
Metal insert molding is one of the main techniques that can be used to achieve the goal of reducing weight. However, the difference in thermal expansion coefficients between metal and plastic leads to cracking or complete breakage, which accounts for more than 60% of the products being discarded.
According to the information, the bonding strength drastically decreases even with slight fingerprint contamination, and these invisible process flaws are turning into huge financial burdens for the producers.
Highlighting the learnings from JS Precision, this article explains the fundamental technical factors of insert molding so that you can not only fix the issue of bonding failures but also prevent it from happening in the first place.
Core Answer Summary
| Core Dimensions | Summary Description |
| Main Causes of Failure | Mismatch in thermal expansion coefficients, chemical inertness, surface contamination (fingerprints can reduce strength by more than 50%). |
| Pretreatment Solution | Sandblasting (Sa 2.5-4.0 μm) + chemical etching combination, adhesion improvement 90-100 times. |
| Process Control | Insert preheating 85-120℃, mold temperature ≥120℃, filling time 1.57 seconds. |
| Materials Selection | Brass inserts: high thermal conductivity, easily processed, knurled pattern increases pull out strength by 3 times. |
| Defect Diagnosis | Interface voids must be limited; storage time after pretreatment should not exceed 18 hours. |
| Service Support | JS Precision offers combined insert manufacturing and injection molding, online DFM analysis |
Why Trust This Guide? JS Precision's Experience In Metal Insert Molding
Selecting a dependable guide is the initial step to addressing the problems of metal insert molding adhesion, and the professional expertise of JS Precision is the main pillar of this guide.
We have been wholeheartedly dedicated to the field of insert molding for numerous years, executing more than 2000 metal insert molding projects.
Our services span across multiple industries such as automotive electronics, consumer electronics, and medical devices, assisting hundreds of clients to resolve core issues like bonding failure and high defect rates.
Our process solutions are all based on firsthand mass production data. For instance, one automotive electronics customer suffered a sealing test yield of only 85% due to interface voids in the brass inserts.
JS Precision raised the yield to 99.5% by fine tuning insert preheating parameters and mold temperature, thereby accomplishing the production of over 500,000 defect free products.
On the other hand, consumer electronics client faced a 55% decrease in bonding strength due to fingerprint contamination. With the help of standardized operating procedures and pretreatment solutions, we were able to bring back the bonding strength to normal levels, thereby reducing scrap costs by more than 30%.
Every process parameter and solution mentioned in this article adheres to the requirements of ISO 10993-1 standards, thus guaranteeing the reliability and practicability of the technology.
We have a team of expert engineers who can offer tailor made insert molding solutions for various material combinations and different product requirements. From insert design and pretreatment to injection molding, the whole process is controllable and traceable, totally wiping out the concerns of high end customers about quality and efficiency.
If you are troubled by adhesion failure issues in metal insert molding, contact JS Precision engineers for a free one-on-one consultation to quickly pinpoint the root cause of the problem.
What Is Metal Insert Molding And How Does It Create Higher-Value Products?
A lot of manufacturers are not familiar with metal insert molding at a deep level. Simply put, it means putting a ready made metal part into a mold and then using plastic to cover it through injection molding to create a composite component that cannot be separated. The main idea is to combine the benefits of metal and plastic.
This process is widely used in multiple fields, such as the brass inserts for injection molding of automotive sensors, which balances strength and lightweight. Consumer electronics metal interfaces enhance durability through it.
Compared to traditional assembly processes, it reduces the number of parts, lowers costs, and improves stability. Here are the core differences:
| Comparison Dimensions | Metal Insert Molding | Traditional Assembly Process | Advantages | Applicable Scenarios |
| Number of Parts | 1-2 composite parts | 3 or more independent parts | Reduces assembly steps, lowers error rate | Precision electronic components |
| Bond Strength | High (up to 500N or more) | Low (easy to detach) | Improves product durability, reduces scrap rate | Automotive load bearing components |
| Production Efficiency | High (integrated molding) | Low (multi process assembly) | Shortens production cycle, reduces labor costs | Mass production scenarios |
| Lightweighting Effect | Significant (reduced metal usage) | Moderate (more metal parts) | Aligns with lightweight design trends | New energy vehicle components |

Figure 1: A cross-sectional view illustrating a plastic part and a knurled brass metal insert clearly labeled, showing how the components combine in metal insert molding.
Why Does Adhesion Fail In Metal Insert Plastic Injection Molding?
When customers carry out metal insert plastic injection molding, adhesion failure is one of the major problems that they face. Adhesion failure mainly arises from three major physicochemical mechanisms. So, it is very important to understand these mechanisms in order to effectively solve the problem.
Physical Mismatch: Internal Stress Cracking Due to Differences in Thermal Expansion Coefficients
Due to large differences in the thermal expansion coefficients of metals and plastics (by 5-10 times), the plastic shrinks more upon cooling, thereby generating shear stress at the interface of metal and plastic. Microcracks or debonding will occur if this stress is higher than the bonding strength.
Chemical Inertness: Surface Energy Differences Hinder Molecular Level Bonding
Metals are characterized by very high surface energy, whereas engineering plastics in the case of polypropylene are characterized with very low surface energy. In the absence of chemical bonding, the van der Waals forces by themselves are not strong enough to endure the structural loads, so the adhesive strength will be very almost negligible.
Surface Contamination: The Invisible Killer of Fingerprint Films
Oils and salts in fingerprints can form an oil film on metal surfaces, prevent plastic from contacting metal. Even if the amount of contamination is quite a small, it can lead to a reduction in bond strength by more than 50%. This means that one has to strictly follow the bonding procedures.
We have compiled impact data for different failure causes to help you quickly identify your own problems:
| Main Failure Cause | Impact Level | Bond Strength Reduction Percentage | Common Product Defects | High Incidence Scenarios |
| Difference in Thermal Expansion Coefficient | Extremely High | 30%-60% | Microcracks, Debonding | High Temperature Environment Products |
| Chemical Inertness | Medium High | 20%-40% | Weak Bonding | Engineering Plastics and Metal Combinations |
| Surface Contamination (Fingerprints) | High | Over 50% | Interface Voids, Debonding | Manual Operation Scenarios |
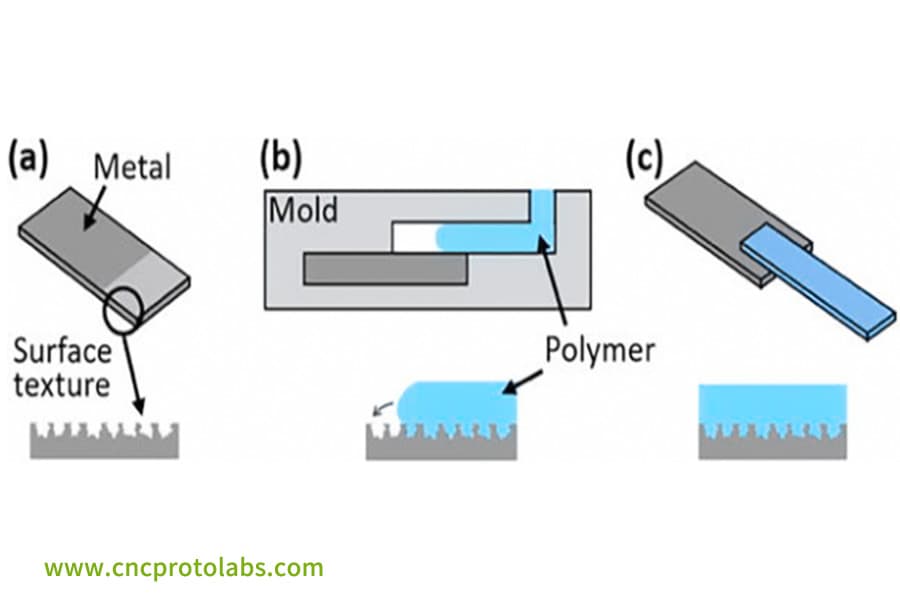
Figure 2: A diagram illustrating the three key stages (a to c) of metal insert plastic injection molding, showing the metal component, polymer injection, and the final integrated part.
What Are The Common Defects In Injection Molding With Metal Inserts?
In metal insert plastic injection molding, three defect types already make up more than 80% of all defects. Knowing their causes and ways to fix them can really help manage the cost of scrap.
Shrinkage Marks/Voids Around Inserts
The different cooling speeds of metal and plastic cause uneven shrinking. The holding pressure may be lowered to 80% of the injection pressure, or the plastic's minimum wall thickness around the insert can be made sure to be ≥1.5 mm.
Insert Misalignment
During high pressure injection, thin inserts may move quite easily. The fix could be to use accurate mold locating pins or better the gate position so that the weld line does not overlap the stress zone of the insert.
Interface Porosity
Inserts that are kept for too long after pretreatment can pick up moisture and dirt. The pretreatment-to-injection-moulding time should be 18 hours and the inserts should be kept in a dry, dust free place.
If you are troubled by these defects in injection molding with metal inserts, contact JS Precision engineers for free defect diagnosis services and to quickly find solutions.
What Are The Essential Pretreatments For Metal Inserts?
Pretreatment is crucial for addressing adhesion failures in metal insert molding. It mainly consists of three types: physical, chemical, and high energy treatments. Among them, sandblasting combined with chemical etching is most effective and can increase adhesion strength by up to 100 times.
Sandblasting: Engraving for Mechanical Locking
Through sandblasting, very tiny grooves are created on the metal surface, which solidified plastic after cooling will "anchor" or interlock mechanically with. The best 'anchor effect' will occur when Sa 2.5-4.0 μm, while very deep grooves can result in stresses concentration.
Chemical Modification: Etching for Nanobonding
Chemical etching can create the micro porosity and surface with active functional groups. This, along with sandblasting, has been shown to increase the strength at fracture of copper inserts by 90 times, and outer hard aluminum inserts strength by 100 times, also in accordance with ASTM D1002 standards.
High Energy Surface Treatment: Plasma and Laser Activation
Plasma can not only clean the surface but also decorates it with polar groups, lasers as a tool for modification of surface can work almost at the finest control of microstructure. Both help to make the surfaces more wettable and hence are desirable for metal insert molding with high precision.
Why Are Brass Inserts For Injection Molding So Widely Used?
Brass is undoubtedly the most common material for the production of injection molding with metal inserts, representing more than 60% of uses. The main benefits of brass draw from the top 3 perspectives:
Excellent Thermal Conductivity: Reduces Internal Stress Accumulation
Brass performs a conductive function very effectively, with a value of around 100-120 W/(m·K), which is 5 times that of stainless steel. Heat transfer can be carried out so rapidly that it mitigates the build up of interfacial internal stress.
Therefore, brass would work well with various plastics.
Easy Surface Treatment: Knurled Design Enhances Mechanical Locking
Brass can be easily etched and treated with coupling agents while showing commendable resistance to corrosion. Its knurled pattern manages to create a strong mechanical lock with the plastic that leads to a pull out strength increase of more than 3 times.
Besides that, top notch brass inserts for plastic injection molding help stabilize products even more.
Moderate Hardness: Protects the Mold and Ensures Thread Strength
Brass hardness (HB 80-150) hardly ever exceeds that of plastic and mold steel, it is capable of providing thread wear resistance without mold damage and also it can lead to cutting down of your maintenance expenses.
To select highly compatible brass inserts for plastic injection molding, upload your product drawings. JS Precision provides free DFM analysis and recommends the optimal brass insert specifications.
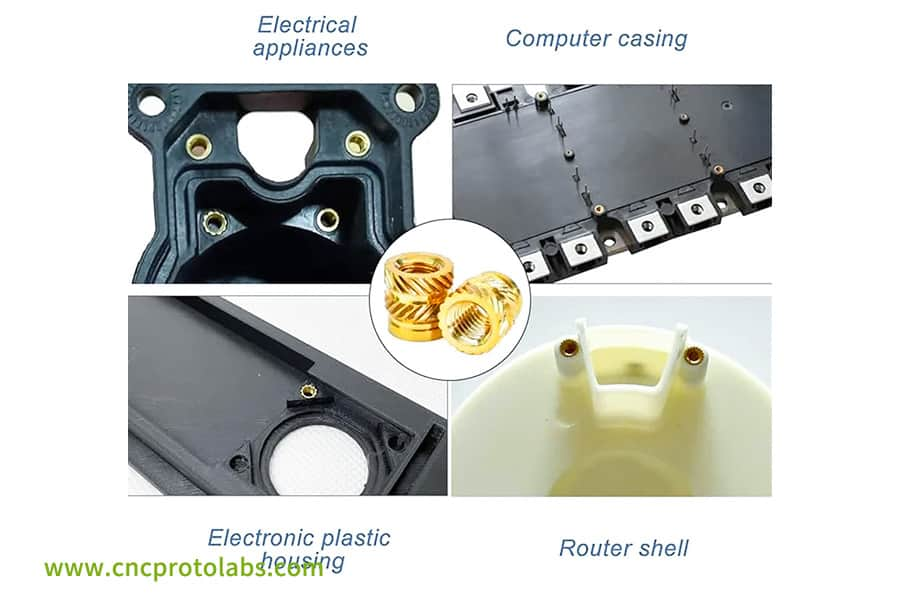
Figure 3: Examples of brass inserts and electronic components, including an appliance part, computer casing, and router shell, showcasing their use in injection molding.
How To Control Injection Molding Process Parameters To Activate Adhesion?
Great bonding not only requires good pretreatment and material choices, but also finely tuning the process parameters. The following data can be used as a direct reference for production debugging.
Infill Speed and Pressure: Balancing Flow and Internal Stress
Increasing the filling time to 1.57 seconds raises bond strength by 18% approximately. Besides that, when we control the injection pressure to around 800 kgf/cm², voids and deformation of inserts are avoided.
Mold Temperature: Key to Impregnation Quality
If the mold temperature is kept ≥120℃ until the end of the holding pressure, there will be less internal stress. Likewise, the surface microstructure temperature rise for the mold is the main reason why the replication rate has been increased from 72% to 96%.
Insert Preheating: Eliminating the Interface "Frozen Layer"
Preheating the insert to 85-120℃ delays the frozen layer formation. By SEM observation, when preheated to 120℃, interface voids are completely eliminated.
JS Precision Case Study: How To Eliminate Interface Gaps In Automotive Sensor Inserts During 85°C Preheating
Theoretical knowledge should be verified in practice at the very end. In the following, we reveal an actual case story from JS Precision whereby the solution we offered to the client's interface void problem in metal insert plastic injection molding not only increased the client's mass production yield but also resolved the problem.
Case Background
A client in the automotive electronics sector was manufacturing engine temperature sensors with brass inserts and PPS+40%GF plastics. A 15% interface void rate was causing the sealing test to fail and monthly losses to accumulate to over $50,000 at the very early stage of ramp up. Finally, they contacted us for assistance.
Challenges Encountered
Through mold flow analysis and SEM inspection, our engineers were able to pinpoint three main issues:
- The quick formation of the freezing layer near the melt when it touched the cold insert (25°C), locked the melt from properly filling the insert surface grooves.
- 0.05-0.1 mm continuous interfacial voids that would act as potentators of weak bonds and also negatively affected the sealing performance.
- Less than 60% effective locking area due to plastic only partially filling the insert knurled grooves and a pull out strength that was not up to the client's standards.
Solution
By utilizing our process database, our team carried out three precise optimization measures for the client:
- Heating the insert to 105°C (referencing research data showing a beneficial level of 85-120°C) to get rid of the frozen layer.
- Raising mold temperature from 80°C to 120°C to enhance melt wettability.
- Lowering injection speed from 80 mm/s to 55 mm/s to prolong filling time and ensure that the plastic completely fills the knurling grooves.
End Results
- The product interface gaps were totally removed after optimization, and SEM revealed that metal plastic contacts were very close.
- The pull out force rose from 280 N to 485 N, i.e. by 73%.
- The seal test yield went up from 85% to 99.5%, thus scrap losses were cut by over $45,000 monthly.
- Furthermore, the brass inserts for plastic injection molding turned out to be the customer's choice for accessory items. Roughly 500,000 units have been produced in 12 months long operation, with 100% customer satisfaction.
- This resolution has been working smoothly during this period.
If you are facing similar metal insert molding defects, you can view the detailed technical report of this case study or contact our engineers for a customized solution.

Figure 4: A close-up of a precision brass insert with a threaded exterior molded into a black plastic component, likely for an automotive sensor application.
Why Choose JS Precision For Your Metal Insert Molding Projects?
A trustworthy partner is essential when you want to solve metal insert molding problems. JS Precision offers comprehensive services, making sure that every step of the process is both manageable and traceable.
One stop solution: In house Insert Manufacturing + Injection Molding
Besides doing insert overmolding with customer supplied materials, we also offer insert design and production. Quality is monitored at every stage in order to eliminate failures to bond resulting from low quality inserts purchased from external sources.
Process Database Enables Accurate Debugging
The parametric model we have developed using more than 2000 sets of project data can promptly identify the best process window, thereby the debugging time is shortened and the trial molding expenses are cut.
Instant Quotation and DFM Analysis on the Web
After uploading their 3D drawings, customers immediately get a quotation and feasibility analysis. Our engineers will enhance the insert design and prevent bonding risks in the future.
FAQs
Q1: What is the most common failure mode for metal insert injection molding?
Interface debonding is the biggest problem usually. It is caused by internal stress due to different thermal expansion coefficients of metal and plastic which leads to product scrap and higher costs.
Q2: What is the optimal roughness range for sandblasting?
The best range is Sa 2.5-4.0 μm. Mechanical interlocking is most effective in this range. Too shallow range gives less interlocking force, and too deep range leads to stress concentration.
Q3: What temperature should be used for the insert preheating?
About 85-120℃. A higher temperature will make the interface contact the better; however, the thermal stability of the plastic should be considered so that it will not degrade.
Q4: To what extent does a fingerprint contamination affect the bond strength?
It actually strongly affects. The bond strength can be reduced by over 50%, even with a trace amount of fingerprint because the grease will prevent the contact between metal and plastic.
Q5: What problems arise from excessive injection pressure?
This could lead to the deformation of thin walled inserts overflow increased internal stress in the product, easy formation of microcracks and debonding and lastly cause instability.
Q6: What is the function of knurling design?
The main role of this is to make a mechanical lock. Usually, it is done to brass inserts and doing so can increase the pull out strength between the insert and the plastic by more than 3 times.
Q7: How much can chemical etching improve bond strength?
If used together with sandblasting, it has the potential for increasing bond strength by 90-100 times as it is capable of increasing nanoscale active sites that chemically bond the metal and the plastic.
Q8: How to solve the sink marks around the insert?
The amount of holding pressure can be 80% of the injection pressure. Another method is to increase the thickness of the plastic wall around the insert so that the minimum wall thickness of ≥1.5 mm is maintained.
Q9: How can I get a quote for metal insert molding services?
You can upload your 3D drawings to JS Precision to receive an immediate quotation and a free DFM (Design for Manufacturability) analysis.
Summary
The issues of bonding in metal insert molding are not just a single stage problem.
On the contrary, the difficulties that arise in bonding failure and high defect rates can be completely overcome by identifying the right methods, which will simultaneously lead to efficient mass production and cost optimization. These problems are actually systemic engineering ones that deal with pretreatment, material selection, and process control.
JS Precision, in addition to its deep practical experience and professional technical capabilities, is at your service throughout the whole process, from insert design to injection molding, allowing you to easily overcome the technical challenges.
Upload your insert drawings now to receive free DFM analysis and process solution suggestions, and embark on a path to efficient and stable metal insert molding mass production.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

