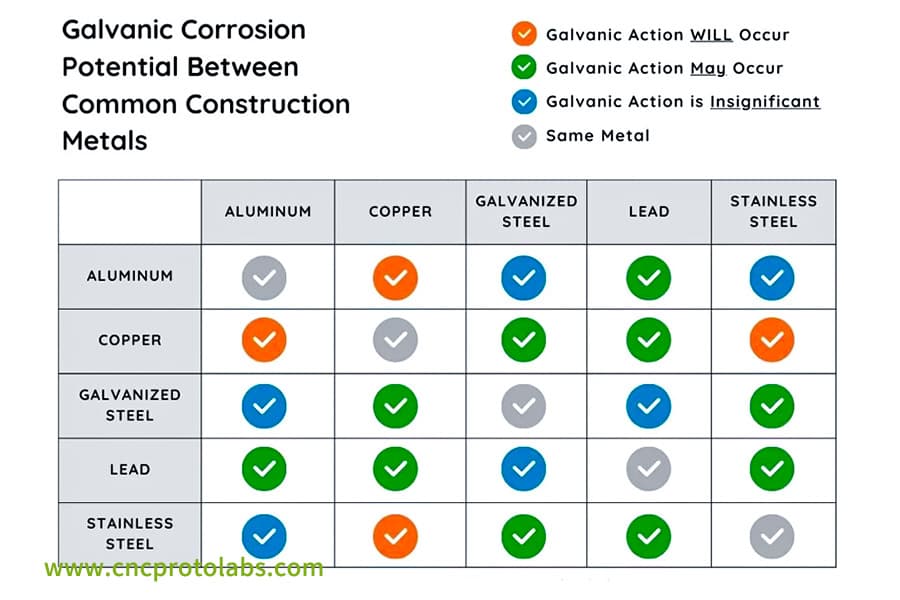
Figure 3: A chart titled “Galvanic Corrosion Potential Between Common Construction Metals” that evaluates the electrochemical compatibility of metals like aluminum, copper, and stainless steel, crucial for selecting compatible materials in assemblies.
Should I Choose Custom Brass Threaded Insertions Or Standard Parts?
From the standpoint of total lifecycle cost, tailor made brass threaded inserts are more beneficial than off the shelf items, also preventing any mishaps from the differences in size and performance.
Standard parts come at a lower price per unit but they are more likely to contribute to higher assembly scrap rates, and thus the total cost can end up being more.
Custom parts, while being 15%-20% more costly, are capable of lowering the scrap rate from 2% to less than 0.2% ultimately minimizing the overall costs.
Cost Analysis: Custom Parts Unit Price vs. Reduced Assembly Scrap Rate
Taking an annual production of 100000 products as an example, the cost comparison is as follows, and you can intuitively see the advantages of customized parts:
| Cost Item | Standard Parts | Custom Parts | Cost Difference |
| Unit Price (USD/piece) | 0.5 | 0.6 | +0.1 |
| Annual Insert Cost (USD) | 50,000 | 60,000 | +10,000 |
| Scrap Rate | 2% | 0.2% | -1.8% |
| Annual Scrap Loss (USD) | 10,000 | 1,200 | -8,800 |
| Annual Overall Cost (USD) | 60,000 | 61,200 | +1,200 |
The annual total cost of custom parts is just $1,200 more than standard parts, and the figure still excludes customer claims, brand damages from thread quality issues, of course, it is more cost effective in the long run.
JS Precision's Precision Machining Capabilities
Precision machining is the fundamental skill behind custom inserts. JS Precision employs Swiss type lathes and five axis machining centers with Swiss type configuration to deliver precision within 0.005mm, thus satisfying complex insert customization requirements.
- Multi step inserts: Up to 7 steps, coaxiality 0.01mm, suitable for complex products.
- Slender hole inserts: Minimum hole diameter 0.5mm, length-to-diameter ratio 15:1, suitable for precision electronic products.
- Special blind hole inserts: Customizable bottom taper angle, effective thread depth 1.5 times nominal diameter, ensuring reliable connection.
Want to calculate the overall cost of customized brass threaded inserts? Provide your production volume and requirements, and we will provide you with a free cost comparison report.
JS Precision Case Study: Injection Molding Of Ecu Housing: Torque Attenuation Reduced By 95%
The following is an ECU housing injection molding case study that uses images to tell how tailored brass threaded inserts and insert molding expertise can eliminate the torque loss issue, lower expenses, and raise quality levels.
Problems Faced
A Tier 1 automotive supplier manufactures plastic housings for the ECU of popular car makers.
These devices must be able to withstand thermal cycling at temperatures from -40°C to 125°C, which implies that the threaded inserts have to offer very high torque holding capacity.
In the past, standard cross embossed inserts were used, which led to major torque attenuation issues.
When the thermal cycling tests were performed, the average torque holding force of the threaded insert was reduced by 25%, causing the ECU housing seal to fail.
High temperature creep of the inserts and PBT+GF30 material led to the reduction of the axial tensile force to less than 500N. The problems with the inserts led to a scrap rate of 15% that resulted in a loss of $50,000 per month and a customer claim.
Solution
By addressing the clients pain points, we tailored a complete threaded insert molding solution that altogether optimized everything from the insert design and insert material to process modification:
1. Insert optimization: We switched standard threaded inserts to custom brass threaded inserts, changed the embossing into a 45 diagonal pattern (which meets the DIN82 standard), and to enhance torque and axial tensile strength performance, a bottom groove of 0.3mm depth was added.
2.Materials and surface treatment: We selected C3604 brass as the material and decided on a nickel plating of 5μm also electrochemical corrosion was solved by the use of aluminum alloy heat sinks.
3.Process adjustment: To minimize the thermal shock stress during insert molding, the insert temperature is raised up to 120°C.
4.Precision control: In order to assemble accurately, we tightened the internal thread tolerance from 6H to 5H.
Final Results
After optimization, the torque attenuation rate decreased from 25% to within 5%, and the axial tension remained stable at over 750N.
The scrap rate of embedded parts has been reduced from 15% to 0.8%, resulting in a monthly reduction of approximately $47000 in scrap losses.
This saves customers a comprehensive cost of $220000 annually and increases their subsequent orders by 30%.
Does your product also face issues such as insert failure and torque decay? Submit your project requirements to obtain a customized threaded inserts for plastic injection molding, similar to this case study.
FAQs
Q1: Are there any requirements for the plastic material used in threaded insert molding?
Basically, most thermoplastics (e.g. PA PBT PC, PP) and certain thermosetting plastics are appropriate. The final choice depends on the insert's design and the compatibility of the materials involved. For accurate matching advice, you can share the plastic model.
Q2: How to ensure the threaded insert does not shift during injection molding?
Locating the insert with mold pins, designing the insert's bottom with a chamfer, and regulating the injection pressure and speed altogether can lock the insert in place even under high pressure injection molding conditions.
Q3: How corrosion resistant are brass threaded inserts?
Typically, uncoated brass has poor corrosion resistance, but plating with nickel or tin layers can drastically enhance its resistance to salt spray and electrochemical corrosion, fulfilling the requirements of most industrial environments.
Q4: What is the maximum torque for threaded inserts for plastic?
Maximum torque varies based on insert dimensions, embossing pattern, and the plastic matrix. For instance, a M4 insert in PBT+GF30 may sustain 3-4 Nm. One can also custom emboss to obtain even higher figures.
Q5: Can you process lead free brass threaded inserts?
Indeed, we are skilled in precision machining of lead free brass (examples are CW511L, C69300), besides modifying toolpaths to reduce tool wear, we also comply with environmental standards like RoHS and REACH.
Q6: What is the minimum order quantity for insert molding services?
You may be assured that there is no minimum order quantity for the prototyping phase. For mass production, a minimum of 5000 pieces is what we recommend for optimal cost effectiveness.
Q7: What is the plating thickness for brass threaded inserts for metal?
Normally, the nickel plating thickness is set to 5-8μm, but can be modified to a higher thickness for meeting requirements such as salt spray testing.
Q8: How do I choose the right threaded inserts for aluminum for my project?
Summary
Reliable connections between plastics and metals still mostly depend on customized brass threaded inserts. They not only fix issues of threaded connection failures but also help to make production more efficient and lower total lifecycle costs.
Whether it's 45 twill embossing, 0.1mm sealing step, the high thermal conductivity of brass or nickel plating for corrosion protection - each design customization that you make will help you steer clear of production issues and increase your product competitiveness.
If you are looking for dependable insert molding services or customized brass threaded inserts, get in touch with us.
Our highly skilled engineering team will be there to help you every step of the way, from design optimization to mass production, guaranteeing that your products are sturdy and reliable even when exposed to harsh conditions.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

