
Insert-Molding-Dienstleistungen sind eine wichtige Unterstützung für die Herstellung von Kernkomponenten in Halbleiteranlagen.
Durch präzise Prozesssteuerung lassen sich mit dem Halbleiter-Einlegeverfahren Dichtungsfehler im Mikrometerbereich und Probleme mit Ionenverunreinigungen effizient beheben, wodurch die Verschwendung ganzer Waferchargen im Wert von Millionen von Dollar verhindert wird.
Die von JS Precision bereitgestellte Insert-Molding-Technologie kombiniert die Festigkeit von Metall mit der Stabilität spezieller Kunststoffe und gewährleistet so, dass die Bauteile einen Vakuumgrad von 10⁻⁹ mbar/l·s erreichen. Dadurch werden die Wafer-Fehlerraten reduziert und die Zuverlässigkeitsstandards für Halbleiterbauteile neu definiert.
Wenn Halbleiteranlagen höheren Vakuumniveaus und korrosiveren Umgebungen ausgesetzt sind, kann die traditionelle mechanische Montage den Anforderungen nicht mehr gerecht werden; das Einlegeverfahren ist zum Hauptverfahren geworden, um diese Engpässe zu überwinden.
Zusammenfassung der Kernantwort
Kerndimension | Wichtige technische Lösungen | Geschäftswert | Kerndaten |
Kontaminationskontrolle | Reinraumproduktion der Klasse 100 + Ultraschallreinigung mit deionisiertem Wasser (18 MΩ·cm) | Reduzierung der Wafer-Defektrate. | Die Wafer-Fehlerrate wird um mehr als 30 % reduziert. |
Materialabdichtung | Chemischer Bindungsprozess von PEEK/PFA und Metall | Hohes Vakuumniveau sicherstellen. | Ein Vakuumniveau von 10⁻⁹ mbar/ls stabil erreichen. |
Präzisionsstandard | Automatische Manipulatorpositionierung + ±0,01 mm Toleranzkontrolle | Verlängerung der mittleren Betriebsdauer zwischen Ausfällen der Ausrüstung. | Die mittlere Betriebsdauer zwischen Ausfällen (MTBF) wurde auf über 8000 Stunden verlängert. |
Anpassung der Wärmeausdehnung | 30 % kohlenstofffaserverstärktes Polymer + 150 °C Vorwärmung | Vermeidung von Grenzflächenablösungen. | Die Ablösungsrate der Grenzfläche wird auf unter 0,1 % reduziert. |
Produktionseffizienz | Integriertes Formen + Automatisches Entformen | Verkürzung der Lieferzeiten in der Lieferkette. | Die Lieferzeit wird um 30 % verkürzt, der Montagezyklus um 40 %. |
Wichtigste Erkenntnisse
- Garantierte Luftdichtheit: Die Einbettung des Einsatzes schließt jegliche Vakuumleckage aus und beseitigt somit jegliche durch mechanische Verbindungsspalte verursachte Vakuumleckage.
- Konstruktionspriorität: Die sorgfältige Berücksichtigung der Wandstärke und die korrekte Verwendung von Rippen gemäß festgelegten Richtlinien sind die Schlüsselfaktoren, um Risse nach dem Formen zu vermeiden.
- Materialanpassung: Der Einsatz von hochentwickelten Polymerwerkstoffen, deren Wärmeausdehnungskoeffizienten denen von Metallen sehr nahe kommen, trägt dazu bei, Grenzflächenablösungen zu verhindern.
- Alles aus einer Hand: JS Precision übernimmt nicht nur die Bearbeitung, sondern auch das Spritzgießen, wodurch sich die Lieferzeit um 30 % verkürzt.
Warum die Insert-Molding-Services von JS Precision wählen? Lösungen für die Präzisionsfertigung in der Halbleiterindustrie
Das Einlegeverfahren ist ein grundlegender Fertigungsprozess für Ihre Halbleiteranlagenkomponenten. Die Auswahl eines zuverlässigen Anbieters von Einlegeverfahrensdienstleistungen ist von entscheidender Bedeutung, um Produktionsrisiken zu minimieren und gleichzeitig die Produktionskapazität zu erweitern.
Als Halbleiterunternehmen wünscht man sich einen Anbieter, der die eigenen Anforderungen wirklich versteht und gleichzeitig einen Mehrwert bietet. JS Precision ist ein gutes Beispiel dafür.
Durch die Inanspruchnahme unserer erstklassigen Dienstleistungen, die den Reinraumstandard ISO 14644-1 für Halbleiterindustrie strikt erfüllen, erhalten Sie Komponentenlösungen, die einem globalen Niveau entsprechen.
Mit der Wahl von JS Precision erhalten Sie eine Reinraum-Produktionsumgebung der Klasse 100 sowie eine Ultraschallreinigungstechnologie mit deionisiertem Wasser (18 MΩ·cm) . Dadurch werden die Wafer-Fehlerraten direkt um über 30 % gesenkt, wodurch Sie Verluste durch Wafer-Ausschuss vermeiden können.
Unsere Technologie zur automatisierten Roboterpositionierung und Toleranzkontrolle von 0,01 mm wird Ihnen helfen, die mittlere Betriebsdauer zwischen Ausfällen (MTBF) auf über 8000 Stunden zu steigern und dadurch ausfallbedingte Kapazitätsverluste und Kostenverschwendung zu reduzieren.
Ein anderer internationaler Halbleiterkunde, der die gleichen Ausrüstungsanforderungen hatte, musste aufgrund von Bauteildichtungsfehlern jährliche Wafer-Ausschussverluste von über 500.000 US-Dollar hinnehmen.
Sie können sich die Ergebnisse ansehen, die sie nach der Entscheidung für unsere Insert-Molding-Dienstleistungen erzielt haben. Demnach konnten sie nicht nur die Leckagerate bei 10⁻⁹ mbar/ls stabil halten, sondern auch die Bauteilausbeute von 65 % auf 99,2 % steigern und dadurch jährlich über 400.000 US-Dollar einsparen.
Darüber hinaus können Sie auf die fundierte DFM-Engineering-Erfahrung unseres Teams zurückgreifen, um bereits in der Designphase professionelle Optimierungsberatung von Experten zu erhalten. Dies kann dazu beitragen, die Vorlaufzeiten in der Lieferkette um 30 % zu verkürzen, Ihre Produkteinführungszeit zu verbessern und Marktchancen schnell zu nutzen.
Bei JS Precision stehen Ihre Bedürfnisse an erster Stelle. Werkzeugkonstruktion , Materialauswahl und Fertigungsdienstleistungen werden im gesamten Prozess miteinander kombiniert.
Somit entfällt die Notwendigkeit, mehrere Lieferanten zu finden, was wiederum die Kommunikationskosten und Lieferkettenrisiken minimiert und die Komponentenproduktion sorgenfreier und effizienter gestaltet.
Wenn Sie Probleme mit der Bauteilabdichtung, der Präzisionssteuerung oder anderen Fragestellungen haben, kontaktieren Sie umgehend unsere Ingenieursexperten für eine individuelle technische Beratung zum Thema Halbleiter-Einlegetechnik.
Warum ist Präzisions-Einlegetechnik für Halbleiteranlagen so wichtig?
Die extremen Betriebsbedingungen von Halbleitermaschinen erfordern absolut luftdichte und saubere Bauteile. Als zentrales Verfahren behebt das Einlegeverfahren effektiv die Nachteile herkömmlicher Montageverfahren.
Beim Halbleiter-Einlegeverfahren werden Hochleistungskunststoffe direkt auf Metallträger gegossen, wodurch Befestigungselemente und Dichtungen entfallen.
Dies gewährleistet nicht nur eine hervorragende physikalische Isolationsleistung in extremen Umgebungen, sondern ist auch der Hauptfaktor für die Verbesserung der Komponentenintegration und der Luftdichtheit.
Verbesserung der Strukturfestigkeit unter Ultrahochvakuumbedingungen
Konventionelle Gleitringdichtungen stellen in Umgebungen mit einem Druck von 10⁻⁷ Torr aufgrund von Gasleckagen in Mikrospalten eine Quelle für Waferkontaminationen dar. Das Einlegeverfahren erzeugt eine durchgehende physikalische Barriere, die das Durchdringen von Gas unmöglich macht.
Vereinfacht gesagt, wird das Bauteil von einer nahtlosen Schutzhülle umhüllt, wodurch ein Austreten von Flüssigkeit völlig unmöglich wird.
Integration der Vorteile:
- Mechanische Spalten, die die Ursache für das Eindringen von Gas und die Entstehung von Partikeln sind, werden beseitigt, wodurch die Reinheit der Wafer erhalten bleibt.
- Die inhärente Festigkeit von Metallen wird mit der Dimensionsstabilität von Kunststoffen kombiniert, was ein Schlüsselfaktor für die Verlängerung der Bauteillebensdauer und die Senkung der Ersatzkosten ist.
Beseitigung von Sekundäraggregatrisiken und Partikelquellen
Durch die thermische Ausdehnung und Kontraktion entstehen mechanische Vibrationen der Befestigungselemente und Mikropartikel, die einen Wafer direkt unbrauchbar machen können.
Beim Insert-Molding werden in der Regel 5–10 Einzelteile zu einem einzigen Bauteil zusammengefügt. Dadurch werden Materialreste direkt an der Entstehungsstelle vermieden und die Montageschritte deutlich reduziert. Montagezyklen lassen sich um mehr als 40 % verkürzen, die Materialkosten um 20–30 % senken und menschliche Fehler minimieren.
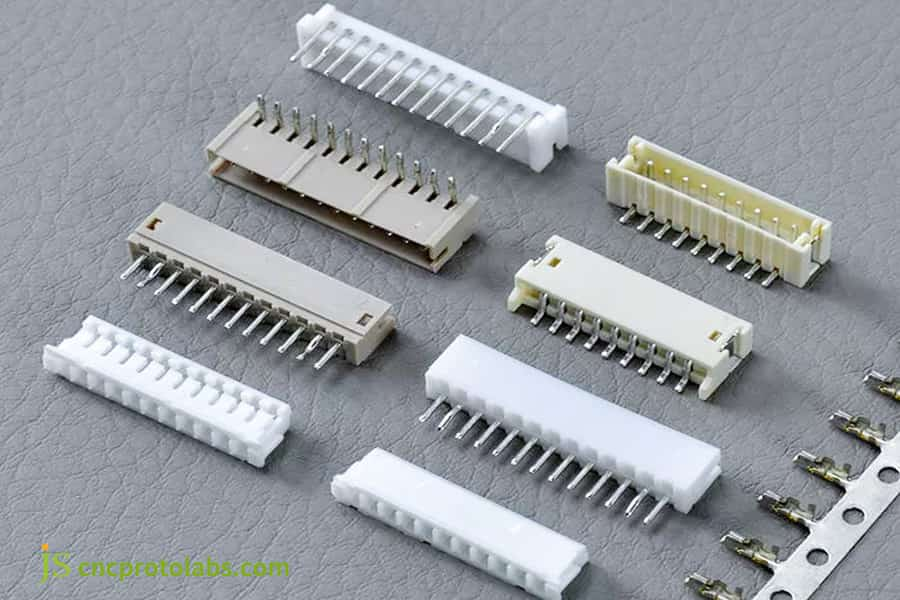
Abbildung 1: Eine Darstellung verschiedener weißer und beiger Präzisions-Stiftverbinder mit Metalleinsätzen, die das Ergebnis des Einlegeverfahrens für Halbleiteranwendungen veranschaulicht.
Was sind die wichtigsten Regeln in einem Designleitfaden für das Einlegeverfahren in der Halbleiterindustrie?
Eine sorgfältige Konstruktion ist der erste Schritt für ein erfolgreiches Insert-Molding-Verfahren.
Der Schwerpunkt des Leitfadens zur Konstruktion von Einlegeteilen liegt auf der Kontrolle der Kunststoffwandstärke, der Schaffung mechanischer Verriegelungsstrukturen und der Festlegung von Stützpositionen für die Einlegeteile, um dem Bauteil die Fähigkeit zu verleihen, seine Form und Festigkeit auch unter hohem Druck beizubehalten.
Vereinfacht gesagt, ist es wie beim Hausbau – man braucht ein gutes Fundament und ein stabiles Gerüst. Durch die Einhaltung der Grundregeln lassen sich spätere Probleme wie Risse und Lockerungen vermeiden und somit die dauerhafte Funktion der Bauteile gewährleisten.
Optimierung der Wandstärkenkonsistenz und der Angussposition
Halbleiterbauteile erfordern eine konstante Wandstärke von 1,5–3,0 mm. Andernfalls konzentrieren sich die Zugspannungen und führen zu Rissen, ähnlich wie bei einer ungleichmäßigen Wandstärke. Eine gleichmäßige Wandstärke gewährleistet eine gleichmäßige Spannungsverteilung.
Wir verwenden die Moldflow-Simulation, um die Position der Schweißnähte zu ermitteln und sicherzustellen, dass diese nicht in den kritischen Hochdruck- und Hochvakuum-Dichtungsbereichen liegen, die die Ursache für Dichtungsausfälle sein können.
Mechanische Verriegelungsmerkmale für die Metall-Kunststoff-Verbindung
Die Festigkeit der Metall-Kunststoff-Verbindung wird durch geometrische Verzahnung verbessert. Wir verwenden Metalleinsätze mit Hinterschnitten (0,2 mm), Rändelung (0,5–1,0 mm Teilung) oder Durchgangsbohrungen (1,0 mm).
Für kleine Sensorpins entwerfen wir eine nicht kreisförmige, symmetrische Befestigungsstruktur, um ein späteres Lösen der Verdrahtung zu verhindern und so die Stabilität der Komponente zu gewährleisten.
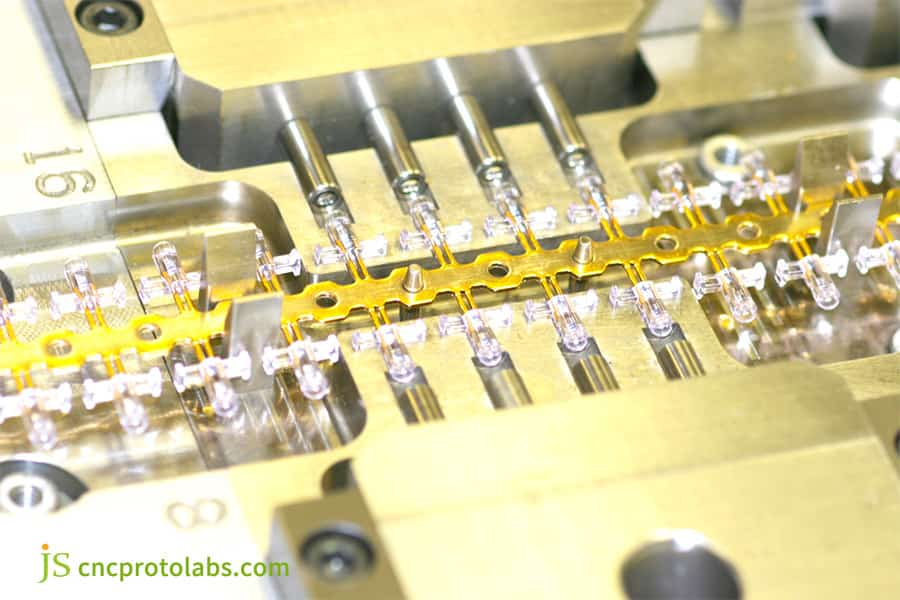
Abbildung 2: Eine Detailansicht von präzise in einem goldfarbenen Formkörper positionierten Metalleinsätzen, die die Werkzeuge für die Herstellung von Halbleiterbauteilen verdeutlichen.
Welche Lösungen für Metalleinsätze beheben thermische Ausdehnungsunterschiede?
Unterschiede im Wärmeausdehnungskoeffizienten (CTE) stellen eines der Hauptprobleme beim Metallumspritzen dar und können zu Delaminationen und Dichtungsfehlern führen. Vorwärmen des Einsatzes, Füllfasern und Pufferzonen sind die effektivsten Methoden zur Abhilfe.
Strategien zur Anpassung des Wärmeausdehnungskoeffizienten (CTE)
Unterschiede im Wärmeausdehnungskoeffizienten (CTE) verschiedener Materialien beeinflussen die Stabilität von Bauteilen. Die CTE-Daten für gängige Materialien lauten wie folgt:
Materialart | Materialspezifikation | Wärmeausdehnungskoeffizient bei 25 °C (ppm/°C) | Wärmeausdehnungskoeffizient bei 100 °C (ppm/°C) | Wärmeausdehnungskoeffizient bei 180 °C (ppm/°C) | Anwendungsszenario |
Metalleinsatz | Edelstahl 316L | 16 | 17.2 | 18,5 | Hochvakuum-Dichtungskomponenten |
Metalleinsatz | Aluminiumlegierung 6061 | 23.1 | 24,5 | 26.3 | Leichtbaukomponenten |
Metalleinsatz | Kovar-Legierung | 5.9 | 6.1 | 6.3 | Hochpräzise Sensorkomponenten |
Kunststoffmaterial | Reines PEEK | 50 | 58 | 65 | Konventionelle korrosionsbeständige Bauteile |
Kunststoffmaterial | 30 % Kohlenstofffaser PEEK | 18 | 20 | 22 | Bauteile zur Anpassung der Wärmeausdehnung |
Kunststoffmaterial | PFA | 70 | 78 | 85 | Plasmabeständige Bauteile |
Vorwärmprozesse und kontrollierte Kühlzyklen
Wir verwenden einen programmierbaren Temperaturregler, um eine stufenweise Kühlung durchzuführen. Dadurch wird eine ungleichmäßige Kristallisation der Molekülketten durch zu schnelle Abkühlung verhindert und die Dimensionsstabilität des Moduls sichergestellt.
Sie stehen vor Herausforderungen hinsichtlich der Wärmeausdehnung? Kontaktieren Sie unsere Ingenieure für kostenlose, maßgeschneiderte Lösungen im Bereich Insert Molding und CTE-Anpassung, um Probleme mit Grenzflächenablösungen zu beheben.
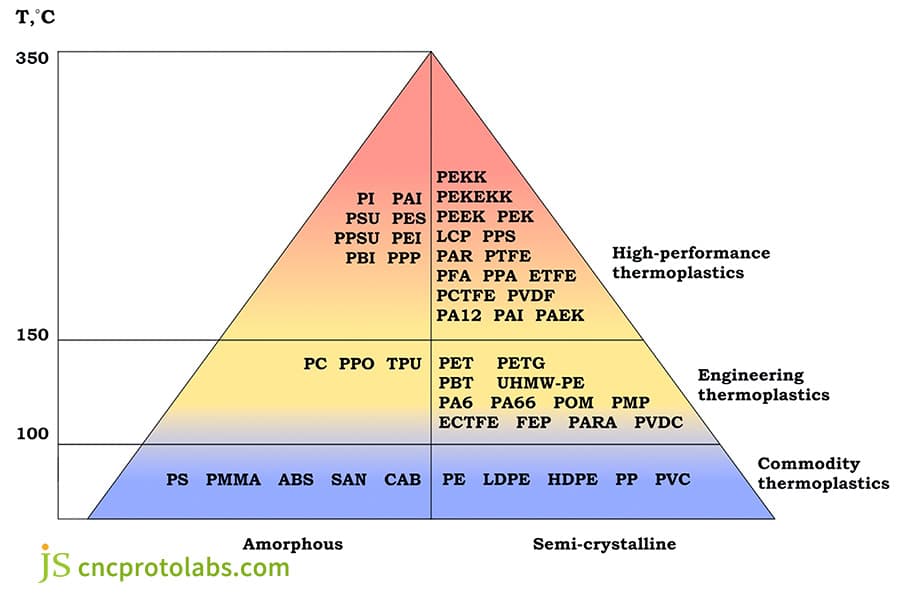
Abbildung 3: Ein dreieckiges Pyramidendiagramm zur Kategorisierung verschiedener Thermoplaste, von Standard- bis Hochleistungsthermoplasten, basierend auf ihrer Temperaturbeständigkeit und Kristallinität.
Wie wählt man Materialien für Hochleistungs-Custom-Insert-Molding aus?
Die für das kundenspezifische Spritzgießen ausgewählten Materialien bestimmen die Leistungsfähigkeit Ihres Moduls und sollten auf die jeweilige Verarbeitungsanwendung abgestimmt sein:
Bei plasmabeständigem PFA/PEEK in Ätzanlagen und bei Materialien mit geringer Ausgasung für Fotolithografieanlagen ist stets die Konformität mit den Zuverlässigkeitsnormen für Halbleiterbauelemente nach IEC 61709 sowie den Anforderungen an Reinheit und Dielektrizitätskonstante zu prüfen.
Mit anderen Worten: Unterschiedliche Betriebsbedingungen von Halbleiteranlagen erfordern, ähnlich wie unterschiedliche Arbeitsumgebungen, das Tragen unterschiedlicher Kleidung.
Durch die Wahl der richtigen Materialien können die Komponenten in komplexen Umgebungen „verschleißfest und langlebig“ gemacht werden , wodurch Geräteausfälle und Wafer-Ausschuss aufgrund ungeeigneter Materialien vermieden werden.
Hochleistungspolymere für Korrosionsbeständigkeit
PFA und PTFE sind in stark sauren Umgebungen wie Flusssäure sehr stabil und zeigen weder Korrosion noch Verformung; sie behalten ihre Dichtungsleistung auch nach längerer Einwirkung bei.
Fachgerechtes Einlegeverfahren ermöglicht die präzise Abstimmung dieser korrosionsbeständigen Werkstoffe und hilft Ihnen, deren Eigenschaften optimal zu nutzen.
Eine der Vorteile von PEEK (Elastizitätsmodul 3,8 GPa) gegenüber PPS (2,6 GPa) ist die höhere Festigkeit. Wir beraten Sie gerne hinsichtlich der Materialien, die Ihren Festigkeitsanforderungen am besten entsprechen.
Geringe Ausgasungsanforderungen für Ultrahochvakuum
Der Gesamtmasseverlust des Materials (TML) muss bei Halbleiteranwendungen 0,1 % betragen, andernfalls verunreinigen die freigesetzten flüchtigen Stoffe den Wafer, was dazu führt, dass dieser verschrottet werden muss.
Wie minimieren moderne Spritzgussverfahren die Partikelkontamination?
Der zulässige Partikelverunreinigungsgrad bei Halbleiterbauteilen ist extrem niedrig. Professionelle Anbieter von Einlegeteilen erreichen dies durch Reinraumprozesse, die Verwendung hochreiner Rohstoffe und automatisiertes Entformen.
Mit diesen Maßnahmen lässt sich die Partikelkontamination auf Halbleiterstandards reduzieren, wodurch sichergestellt wird, dass der Wafer nicht durch das Bauteil verunreinigt wird.
Umsetzung der Reinraum-Fertigungsstandards (Klasse 100/1000)
JS Precision gewährleistet die Luftqualität im Spritzgussbereich durch ein HEPA-Filtersystem. Die Partikelkontrollstandards für verschiedene Reinräume sind wie folgt:
Reinraumklasse | Anzahl der Partikel ≥0,5 μm pro Kubikfuß | Anzahl der Partikel ≥5 μm pro Kubikfuß | Anwendbare Prozessphasen | Kundenvorteile |
Klasse 100 | ≤100 | ≤0 | Herstellung von Spritzgussteilen, Bauteilreinigung. | Vermeiden Sie Partikelverunreinigungen und steigern Sie die Komponentenausbeute auf über 99 %. |
Klasse 1000 | ≤1000 | ≤10 | Rohmateriallagerung, Komponentenverpackung. | Das Risiko einer Sekundärkontamination während der Lagerung verringern. |
Klasse 10000 | ≤10000 | ≤100 | Formenvorbereitung, Anlagenwartung. | Produktionskosten kontrollieren und gleichzeitig die Reinheitsanforderungen erfüllen. |
Wir haben sehr strenge Betriebsabläufe. Mitarbeiter müssen vollständige Reinraumanzüge tragen. Beim Betreten und Verlassen des Reinraums ist die Durchquerung einer Schleuse zur Staubentfernung erforderlich , um eine Sekundärkontamination zu verhindern.
Modernste Nachbearbeitungs-Deionisierungs- und Reinigungsprozesse
Zur Ultraschallreinigung der Bauteiloberflächen, um verbliebenen Mikrostaub zu entfernen, verwenden wir deionisiertes Wasser mit einem Widerstand von 18 Ω·cm, wodurch sichergestellt wird, dass die Oberflächen einen Reinheitsgrad aufweisen, der den Halbleiterstandards entspricht.
Nach der Reinigung erfolgt die Verpackung mit doppellagiger Vakuum-Aluminiumfolie direkt im Reinraum, damit während des Transports keine Partikeladsorption stattfindet.
Möchten Sie erfahren, wie Spritzgussverfahren für Reinräume der Klasse 100 die Partikelkontamination kontrollieren? Detaillierte technische Informationen finden Sie in unseren Erfolgsgeschichten.

Abbildung 4: Nahaufnahme eines transparenten Formteils mit schwarzen Partikelverunreinigungen auf der Oberfläche, die ein Problem der Qualitätskontrolle aufzeigen.
Was zeichnet einen vertrauenswürdigen Hersteller von kundenspezifischen Spritzgussteilen für die Chipindustrie aus?
Da Halbleiterunternehmen in ihren Lieferketten auf Bauteilgenauigkeit und Risikominimierung abzielen, können sie es sich nicht leisten, das Vertrauen in ihren Hersteller von kundenspezifischen Spritzgussteilen dem Zufall zu überlassen.
Ein Unternehmen, das in der Lage ist, ein Qualitätsmanagementsystem auf Halbleiterniveau zu entwickeln, präzise Testgeräte einsetzt und über umfangreiche Erfahrung im Bereich DFM (Design for Manufacturing) verfügt, hat die größten Erfolgsaussichten.
Präzisionsmesstechnik und Toleranzkontrolle von 0,01 mm
Wir führen umfassende Präzisionsprüfungen durch und überwachen die Positionierung des Einsatzes in Echtzeit mit einem CCD-Bildmesssystem (Genauigkeit 0,005 mm). Die kontinuierliche Querschnittsanalyse der Füllqualität der Grenzfläche hilft uns sicherzustellen, dass keine Hohlräume oder Luftblasen vorhanden sind.
Wir verfügen über ein umfassendes System zur Rückverfolgbarkeit der Qualität. Detaillierte Prüfprotokolle jeder Produktcharge ermöglichen die Rückverfolgbarkeit von Rohstoffen, Parametern und Ergebnissen und gewährleisten so die Konformität des Produkts.
Vertikale Integration von der Werkzeugkonstruktion bis zur Serienproduktion bei JS Precision
Dank unserer hauseigenen Werkzeugbauwerkstatt haben wir eine vertikale Integration von der Werkzeugkonstruktion und -fertigung bis hin zur Produktion und Prüfung von Spritzgussteilen erreicht. Dadurch verkürzt sich der DFM-Feedbackzyklus auf 24 Stunden, sodass wir schnell auf Konstruktionsänderungen reagieren können.
Was sind die größten Herausforderungen und Lösungsansätze beim Halbleiter-Einlegeverfahren?
Das Einlegeverfahren für Halbleiter ist ein Prozess, der höchste Präzision erfordert. Zu den größten Herausforderungen zählen das Verrutschen des Einlegeteils, die Verringerung der Schweißnahtfestigkeit und das Versagen der Dichtigkeit.
Die Einhaltung der Norm ISO 13485 für Qualitätsmanagementsysteme für Halbleiterbauteile kann zur Risikominderung beitragen, und diese Probleme können durch den Einsatz präziser Technologien gründlich angegangen werden.
Verhinderung der Verschiebung des Einsatzes unter hohem Einspritzdruck
Der hohe Einspritzdruck von 800–1500 bar kann leicht zu einer Verschiebung des Einsatzes führen (eine Verschiebung von mehr als 0,02 mm gilt als Fehlerbedingung). Ausgereifte Verfahren zum Einlegen von Formteilen können dieses Problem vollständig verhindern. Konkrete Lösungsansätze sind:
- Hydraulisch unterstützte Verriegelung + Präzisionspositionierstifte, die gewährleisten, dass selbst Einsätze mit hohem Aspektverhältnis eine Verschiebung von weniger als 0,02 mm aufweisen.
- Die mehrstufige Druckregelung ermöglicht das Einspritzen einer optimalen Kurve, und die Befüllung mit niedriger Geschwindigkeit zu Beginn schont die Präzisionsstifte.
Verbesserung der Grenzflächenhaftung durch Plasmabehandlung
Eine schwache Verbindung zwischen Metall und Kunststoff ist eine Ursache für Delamination und Dichtungsversagen. Die erste Möglichkeit zur Verbesserung der Verbindung ist:
Die Behandlung mit atmosphärischem Plasma entfernt organische Stoffe und Oxidschichten von der Metalloberfläche, erzielt eine Bindung auf molekularer Ebene und erhöht die Schälfestigkeit um mehr als 50% .
Durch den Einsatz spezieller Haftvermittler wird die Verbindung zwischen Metallen und Kunststoffen , die jeweils spezifisch zueinander sind, verbessert und ein Auseinanderfallen der Teile auch nach langfristiger thermischer Belastung verhindert.
JS Precision Fallstudie: Präzisionsverpackung von Sensorkomponenten für Hochvakuumkammern
Insert-Molding-Dienstleistungen spielen eine entscheidende Rolle bei der Herstellung von Hochvakuum-Sensorbauteilen. Durch die Lösung von Dichtungsproblemen bei Sensorkomponenten haben wir nicht nur die Dichtungsleistung verbessert, sondern auch die Detektionsgenauigkeit und die hohe Qualität der Wafer für unsere Halbleiterkunden sichergestellt.
Aufgetretene Probleme:
Die vom Kunden hergestellte Sensorkomponente umfasst fünf 0,8 mm lange Stifte aus Edelstahl 316L, die in ein PEEK-Gehäuse eingebettet sind, und die Leckrate muss 10⁻⁴ mbar/l·s betragen.
Nach Zyklen bei hohen und niedrigen Temperaturen von 20℃ bis 180℃ kommt es bei herkömmlichen Verfahren aufgrund des großen Unterschieds im Wärmeausdehnungskoeffizienten (CTE) (chemischer Esterrest) zu einer Ablösung der Grenzfläche.
Aus diesem Grund beträgt die Leckrate 10⁻⁴ mbar/l·s, die Produktionsausbeute liegt nur bei 65 % und eine Massenproduktion ist nicht möglich, was alles zu Werkzeug- und Rohmaterialverlusten sowie zu Verzögerungen bei der Markteinführung geführt hat.
Lösung:
Wir haben einen einfachen Drei-Schritte-Plan entwickelt, um die von Ihnen genannten Probleme zu beheben. Dieser Plan integriert auch die Technologie des Metall-Einlegeformverfahrens, um die Probleme der Grenzflächenablösung und des Dichtungsversagens präzise zu lösen.
Dies ist ein typisches Beispiel für das Metalleinspritzen bei der Hochvakuum-Komponentenverkapselung:
1. Um den Temperaturunterschied zwischen den Edelstahlstiften und der PEEK-Schmelze zu verringern, die durch den Thermoschock verursachten inneren Spannungen zu minimieren und Schrumpfrisse nach dem Kunststoffspritzguss zu verhindern , wurde ein Vorheizkreislaufsystem eingeführt, um die Edelstahlstifte auf 150℃ vorzuwärmen.
2. Ausgehend von dem Prinzip, dass eine Vergrößerung der Oberfläche zu einer stärkeren Bindung führen kann, wurde die Stiftoberfläche mittels Lasermikroätzung im Nanometerbereich bearbeitet. Dadurch wurde die Oberfläche um 40 % vergrößert, was die mechanische Verzahnungskraft zwischen Kunststoff und Metall verbesserte und die Festigkeit der Grenzflächenbindung erhöhte.
3. Der Einspritzdruck wurde präzise auf 1200 bar eingestellt und die Haltezeit auf 30 Sekunden verlängert, um sicherzustellen, dass der Kunststoff die Formspalte vollständig ausfüllt. Zusätzlich wurde ein vierstündiger Nachglühprozess eingeführt, um Restspannungen abzubauen und die Bauteilabmessungen zu stabilisieren.
Lehren aus Fehlern:
Die erste Charge fertiger Produkte war für den sofortigen Einsatz geeignet, jedoch traten nach 48 Stunden aufgrund von Spannungsabbau Mikrorisse auf, und die Leckrate erhöhte sich wieder.
Dies hat uns gelehrt, dass wir einen programmierbaren Formtemperaturregler benötigen, um die Form schrittweise abzukühlen, damit die Restspannungen vollständig abgebaut werden können.
Eine herkömmliche Ultraschallreinigung reicht nicht aus, um Öl und Schmutz in den Mikroporen der Pins zu entfernen. Eine Reinigung mit atmosphärischem Plasma ist notwendig, um Öl und Schmutz zu lösen; dabei wird die Oberflächenenergie verändert und die Bindungen werden bis auf die molekulare Ebene gelöst.
Endergebnisse:
Das fertige Produkt hat 100 Hoch- und Tieftemperatur-Schocktests bestanden, und die Helium-Massenspektrometrie-Lecksuche ergab einen stabilen Messwert von 10 mbar/ls.
Durch die Steigerung der Produktion von 65 % auf 99,2 % wurde der Weg für die Massenproduktion geebnet, der monatliche Verlust des Kunden um 80.000 US-Dollar reduziert und die Markteinführungszeit verkürzt.
Sollten Sie ebenfalls vor Herausforderungen wie der Abdichtung von Sensorkomponenten und der Delamination von Schnittstellen stehen, wenden Sie sich an unsere Ingenieursexperten, um eine maßgeschneiderte Lösung für das Metalleinspritzen zu erhalten.
Häufig gestellte Fragen
Frage 1: Welches Vakuumniveau kann beim Einlegen in den Spritzguss erreicht werden?
Durch die Einführung eines optimalen Interface-Bonding-Verfahrens kann beim Insert Molding die Heliumleckageerkennung auf einem Niveau von 10⁻⁹ mbar/l·s gehalten werden, was dem Standard von Halbleiter-Hochvakuumanlagen entspricht und gleichzeitig das Austreten von Gas, das zu einer Waferkontamination führen könnte, verhindert.
Frage 2: Welche Materialien werden typischerweise für Metalleinsätze verwendet?
Beim Halbleiter-Einlegeverfahren werden üblicherweise Metalle wie Edelstahl 316L, Aluminiumlegierung 6061 und Kovar-Legierung verwendet. Wir empfehlen Ihnen das am besten geeignete Material nach sorgfältiger Prüfung des Verwendungszwecks und der Einsatzumgebung des Bauteils.
Frage 3: Wie lässt sich ein Verrutschen des Einsatzes beim Spritzgießen verhindern?
Die Verschiebung der Einsätze wird durch präzise Positionierstifte und automatisierte Bildverarbeitung auf 0,01 mm minimiert. Darüber hinaus wird durch die datenbasierte Fertigung des Spritzgießzyklus zur Vermeidung von Druckabweichungen die Maßgenauigkeit gewährleistet.
Frage 4: Was ist die maximale Temperaturbeständigkeit des Bauteils?
Durch die Verwendung spezieller Kunststoffe wie PEEK kann das Bauteil problemlos über einen längeren Zeitraum bei 250 °C betrieben werden und verträgt kurzzeitig Temperaturen bis zu 300 °C. Damit werden die Temperaturvorgaben für Halbleiteranlagen erfüllt.
Frage 5: Wie lässt sich die Haftfestigkeit zwischen Metall und Kunststoff verbessern?
Die Haftfestigkeit wird deutlich verbessert, wenn Lasermikroätzen, Plasmareinigung und eine mechanische Verzahnung kombiniert werden. Dadurch wird auch eine Ablösung der Grenzfläche wirksam verhindert.
Frage 6: Was ist die minimal unterstützte Einlegegröße?
JS Precision ist in der Lage, Präzisions-Anschlusseinsätze mit einem Durchmesser von 0,5 mm herzustellen, die die Halbleiter-Mikrokomponenten präzise positionieren und stabil formen können.
Frage 7: Können Sie DFM-Designunterstützung anbieten?
Wir bieten Ihnen verschiedene Beratungsleistungen im Bereich Insert Molding sowie Moldflow-Simulationen zur Optimierung Ihrer Konstruktionen, Vermeidung von Fehlern, Kostenreduzierung und Effizienzsteigerung an.
Frage 8: Wie sieht der typische Prototypenzyklus vor der Massenproduktion aus?
Die Entwicklung von Präzisionsformen und ersten Mustern für Halbleiter-Einsatzspritzgussprodukte dauert üblicherweise 4 bis 6 Wochen. Wir werden alles daransetzen, die Markteinführungszeit für unsere Kunden durch Prozessbeschleunigung zu verkürzen.
Zusammenfassung
Präzision und Zuverlässigkeit in Halbleiteranlagen sind eng mit der Expertise in der Halbleiter-Einlegetechnik verknüpft. Jede Genauigkeit im Mikrometerbereich und jede Dichtungsstabilität stehen in direktem Zusammenhang mit der Waferqualität und den Unternehmenskosten.
Die ausgereiften Insert-Molding-Lösungen von JS Precision sind wie ein Zauberstab, um die Kernprobleme wie die präzise Abdichtung von Bauteilen, die Anpassung der Wärmeausdehnung usw. anzugehen und so zu Kostensenkung, Ertragssteigerung und kürzeren Lieferzeiten beizutragen.
Mit uns erhalten Sie einen stabilen und effizienten Spritzgussservice, der Ihre Kernkomponente zum Wettbewerbsvorteil Ihrer Anlagen macht. Um Komponenten zu verbessern und Prozesse zu optimieren, kontaktieren Sie jetzt unsere Ingenieure für optimale Lösungen und Angebote.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

