
I servizi di stampaggio a inserto rappresentano un supporto fondamentale per la produzione di componenti chiave nelle apparecchiature per semiconduttori.
Grazie a un controllo preciso del processo, lo stampaggio a inserto per semiconduttori può risolvere efficacemente i problemi di sigillatura a livello micrometrico e le problematiche di contaminazione ionica, evitando così lo spreco di interi lotti di wafer del valore di milioni di dollari.
La tecnologia di stampaggio a inserto fornita da JS Precision combina la resistenza del metallo con la stabilità di plastiche speciali, garantendo che i componenti raggiungano un grado di vuoto di 10⁻⁹ mbar/l·s, riducendo i tassi di difettosità dei wafer e ridefinendo gli standard di affidabilità per i componenti a semiconduttore.
Quando le apparecchiature per semiconduttori vengono spinte verso livelli di vuoto più elevati e ambienti più corrosivi, l'assemblaggio meccanico tradizionale non è più in grado di soddisfare le esigenze; lo stampaggio a inserto è diventato il processo principale per superare i colli di bottiglia.
Riepilogo delle risposte principali
Dimensione centrale | Soluzioni tecniche chiave | Valore aziendale | Dati principali |
Controllo della contaminazione | Produzione in camera bianca di classe 100 + pulizia a ultrasuoni con acqua deionizzata da 18 MΩ·cm | Ridurre il tasso di difettosità dei wafer. | Il tasso di difettosità dei wafer è ridotto di oltre il 30%. |
Sigillatura dei materiali | Processo di legame chimico di PEEK/PFA e metallo | Garantire un livello di vuoto elevato. | Raggiungere stabilmente un livello di vuoto di 10⁻⁹ mbar/ls |
Standard di precisione | Posizionamento automatico del manipolatore con controllo di tolleranza di ±0,01 mm | Prolungare il tempo medio tra i guasti delle apparecchiature. | Il MTBF è esteso a oltre 8000 ore. |
Corrispondenza di dilatazione termica | Polimero rinforzato con fibra di carbonio al 30% + preriscaldamento dell'inserto a 150 °C | Evitare la delaminazione dell'interfaccia. | Il tasso di delaminazione dell'interfaccia è ridotto al di sotto dello 0,1%. |
Efficienza produttiva | Stampaggio integrato + sformatura automatica | Ridurre i tempi di consegna della catena di approvvigionamento. | I tempi di consegna si riducono del 30% e il ciclo di assemblaggio del 40%. |
Punti chiave
- Garanzia di tenuta all'aria: l'inserto è completamente incapsulato per eliminare la possibilità di perdite di vuoto, indicando l'eliminazione totale del punto di perdita di vuoto causato dallo spazio tra le giunzioni meccaniche.
- Priorità di progettazione: un'attenta valutazione dello spessore delle pareti e un corretto utilizzo delle nervature, secondo le linee guida stabilite, saranno i fattori chiave per evitare la formazione di crepe dopo la stampatura.
- Abbinamento dei materiali: l'utilizzo di materiali polimerici avanzati i cui coefficienti di dilatazione termica sono molto simili a quelli dei metalli contribuisce a prevenire la delaminazione interfacciale.
- Consegna completa: JS Precision non si occupa solo della lavorazione, ma anche dello stampaggio a iniezione, riducendo così i tempi di consegna della catena di approvvigionamento del 30%.
Perché scegliere i servizi di stampaggio a inserto di JS Precision? Soluzioni per la produzione di precisione di semiconduttori
Lo stampaggio a inserto è un processo di produzione fondamentale per i componenti delle apparecchiature a semiconduttore. La scelta di un fornitore affidabile di servizi di stampaggio a inserto è estremamente importante per ridurre al minimo i rischi di produzione e al contempo ampliare la capacità produttiva.
In qualità di azienda produttrice di semiconduttori, desiderate un fornitore in grado di comprendere appieno le vostre esigenze e di offrirvi al contempo un valore aggiunto. JS Precision ne è un ottimo esempio.
Affidandovi ai nostri servizi di alta qualità, che soddisfano rigorosamente lo standard ISO 14644-1 per le camere bianche dei semiconduttori , potrete ottenere soluzioni di componenti conformi agli standard globali.
Scegliendo JS Precision avrete a disposizione un ambiente di produzione in camera bianca di Classe 100, oltre alla tecnologia di pulizia a ultrasuoni con acqua deionizzata a 18 MΩ·cm . In questo modo, il tasso di difetti dei wafer si riduce di oltre il 30%, consentendovi di evitare perdite dovute agli scarti.
La nostra tecnologia di posizionamento robotizzato automatizzato e di controllo della tolleranza a 0,01 mm vi aiuterà ad aumentare il tempo medio tra i guasti (MTBF) a oltre 8000 ore, riducendo così le perdite di capacità dovute ai tempi di inattività e gli sprechi di costi.
Un altro cliente internazionale del settore dei semiconduttori, che aveva le stesse esigenze in termini di apparecchiature, ha dovuto affrontare perdite di scarti di wafer dovute a guasti alle guarnizioni dei componenti, per un importo superiore a 500.000 dollari ogni anno.
Potete consultare i loro risultati dopo aver deciso di utilizzare i nostri servizi di stampaggio a inserto: non solo hanno mantenuto stabile il tasso di perdita a 10⁻⁹ mbar/ls, ma sono anche riusciti ad aumentare il tasso di resa dei componenti dal 65% al 99,2%, risparmiando così oltre 400.000 dollari ogni anno.
Inoltre, potrete avvalervi della solida esperienza del nostro team nell'ingegneria DFM (Design for Manufacturing) per ottenere una consulenza professionale e qualificata sull'ottimizzazione fin dalla fase di progettazione, il che può contribuire a ridurre i tempi di consegna della catena di fornitura del 30%, migliorare i tempi di lancio del prodotto e cogliere prontamente le opportunità di mercato.
JS Precision mette al primo posto le vostre esigenze, integrando progettazione degli stampi , selezione dei materiali e servizi di produzione in ogni fase del processo.
In questo modo, non sarà necessario cercare più fornitori, il che a sua volta riduce al minimo i costi di comunicazione, i rischi della catena di approvvigionamento e rende la produzione dei componenti più semplice ed efficiente.
Se riscontrate difficoltà con la sigillatura dei componenti, il controllo di precisione o altri problemi, contattate immediatamente i nostri esperti di ingegneria per una consulenza tecnica personalizzata sullo stampaggio a iniezione di semiconduttori.
Perché lo stampaggio a iniezione di precisione è essenziale per le apparecchiature per semiconduttori?
Le condizioni operative estremamente severe delle macchine per semiconduttori richiedono che i componenti siano estremamente ermetici e puliti. Come procedura centrale, lo stampaggio a inserto risolve efficacemente gli svantaggi dei metodi di assemblaggio tradizionali.
Lo stampaggio a inserto per semiconduttori prevede lo stampaggio diretto di plastiche ad alte prestazioni su supporti metallici, eliminando così la necessità di elementi di fissaggio e guarnizioni.
Ciò non solo garantisce eccellenti prestazioni di isolamento fisico in ambienti estremi, ma è anche il fattore principale per migliorare l'integrazione dei componenti e la tenuta all'aria.
Miglioramento della resistenza strutturale in condizioni di ultra alto vuoto
Le guarnizioni meccaniche convenzionali sono una fonte di contaminazione dei wafer in ambienti a 10⁻⁷ Torr a causa di perdite di gas attraverso microintercapedini. Lo stampaggio a inserto crea una barriera fisica continua che rende impossibile la permeazione del gas.
In parole semplici, un involucro protettivo senza giunture avvolge il componente, rendendo completamente impossibile qualsiasi perdita.
Integrazione dei benefici:
- Le fessure meccaniche, che sono all'origine dell'infiltrazione di gas e della generazione di particelle, vengono eliminate, mantenendo così la pulizia del wafer.
- La resistenza intrinseca dei metalli si combina con la stabilità dimensionale delle materie plastiche, un fattore chiave per aumentare la durata dei componenti e ridurre i costi di sostituzione.
Eliminazione dei rischi di assemblaggio secondario e delle fonti di particelle
L'espansione e la contrazione termica causano vibrazioni meccaniche dei dispositivi di fissaggio e la generazione di microdetriti, che possono rendere un wafer inutilizzabile.
Lo stampaggio a inserto, che prevede la trasformazione di 5-10 componenti in un unico pezzo integrale, elimina alla fonte i detriti e riduce drasticamente le fasi di assemblaggio. Ciò consente di accorciare i cicli di assemblaggio di oltre il 40%, ridurre i costi della distinta base del 20-30% e minimizzare gli errori umani.
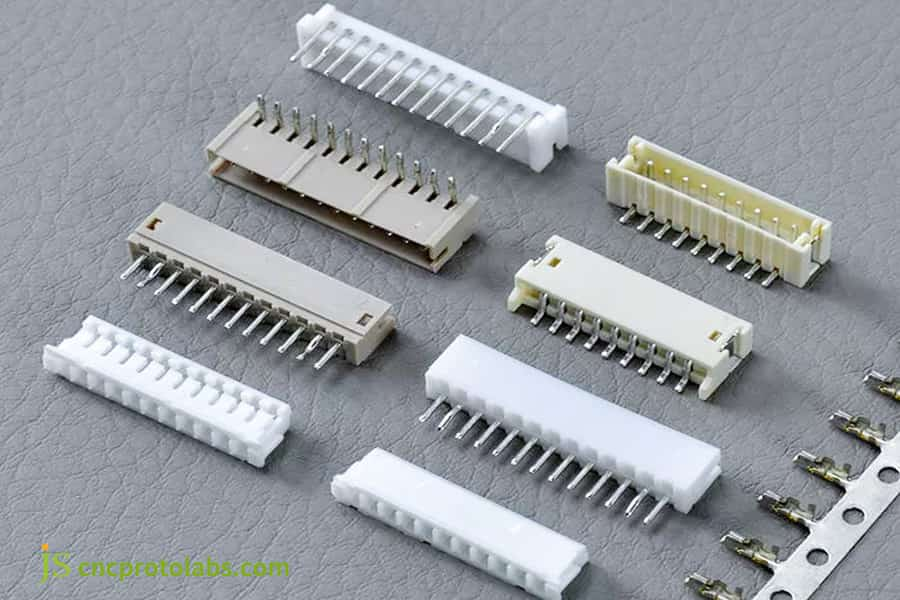
Figura 1: Esposizione di vari connettori a pin di precisione bianchi e beige con inserti metallici, che illustra il risultato dello stampaggio a inserti per applicazioni nel settore dei semiconduttori.
Quali sono le regole fondamentali in una guida alla progettazione di stampi a inserto per semiconduttori?
Una progettazione adeguata è il primo passo per garantire la buona riuscita dello stampaggio a inserto.
L'obiettivo principale della guida alla progettazione dello stampaggio a inserto è controllare lo spessore delle pareti in plastica, creare strutture meccaniche ad incastro e definire le posizioni di supporto dell'inserto per consentire al componente di mantenere forma e resistenza anche se sottoposto ad alta pressione.
In parole semplici, è come costruire una casa: servono delle buone fondamenta e una struttura solida. Seguendo le regole di base, si possono prevenire problemi come crepe e allentamenti in futuro, garantendo così il funzionamento stabile dei componenti nel tempo.
Uniformità dello spessore delle pareti e ottimizzazione della posizione del punto di iniezione
I componenti a semiconduttore richiedono che lo spessore delle pareti sia mantenuto costante tra 1,5 e 3,0 mm; in caso contrario, le aree di sollecitazione di trazione si concentreranno, provocando la formazione di crepe, analogamente a quanto accade con pareti di spessore non uniforme. Uno spessore uniforme delle pareti garantisce una distribuzione uniforme delle sollecitazioni.
Utilizziamo la simulazione Moldflow per identificare la posizione delle linee di saldatura e assicurarci che non coincidano con le aree critiche di tenuta ad alta pressione e alto vuoto, che potrebbero causare il cedimento della guarnizione.
Elementi di incastro meccanico per l'incollaggio metallo-plastica
La resistenza del legame metallo-plastica è migliorata grazie all'incastro geometrico. Utilizziamo inserti metallici con sottosquadri (0,2 mm), zigrinatura (passo 0,5-1,0 mm) o fori passanti (1,0 mm).
Per i piccoli pin dei sensori, progettiamo una struttura di fissaggio simmetrica non circolare per evitare che il cablaggio si allenti in un secondo momento, garantendo la stabilità del componente.
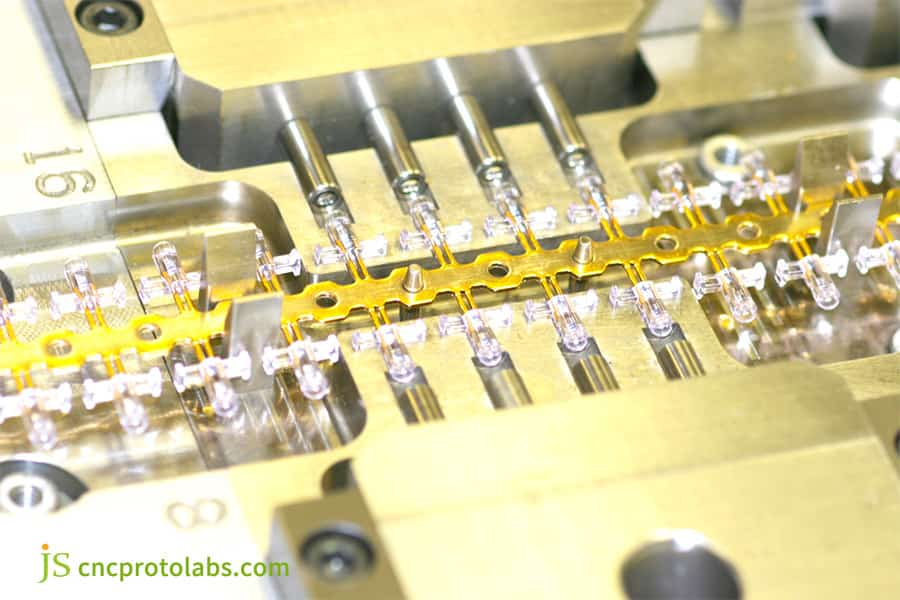
Figura 2: Vista dettagliata di inserti metallici posizionati con precisione all'interno di una base dello stampo color oro, che evidenzia l'attrezzatura per la produzione di componenti a semiconduttore.
Quali soluzioni di stampaggio con inserti metallici risolvono il problema della dilatazione termica inversa?
Le differenze nel coefficiente di dilatazione termica (CTE) rappresentano uno dei principali problemi nello stampaggio di inserti metallici , che possono causare delaminazione dei componenti e cedimenti delle guarnizioni. L'utilizzo del preriscaldamento dell'inserto, di polimeri fibrosi di riempimento e di zone tampone sono i metodi più efficaci per ovviare a questo problema.
Strategie di adattamento del coefficiente di dilatazione termica (CTE)
Le differenze nel coefficiente di dilatazione termica (CTE) tra materiali diversi influenzano la stabilità dei componenti. I dati relativi al CTE per i materiali comunemente utilizzati sono i seguenti:
Tipo di materiale | Specifiche dei materiali | CTE a 25 °C (ppm/°C) | Coefficiente di dilatazione termica (CTE) a 100 °C (ppm/°C) | Coefficiente di dilatazione termica (CTE) a 180 °C (ppm/°C) | Scenario applicativo |
Inserto metallico | Acciaio inossidabile 316L | 16 | 17.2 | 18.5 | Componenti per la sigillatura sottovuoto elevato |
Inserto metallico | Lega di alluminio 6061 | 23.1 | 24,5 | 26.3 | Componenti leggeri |
Inserto metallico | Kovar Alluminio | 5.9 | 6.1 | 6.3 | Componenti per sensori ad alta precisione |
Materiale plastico | PEEK puro | 50 | 58 | 65 | Componenti convenzionali resistenti alla corrosione |
Materiale plastico | PEEK con il 30% di fibra di carbonio | 18 | 20 | 22 | Componenti di adattamento per la dilatazione termica |
Materiale plastico | PFA | 70 | 78 | 85 | Componenti resistenti al plasma |
Processi di preriscaldamento e cicli di raffreddamento controllato
Utilizziamo un regolatore di temperatura programmabile per eseguire un raffreddamento a fasi, il che impedisce la cristallizzazione irregolare delle catene molecolari causata da un raffreddamento rapido e garantisce che il modulo rimanga dimensionalmente stabile.
Avete problemi di dilatazione termica inversa? Contattate i nostri esperti di ingegneria per soluzioni di stampaggio a inserto personalizzate e soluzioni di adattamento del coefficiente di dilatazione termica (CTE) gratuite per risolvere i problemi di delaminazione dell'interfaccia.
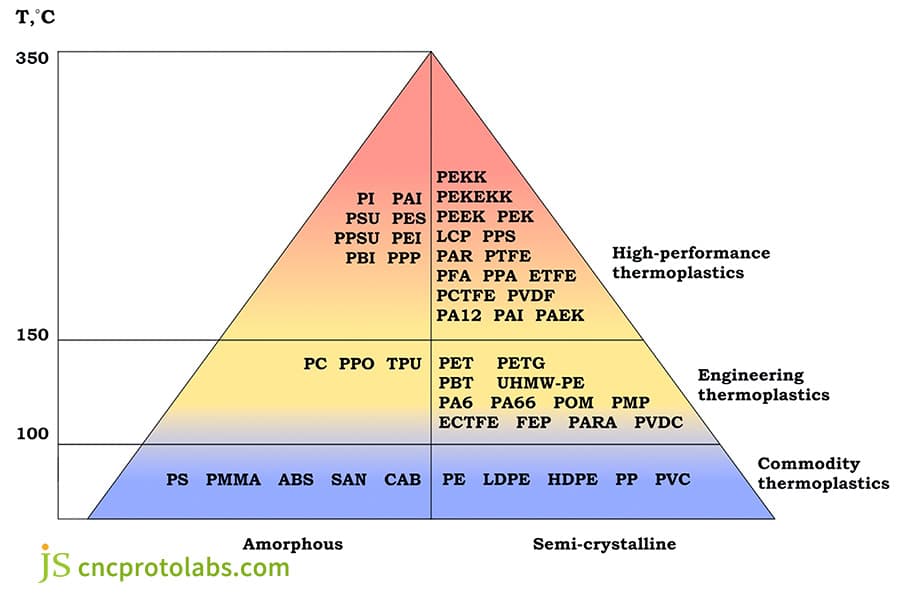
Figura 3: Diagramma a piramide triangolare che classifica i vari materiali termoplastici, da quelli di base a quelli ad alte prestazioni, in base alla loro resistenza alla temperatura e alla cristallinità.
Come selezionare i materiali per lo stampaggio a inserto personalizzato ad alte prestazioni?
I materiali che selezionerete per lo stampaggio a inserto personalizzato determineranno le prestazioni del vostro modulo e dovranno essere abbinati all'applicazione di lavorazione:
Per i materiali PFA/PEEK resistenti al plasma utilizzati nelle apparecchiature di incisione e per i materiali a bassa emissione di gas destinati alle apparecchiature di fotolitografia, verificare sempre la conformità con gli standard di affidabilità dei dispositivi a semiconduttore IEC 61709 , nonché i requisiti di purezza e costante dielettrica.
In altre parole, le diverse condizioni operative delle apparecchiature a semiconduttori, così come i diversi ambienti di lavoro, richiedono l'utilizzo di indumenti diversi.
La scelta dei materiali giusti può rendere i componenti "resistenti all'usura e durevoli" in ambienti complessi, evitando guasti alle apparecchiature e scarti di wafer causati da materiali inadatti.
Polimeri ad alte prestazioni per la resistenza agli agenti chimici corrosivi
Il PFA e il PTFE sono molto stabili in ambienti fortemente acidi come l'acido fluoridrico e non presentano corrosione o deformazioni; inoltre, mantengono le loro prestazioni di tenuta anche dopo un'esposizione prolungata.
Grazie alla tecnologia di stampaggio a inserto, è possibile sincronizzare con precisione questi materiali resistenti alla corrosione e sfruttarne appieno le caratteristiche.
La resistenza strutturale è uno dei vantaggi del PEEK (modulo di Young 3,8 GPa) rispetto al PPS (2,6 GPa). Vi consiglieremo i materiali più adatti ai requisiti di resistenza.
Requisiti di degassamento ridotti per il vuoto ultraelevato
Nelle applicazioni per semiconduttori, la perdita totale di massa del materiale (TML) deve essere pari allo 0,1%; in caso contrario, le sostanze volatili rilasciate contamineranno il wafer, rendendolo inutilizzabile.
In che modo i moderni servizi di stampaggio a inserto riducono al minimo la contaminazione da particelle?
Il livello di contaminazione da particelle consentito nei componenti a semiconduttore è estremamente basso. I servizi professionali di stampaggio a inserto raggiungono questo risultato grazie a operazioni in camera bianca, alla gestione di materie prime ad elevata purezza e allo stampaggio automatizzato.
Queste misure possono controllare la contaminazione da particelle a livelli adatti ai semiconduttori, garantendo così che il wafer non venga contaminato dal componente.
Implementazione degli standard di produzione in camera bianca (Classe 100/1000)
JS Precision garantisce la qualità dell'aria nell'area di stampaggio a iniezione tramite un sistema di filtrazione HEPA. Gli standard di controllo delle particelle per le diverse camere bianche sono i seguenti:
Classe di camera bianca | Numero di particelle ≥0,5 μm per piede cubo | Numero di particelle ≥5μm per piede cubo | Fasi del processo applicabili | Vantaggi per il cliente |
Classe 100 | ≤100 | ≤0 | Produzione di inserti stampati, pulizia dei componenti. | Evita la contaminazione da particelle e aumenta la resa dei componenti a oltre il 99%. |
Classe 1000 | ≤1000 | ≤10 | Stoccaggio delle materie prime, confezionamento dei componenti. | Ridurre il rischio di contaminazione secondaria durante lo stoccaggio. |
Classe 10000 | ≤10000 | ≤100 | Pretrattamento degli stampi, manutenzione delle attrezzature. | Controllare i costi di produzione nel rispetto dei requisiti di pulizia. |
Abbiamo procedure operative molto rigide. I dipendenti sono tenuti a indossare tute da camera bianca complete. All'ingresso e all'uscita dalla camera bianca, è necessario passare attraverso una camera di compensazione per la rimozione della polvere al fine di prevenire la contaminazione secondaria.
Operazioni di deionizzazione e pulizia post-stampaggio all'avanguardia
Per la pulizia a ultrasuoni delle superfici dei componenti, al fine di rimuovere la micropolveri residua, utilizziamo acqua deionizzata con una resistività di 18 Ω·cm, che garantisce alle superfici un livello di pulizia conforme agli standard dei semiconduttori.
Successivamente, la pulizia e l'imballaggio con doppio strato di foglio di alluminio sottovuoto vengono effettuati direttamente in camera bianca, in modo da evitare l'adsorbimento di particelle durante il trasporto.
Desiderate scoprire come i servizi di stampaggio a iniezione per camere bianche di Classe 100 controllano la contaminazione da particolato? Consultate i nostri casi di successo per informazioni tecniche dettagliate.

Figura 4: Primo piano di un componente stampato trasparente con contaminazione da particelle nere sulla sua superficie, che evidenzia un problema di controllo qualità.
Quali sono le caratteristiche che contraddistinguono un produttore di stampi a inserto personalizzati affidabile per l'industria dei semiconduttori?
Poiché le aziende di semiconduttori puntano alla precisione dei componenti e alla riduzione dei rischi nelle loro catene di fornitura, non possono permettersi di affidare al caso la fiducia nel loro produttore di stampi a inserto personalizzati .
Un'azienda in grado di realizzare un sistema di gestione della qualità di livello semiconduttore, utilizzando apparecchiature di test precise e con una vasta esperienza in DFM (Design for Manufacturing), è quella con maggiori probabilità di successo.
Metrologia di precisione e controllo della tolleranza a 0,01 mm
Eseguiamo test di precisione completi, monitorando il posizionamento dell'inserto con un sistema di misurazione a immagini CCD in tempo reale (precisione 0,005 mm). L'analisi continua della sezione trasversale della qualità del riempimento dell'interfaccia ci aiuta a garantire l'assenza di vuoti o bolle d'aria.
Disponiamo di un sistema completo di tracciabilità della qualità. Sono disponibili registrazioni dettagliate dei test per ogni lotto di prodotti, che consentono la tracciabilità delle materie prime, dei parametri e dei risultati, garantendo la conformità del prodotto.
Integrazione verticale dalla progettazione degli stampi alla produzione di massa presso JS Precision
Grazie alla presenza di un'officina interna per la produzione di stampi, abbiamo raggiunto l'integrazione verticale, dalla progettazione e produzione degli stampi fino alla produzione e al collaudo degli inserti stampati. In questo modo, il ciclo di feedback DFM (Design for Manufacturing) si riduce a 24 ore, consentendoci di rispondere rapidamente alle modifiche di progettazione.
Quali sono le principali sfide e soluzioni nello stampaggio a iniezione di semiconduttori?
Lo stampaggio a iniezione di semiconduttori è un processo che richiede una precisione elevatissima. I principali problemi riscontrati includono lo spostamento dell'inserto, la riduzione della resistenza della linea di saldatura e il cedimento dell'ermeticità.
Il rispetto dello standard ISO 13485 per la gestione della qualità dei componenti a semiconduttore può contribuire a ridurre i rischi, e tali problematiche possono essere affrontate in modo efficace grazie all'utilizzo di tecnologie precise.
Prevenire lo spostamento dell'inserto sotto elevata pressione di iniezione
L'elevata pressione di iniezione, pari a 800-1500 bar, può facilmente causare lo spostamento dell'inserto (uno spostamento superiore a 0,02 mm costituisce la condizione di rottura). Le soluzioni di stampaggio a inserto, ben sviluppate, possono prevenire completamente questo problema. Le soluzioni specifiche sono:
- Bloccaggio assistito idraulicamente + perni di posizionamento di precisione che garantiscono che anche gli inserti con elevato rapporto d'aspetto avranno uno spostamento inferiore a 0,02 mm .
- Il controllo della pressione a più stadi facilita l'iniezione di una curva ottimale, e il riempimento a bassa velocità all'inizio salvaguarda i perni di precisione.
Miglioramento della forza di adesione interfacciale tramite trattamento al plasma
La scarsa adesione tra le interfacce metallo-plastica è una delle cause di delaminazione e cedimento della guarnizione. Il primo modo per rafforzare l'adesione è:
Il trattamento con plasma atmosferico rimuove la materia organica e gli strati di ossido dalla superficie metallica, realizza un legame a livello molecolare e aumenta la forza di distacco di oltre il 50% .
Utilizzo di agenti accoppianti specializzati per migliorare l' adesione di metalli e plastiche specifici tra loro e impedire la separazione dei componenti anche dopo cicli termici prolungati.
Caso di studio JS Precision: confezionamento di precisione dei componenti dei sensori per camere a vuoto spinto.
I servizi di stampaggio a inserto svolgono un ruolo fondamentale nella produzione di componenti per sensori ad alto vuoto. Risolvendo i problemi di tenuta dei componenti dei sensori, non solo abbiamo migliorato le prestazioni di tenuta, ma abbiamo anche garantito precisione nel rilevamento e alta qualità dei wafer per i clienti del settore dei semiconduttori.
Problemi riscontrati:
Il componente sensore realizzato dal cliente comprende cinque perni in acciaio inossidabile 316L da 0,8 mm incorporati in un alloggiamento in PEEK e il tasso di perdita deve essere di 10⁻⁴ mbar/l·s.
Dopo cicli ad alte e basse temperature da 20℃ a 180℃, i processi tradizionali provocano la delaminazione dell'interfaccia a causa della grande differenza nel CTE (residuo di estere chimico).
Per questo motivo, il tasso di perdita è di 10⁻⁴ mbar/l·s, la resa produttiva è solo del 65% e la produzione di massa non è possibile, il che ha causato perdite di stampi e materie prime, nonché ritardi nel lancio sul mercato.
Soluzione:
Abbiamo ideato un semplice piano in tre fasi per risolvere i problemi da voi menzionati, che combina la tecnologia di stampaggio con inserti metallici per risolvere con precisione i problemi di delaminazione dell'interfaccia e di cedimento della tenuta.
Questo è un tipico esempio di stampaggio con inserti metallici nell'incapsulamento di componenti sottovuoto spinto:
1. Al fine di ridurre la differenza di temperatura tra i perni in acciaio inossidabile e il PEEK fuso, minimizzare le sollecitazioni interne causate dallo shock termico e prevenire le cricche da ritiro dopo lo stampaggio della plastica, è stato introdotto un sistema di circolazione di preriscaldamento per preriscaldare i perni in acciaio inossidabile a 150℃.
2. Basandosi sul principio che l'aumento della superficie può portare a un legame più forte, è stata eseguita una microincisione laser su scala nanometrica sulla superficie del perno, che ha aumentato la superficie del 40%, migliorando così la forza di interblocco meccanico tra la plastica e il metallo e rafforzando la resistenza del legame interfacciale.
3. La pressione di iniezione è stata impostata con precisione a 1200 bar e il tempo di mantenimento è stato prolungato a 30 secondi per garantire che la plastica riempisse completamente gli spazi dello stampo; è stata inoltre incorporata una fase di ricottura post-stampaggio di 4 ore per contribuire a rilasciare le tensioni residue e a rendere più stabili le dimensioni del componente.
Lezioni apprese dal fallimento:
Il primo lotto di prodotti finiti era idoneo all'uso immediato, tuttavia dopo 48 ore sono comparse delle microfratture a seguito del rilascio delle tensioni e il tasso di perdita è nuovamente aumentato.
Questo ci ha insegnato che avremmo dovuto dotarci di un regolatore di temperatura dello stampo programmabile per raffreddare gradualmente lo stampo in più fasi, in modo da rilasciare completamente le tensioni residue.
Una normale pulizia a ultrasuoni non è in grado di eliminare l'olio e lo sporco dai micropori dei perni. La pulizia con plasma atmosferico è necessaria per il distacco di olio e sporco, in quanto altera l'energia superficiale e i legami si riducono al livello molecolare.
Risultati finali:
Il prodotto finito è stato qualificato superando 100 test di shock termico ad alta e bassa temperatura, e il rilevamento delle perdite tramite spettrometria di massa dell'elio ha mostrato una lettura stabile di 10 mbar/ls.
L'aumento della produzione dal 65% al 99,2% ha aperto la strada alla produzione di massa, riducendo le perdite mensili del cliente di 80.000 dollari e accelerando i tempi di immissione sul mercato.
Se anche voi riscontrate problemi come la tenuta dei componenti del sensore e la delaminazione dell'interfaccia, contattate i nostri esperti di ingegneria per una soluzione di stampaggio con inserti metallici personalizzata.
FAQ
D1: Quale livello di vuoto può raggiungere lo stampaggio a iniezione?
Grazie all'introduzione di un processo di incollaggio dell'interfaccia ottimale, lo stampaggio a inserto consente di mantenere il rilevamento delle perdite di elio a un livello di 10⁻⁹ mbar/l·s, in linea con lo standard delle apparecchiature per alto vuoto dei semiconduttori, ed elimina inoltre le perdite di gas che causano la contaminazione dei wafer.
D2: Quali materiali vengono tipicamente utilizzati per gli inserti metallici?
Lo stampaggio a iniezione di semiconduttori utilizza normalmente materiali metallici come l'acciaio inossidabile 316L, la lega di alluminio 6061 e la lega Kovar. Dopo un'attenta valutazione dell'utilizzo del componente e dell'ambiente di lavoro, vi suggeriremo il materiale più appropriato.
D3: Come prevenire lo spostamento dell'inserto durante lo stampaggio a iniezione?
Lo spostamento degli inserti è ridotto al minimo, fino a 0,01 mm, grazie a perni di posizionamento di precisione e a un sistema di controllo visivo automatizzato . Inoltre, la produzione del ciclo di iniezione basata su questi dati, al fine di evitare deviazioni dovute ad alte pressioni, garantisce la precisione delle dimensioni.
D4: Qual è la massima resistenza termica del componente?
Grazie all'utilizzo di plastiche speciali come il PEEK, il componente può funzionare senza problemi a 250 °C per lunghi periodi e tollerare brevi picchi di temperatura fino a 300 °C. Ciò soddisfa le specifiche di temperatura delle apparecchiature per semiconduttori.
D5: Come migliorare la forza di adesione tra metallo e plastica?
La forza di adesione risulterà notevolmente migliorata se si combinano la microincisione laser, la pulizia al plasma e la progettazione con incastro meccanico. Queste tecniche prevengono inoltre efficacemente la delaminazione dell'interfaccia.
D6: Qual è la dimensione minima dell'inserto supportato?
JS Precision è in grado di lavorare inserti di precisione con un diametro di 0,5 mm, che consentono di posizionare con precisione e modellare in modo stabile i microcomponenti semiconduttori.
D7: Potete fornire supporto nella progettazione DFM?
Possiamo offrirti una consulenza personalizzata sulla progettazione di stampi a inserto e simulazioni Moldflow per ottimizzare i tuoi progetti, evitare difetti, ridurre i costi e migliorare l'efficienza.
D8: Qual è il tipico ciclo di prototipazione prima della produzione di massa?
Lo sviluppo di stampi di precisione e del primo campione per i prodotti di stampaggio a inserto per semiconduttori richiede in genere dalle 4 alle 6 settimane. Faremo tutto il possibile per ridurre i tempi di immissione sul mercato per i nostri clienti attraverso l'accelerazione dei processi.
Riepilogo
La precisione e l'affidabilità nelle apparecchiature per semiconduttori sono strettamente legate a una tecnologia di stampaggio a iniezione di semiconduttori altamente specializzata. Ogni livello di accuratezza micrometrica e ogni stabilità di sigillatura sono direttamente correlati alla qualità dei wafer e ai costi aziendali.
Le consolidate soluzioni di stampaggio a inserto di JS Precision sono come una bacchetta magica per affrontare problemi cruciali come la precisione nella tenuta dei componenti, l'adattamento alla dilatazione termica, ecc., contribuendo alla riduzione dei costi, al miglioramento della resa e alla riduzione dei tempi di consegna.
Scegliendo noi, otterrete un servizio di stampaggio a inserti stabile ed efficiente, che trasformerà i vostri componenti principali in un vantaggio competitivo per le vostre apparecchiature. Per migliorare i componenti e ottimizzare il processo, contattate subito i nostri esperti di ingegneria per ottenere le migliori soluzioni e preventivi.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

