

インサート成形サービス精密部品製造の中核を支えています。金属とプラスチックの組み合わせがもはや単純なラッピングに限定されず、マイクロメートルレベルの位置決め精度と欠陥ゼロのシールが必要になると、従来の成形および組立プロセスがボトルネックに直面します。
蓄積された組立公差、インサートのグリップ変形、精密ピンの樹脂の穴あきなどは、歩留まりや納期の変動に寄与する要因の一部です。したがって、これらはハイエンド製造を目指す精密部品メーカーにとって課題となる可能性があります。
同時に、自動インサート成形は、一体成形の利点を活かして業界の問題に徐々に取り組み、ハイエンド製造向けの信頼できるソリューションを業界に提供しています。
主要な回答の概要
| 核心的な問題 | 自動インサート成形のソリューション |
| 累積許容誤差の削除 | プレスされた部品を金型内で直接鍛造して金属とプラスチックを一体成形するため、二次的な位置決め誤差は発生しません。 |
| パンチスルーと接着剤のオーバーフローの解決 | CAE金型流動解析と超高精度サーボバルブ制御システムにより、充填完了時の「瞬間硬化」を具体的に制御。 |
| 自動化の可能性を確認 | プロトタイプの射出成形金型を使用して干渉シミュレーションを行い、金型構造やロボットアームの経路を確認します。 |
| 異なる仕様に素早く切り替え可能 | モジュール型の設計と標準化された材料トレイの製造により、切り替え時間を15分以内に制御でき、柔軟な生産が実現します。 |
重要なポイント
- 精度の向上:自動インサート成形により、金属インサートの位置精度を 0.02 mm 以内に制御できるため、組み立て公差を完全に排除できます。
- 確実な生産:閉ループ制御と金型の最適化を使用することで、パンチスルーと接着剤のオーバーフローの間の矛盾を解決し、長期的には>99.5% の生産歩留まりを達成することができます。
- リスクの最小化:大幅な金型変更の費用が発生しないように、大量生産の前にプロトタイプの射出成形金型を使用して自動化プロセスをテストする必要があります。
- パートナーの選択:最高の射出成形会社、金型設計能力と自動化システム統合の経験に焦点を当てることが重要です。
インサート成形サービスを信頼できる理由JS精密自動化製造体験
信頼できるインサート成形サービスを選択するには、成熟した技術、確かな経験、高度なツール、および主に精密部品の厳格な品質検査を備えたプロバイダーを見つけるかどうかが決まります。少なくとも理論的には、この設定はプロジェクトが成功する最大のチャンスをもたらします。
JS Precision の自動インサート成形における 12 年間の経験に基づいて、世界中の 500 以上のハイエンド製造顧客とつながり、自動車、医療、エレクトロニクスなどの精密分野をカバーする当社の成熟したサービスを検証できます。
最新の生産設備と充実した品質検査体制で、お客様のニーズをトータルにサポートします。
ファナック製高精度射出成形機ロボショットα-S200iA 、5軸マシニングセンタ、専用品質検査装置をコア設備として「生産品質検査」を一貫保証。
私たちの厳格な遵守ISO 9001:2015 品質マネジメントシステム、高度な設備と全工程の品質検査に加え、精密部品の各バッチの生産プロセスが国際規格に準拠していることを保証し、品質リスクを根本から回避できます。
基幹生産設備としては、ファナック社製の高精度射出成形機(位置精度±0.001mm)、5軸マシニングセンター、三次元測定機(CMM)などを導入し、全工程での制御可能な生産を実現しています。
医療用マイクロデバイスを例に挙げると、当社のクライアントは実績のある当社の技術(金型圧力クローズドループ制御における細長いPINサポート構造)を活用して、直径0.3 mmの細長いPINを安定した量産で生産するのに役立ちます。
CCDビジョン検査により精密に制御され、医療グレードのゼロ欠陥要求を満たします。当社の完全に自動化された生産ラインは 24 時間稼働しており、お客様は納期を 30% 短縮することができ、競合他社に先んじることができます。
技術的なハードルや配信のリスクについて心配する必要はもうありません。 JSプレシジョンの最先端設備と品質管理体制で、試作から量産までお客様のニーズを徹底サポートします。
当社の設備と品質管理機能を活用することで、 99% を超える歩留まりを達成することができ、それによってコストとリスクが削減され、納期が短縮され、競争力が高まります。
無料のプロジェクト評価については、当社のエンジニアにお問い合わせください。当社はお客様の部品要件に基づいて的を絞ったアドバイスを提供し、初期選択のリスクを回避できるように支援します。
組立前のスタンピングが自動インサートプラスチック成形に置き換わるのはなぜですか?
従来のプレス加工と組み立てでは、二次的な位置決めにより全体の公差が増加します。自動インサートプラスチック成形により、二次的な位置決めの問題が完全に解消されます。
簡単に言うと、レンガを積んでから隙間を埋めて家を建てるのと同じで、埋めれば埋めるほど歪んでいきます。一体成形は流し込んで成形するだけなので、後から修正を繰り返す必要がありません。
2次位置決めから一体成形まで正確な位置決め
従来のやり方では、公差が大量に蓄積されてしまいます。たとえば、自動車用コネクタのピン配置の精度は、設計段階の 0.05 mm から最終製品では 0.12 mm まで変化し、製品の性能に直接影響します。
自動化インサートプラスチック成形品インサートの金型内位置合わせには0.005mmの位置決めピンを採用し、0.02mm以下の安定した位置精度で一体成形が可能です。
以下の表は、従来のプロセスと自動インサートプラスチック成形の精度を比較し、その利点を視覚的に示しています。
| プロセスの種類 | 個々の部品の公差 | 累積許容誤差 | ピンの位置 | 該当するシナリオ |
| プレス加工後の組み立て | ±0.05mm | ±0.15mm以上 | ±0.12mm | 中低域汎用部品 |
| 自動インサートプラスチック成形 | ±0.02mm | 累積許容誤差なし | ±0.02mm以下 | ハイエンド精密部品 |
| インサート成形サービス(JSプレシジョン) | ±0.01mm | 累積許容誤差なし | ±0.015mm以下 | 自動車・医療グレードの精密部品 |
アセンブリにおける潜在的な故障モードの排除
インサートを手や機械でプレスすると傷やメッキ剥がれが発生します。それは製品にダメージを与え、販売後の費用を増加させます。ハイエンドの用途では、それは機能しません。
インサートを完全に囲む自動インサートプラスチック成形 二次応力なし。表面は100%保護され続けます。製品の信頼性が高まります。現実世界のストレス下ではより効果的に機能します。
無料のケーススタディマニュアルをダウンロードして、従来のプロセスを置き換えるインサートプラスチック成形によってもたらされるコストと効率の向上を直感的に理解してください。
インサート成形ソリューションでパンチスルーと接着剤のオーバーフローの矛盾を克服するにはどうすればよいですか?
インサート成形でよくある問題として、パンチングとオーバーフローがあります。科学的な解決策を採用し、金型とプロセスを微調整することにより、欠陥ゼロの成形を達成することが可能です。
どちらも射出圧力とシール能力が合っていないことが原因で発生します。変更する注入法とシール構造は両方を同時に助けることができます。
細いピンとメッシュメタルの成形戦略
さまざまなインサートには、次のようなさまざまな設計ソリューションが必要です。
1. パンチの問題:
直径 0.5 mm の細長いピンに対する CAE モールド フロー解析の使用は、溶融衝撃力の予測に役立ちます。 「高圧、低速」バルブ ゲートとインサート周囲のサポート ピラーを使用して衝撃圧力を 30 MPa 未満に制御し、ピンの損傷を防ぐことが解決策です。
本質的には、細いピンに保護鎧を「装備」することで、溶融プラスチックが小川のように穏やかに流れるようにし、ピンが激しく曲がるのを防ぎます。
2. 接着剤のオーバーフローの問題:
メッシュメタルの場合、金型とインサート間の隙間を0.005~0.01mmに規制するゼロシールギャップ設計を採用しています。プラスチックの高温膨張により瞬時に自己シールが行われ、接着剤のオーバーフローやバリが防止されます。
モールドフロー解析とリアルタイムセンサーモニタリングにより実現される閉ループ制御
パンチングと接着剤のオーバーフローを長期にわたって安定して制御するには、メルト フロントの圧力をリアルタイムで監視する金型キャビティ内の圧力センサーが必要です。成形を制御可能にします。少なくとも理論上は、この設定により圧力が急上昇しても安定した状態が保たれます。
- データサポート:センサーが 35 MPa を超える値を読み取った場合、システムは「減速および圧力保持」応答を開始し、変動を 2 MPa 以内に固定します。
以下の表は、使用前後で成形パラメータがどのように変化するかを示しています。 インサート成形ソリューション。
| 制御方法 | 圧力変動範囲 | パンク率 | オーバーフロー率 | 収率 | その後の処理コスト |
| 閉ループ制御なし | ±5MPa | 8.2% | 10.5% | 81.3% | $2.8/個 |
| インサート成形ソリューション (閉ループ制御) | ±2MPa | 0.3% | 0.2% | 99.5% | $0.3/個 |
無料の DFM 解析と、生産リスクを軽減するためのインサート タイプに基づいたカスタマイズされたインサート成形ソリューションについては、JS Precision エンジニアにお問い合わせください。
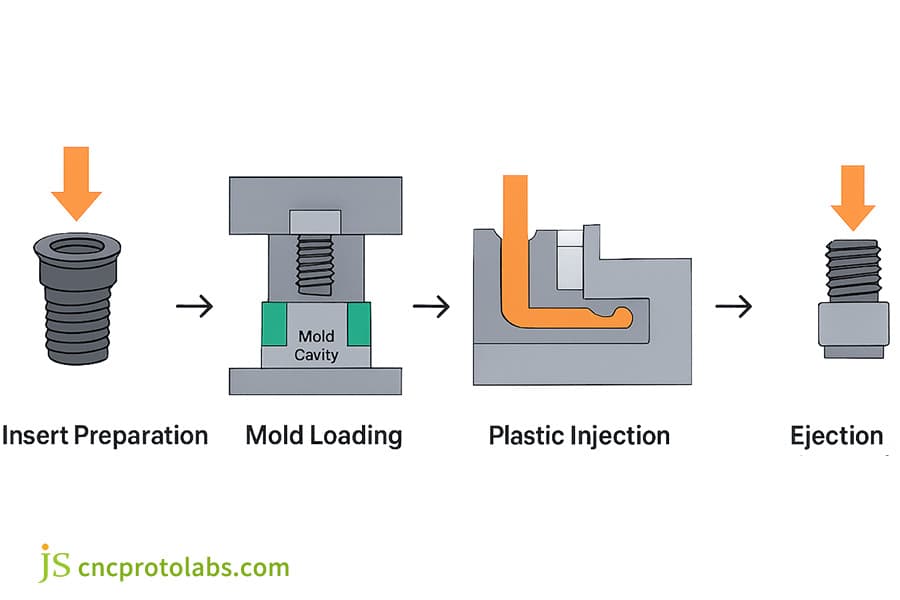
図 1: インサート成形プロセスを示す 4 つのステップ図: インサートの準備、金型の装填、プラスチックの射出、および部品の取り出し。白背景のグラフィックでは、対照的な色を使用して、連続する各段階を明確に示しています。
開発の初期段階で、プロトタイプ射出成形金型を使用して自動治具把握の実現可能性を検証するにはどうすればよいですか?
自動インサート成形には早期の検証が必要です。プロトタイプの射出成形金型は、リスクの予測に役立つだけでなく、金型の修正にかかる潜在的な費用を削減し、大量生産を促進します。
掴み作業を自動化するポイントは、その動きが金型の邪魔にならないことです。試作金型を事前に検証することで、空間的な矛盾に事前に対処することが可能です。
金型構造の干渉シミュレーションと自動ピックアンドプレースパス
プロトタイプ射出成形金型の主な役割は、衝突を回避できるように、金型とロボット アームのピック アンド プレース移動経路に互換性があるかどうかを検証することです。
簡単に言うと、これは、量産前に「リハーサル」を実施し、ロボットアームと金型の間の潜在的な衝突の危険性を事前に特定し、コストのかかる再加工や金型の修正が必要となる正式な生産中の問題を回避することを意味します。
- 重要な技術的側面: 3D パス シミュレーションにより、ロボット アームと金型の可動部品の許容誤差 0.1 秒での同期が保証され、パスの再エンジニアリングにより生産性が向上します。
試作金型によるインサート位置の再現性の確認
射出成形金型の試作インサートの位置決め再現性テストを容易にします。 500 回のランパイロットに基づいて、パットアウトインサートは所定の位置に留まります。
- 裏付けとなる事実:位置精度は CCD ビジョン システムによって検出され、 CPK 値 1.33 の位置精度の再現性が得られます。これは、大量生産のリスクが 5 分の 1 (80%) 低下することを意味し、金型の修正に関する節約額は6,000 ~ 12,000 ドルに達する可能性があります。
複数の仕様と小ロットの注文に直面した場合、カスタムインサート成形の迅速な切り替えを実現するにはどうすればよいですか?
複数仕様の少量バッチの注文で直面する問題は、明らかに複数の要素に分かれています。モジュール式の性質を備えたカスタムインサート成形は、生産の効率性と柔軟性を維持するのに役立ち、素早い切り替えも可能にします。
金型ベースの共有、金型コアの素早い交換、材料トレイの標準化により、切り替え時間を 15 分に制限することができ、それによって小ロット生産のコストを削減できます。
モジュラー金型設計: 共有金型ベースとクイックチェンジ金型コア
カスタムインサート成形における迅速段取り替えの要は、金型価格の低減につながる「標準モールドベース&クイックチェンジモールドコア」です。
- データサポート:テーパー位置決めピンを介してモールドコアとモールドベースをロックすることにより、切り替え時間は 10 分未満、位置偏差は 0.01mm、金型コストは 40% 削減され、小バッチの単位生産コストは 1.2 ドル削減されます。
標準化された材料トレイシステムと迅速なデバッグ手順
ユニバーサルインサート材トレイベースは、位置決めトレイを切り替えるだけで異なるインサートに交換できるため、コンベアトラックの変更が不要となり、段取り替えの効率化が図れます。
- データ サポート:材料トレイを交換した後、ロボット アームはワンクリックで事前に保存されたパラメータを取得できるため、自動化のデバッグ時間が 70% 削減され(40 分から 12 分に)、複数仕様の注文の効率が 50% 向上し、納品サイクル タイムが 40% 短縮されます。

図 2: 洗練された白い産業用ロボット アームが正確な工具交換操作を実行し、プラスチック製インサートを備えたコンポーネント キャリアを取り扱い、迅速な切り替え機能を示しています。
金型の寿命という観点から見ると、カスタムインサート成形はどのようにして金型コアのインサート摩耗を軽減できるのでしょうか?
金属インサートは金型コアを摩耗させます。事は、 カスタムインサート成形- 材料の調整と表面処理により、金型の寿命を延ばし、コストを削減できます。
高硬度のインサートはより大きなダメージを受けます。主要な領域の超硬合金またはコーティングにより、耐用年数を大幅に延ばすことができます。
重要な金型部品の耐摩耗性材料の選択
粉末ハイスまたは超硬合金が金型コアのスポットに入ります。これらは耐摩耗性において通常の工具鋼を上回るため、交換の回数が少なくなります。
- データサポート:超硬合金は、H13 工具鋼の 3 ~ 5 倍の耐摩耗性を持っています。 100 万サイクル後もシール面の磨耗は 0.005mm 未満にとどまり、精度は安定します。
以下の表は、さまざまな金型材料の性能を比較しています。
| 金型材料 | 耐摩耗性(相対値) | 耐用年数 (金型サイクル) | 摩耗量(100万成形サイクル) | 材料費(相対値) |
| 従来の H13 工具鋼 | 1 | 500,000 | 0.02mm | 1 |
| 粉末ハイス(ASP23) | 2.5 | 800,000 | 0.008mm | 2.2 |
| 超硬合金(タングステンカーバイド) | 4 | 1,200,000 | 0.004mm | 3.5 |
| カスタムインサート成形(JSプレシジョン) | 4.5 | 1,500,000 | 0.003mm | 3.2 |
表面コーティング技術の応用
カスタムインサート成形では、金型表面に直接 PVD コーティングを施します。その結果、耐久性の高い硬い層が得られ、修理の必要性と費用が削減されます。
- 裏付けデータ: TiAlN コーティングは HV 3200 ~ 3500 に達し、摩擦は 0.2 未満に維持され、メンテナンスの頻度は 2 倍になり、1 年間で8,000 ドル以上のコストが節約されます。
金型の寿命とメンテナンスコストの無料計算については、お問い合わせください。費用対効果の高いカスタムインサート成形ソリューションをカスタマイズします。
プロジェクトを確実に成功させるために、複雑な医療部品や自動車部品に最適な射出成形会社を選択するにはどうすればよいですか?
複雑な部品のインサート成形には高度な技術要件が必要であり、最適な射出成形会社を選択する上で重要なのは、その総合的な能力を評価することです。
「金型設計自動化統合プロセス制御」の能力を重点的に評価し、合格しているかどうかを確認します。 IATF 16949:2016 認証。
サプライヤーの技術評価基準
選択プロセスでは、複雑なコンポーネントの製造に必要な最も適切な選択肢を特定するのに役立つ 3 つの主要な要素に焦点を当てる必要があります。
- 金型設計機能:このシステムには、ホット ランナー タイミング コントロール、スライダー インターロック保護、および金型を損傷から保護し、製品を欠陥から保護する衝突防止装置が含まれています。
- 自動化統合機能:このシステムには、同社が独自に開発したロボット アームが含まれていますが、複数のインサートを正確に配置するために、ビジョン システムと統合されたロボット アームも使用します。
- プロセス制御機能:このシステムはMES システムを使用しており、完全な金型データ追跡を可能にし、厳しい医療および自動車業界の認証要件を満たすことができます。
サプライヤーのリスク軽減の経験
高度なコンポーネントを作成するプロセスには、複数の危険なリスクが伴います。サプライヤーは、パンチングや接着剤の過剰使用などの典型的な問題に対処する必要があるため、故障の分析と改善方法に関する広範な専門知識を持っている必要があります。
- データ サポート:サプライヤーは、検証済みの CPK 値 1.33 を持つ少なくとも 3 つの同等の複雑なプロジェクトの PPAP ファイルを提供する必要があります。 JS Precision は 200 を超える複雑なプロジェクトを達成し、完全な PPAP 成功率をもたらし、CPK 値 1.4 を達成しました。
JS Precision の自動インサート成形サービスを精密部品製造パートナーとして選ぶ理由
JS Precision は、そのフルサービス能力と実践経験により、試作検証から量産納品までのプロセス全体をワンストップソリューションでサポートしており、ハイエンド製造に最も適した選択肢となっています。
ワンストップのテクノロジー統合能力
JSプレシジョンは、プロトタイプの検証、金型設計から自動化の統合、データのトレーサビリティに至るまでの完全なターンキー ソリューションを提供し、複数のサプライヤーを管理する必要性を排除し、リード タイムを大幅に短縮します。
高度なスキルを持つグループがリクエストに迅速に対応し、ソリューションをカスタマイズし、生産を中断しないようにパンチ穴や余分な接着剤などの苦情にも対応します。
エンドツーエンドの品質保証システム
当社はISO 9001 および IATF 16949 の品質要件を注意深く遵守し、ロットごとに CPK レポートと工程能力分析を提供することで、製品のトレーサビリティと高い一貫性を保証します。
原材料から完成品検査までの各段階での品質管理により、不良品ゼロの納品が実現します。
図 3: 黄色の産業用ロボット アームが、緑色の作業面上で複数の透明な精密成形プラスチック部品を慎重に掴んでいる様子が示されています。
JS Precision ケーススタディ: 自動車エンジンオイルポンプコントローラープロジェクト
JS Precision は、自動車用エンジン オイル ポンプ コントローラーの精度と信頼性の点で成功を収めました。カスタムインサート成形により、生産上の悩みを解決しました。大量出力をスムーズかつ一貫性のあるものにします。
直面した課題:
クライアントは一流の自動車部品を製造しています。同社のコントローラーには 3 つのインサートがあります: 0.4 mm 銅端子、0.6 mm ステンレス鋼シート、2 mm 銅スリーブで、互いの位置が 0.03 mm 以内に収まるようにする必要があります。
古い方法では失敗しました。圧入中に銅スリーブが曲がり、位置が 0.08 mm もずれてしまいました。歩留まりは 76% に低下し、スクラップに多額の費用がかかり、インサート間のグリップの問題により作業が遅くなり、各バッチの納品に 20 日かかりました。
解決:
1.金型設計の統合:
1 回のインサート成形操作で、一度に 3 つのインサートが作成されるため、二次圧入ステップをまったく必要とせずに済みます。
インサートのつかみの問題を完全に解決するために、段階的な埋め込み方法が考案され、インサートのつかみ問題率が 0.1% 未満になりました。これにより、単一金型の生産効率が 35% 向上しただけでなく、プロセス接続の損失も削減されました。
2.ポジショニングシステムの最適化:
各インサートは、精度 0.003 mm の位置ピンによって拘束されます。ロボットアームにはキャリブレーション用の CCD ビジョンシステム (再現性 0.002mm) が装備されており、 2 つの位置確認ステップでインサートの位置偏差が 0.01mm を超えないことを保証します。
3.プロセスパラメータ制御:
段階的射出成形 (溶融接触速度 20 mm/s、衝撃力 45% 低減)と CAE 金型流動解析を組み合わせて最適なゲート位置を見つけることにより、パンチスルー率を 0.2% 未満、オーバーフロー率を 0.15% 未満に制御することができ、製品歩留まりの大幅な向上につながります。
最終結果:
- 精度の向上:相対位置精度は 0.02mm に厳密に制御され、CPK 値は 0.63 から 1.35 に 2 倍以上になり、トップレベルの自動車レベルに一致しました。
- 生産量の大幅な増加:生産量は76% から 98.7% に増加し、各バッチのスクラップコストが 3,200 ドル節約されました。
- 生産性の向上: 1 つのアイテムを製造するのにかかる時間、つまりサイクルタイムは 45 秒から 32 秒に短縮され (効率は 28% 向上)、納期サイクルは 20 日から 12 日に短縮されました。
- 経費の削減:金型のメンテナンス関連経費は年間 12,000 ドル削減され、ユニットあたりの生産コストは 1.50 ドル減少し、全体的なコストの大幅なメリットにつながりました。
部品図面を提出してくださいカスタムインサート成形ソリューションと正確な見積もりを受け取ります。問題点を克服し、効率を向上させるお手伝いをいたします。

図 4: 中央にスポーク構造があり、その端の周りに金属製のボルトがある、明るいオレンジ色のプラスチック シェルの拡大図。これはおそらく自動車コントローラー用のコンポーネントです。
よくある質問
Q1: 自動インサート成形に必要な最小インサートサイズはどれくらいですか?
ワイヤーからフォイルまで幅広いインサートタイプに対応できます。例えば、直径2.5mmの極細ピンの加工も可能です。 0.3mmまたは0.1mm厚の金属箔。 JSプレシジョンでは、インサートの寸法に応じてお客様に最適な製品を開発できます。
Q2: インサートが金型内に正確に配置されていることを確認するにはどうすればよいですか?
0.005mm の高精度位置決めピンに加えて、ロボットビジョンシステムを使用して二重の保護を提供します。金型の流れの解析と合わせて、プロセスを最適化します。位置ずれは0.02mmです。
Q3: インサート成形の金型の寿命は通常何サイクルくらいですか?
通常の金型の寿命は50万サイクルです。カスタムインサート成形の最適化により、100 万サイクルを超える可能性があります。 JS Precision は、競合他社の中で最高の150 万サイクルに達するソリューションを提供できます。
Q4:インサート成形は小ロットでも対応できますか?
コンパクトな金型と迅速な切り替え技術向けに設計されており、15 分の切り替え時間で数百個から数万個の部品を処理できるため、生産コストが削減されます。
Q5: 射出圧力による小さな金属インサートの損傷を防ぐにはどうすればよいですか?
CAE モールド フロー解析を使用して最適なゲート位置を決定し、段階的射出を使用してインサート付近の圧力と速度を低減し、サポート構造を強化し、衝撃圧力を安全な範囲内に制御します。
Q6: JS Precision は自動化システムの統合サービスを提供していますか?
はい。ロボットアーム、ビジョンシステム、MESデータの購入も承ります。ソリューションは、生産ワークフローに合わせて調整できます。
Q7: インサート成形サプライヤーの技術力を評価するにはどうすればよいですか?
調査する精密金型設計、自動化統合の経験、パンチング/オーバーフロー ソリューション、品質認証と PPAP ドキュメントのレビュー、CPK 値の検証。
Q8: 一般的な処理サイクル時間はどれくらいですか?
プロトタイプには 4 ~ 6 週間かかります。量産金型には 8 ~ 12 週間かかります。 JS Precision はそれを 10 ~ 15% 削減します。
まとめ
自動インサート成形は、精密部品のミクロンレベルの精度と欠陥ゼロを達成するための重要な技術です。
信頼できるインサート成形サービスを選択することは、安心で効率的なオプションを選択することを意味します。 JS Precision は、プロトタイプ設計から開始して、精密コンポーネント ソリューションを量産に推し進め、ハイエンド製造の機会をつかむことができます。
複雑なインサート成形の問題を同時に解決し、高い歩留まりを保証し、柔軟な製造をサポートできるパートナーが必要な場合は、お気軽にお問い合わせください。 JSプレシジョンにお問い合わせください。
プロトタイプの射出成形金型から始めて、精密部品ソリューションを量産に成功させるために協力しましょう。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

