
Los servicios de moldeo por inserción son un apoyo fundamental para la fabricación de componentes clave en equipos para semiconductores.
Gracias a un control preciso del proceso, el moldeo por inserción de semiconductores puede solucionar eficazmente los fallos de sellado a nivel micrométrico y los problemas de contaminación iónica, evitando así el desperdicio de lotes enteros de obleas por valor de millones de dólares.
La tecnología de moldeo por inserción que ofrece JS Precision combina la resistencia del metal con la estabilidad de plásticos especiales, lo que garantiza que los componentes alcancen un grado de vacío de 10⁻⁹ mbar/l·s, reduciendo las tasas de defectos en las obleas y redefiniendo los estándares de fiabilidad para los componentes semiconductores.
Cuando los equipos de semiconductores se someten a niveles de vacío más elevados y a entornos más corrosivos, el ensamblaje mecánico tradicional ya no puede satisfacer las necesidades, por lo que el moldeo por inserción se ha convertido en el principal proceso para solucionar los cuellos de botella.
Resumen de la respuesta principal
Dimensión central | Soluciones técnicas clave | Valor empresarial | Datos básicos |
Control de la contaminación | Producción en sala limpia Clase 100 + Limpieza ultrasónica con agua desionizada de 18 MΩ·cm | Reducir la tasa de defectos en las obleas. | La tasa de defectos en las obleas se reduce en más del 30%. |
Sellado de materiales | Proceso de unión química de PEEK/PFA y metal | Garantizar un alto nivel de vacío. | Alcanza de forma estable un nivel de vacío de 10⁻⁹ mbar/ls |
Estándar de precisión | Posicionamiento automático del manipulador + control de tolerancia de ±0,01 mm | Prolongar el tiempo medio entre fallos de los equipos. | El MTBF se amplía a más de 8000 horas. |
Adaptación de la dilatación térmica | Polímero con un 30 % de fibra de carbono + precalentamiento del inserto a 150 °C | Evite la delaminación de la interfaz. | La tasa de deslaminación de la interfaz se reduce a menos del 0,1%. |
Eficiencia de producción | Moldeo integrado + desmoldeo automático | Reducir el tiempo de entrega de la cadena de suministro. | El plazo de entrega se reduce en un 30%, y el ciclo de montaje se reduce en un 40%. |
Conclusiones clave
- Garantía de estanqueidad: El inserto queda completamente encapsulado para eliminar la posibilidad de fugas de vacío, lo que indica la eliminación total del punto de fuga de vacío causado por la holgura de la junta mecánica.
- Prioridad de diseño: La consideración cuidadosa del espesor de la pared y el uso adecuado de las nervaduras de acuerdo con las pautas establecidas serán los factores clave para evitar el agrietamiento después del moldeo.
- Selección de materiales: El uso de materiales poliméricos avanzados cuyos coeficientes de dilatación térmica son muy similares a los de los metales ayuda a prevenir la delaminación interfacial.
- Entrega integral: JS Precision no solo se encarga del procesamiento, sino también del moldeo por inyección, lo que reduce el tiempo de entrega de la cadena de suministro en un 30 %.
¿Por qué elegir los servicios de moldeo por inserción de JS Precision? Soluciones de fabricación de precisión para semiconductores.
El moldeo por inserción es un proceso de fabricación fundamental para los componentes de sus equipos semiconductores. Seleccionar un proveedor de servicios de moldeo por inserción confiable es crucial para minimizar los riesgos de producción y, al mismo tiempo, ampliar la capacidad de producción.
Como empresa de semiconductores, usted busca un proveedor que comprenda sus necesidades y le aporte valor al mismo tiempo. JS Precision es un buen ejemplo.
Al contratar nuestros servicios de primera clase, que cumplen estrictamente con la norma ISO 14644-1 para salas blancas de semiconductores , podrá adquirir soluciones de componentes que cumplen con los estándares globales.
Al elegir JS Precision, obtendrá un entorno de producción en sala limpia de clase 100, además de tecnología de limpieza ultrasónica con agua desionizada de 18 MΩ·cm . De este modo, la tasa de defectos en las obleas se reduce directamente en más de un 30 %, lo que le permitirá evitar pérdidas por descarte de obleas.
Nuestra tecnología de posicionamiento robótico automatizado y control de tolerancia de 0,01 mm le ayudará a aumentar el tiempo medio entre fallos (MTBF) a más de 8000 horas, reduciendo así las pérdidas de capacidad y el desperdicio de costes relacionados con los tiempos de inactividad.
Otro cliente internacional del sector de los semiconductores, que tenía las mismas necesidades de equipamiento, tuvo que afrontar pérdidas de obleas debido a fallos en el sellado de los componentes, que ascendían a más de 500.000 dólares anuales.
Puede consultar sus resultados tras decidir utilizar nuestros servicios de moldeo por inserción, ya que, como resultado, no solo mantuvieron la tasa de fugas estable en 10⁻⁹ mbar/ls, sino que también lograron aumentar la tasa de rendimiento del componente del 65 % al 99,2 %, ahorrando así más de 400 000 dólares cada año.
Además, puede aprovechar la sólida experiencia de nuestro equipo en ingeniería DFM para obtener asesoramiento profesional experto en optimización desde la etapa de diseño, lo que puede ayudar a acortar los plazos de la cadena de suministro en un 30 %, mejorar el tiempo de lanzamiento de su producto y aprovechar las oportunidades del mercado con facilidad.
JS Precision da prioridad a sus necesidades, combinando el diseño de moldes , la selección de materiales y los servicios de fabricación a lo largo de todo el proceso.
De este modo, no será necesario que busques múltiples proveedores, lo que a su vez minimiza los costes de comunicación, los riesgos de la cadena de suministro y, además, hace que la producción de componentes sea más eficiente y sin preocupaciones.
Si tiene dificultades con el sellado de componentes, el control de precisión u otros problemas, póngase en contacto con nuestros expertos en ingeniería de inmediato para obtener asesoramiento técnico personalizado sobre el moldeo por inserción de semiconductores.
¿Por qué es esencial el moldeo por inserción de precisión para equipos de semiconductores?
Las condiciones de funcionamiento extremadamente exigentes de las máquinas de semiconductores requieren que los componentes sean extremadamente herméticos y limpios. Como procedimiento fundamental, el moldeo por inserción soluciona eficazmente las desventajas de los métodos de ensamblaje tradicionales.
El moldeo por inserción de semiconductores consiste en moldear directamente plásticos de alto rendimiento sobre soportes metálicos, eliminando así la necesidad de sujetadores y sellos.
Esto no solo garantiza un excelente rendimiento de aislamiento físico en entornos extremos, sino que también es el factor principal para mejorar la integración de componentes y la hermeticidad.
Mejora de la resistencia estructural en condiciones de ultra alto vacío
Los sellos mecánicos convencionales son una fuente de contaminación de las obleas en entornos de 10⁻⁷ Torr debido a fugas de gas a través de microespacios. El moldeo por inserción crea una barrera física ininterrumpida que imposibilita la permeación de gases.
En pocas palabras, una capa protectora sin costuras envuelve el componente, haciendo que la fuga sea completamente imposible.
Integración de beneficios:
- Se eliminan las brechas mecánicas, que son el origen de la infiltración de gases y la generación de partículas, manteniendo así la limpieza de la oblea.
- La resistencia intrínseca de los metales se combina con la estabilidad dimensional de los plásticos, lo que resulta un factor clave para aumentar la vida útil de los componentes y disminuir los costos de reemplazo.
Eliminación de riesgos y fuentes de partículas en el ensamblaje secundario
La expansión y contracción térmica provocan vibraciones en los elementos de fijación mecánicos y la generación de micropartículas, lo que puede inutilizar directamente una oblea.
El moldeo por inserción consiste principalmente en tomar de 5 a 10 piezas y convertirlas en un único componente integral, lo que significa que se eliminan los residuos desde su origen y se reducen considerablemente los pasos de ensamblaje. Puede acortar los ciclos de ensamblaje en más del 40 %, reducir los costos de la lista de materiales entre un 20 % y un 30 %, y minimizar los errores humanos.
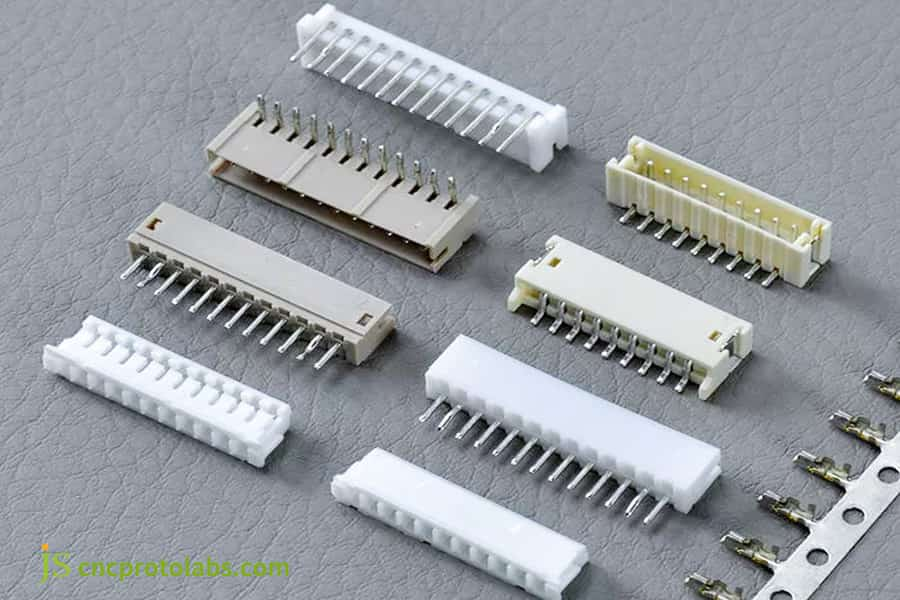
Figura 1: Muestra de varios conectores de pines de precisión blancos y beige con inserciones metálicas, que ilustran el resultado del moldeo por inserción para aplicaciones de semiconductores.
¿Cuáles son las reglas fundamentales en una guía de diseño para el moldeo por inserción de semiconductores?
Un diseño adecuado es el primer paso para garantizar el éxito del moldeo por inserción.
El objetivo principal de la guía de diseño para el moldeo por inserción es controlar el espesor de la pared de plástico, crear estructuras de enclavamiento mecánico y asignar posiciones de soporte para los insertos, de modo que el componente pueda mantener su forma y resistencia cuando se somete a alta presión.
En pocas palabras, es como construir una casa: se necesita una buena base y una estructura sólida. Siguiendo las reglas básicas, se pueden prevenir problemas como grietas y aflojamientos, garantizando así el funcionamiento estable de los componentes a lo largo del tiempo.
Consistencia del espesor de la pared y optimización de la ubicación de la compuerta.
Los componentes semiconductores requieren que el espesor de la pared se mantenga constante entre 1,5 y 3,0 mm. De lo contrario, las zonas de tensión se concentrarán y provocarán grietas, al igual que una pared con espesor desigual puede agrietarse. Un espesor de pared uniforme garantiza una distribución uniforme de las tensiones.
Utilizamos la simulación Moldflow para identificar la posición de las líneas de soldadura y asegurarnos de que no ubiquen las áreas críticas de sellado de alta presión y alto vacío que pueden ser la causa de una falla en el sellado.
Características de enclavamiento mecánico para la unión de metales y plásticos.
La resistencia de la unión metal-plástico mejora gracias al entrelazamiento geométrico. Implementamos insertos metálicos con socavados (0,2 mm), moleteado (paso de 0,5-1,0 mm) o agujeros pasantes (1,0 mm).
Para los pines de sensores pequeños, diseñamos una estructura de fijación simétrica no circular para evitar que el cableado se afloje posteriormente, garantizando así la estabilidad del componente.
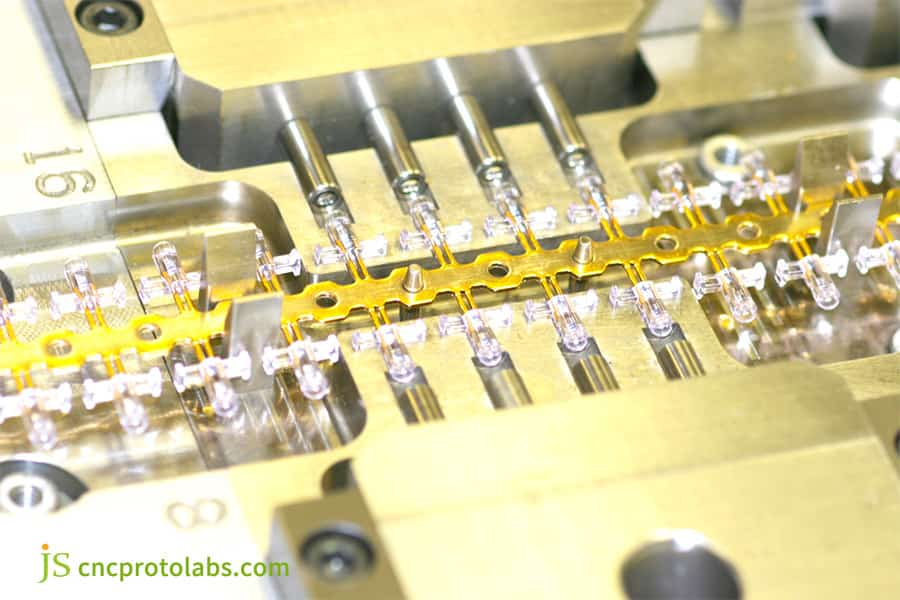
Figura 2: Vista detallada de los insertos metálicos colocados con precisión dentro de una base de molde de color dorado, que muestra las herramientas para la fabricación de componentes semiconductores.
¿Qué soluciones de moldeo por inserción de metal resuelven el desajuste de la dilatación térmica?
Las diferencias en el coeficiente de dilatación térmica (CTE) constituyen uno de los principales problemas en el moldeo por inserción de metales, pudiendo provocar la delaminación de los componentes y fallos en el sellado. El precalentamiento de la inserción, el uso de polímeros de fibra de relleno y zonas de amortiguación son los métodos más eficaces.
Estrategias para igualar el coeficiente de expansión térmica (CTE)
Las diferencias en el coeficiente de dilatación térmica (CTE) entre distintos materiales afectan la estabilidad de los componentes. Los datos de CTE para los materiales de uso común son los siguientes:
Tipo de material | Especificación del material | Coeficiente de dilatación térmica a 25 °C (ppm/°C) | Coeficiente de dilatación térmica a 100 °C (ppm/°C) | Coeficiente de dilatación térmica a 180 °C (ppm/°C) | Escenario de aplicación |
Inserto de metal | Acero inoxidable 316L | 16 | 17.2 | 18.5 | Componentes de sellado al alto vacío |
Inserto de metal | Aleación de aluminio 6061 | 23.1 | 24.5 | 26.3 | Componentes ligeros |
Inserto de metal | Aleación Kovar | 5.9 | 6.1 | 6.3 | Componentes de sensores de alta precisión |
Material plástico | PEEK puro | 50 | 58 | 65 | Componentes convencionales resistentes a la corrosión |
Material plástico | PEEK con 30% de fibra de carbono | 18 | 20 | 22 | Componentes de adaptación de la dilatación térmica |
Material plástico | PFA | 70 | 78 | 85 | Componentes resistentes al plasma |
Procesos de precalentamiento y ciclos de enfriamiento controlados
Utilizamos un controlador de temperatura programable para realizar un enfriamiento por etapas, lo que evita la cristalización desigual de las cadenas moleculares causada por un enfriamiento rápido y garantiza que el módulo se mantenga dimensionalmente estable.
¿Tiene problemas con la incompatibilidad de la dilatación térmica? Póngase en contacto con nuestros expertos en ingeniería para obtener soluciones gratuitas y personalizadas de moldeo por inserción y de ajuste del coeficiente de dilatación térmica (CTE) para resolver problemas de delaminación en la interfaz.
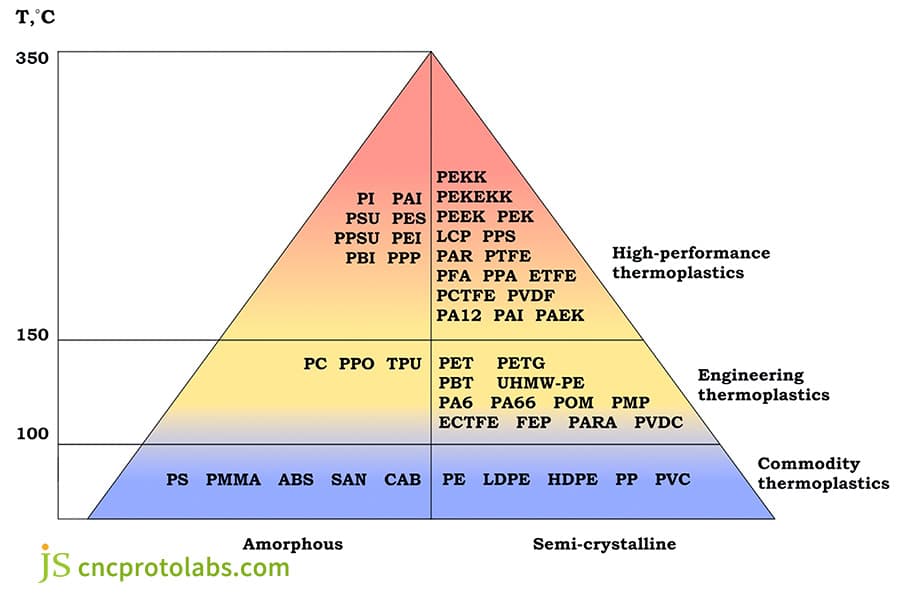
Figura 3: Diagrama de pirámide triangular que clasifica varios termoplásticos, desde los de uso general hasta los de alto rendimiento, en función de su resistencia a la temperatura y su cristalinidad.
¿Cómo seleccionar los materiales para el moldeo por inserción personalizado de alto rendimiento?
Los materiales que seleccione para el moldeo por inserción a medida determinarán el rendimiento de su módulo y deben coincidir con la aplicación de procesamiento:
Para el PFA/PEEK resistente al plasma en equipos de grabado, y para materiales de baja desgasificación en equipos de fotolitografía, compruebe siempre la conformidad con las normas de fiabilidad de dispositivos semiconductores IEC 61709 , así como los requisitos de pureza y constante dieléctrica.
En otras palabras, las diferentes condiciones de funcionamiento de los equipos semiconductores, al igual que los diferentes entornos de trabajo, requieren que se utilice ropa diferente.
Elegir los materiales adecuados puede hacer que los componentes sean "resistentes al desgaste y duraderos" en entornos complejos, evitando fallos en los equipos y el descarte de obleas causado por materiales inadecuados.
Polímeros de alto rendimiento para resistencia química corrosiva.
El PFA y el PTFE son muy estables en entornos fuertemente ácidos, como el ácido fluorhídrico, y no presentan corrosión ni deformación; además, mantienen su capacidad de sellado incluso después de una exposición prolongada.
El moldeo por inserción realizado por expertos puede sincronizar con precisión estos materiales resistentes a la corrosión y ayudarle a aprovechar al máximo sus características.
La resistencia estructural es una de las ventajas del PEEK (módulo de Young de 3,8 GPa) sobre el PPS (2,6 GPa). Le asesoraremos sobre los materiales que mejor se ajusten a sus requisitos de resistencia.
Requisitos de baja desgasificación para vacío ultra alto
En las aplicaciones de semiconductores, la pérdida total de masa del material (TML) debe ser del 0,1%; de lo contrario, los compuestos volátiles liberados contaminarán la oblea, lo que provocará su descarte.
¿Cómo minimizan los servicios modernos de moldeo por inserción la contaminación por partículas?
El nivel de contaminación por partículas permitido en los componentes semiconductores es extremadamente bajo. Los servicios profesionales de moldeo por inserción logran esto mediante operaciones en salas blancas, la gestión de materias primas de alta pureza y el desmoldeo automatizado.
Estas medidas permiten controlar la contaminación por partículas hasta niveles propios de los semiconductores, garantizando así que la oblea no se contamine con el componente.
Implementación de estándares de fabricación en salas blancas (Clase 100/1000)
JS Precision garantiza la calidad del aire en el área de moldeo por inyección mediante un sistema de filtración HEPA. Los estándares de control de partículas para las diferentes salas blancas son los siguientes:
Clase de sala limpia | Número de partículas ≥0,5 μm por pie cúbico | Número de partículas ≥5 μm por pie cúbico | Etapas del proceso aplicables | Beneficios para el cliente |
Clase 100 | ≤100 | ≤0 | Producción de moldeo por inserción, limpieza de componentes. | Evite la contaminación por partículas y aumente el rendimiento de los componentes a más del 99%. |
Clase 1000 | ≤1000 | ≤10 | Almacenamiento de materia prima, embalaje de componentes. | Reduzca el riesgo de contaminación secundaria durante el almacenamiento. |
Clase 10000 | ≤10000 | ≤100 | Preprocesamiento de moldes, mantenimiento de equipos. | Controlar los costes de producción cumpliendo al mismo tiempo con los requisitos de limpieza. |
Contamos con procedimientos operativos muy estrictos. Los empleados deben ponerse trajes completos para salas blancas. Al entrar y salir de la sala blanca, es necesario pasar por una esclusa de aire para la eliminación de polvo y así evitar la contaminación secundaria.
Operaciones de desionización y limpieza posteriores al moldeo de vanguardia
Para la limpieza ultrasónica de las superficies de los componentes y la eliminación de micropartículas residuales, utilizamos agua desionizada de 18 Ω·cm, lo que garantiza que las superficies tengan un nivel de limpieza que cumpla con los estándares de los semiconductores.
A continuación, se procede a la limpieza y al embalaje con papel de aluminio de doble capa al vacío directamente en la sala limpia, de modo que no se produzca adsorción de partículas durante el transporte.
¿Desea saber cómo los servicios de moldeo por inserción en salas blancas de Clase 100 controlan la contaminación por partículas? Consulte nuestros casos de éxito para obtener información técnica detallada.

Figura 4: Primer plano de un componente moldeado transparente con contaminación por partículas negras en su superficie, lo que pone de manifiesto un problema de control de calidad.
¿Qué características debe tener un fabricante de moldeo por inserción personalizado de confianza para la industria de los chips?
A medida que las empresas de semiconductores buscan la precisión de los componentes y la reducción de riesgos en sus cadenas de suministro, no pueden permitirse el lujo de dejar la confianza en su fabricante de moldeo por inserción a medida al azar.
Es muy probable que una empresa capaz de producir un sistema de gestión de calidad para semiconductores, utilizando equipos de prueba precisos y con una gran experiencia en DFM (Diseño para la Fabricación).
Metrología de precisión y control de tolerancia de 0,01 mm
Realizamos pruebas de máxima precisión, monitorizando el posicionamiento de los insertos en tiempo real mediante un sistema de medición de imágenes CCD (precisión de 0,005 mm). El análisis transversal continuo de la calidad del llenado de la interfaz nos ayuda a garantizar la ausencia de huecos o burbujas de aire.
Contamos con un sistema completo de trazabilidad de calidad. Disponemos de registros detallados de las pruebas realizadas a cada lote de productos para garantizar la trazabilidad de las materias primas, los parámetros y los resultados, asegurando así el cumplimiento de las normativas.
Integración vertical desde el diseño del molde hasta la producción en masa en JS Precision
Gracias a nuestro taller de moldes propio, hemos logrado una integración vertical que abarca desde el diseño y la fabricación de moldes hasta la producción y las pruebas de moldeo por inserción. De esta forma, el ciclo de retroalimentación de DFM se reduce a 24 horas, lo que nos permite responder con rapidez a los cambios de diseño.
¿Cuáles son los principales retos y soluciones en el moldeo por inserción de semiconductores?
El moldeo por inserción de semiconductores es un proceso que requiere una precisión muy alta. Los principales problemas que se presentan incluyen el desplazamiento del inserto, la reducción de la resistencia de la línea de soldadura y la falla de hermeticidad.
El cumplimiento de la norma ISO 13485 de gestión de la calidad de los componentes semiconductores puede ayudar a reducir los riesgos, y estos problemas pueden abordarse exhaustivamente mediante el uso de tecnologías precisas.
Prevención del desplazamiento del inserto bajo alta presión de inyección
La alta presión de inyección (800-1500 bares) puede provocar fácilmente el desplazamiento del inserto (un desplazamiento superior a 0,02 mm indica fallo). Las soluciones de moldeo por inserción bien desarrolladas pueden prevenir completamente este problema. Las soluciones específicas son:
- Bloqueo asistido hidráulicamente + pasadores de posicionamiento de precisión que garantizan que incluso los insertos con una relación de aspecto elevada tendrán un desplazamiento inferior a 0,02 mm .
- El control de presión multietapa facilita la inyección de una curva óptima, y el llenado a baja velocidad al inicio protege los pasadores de precisión.
Mejora de la fuerza de adhesión interfacial mediante tratamiento con plasma.
La débil unión entre las interfaces de metal y plástico es una causa de deslaminación y fallo del sellado. La primera forma de reforzar la unión es:
Tratamiento con plasma atmosférico que elimina la materia orgánica y las capas de óxido de la superficie del metal, logra una unión a nivel molecular y aumenta la resistencia al despegue en más del 50 % .
Utilización de agentes de acoplamiento especializados para mejorar la unión de metales y plásticos específicos entre sí y evitar que las piezas se separen incluso después de ciclos térmicos prolongados.
Caso práctico de JS Precision: Embalaje de precisión de componentes de sensores de cámara de alto vacío
Los servicios de moldeo por inserción desempeñan un papel fundamental en la producción de componentes para sensores de alto vacío. Al solucionar los problemas de sellado de los componentes de los sensores, no solo hemos mejorado el rendimiento del sellado, sino que también hemos garantizado la precisión en la detección y la alta calidad de las obleas para nuestros clientes del sector de semiconductores.
Problemas a los que nos enfrentamos:
El componente sensor fabricado por el cliente incluye cinco pines de acero inoxidable 316L de 0,8 mm incrustados en una carcasa de PEEK, y la tasa de fuga debe ser de 10⁻⁴ mbar/l·s.
Tras someter los procesos tradicionales a ciclos de temperaturas altas y bajas, desde 20 ℃ hasta 180 ℃, se produce una delaminación de la interfaz debido a la gran diferencia en el CTE (residuo de éster químico).
Debido a esto, la tasa de fugas es de 10⁻⁴ mbar/l·s, el rendimiento de producción es de solo el 65% y la producción en masa no es posible, todo lo cual ha provocado pérdidas de moldes y materias primas, así como retrasos en el lanzamiento al mercado.
Solución:
Hemos ideado un plan sencillo de tres pasos para solucionar los problemas que mencionaste, que además combina la tecnología de moldeo por inserción de metal para resolver con precisión los problemas de delaminación de la interfaz y fallo del sellado.
Este es un ejemplo típico de moldeo por inserción de metal en el encapsulado de componentes al alto vacío:
1. Para reducir la diferencia de temperatura entre los pasadores de acero inoxidable y el PEEK fundido, minimizar la tensión interna causada por el choque térmico y evitar el agrietamiento por contracción después del moldeo del plástico, se introdujo un sistema de circulación de precalentamiento para precalentar los pasadores de acero inoxidable a 150 ℃.
2. Partiendo del principio de que aumentar la superficie puede dar lugar a una unión más fuerte, se realizó un micrograbado láser a nanoescala en la superficie del pasador, lo que aumentó la superficie en un 40%, mejorando así la fuerza de enclavamiento mecánico entre el plástico y el metal, y reforzando la resistencia de la unión interfacial.
3. La presión de inyección se ajustó con precisión a 1200 bar y el tiempo de mantenimiento se prolongó a 30 segundos para garantizar que el plástico llenara completamente los huecos del molde. Además, se incorporó un paso de recocido posterior de 4 horas para ayudar a liberar las tensiones residuales y estabilizar las dimensiones del componente.
Lecciones aprendidas del fracaso:
El primer lote de productos terminados era apto para su uso inmediato; sin embargo, después de 48 horas aparecieron microfisuras como resultado de la liberación de tensiones y la tasa de fugas aumentó nuevamente.
Esto nos enseñó que deberíamos tener un controlador de temperatura programable para el molde, que lo enfríe gradualmente por etapas para que se libere por completo la tensión residual.
Una limpieza ultrasónica convencional no logra eliminar el aceite y la suciedad de los microporos de los pines. Para la eliminación del aceite y la suciedad, es necesaria la limpieza con plasma atmosférico, ya que este altera la energía superficial y la unión se produce a nivel molecular.
Resultados finales:
El producto final superó 100 pruebas de choque térmico a altas y bajas temperaturas, y la detección de fugas mediante espectrometría de masas de helio arrojó una lectura estable de 10 mbar/ls.
El aumento de la producción del 65% al 99,2%, que abrió las puertas a la producción en masa, redujo las pérdidas mensuales del cliente en 80.000 dólares y aceleró el tiempo de comercialización.
Si también se enfrenta a desafíos como el sellado de componentes de sensores y la delaminación de la interfaz, póngase en contacto con nuestros expertos en ingeniería para obtener una solución personalizada de moldeo por inserción de metal.
Preguntas frecuentes
P1: ¿Qué nivel de vacío puede alcanzar el moldeo por inserción?
Con la introducción de un proceso óptimo de unión de interfaces, el moldeo por inserción puede mantener la detección de fugas de helio en un nivel de 10⁻⁹ mbar/l·s, lo que está en línea con el estándar de los equipos de alto vacío para semiconductores y también elimina la fuga de gas que conduce a la contaminación de las obleas.
P2: ¿Qué materiales se suelen utilizar para los insertos metálicos?
El moldeo por inserción de semiconductores normalmente utiliza materiales metálicos como acero inoxidable 316L, aleación de aluminio 6061 y aleación Kovar. Le sugeriremos el material más adecuado tras un análisis exhaustivo del uso del componente y su entorno de trabajo.
P3: ¿Cómo evitar el desplazamiento del inserto durante el moldeo por inyección?
El desplazamiento de los insertos se minimiza a 0,01 mm mediante pasadores de posicionamiento de precisión y control visual automatizado . Además, al fabricar el ciclo de inyección basándose en estos datos para evitar desviaciones de alta presión, se garantiza la exactitud de las dimensiones.
P4: ¿Cuál es la resistencia a la temperatura máxima del componente?
Gracias al uso de plásticos especiales como el PEEK, el componente puede funcionar fácilmente a 250 °C durante un tiempo prolongado y tolerar temperaturas de hasta 300 °C durante un breve periodo. Esto cumple con las especificaciones de temperatura de los equipos semiconductores.
P5: ¿Cómo mejorar la fuerza de unión entre el metal y el plástico?
La fuerza de unión mejorará notablemente si se combinan el micrograbado láser, la limpieza con plasma y el diseño de enclavamiento mecánico. Además, evitan eficazmente la delaminación de la interfaz.
P6: ¿Cuál es el tamaño mínimo de inserción admitido?
JS Precision es capaz de procesar insertos de plomo de precisión con un diámetro de 0,5 mm, que permiten posicionar con precisión y moldear de forma estable los microcomponentes semiconductores.
P7: ¿Pueden proporcionar soporte de diseño DFM?
Podemos ofrecerle diversas consultas sobre guías de diseño para moldeo por inserción y simulaciones con Moldflow para la optimización de sus diseños, la prevención de defectos, la reducción de costes y la mejora de la eficiencia.
P8: ¿Cuál es el ciclo típico de creación de prototipos antes de la producción en masa?
El desarrollo del molde de precisión y la primera muestra para productos de moldeo por inserción de semiconductores suele tardar entre 4 y 6 semanas. Haremos todo lo posible para acortar el tiempo de comercialización para nuestros clientes mediante la aceleración del proceso.
Resumen
La precisión y la fiabilidad en los equipos para semiconductores están estrechamente ligadas a la tecnología experta de moldeo por inserción de semiconductores. Cada micrón de precisión y cada sello estable están directamente relacionados con la calidad de la oblea y los costes de la empresa.
Las soluciones de moldeo por inserción de JS Precision son como una varita mágica para abordar problemas fundamentales como el sellado preciso de componentes, la adaptación de la expansión térmica, etc., lo que ayuda a reducir costos, mejorar el rendimiento y acortar los plazos de entrega.
Al elegirnos, obtendrá un servicio de moldeo por inserción estable y eficiente, convirtiendo su componente principal en una ventaja competitiva para su equipo. Para mejorar sus componentes y optimizar el proceso, póngase en contacto con nuestros expertos en ingeniería hoy mismo y obtenga las mejores soluciones y presupuestos.

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

