

医療用インサート成形医療部品の製造において正確な包装を実現するための基盤技術です。医療機器の製造において、インサートがずれたり、接合が失敗したりすると、非常に高いスクラップ率(5%~8%)が発生するだけでなく、患者の安全も危険にさらされる可能性があります。
では、繊細な電子部品や精密な金属針を傷つけることなく、ミクロンレベルのパッケージング精度を実現するにはどうすればよいでしょうか?
大手医療機器部品メーカーの 1 つである JS Precision は、高度なインサート成形技術と厳格な 13485 医療製造システムを通じて、高歩留まり、低リスクのカスタマイズされたソリューションを顧客に提供し、医療部品製造における中核的な問題点に効果的に対処します。
コアアンサーの概要
| 寸法 | コアテクノロジーソリューション | 価値の提供 |
| 精密制御 | 低圧充填 (圧力を 0.05N 以下に保つ) とシーケンシャル バルブ ホット ランナー技術の使用により、溶融衝撃を完全に排除します。 | インサートずれリスクを90%削減し、0.01mmレベルの超精密実装安定性を保証します。 |
| 品質コンプライアンス | 実施 ISO 13485環境下で厳格にIQ/OQ/PQを実施し、ISO 14971に基づいたリスク管理を行っています。 | 100% のバッチ一貫性を達成し、規制要件に準拠した高水準で完全に追跡可能なライフサイクル (DHR) を実現します。 |
| コストの最適化 | 6 軸ロボット自動ローディングとホット ランナー DFM 設計を導入して、高価な医療グレードの樹脂の無駄を最小限に抑えます。 | 射出成形サイクルタイムが約 25% 短縮され、ユニット加工コストと生産効率の最適化に大きく貢献します。 |
重要なポイント:
- 究極の精度:
最小インサートの変位は、圧力補償および精度制限技術の使用により、公差 0.01 mm 以内の非常に高い精度で制御されます。
- コンプライアンス保証:
ISO 13485 認証は、法令順守のリスクを軽減するだけでなく、製造プロセスがFDA/CE などの世界中の主要な医療市場アクセス基準に準拠していることを保証します。
- コスト削減と効率向上:
自動化された統合とホット ランナー システムの組み合わせにより、生産能力が向上するだけでなく、PEEK などの高価な医療グレードの樹脂の損失が 15 ~ 20% 削減されます。
- 技術の詳細:
CGM センサーなどの最も複雑な部品も含めた専門的なパッケージング サービス。たとえば、高い気密性と金属とプラスチックの界面の強力な結合です。
JS Precision の医療用インサート成形サービスを選ぶ理由
信頼できる医療用インサート成形サービスを選択する医療部品メーカーは、これが製品の安全性、コンプライアンス、市場での競争力に影響を与えるという事実を考慮する必要があります。
JS Precision は、その業界の知識と能力により、世界中の大手医療機器メーカーのお気に入りのパートナーになりました。
私たちは次の要件に沿って業務を遂行します。 FDA 21 CFR パート 820これにより、技術コンプライアンスコストと納品の観点から、幅広いリスク軽減と利益創出の機会が得られます。
JS プレシジョンでは、長年にわたるインサート成形技術の研究開発により、高精度の医療部品生産支援技術である低圧充填やシーケンシャルバルブホットランナーを生み出しました。
これらの技術は、 0.01 mm という非常に狭い公差内の小さなインサートの変位制御を実行するのに役立ち、インサートの変位や接着不良といった業界の通常の問題を完全に解決します。
それに加えて、非常に高い CpK 指数 (1.33 以上) を持ち、連続 3 つのバッチ(バッチあたり少なくとも 1000 個)の再現性テストでパフォーマンスに変化が見られないという事実により、製品の一貫性が保証され、品質変動リスクが軽減されます。
実際の例は、私たちのパートナーシップの重要性をさらに裏付けています。クライアントは、金属針の直径がわずか 0.3 mm の低侵襲外科用ガイドワイヤー アセンブリを製造していました。従来の射出成形では 0.12mm の変位が発生し、 7% のスクラップ率が発生していました。
一方、JS Precision のパーソナライズされた医療用インサート成形ソリューションは、インサートの変位を 0.01 mm まで低減し、クライアントは99.2% の安定した歩留まりを達成することができました。
これにより、環境が節約されるだけでなく、企業の生産性が向上し、同時に製品を必要な基準内に維持できるため、基本的にテクノロジーの利点による現実的なメリットが得られます。
医療部品のパッケージングにおける精度とコンプライアンスの問題に悩まされている場合は、JS Precision のエンジニアに無料でケースの詳細を問い合わせてください。お客様の問題点を解決し、価値を生み出す方法を直観的に理解することができます。
ISO 13485 医療製造システムに基づくサービスを選択する理由
医療部品製造の本質は、コンプライアンスと安全性の確保です。あ 13485 医療製造業システムはこの基本的な保証を提供します。これは単なる文書ではなく、生産チェーン全体に組み込まれた品質です。インサート成形は非常に重要な工程であり、この体制で行われなければなりません。
JS Precision は、IQ/OQ/PQ 検証のための ISO 13485 要件フレームワークとリスク管理のための ISO 14971 アプローチに全面的に取り組んでいます。プロセス制御により、射出成形の故障モードを特定し、複数のバッチにわたって性能/公差/ が変わらないことを保証します。
このようにして、当社はFDA/CE の世界市場アクセス承認を取得するためのクライアントの取り組みをサポートします。
一貫性保証のための詳細な検証プロセス (IQ/OQ/PQ)
IQ、OQ、PQ の 3 段階の検証は、ヨーロッパおよびアメリカ市場に参入する医療機器の「法的パスポート」であり、機器のコンプライアンス、安定した動作、および性能基準を確認します。
私の CpK 指数は 1.33 を超え、3 つの連続バッチ (バッチあたり 1000 個) で再現性テストの準拠を達成し、製品の一貫性を効果的に保証しました。
一言で言えば、これは毎日の食事の生産を意味し、製品が市場に流通し、消費者が安心できるように、生産前の衛生調査と、製造中のすべてのバッチで味の一貫性を確保する必要があります。
ISO14971に基づく生産リスク予防管理
私たちは、人、機械、材料、方法、環境の 5 つの分野で潜在的な危険を特定します。当社では、FMEA 評価方法とクラス 10,000 クリーンルーム(粒子数 < 3520 粒子/m3、0.5μm) を使用して、発生源での品質リスクを排除し、お客様への製品リコールの可能性を最小限に抑えます。

図 1: 広々とした清潔な製造作業場。大型機器が整然と並んでおり、防護服を着た担当者によって操作されており、高水準の生産環境が示されています。
精密部品のインサートズレを医療用インサート成形で解決するには?
医療用インサート成形におけるインサートの位置ずれは最大の問題の一つです。微細精密部品の長い針や電極などのデリケートな部品は、溶融材料の衝撃により位置がずれる可能性があり、製品の安全性に問題が生じます。
JS Precision は、精度と速度の間で適切な妥協点となる専用のソリューションを開発しました。 インサート成形技術。
低圧・低速の充填システムとホットランナーシーケンスバルブシステムを導入し、インサートにかかる力を0.05N以下にすることでズレのリスクを根本から排除します。これは、次の 2 つの主要なテクノロジーの成果です。
圧力補償技術とシーケンスバルブ制御
当社では、セグメントに分割された圧力スキーム (各変化 < 0.5MPa) を採用し、0.01 秒~0.05 秒のバルブニードル開放遅延時間を組み合わせています。
マルチポイント射出セルフセンタリングの助けを借りて、片側の溶融物の横力を中和し、インサートが所定の位置から移動するのを防ぎます。これが当社のインサート成形技術の主な利点です。
言い換えれば、非常に狭い容器に水をそっと注ぐようなものです。水流の速度と角度を変更することで、水の飛び散りや容器の揺れを防ぎ、正確で漏れのない注ぎを実現します。
マイクロインサートの正確な位置決めと金型の微調整
弊社の位置決めピンは+0.002mm/-0の公差管理で製作しております。それに加えて、金型インサートの硬度はHRC スケールで 58 ~ 62 にも達します。ミクロンレベルまで研削することで、インサートのぐらつきをゼロにロックします。
専門的な射出成形インサート技術と組み合わせることで、封止精度が大幅に向上します。
| 技術的パラメータ | 管理基準 | 従来のプロセスレベル | お客様のメリット | 該当するシナリオ |
| 取り付け力 | ≤0.05N | 0.1~0.2N | インサートの変形・ズレを低減 | 微小電極、金属針のカプセル化 |
| バルブニードル開き遅れ | 0.01秒~0.05秒 | 0.1秒以上 | 溶融衝撃力のバランスをとる | 超薄肉部品成形 |
| 位置決めピンの公差 | +0.002mm/-0 | +0.01mm/-0 | ぐらつきゼロの位置決め | センサーの高精度カプセル化 |
| 金型インサートの硬度 | HRC 58-62 | HRC 50-55 | 金型の寿命を延ばし、安定した精度を確保します。 | 量産プロジェクト |
精密コンポーネントのインサートの位置ずれに関する課題に直面している場合は、製品図面を提出してください。JS Precision が専用の医療用インサート成形ソリューションをカスタマイズし、無料のコスト計算を提供します。
CGM 連続血糖値モニタリングセンサーのパッケージングに適しているインサート成形技術はどれですか?
CGM センサー ハウジングなどの複雑なコンポーネントには、金属、セラミック、電子コンポーネントなどの複数の材料の統合が含まれることが多く、インサート成形技術との非常に高い互換性が必要です。
屈指のJS Precisionの実力医療機器部品メーカー、柔軟なソリューションでこれらの要件をしっかりと満たします。
熱に弱い部品をフィルムアシスト成形技術で保護
フィルム支援成形プロセスでは、ポリイミド (PI) フィルムを使用してセンサー部品を熱衝撃から保護します。 PI 層の厚さは 25 μm から 50 μm の間に保たれます。これにより、キャビティの温度を 15°C ~ 20°C に維持できます。
また、この設定により、繊細な回路やコーティングの熱への曝露が軽減されます。この効果は主に高圧環境で顕著に現れるようです。また、薄いフィルムはバリアとして機能し、敏感な部分が極度の熱に直接接触するのを防ぎます。
小型センサーパッケージへの高精度制限インサートの適用
小型センサーのスペースは狭いため、電極の圧縮が重要になります。当社ではこの比率を 5% 未満、3% 以上に保ち、パッケージング後のインピーダンスの変化を 0.5% 未満に制限します。
機械的インサートを使用することで、成形中の圧縮が電気的測定値に影響を与えるのを防ぎます。これが CGM の精度を直接サポートしていることを無視するのは困難です。アライメントや圧力が変化する余地はありません。
専門の医療用インサート成形サービスは金属とプラスチックの接着の問題をどのように解決できるでしょうか?
金属とプラスチックの接合が不十分だと、医療部品に亀裂や剥離が発生しやすくなるため、安全規制に従うことが重要です。 JS Precision は専門知識を活用します医療用インサート成形サービスなどの技術により、接合強度が向上し、射出成形インサートの高品質基準も満たします。
インサート予熱システムによる接着強度向上
インサートの予熱システムを採用しており、インサート温度を100℃±5℃に保つことが可能です。プラスチックは通常通り冷却され、インサートによる妨害を受けることなく凝縮します。この方法により、ポリマー分子鎖が金属の微細孔に入りやすくなります。
その結果、熱応力量が低減され、15MPa以上の界面接合強度が得られる。
表面改質技術の気密封止への影響
当社ではプラズマ処理を使用して金属の表面張力を 48 ダイン/cm 以上に高めます。化学結合を促進し、 IP67以上の気密性を確保する方法です。シーリングのヘリウム漏れ検出率は 1 10 mbarl/s 未満で、複数回のオートクレーブ滅菌にも耐性があります。
| 加工方法 | コアパラメータ | 接着強度 | 気密性規格 | 滅菌耐性サイクル | 適用材料 |
| インサートの予熱 | 100℃±5℃ | >15MPa | IP65 | 50サイクル以上 | ステンレス鋼、医療用プラスチック |
| プラズマ処理 | 表面張力 >48 ダイン/cm | >20MPa | IP67 | 100サイクル以上 | チタン合金、PEEK、PC/ABS |
| 未処理 | 室温 | <5MPa | IP54 | 10サイクル未満 | 一般金属、プラスチック |
| プラズマ+予熱 | 100°C ± 5°C、表面張力 >48 dynes/cm | >25MPa | IP68 | 200サイクル以上 | 各種医療用金属、高機能プラスチック |
医療用インサート成形サービスを通じて、製品の金属とプラスチックの接着強度を向上させる方法を知りたいですか? 1 対 1 の専門的な相談については、JS Precision のエンジニアにお問い合わせください。
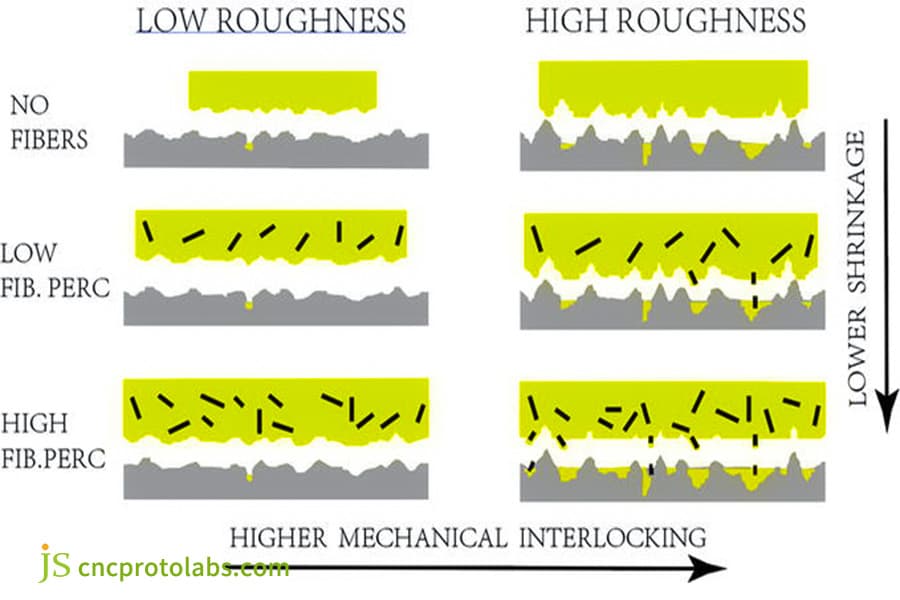
図 2: 繊維含有量と表面粗さが射出成形部品の収縮と機械的かみ合い (接着) にどのように影響するかを示す技術図。
複雑な医療部品の統合の課題に対処できるインサート成形技術はどれですか?
手術器具のハンドル、センサーハウジング、その他の複雑な医療コンポーネントには、多くの場合、 複数の材料の統合インサート成形技術には極めて高い安定性が求められます。 JS Precision は医療機器コンポーネントの大手メーカーの 1 つであり、柔軟なソリューションを通じてこれらの統合の問題に対する幅広い回答を提供します。
縦型射出成形ソリューションと横型射出成形ソリューションの比較
型締力30Tから250Tまでの縦型射出成形機と横型射出成形機をご用意しております。縦型マシンは、長い針と複数のインサートの自動センタリングを重力に依存しており、インサートの重力オフセットは 0.001 mm です。横型マシンは大型ハウジングの封止に適しており、効率と精度のバランスが取れています。
6 軸ロボットによる自動積載と歩留まりの向上
6 軸ロボット自動ローディングを紹介します。これにより、0.02 mm の再現精度と、手動ローディングよりも 40% 高速なピック アンド プレース サイクルが実現します。また、非接触で荷重をかけることにより、デリケートな医療用表面への損傷が少なくなり、医療機器の射出成形の歩留まりが向上します。
マルチマテリアルインテグレーション(金属/セラミックス/電子部品)パッケージング戦略
当社はプロセスのパラメーターを変更して、界面せん断強度を 30% ~ 50% 大幅に向上させ、異種材料の CTE の差を正確に調整し、亀裂を回避し、金属、セラミック、医療グレードのプラスチックの 1 サイクル融合を達成することで、生産効率を向上させます。
優れた医療機器コンポーネント メーカーは、DFM を最適化してコストを削減するにはどうすればよいでしょうか?
製造可能性を考慮した設計の最適化 (DFM) は、コスト削減と効率向上の基礎です。 JS Precision は医療機器部品の専門メーカーとして、お客様の制御を支援します。 医療機器射出成形製品のパフォーマンスを損なうことなく、微細な変更を加えてコストを削減します。
挿入の標準化に関する推奨事項と金型の複雑さの軽減
当社では、面取り角度を 0.5° ~ 1° に保ち、挿入深さと直径の比率を理想的な 2:1 に近づけるなど、インサート設計の提案をお客様と共有しています。これらの変更により、金型加工時間の短縮と射出成形のインサート加工の簡素化が実現しました。
医療用樹脂におけるホットランナー技術の価値
PEEK のような医療用樹脂は非常に高価です。それに加えて、従来の方法では 30% もの廃棄物が発生します。当社のホット ランナー技術は廃棄率を 3% 未満に削減します。これは、初期の金型投資を迅速に回収し、長期的な量産の単価を下げることを意味します。
サイクルタイム最適化ソリューション
コンフォーマル冷却と高熱伝導率の材料を使用することにより、冷却水チャネルのレイノルズ数 (Re) を 4000 以上にすることができます。これは、射出成形サイクル時間が 10 ~ 15 秒短縮されることを意味します。これにより、時間当たりの生産量が増加し、コストが節約され、効率が向上します。
医療用インサート成形サプライヤーの長期納期能力を評価するにはどうすればよいですか?
医療部品を大量生産するには、工場の安定供給能力が必要です。 JS Precision は ISO 13485:2016 規格に厳密に準拠しており、試作から量産まで優れた拡張性を備えており、お客様の生産ニーズを長期的に満たします。
単一キャビティのプロトタイプから高効率の複数キャビティ金型までの拡張性
1x4、1x8、1x16 を処理できる設備が整っています。 マルチキャビティ金型、キャビティ間の寸法偏差 <±0.01mm。
非常に設備の整った内部ツーリング ルームにより、金型の迅速なメンテナンスと反復が容易になり、プロトタイプから量産までのさまざまな要件に対応できます。
デジタル DHR 記録と完全な生産サイクルのトレーサビリティ
MESシステムによるデジタルDHR記録を実現しており、パラメータ取得頻度は10msで、トレーサビリティ記録は10年以上アーカイブされています。各部品は原材料、オペレーター、プロセスパラメーターまで遡って追跡できるため、規制および FDA の監査要件に準拠しています。
当社の長期的な配送能力を評価したいですか? JS Precision のマルチキャビティ金型の量産事例をご覧になり、詳細な納入能力の仕様と認証についてはお問い合わせください。

図 3: 円筒状の医療部品を製造する射出成形機で作業するオペレーターの手の拡大図。
JS Precision のケーススタディ: 0.3 mm ガイドワイヤー インサートの高精度パッケージング
小型インサートのパッケージングはお客様にとって大きな問題です。従来の医療用インサート成形では、直径0.5mm以下の金属インサートの脱落や歪みが発生することが多かった。 JS Precision は、最先端のインサート成形技術を使用することで、この問題に完全に対処することができます。
直面する課題
クライアントは、直径わずか 0.3 mm の金属針で構成される低侵襲の外科用ガイドワイヤー アセンブリを作成していました。通常の射出成形では0.05mmの公差を超える0.12mmの変位が発生し、スクラップ率は7%となりました。
さらに、それを入手するのは非常に困難でしたISO13485認証取得、これはヨーロッパと米国の市場アクセスの要件であり、無駄や納期の遅延も引き起こします。
解決
JS Precision は、クライアントの製品と完全に互換性のある独自の医療用インサート成形ソリューションを設計するために、クライアントのニーズを理解した後、専門のエンジニアリング グループを集めました。
- 当社の低圧、ゆっくりとした充填方法は、ピーク圧力を 40% 削減し、溶融衝撃の問題を完全に除去し、過剰な力によって引き起こされる金属ピンの狂った位置ずれを防ぎます。
- 当社は、ミクロンレベルの研削技術と組み合わせて精密制限スライダーインサートを作成し、位置決めピンの公差を +0.002mm/-0 以内に制御し、金型キャビティ内で金属ピンが移動しないようにしました。
- ホット ランナー シーケンシャル バルブ制御技術により、一定の遅延 (最大 0.01 秒) の後に 4 つのバルブ ピンを開くことができます。これにより、溶融物がインサートの両側から同時に収束し、横方向の力のバランスが適切に保たれます。
- 当社は、IQ/OQ/PQ の 3 段階の検証を実施しながら、ISO 13485 医療製造システムに厳密に従うことで、健康安全要件が満たされていることを保証します。 FMEA の結果、リスク管理では、人、機械、材料、方法、環境が生産の主なリスクであることが特定され、継続的なバッチを確保するためにそれらに対して対策が講じられました。
- 同時に、6 軸ロボット自動ローディング技術により、汚染のリスクや手動介入による位置のずれを排除し、生産効率を向上させることができます。
最終結果
変位は 0.01 mm まで減少し、歩留まりが最大 99.2% 向上し、月々のスクラップ損失が 2,000 ドル減少しました。この製品は ISO 13485 認証と 10,000 回の疲労試験を取得しただけでなく、ヨーロッパとアメリカの市場にも届けられ、射出成形サイクルは 25% 短縮されました。
御社の製品もマイクロインサートカプセル化という課題に直面していますか?詳細な要件を送信してくださいJS Precision は、専用の医療用インサート成形ソリューションをカスタマイズして、無料の DFM 解析を提供します。
図 4: 青色のコネクタと細い金属ワイヤを備えた透明なチューブ。高精度の低侵襲外科用ガイド ワイヤ コンポーネントの例。
よくある質問
Q1: 医療用インサート成形における ISO 13485 認証とは何ですか?
ISO 13485 は、医療機器業界向けに特別に設計された品質管理規格です。すべてが準拠し安全であることを保証するために、他の製造プロセスとともに医療用インサート成形要件を定義します。この認証は、医療機器が世界市場にアクセスできるようにするのにも役立ちます。
Q2: 自動ローディングは品質にどのように役立ちますか?
6軸ロボットの位置決め精度は0.02mmで、人為的ミスや汚染を排除し、医療用インサート成形品の均一性を向上させるとともに、生産効率を向上させます。
Q3: 金属プラスチック界面の気密性を確保するにはどうすればよいですか?
プラズマ処理 (表面エネルギー 48 ダイン) とインサートの予熱を併用して、表面の化学結合を活性化します。その結果、界面接着力はIP67防水の品質を持ち、数回の滅菌サイクルにも耐えることができます。
Q4: DFM を通じて医療用射出成形コストを最適化するにはどうすればよいですか?
あらゆる方法の中で、製造のための設計の実施 (DFM) 、最適な肉厚の選択、アンダーカットの数の最小化、射出成形インサートの仕様の標準化、およびホット ランナー金型の使用により、医療用射出成形コストを 15% ~ 25% 削減し、生産能力を向上させることができます。
Q5: JS Precision は製品のトレーサビリティをどのように確保していますか?
MES システムを使用すると、デジタル DHR 記録が作成され、これにより部品のバッチを原材料、オペレーター、プロセス パラメーターまで追跡できるため、ISO 13485 規格に準拠できます。
Q6: PEEK のような高性能プラスチックの成形の難しさにはどうすれば対処できますか?
PEEK の結晶化度を規格に従って維持することが、成形欠陥を減らす鍵となります。これは、200℃の高温金型温度コントローラーを使用し、インサート成形技術パラメーターを改良することで実現できます。
Q7: 0.1mm精度を必要とするマイクロパッケージにも対応できますか?
実際、当社の CGM センサー パッケージングはミクロン レベルのパッケージングの一例であり、精密な位置決めと低圧充填技術により、0.1 mm レベルの精度とコア コンポーネントの保護を実現しています。
Q8: 新しいプロジェクトの試作から量産まで、通常どのくらい時間がかかりますか?
試作金型製作には通常15~20日程度かかります。 IQ/OQ/PQ検証後、量産拡張には45〜60日かかります。タイムラインは、迅速な配送を確保するための要件に基づいて変更できます。
まとめ
医療部品を精密にパッケージングする上で最も重要な要素は、信頼できるパートナーシップを築ける専門の医療用インサート成形サービスを選択することです。
JS Precision は依然として顧客志向であり、最先端のインサート成形技術と厳格な 13485 医療製造システムを使用して、インサートの動きやコンプライアンスなどの問題点をターゲットにし、経済的なワンストップ ソリューションを提供しています。
試作から量産まできめ細かく調整し、市場制覇をサポートします。 JS Precision エンジニアにお問い合わせください無料の DFM 分析レポートを今すぐ入手してください。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

