
Insert molding has emerged as an essential solution which assists major international manufacturers in solving the problems associated with conventional methods of post assembly work.
Are you facing signal interruptions because fretting wear has damaged your high precision inserts which you installed after the assembly work? The secondary assembly process which your company uses creates operational difficulties while producing high scrap rates that lead to continuous profit losses.
The medical and automotive and aerospace industries face their most serious reliability challenges because traditional post assembly methods create performance obstacles which prevent effective product testing.
This article will explore the reasons which have caused leading global manufacturers to adopt insert molding methods.
Core Answer Summary
|
Comparison Items
|
Insert Molding (JS Precision Solution)
|
Post Molding (Traditional Post Assembly)
|
|---|---|---|
|
Microscopic Gap
|
Zero gap, plastic circumferential compressive stress physically locks the insert.
|
Micrometer level gap exists, relying on interference fit and friction.
|
|
Mass Production Cost
|
After mold allocation, the total cost per unit is reduced by 30-45%.
|
Subsequent processes are labor-intensive, resulting in high hidden quality losses.
|
|
Vibration Environment Torque Retention
|
>95% Initial torque retention rate(after 1000 thermal cycles).
|
Decays to <70%, posing a fatal risk of loosening.
|
Key Conclusions:
- Insert molding provides the only engineering solution which establishes complete protection against fretting wear for signal transmission components.
- For mass production of more than 50,000 units the total expenses of insert molding become more economical than post molding expenses.
- The insert preheating temperature needs to be maintained within the range of 120-150°C because this process helps remove weak bonding lines which occur at weld lines.
How JS Precision's Insert Molding Optimizes Your Component Costs And Quality
Insert molding serves as a vital method which helps manufacturers achieve both high precision and reliability while providing cost savings and improved product marketability.
JS Precision offers you complete process solutions which include customized solutions when your business faces problems with component quality and high operational expenses.
Our extensive experience in developing insert molding processes has enabled us to assist multiple medical and automotive and aerospace companies in resolving their expenses and component performance problems.
Our complete solutions meet ISO 13485 medical device manufacturing standards which guarantee your product will achieve regulatory compliance.
JS Precision insert molding solution allows you to establish your requirements and our accurate mold flow analysis together with our insert preheating control and in mold monitoring system enables you to maintain component scrap rates below 0.5% which leads to substantial cost savings through scrap reduction that exceeds industry standards.
The adoption of our process by a competing automotive firm resulted in their production costs decreasing by 50% for each component which saved them $120,000 every year.
The product's PPM defect rate decreased from 3200ppm to under 50ppm which enhanced the product's market image while decreasing the costs for after-sales product repairs.
JS Precision's insert molding process achieves complete removal of micro gaps which traditional post assembly methods cannot achieve thus stopping signal loss from fretting wear. Your essential components receive reliability assurance through this fundamental system which decreases their probability of failure.
Our engineering team provides professional DFM optimization services that create tailored solutions based on your specific part design requirements.
The process guarantees perfect product synchronization with your requirements while it enables you to manage expenses which results in all your financial commitments producing profitable results.
If you are troubled by high component costs and inconsistent quality, contact JS Precision engineers for a free evaluation of your customized insert molding solution and let the data prove the value of our process.
Why Choose Insert Molding For High-Precision Critical Components?
Insert molding refers to placing inserts into a mold before the molten plastic is poured and forming the inserts and the plastic components together. This method removes the assembly step while also minimizing the chance of mistakes and failures at the source.
Plastic insert molding, which is a kind of insert molding, mainly concerns the modification and combination of plastic materials and inserts. It is capable of meeting lighter weight and high toughness requirements.
Defining the Insert Molding Process and Its Role in Critical Applications
Insert molding is a process which requires pre-placing the insert inside a mold to create an integrated product with molten plastic thus eliminating post production assembly needs while decreasing error and defect possibilities from the start.
As a subdivision type of insert molding, plastic insert molding focuses more on the adaptation and integration of plastic materials and inserts, adapting to more lightweight and high toughness demand scenarios.
Its key applications are extensive, including:
- Medical implant-grade sensor housings: Insert molding achieves zero gap sealing which prevents all fluid intrusion together with any resulting equipment failure.
- Automotive airbag trigger connectors: The system maintains operational stability while protecting against component detachment which would result in signal disruption.
- Aerospace corrosion resistant pin bases: The material improves bonding strength while providing enhanced protection against severe environmental conditions.
The Limitations of Post Molding Assembly When Facing Sub-50 Micron Tolerances
The post molding processes which use hot melt and press-in methods become destructive to the plastic pillars when operators use tolerances of ±0.02mm because these methods create internal stress which eventually leads to microcrack development until complete module Breakdown occurs.
The traditional press-in process requires a CPK of 1.33 or higher yet its yield rate falls short of 85% which leads to higher production expenses. The yield rate for insert molding remains high because it enables production of precise components with high manufacturing accuracy.
Want to quickly learn about application cases of insert molding in high precision modules? Download the insert molding process white paper to intuitively view practical solutions and effects in different fields.
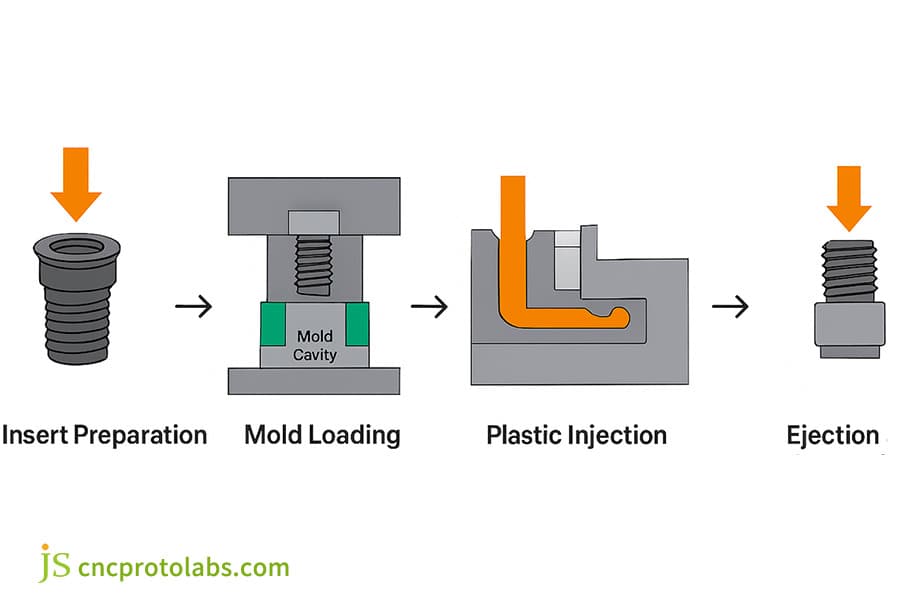
Figure 1: A four-step diagram illustrating the insert molding process: insert preparation, mold loading, plastic injection, and part ejection.
How Does the Insert Molding Process Reduce Failure Points vs. Post-Molding Assembly?
Insert molding uses circumferential compressive stress which plastic cooling creates as a locking mechanism to secure the insert. The process creates complete micro gap sealing which protects against corrosion and fretting wear signal attenuation. This principle complies with the ISO 16047 torque testing standard.
Understanding Circumferential Compressive Stress in Insert Molded Parts
The plastic material which includes PBT and 30% glass fibers shows a cooling shrinkage rate between 0.4% and 0.9% which generates circumferential compressive stress of 20 MPa to 40 MPa on the metal insert. This process results in a complete gapless fit between the two components.
Plastic material which undergoes cooling exerts a strong grasping force on the insert this way. The post molding process needs to establish permanent bonding between components through an interference fit which it cannot achieve.
Simply put, it's like strongly twisting an elastic band around a bottle. After cooling and shrinking, the elastic band is still tightly pressed against the bottle and hardly loosens. An interference fit however is more like a cork that has been forcibly inserted, after a while, gaps will be formed.
Mitigating Fretting Corrosion and Stress Relaxation in Electrical Contacts
The post molding process depends on the existing creep stress that remains inside the plastic material. The stress relaxation process reaches a 40% rate at 80°C, which causes the insert to become loose and leads to fretting wear.
Wear debris generates an abrupt contact resistance increase that reaches more than 100mΩ from less than 5mΩ, which disrupts signal flow. Insert molding completely prevents this particular failure mode.
|
Process Type
|
80°C High Temperature Stress Relaxation Rate
|
Initial Contact Resistance
|
Contact Resistance After Long Term Use
|
Failure Risk
|
|---|---|---|---|---|
|
Insert Molding
|
<5%
|
<5mΩ
|
<8mΩ
|
Extremely Low
|
|
Post Molding
|
40%
|
<5mΩ
|
>100mΩ
|
Extremely High
|
Concerned about the risk of fretting wear on existing components? Contact our engineers for a free cost estimate for upgrading your insert molding process and quickly determine if it's worthwhile.
What Are The Hidden Costs In Custom Plastic Molding: Insert Molding Vs. Secondary Operations?
Manufacturers tend to ignore the hidden costs such as secondary assembly scrap rates, semi finished product storage, and production line downtime losses while comparing these two processes. It is these factors that lead to the cost difference between two items.
Breaking Down the Explicit Cost: Tooling Investment vs. Unit Labor Savings
The insert molding mold requires slider/robotic arm positioning, which is 18% -25% more expensive than standard injection molding, but can save the secondary assembly process and reduce the labor cost per piece by 45% -60%.
Taking a car shell with 4 nuts as an example, a single piece can save 12 seconds of process time, and producing 100000 pieces annually can save tens of thousands of dollars just by labor.
Unveiling the Hidden Costs: Scrap Rate and Semi Finished Inventory in Post Molding
The scrap rate of Post Molding stands between 1.5% and 3.5%. The company will lose between $15,000 and $35,000 each year due to scrap material, which results from their production of 100,000 units that have a $10 unit price.
By monitoring the mold flow during insert molding, the scrap rate is kept down to 0. 5% at most. On top of that, the need for semi finished product warehousing is completely removed which leads to an even greater reduction in production costs.
When Is Insert Molding Service a More Cost-Effective Choice Than Post-Molding For High-Volume Critical Parts?
The price advantage that insert molding service has over other types of production is more evident as the production volume increases.
For instance, when the quantity in demand on the annual basis is more than 50,000 units, the initial payment for the mold gets recovered over time by the automated production, and the unit price will be dramatically lower for insert molding compared to that of post assembly.
Analyzing the Volume Cost Break Even Chart for Insert Molding
The cost differences between the two processes at different production volumes are shown in the table below:
|
Annual Demand
|
Post Molding Unit Cost (USD)
|
Insert Molding Unit Cost (USD)
|
Cost Difference (USD/unit)
|
Insert Molding Advantages
|
Recommended Process
|
|---|---|---|---|---|---|
|
<5,000 units
|
8.5-10.2
|
8.95-11.0
|
Post Molding 0.45-0.80
|
None
|
Post Molding
|
|
5,000-49,999 units
|
7.2-8.8
|
7.5-9.0
|
Post Molding 0.1-0.3
|
Superior Quality
|
Choose as Needed
|
|
50,000-150,000 units
|
6.5-7.8
|
6.5-7.8
|
Same
|
CPK Value 30% Higher
|
Insert Molding
|
|
150,001-200,000 units
|
6.0-7.2
|
5.5-6.8
|
Insert Molding cost 0.3-0.5 lower
|
Offering both quality and cost advantages
|
Insert Molding
|
|
>200,000 pieces
|
5.8-7.0
|
4.7-5.8
|
Insert Molding cost 1.1-1.2 lower
|
Significant cost advantage, PPM<200
|
Insert Molding
|
The Impact of Automated Feeding Systems on Process Stability
Automated feeding systems have the capability to shrink the time dispersion of insert placement from 2.5 seconds (manual) to 0.1 seconds, completely removing the danger of mold compression due to misplacement or omission, and providing a guarantee for steady high volume production.

Figure 2: A selection of various black plastic components, including a multi-holed part and a disc with a golden insert, placed on a white background.
Why Do Insert Molded Components Maintain Torque Retention Better In High-Vibration Environments?
In the case of insert molded components that are subjected to high frequency vibrations, a primary factor for their outstanding ability to retain torque is that the directional motion and stiffening of the plastic chains through the knurled surface lead to a mechanical interlocking at the molecular level.
How Thermal Cycling Causes Torque Decay in Post Molded Threaded Inserts
Thermal cycling of heating and cooling of post molded nuts between -40°C and 125°C for 1000 times resulted in their torque changing from 4.2 Nm to 2.9 Nm, i.e. a 31.5% loss of torque, which was measured in accordance with the ISO 16047 standard.
On the other hand, the torque of the insert molded nut was just an almost imperceptible decrease to 4.0 Nm, i.e. a decrease of 4.8%.
From this, one can conclude that post molded parts are at a higher risk of loosening and causing safety hazards, while insert molded parts preserve a steady torque level that makes their performance emissive of reliability to the outside world.
How Polymer Flow Orientation Enhances Retention
For example, think about how concrete is poured into patterned grooves. After the concrete hardens it will have an exact pattern of the groove and will not come off easily, even if it is subjected to vibration or temperature changes, etc.
In normal assembly, it is like putting two very smooth objects together, which will separate by the slightest external force.
Molten plastic fills the knurled grooves of an insert, after which it cools down and forms a micron level reversed or concaved shape. By doing so, it not only comfortably adjusts itself to the metal CTE difference but also efficiently combats thermal creep and keeps the insert firmly held at the same time.
Figure 3: A close-up of a black threaded metal insert being pressed into a white substrate material, demonstrating the precision of the mechanical bonding process.
How To Select The Right Inserts For Plastic Molding To Balance Cost And Pull-Out Strength?
Insert molding performance is largely determined by the choice of insert, and balancing between pull out force and torsional strength has to be made. At the same time, the effect of insert preheating on bond line strength must not be overlooked.
Knurling Design Selection: Straight vs. Diamond Knurl for Optimal Performance
Various types of knurling are more or less appropriate to certain situations, which means that performance can vary significantly. In particular:
- Straight knurling: Pull out strength of brass/PC materials gets up to 250-300 N, which is perfect for scenarios where axial tensile forces are the main concern, for example, sensor pins.
- Diamond knurling: Torque retention above 8 Nm, which is good if the parts are subject to repeated disassembly and assembly, e.g. automotive parts fixing nuts.
JS Precision suggests a knurling depth of between 0.2 and 0.4 mm to achieve a good compromise between bond strength and plastic stress.
The Critical Role of Insert Preheating in Eliminating Weld Lines
Weld lines are formed when a cold insert (22°C) causes sharp cooling of the material flow front (250°C) that is the formation of a weak bond line in the course of the flow. They cause strength to be reduced by 20%-35%, according to JS Precision, insert preheating to 120°C-150°C will banish these lines completely.
If you are unsure how to choose inserts for plastic molding, you can schedule a one-on-one engineer consultation for professional selection advice.
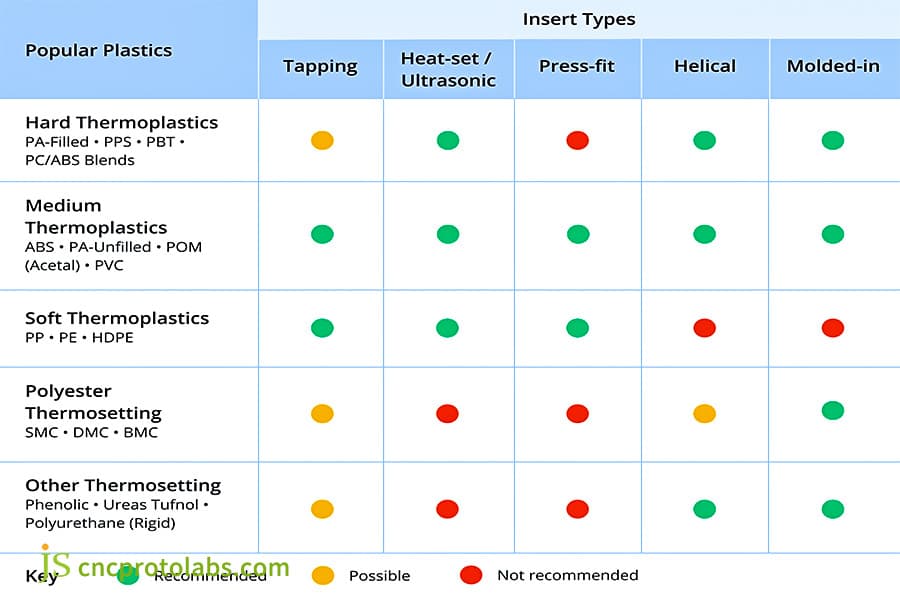
Figure 4: A compatibility chart with colored dots indicating recommended, possible, and not recommended combinations of various plastics and insert types for insert molding.
How Does Insert Molding Eliminate The "Stress Whitening" Failure Common In Post-Molding Press-Fits?
Post Molding press fits cause non reversible tensile residual stress on the plastic hole walls which lead to stress whitening conversely insert molding is the plastic melt and shrink to the encapsulate the insert, which is only safe compressive stress.
It's like you force a plastic sheet and it becomes white and brittle. If you just wrap an object with a plastic sheet, it remains normal. The first one is easily broken while the second one is strong and lasting.
Press Fit Tensile Stress vs. Molded Compressive Stress
Expanding the hole wall by over 2% during press fitting will result in streaks which can be sources of fatigue cracks. On the other hand, insert molding produces a uniform stress level without any concentration and thus significantly increases the fatigue life by 5-8 times.
Why Transparent Medical Housings Require Insert Molding
Transparent medical shells are highly sensitive to changes in optical properties and they can easily crack. Whitening and cracking of the visible parts often occur after post molding, these defects also destroy the sealing.
Insert molding can guarantee an impeccable look and an IP67/IP68 sealing level, it can entirely satisfy the demands of the medical field.
Especially, plastic insert molding is more in line with the material properties of transparent medical shells, thus it can effectively prevent the problem of material incompatibility.
Why Do Injection Moulding Quotes Vary Significantly Between Insert And Standard Molding Projects?
The injection molding quotes are higher than standard injection molding, mainly due to the integration cost of automated feeding fixtures, embedded detection sensors, and in mold safety monitoring.
Breaking Down the Statement: Cost of Automation, Fixtures, and Sensors in Engineering
One can say the main components that contribute to the cost of insert molding are the following:
- Fee for designing the precision positioning fixture: $1200-$3500, for ensuring that the insert is accurately positioned
- High sensitivity detection module: $800-$2000, making sure that the insert is the right position and orientation.
- Mold protection logic programming fee: A strategy for avoiding mold damage which may be caused by incorrectly placed inserts.
Significance of Insert Placement Time in Total Cycle Time Computation
Working with a single mold cycle that is only 3-8 seconds longer than the usual injection molding cycle, insert molding is actually capable of reducing the overall process cycle (including post assembly) by 15-25 seconds, thus even leading to a relatively higher efficiency of the whole operation.
Besides that, a clear breakdown of custom plastic molding cost composition can be of great help to work out your investment more accurately and keep away from hidden cost losses.
Case Analysis:JS Precision Solves The Challenge Of Torque Decay In Automotive Ecu Housing Inserts
The automobile ECU housing inserts' torque clamping force determines how stable the vehicle's entire electronic system is. One famous automotive parts manufacturer was struggling with this issue and finally, thanks to JS Precision's insert molding solution, they were able to get rid of it. The following is a full report on the case solution.
Problems faced:
The customer's original post Molding process was such that after a vehicle durability test (150,000 km), the removal torque of the pressed in M4 brass nuts decreased from an initial 3.8 Nm to 2.4 Nm (37% decrease).
This caused ineffective contact at wiring harness terminals, making it possible for electronic system malfunction during vehicle operation. And there is a high recall risk in this case and it will also mean major quality pressure and potential losses of the customer.
On top of this, the post molding processing had a wastage percentage of 3.2%, and due to scrap the customer had to spend more than $80,000 yearly. And since the manual assembly process was slow and inefficient, it was not even able to half the customer's high volume delivery requirements.
Solution:
After receiving the requirement, JS Precision's engineering team first optimized the customer's part drawings with DFM and developed a targeted insert molding solution based on the usage scenario of automotive ECU housings.
1. At first, DFM optimization altered the straight knurled nut design to an insert molded process and knurling was changed from a straight to a 30° staggered diamond knurling, which increased the rotational resistance between the insert and the plastic and enhanced the torque holding force.
2. With the help of Moldflow analysis, the temperature at the plastic filling front was well controlled, and the insert preheating temperature was tightly controlled at 135°C±5°C. This removed the weak weld lines for that cold material at the back of the nut, thus increasing the bond strength.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified. This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts: one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
Summary
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs, it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

