インサート成形では、プラスチックの冷却によって生成される円周方向の圧縮応力をロック機構として利用し、インサートを固定します。このプロセスにより、完全なマイクロギャップシールが形成され、腐食やフレッティング摩耗による信号の減衰から保護されます。この原則は ISO 16047 トルク試験規格に準拠しています
Especially, plastic insert molding is more in line with the material properties of transparent medical shells, thus it can effectively prevent the problem of material incompatibility.
Why Do Injection Moulding Quotes Vary Significantly Between Insert And Standard Molding Projects?
The injection molding quotes are higher than standard injection molding, mainly due to the integration cost of automated feeding fixtures, embedded detection sensors, and in mold safety monitoring.
Breaking Down the Statement: Cost of Automation, Fixtures, and Sensors in Engineering
One can say the main components that contribute to the cost of insert molding are the following:
Fee for designing the precision positioning fixture: $1200-$3500, for ensuring that the insert is accurately positioned
High sensitivity detection module: $800-$2000, making sure that the insert is the right position and orientation.
Mold protection logic programming fee: A strategy for avoiding mold damage which may be caused by incorrectly placed inserts.
Significance of Insert Placement Time in Total Cycle Time Computation
Working with a single mold cycle that is only 3-8 seconds longer than the usual injection molding cycle, insert molding is actually capable of reducing the overall process cycle (including post assembly) by 15-25 seconds, thus even leading to a relatively higher efficiency of the whole operation.
Besides that, a clear breakdown of custom plastic molding cost composition can be of great help to work out your investment more accurately and keep away from hidden cost losses.
Case Analysis:JS Precision Solves The Challenge Of Torque Decay In Automotive Ecu Housing Inserts
The automobile ECU housing inserts' torque clamping force determines how stable the vehicle's entire electronic system is. One famous automotive parts manufacturer was struggling with this issue and finally, thanks to JS Precision's insert molding solution, they were able to get rid of it. The following is a full report on the case solution.
Problems faced:
The customer's original post Molding process was such that after a vehicle durability test (150,000 km), the removal torque of the pressed in M4 brass nuts decreased from an initial 3.8 Nm to 2.4 Nm (37% decrease).
This caused ineffective contact at wiring harness terminals, making it possible for electronic system malfunction during vehicle operation. And there is a high recall risk in this case and it will also mean major quality pressure and potential losses of the customer.
On top of this, the post molding processing had a wastage percentage of 3.2%, and due to scrap the customer had to spend more than $80,000 yearly. And since the manual assembly process was slow and inefficient, it was not even able to half the customer's high volume delivery requirements.
Solution:
After receiving the requirement, JS Precision's engineering team first optimized the customer's part drawings with DFM and developed a targeted insert molding solution based on the usage scenario of automotive ECU housings.
1. At first, DFM optimization altered the straight knurled nut design to an insert molded process and knurling was changed from a straight to a 30° staggered diamond knurling, which increased the rotational resistance between the insert and the plastic and enhanced the torque holding force.
2. With the help of Moldflow analysis, the temperature at the plastic filling front was well controlled, and the insert preheating temperature was tightly controlled at 135°C±5°C. This removed the weak weld lines for that cold material at the back of the nut, thus increasing the bond strength.
3. The use of Keyence vision sensors not only guarantees 100% the insert's presence and its correct orientation before mold closing, but it also prevents mold damage and scrap that could be caused by misplaced or missing inserts.
At the same time, an automated feeding system is also introduced, and it controls the insert placement time fluctuations to 0.1 seconds, thus making production more stable.
Final Results:
Due to the above tweaks, the customer's ECU housing insert's opening torque was raised from 3.8 Nm to 4.5 Nm, thereby satisfying the vehicle electronic system's torque requirements.
Following a vehicle durability test of 150,000 km, the torque retention level was found to be > 98% with a final measurement of 4.4 Nm and a decay of just 2.2%, thoroughly resolving the torque decay problem and removing recall risks.
The PPM defect rate of the product has been lowered from 3200 ppm in post Molding to < 50 ppm, which led to reducing scrap losses by $76,000 per year. At the same time, labor costs have been cut by 55%, production efficiency has been boosted by 20%, and the customer has saved $120,000 per year in overall costs.
<ブロック引用>
If you are also facing similar issues such as torque attenuation and high scrap rates, you can submit your detailed requirements to obtain a customized insert molding solution from JS Precision and replicate the success of our case studies.
FAQs
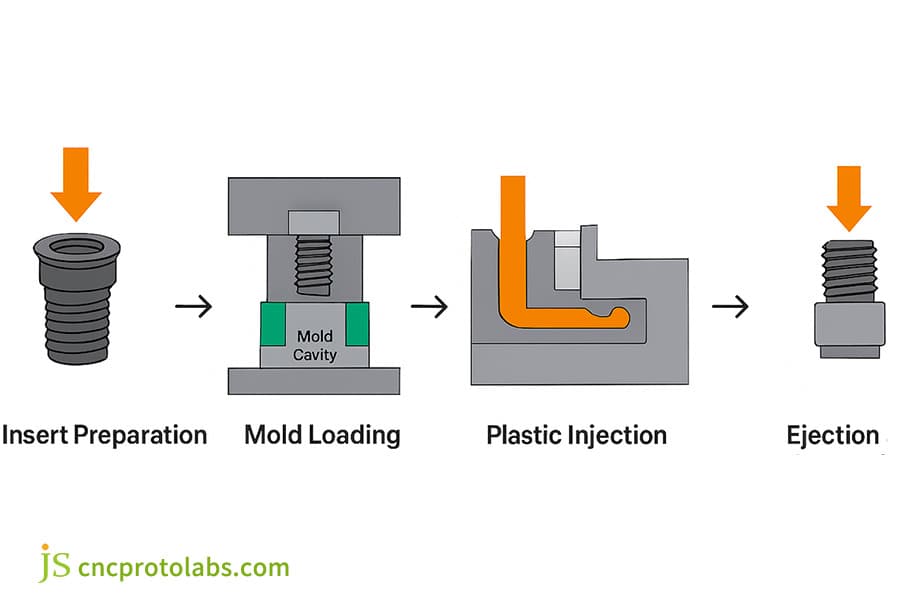
Q1: What is insert molding?
Insert molding is a process where a metal or other material insert is first placed in a mold. Then plastic, usually molten, is poured in and the entire part solidified.This way, the part is made as a whole, completely removing final assembly gaps and errors.
Q2: Is insert molding more costly than post molding?
The initial mold cost for insert molding is about 20% higher than post molding, but when the mass production quantity exceeds 50000 pieces, the total cost per piece will be reduced by 30-45% due to the elimination of the subsequent assembly process, making it more cost-effective in the long run.
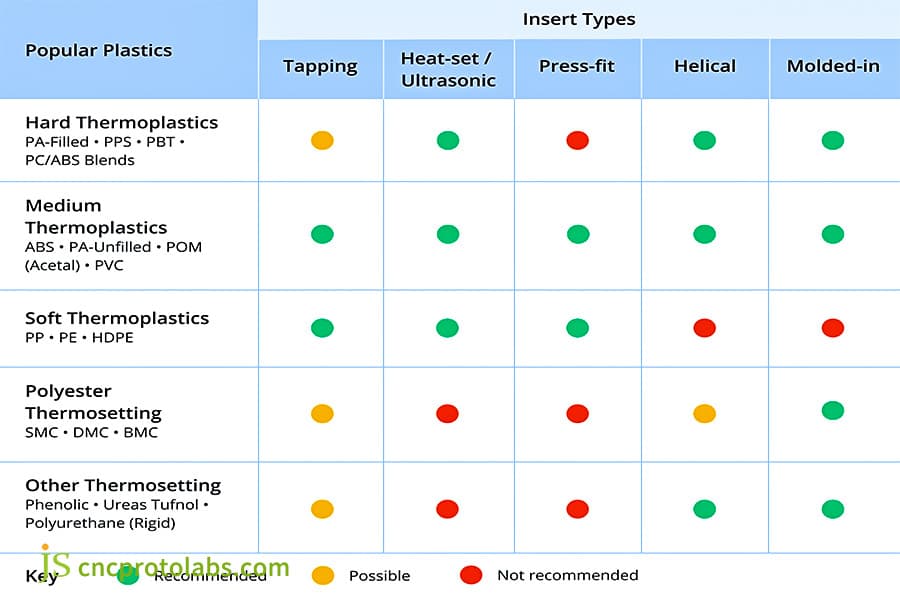
Q3: What kinds of parts are best for insert molding?
Usually parts with very tight tolerances that need to withstand large torques, be shielded from electrical signals, be sealed from fluids or have no fretting wear round the edges, are the kind of parts that can be built with insert molding technique. Majorly, insert molding is used in fields involving critical parts.
Q4: How does insert molding stop the insert from rotating inside the plastic?
Insert molding mainly prevents the rotation of the insert through two methods: one is to design straight lines or diamond patterns on the surface of the insert, and the other is to use the circumferential compressive stress generated by plastic cooling shrinkage. The combination of the two forms a mechanical interlock to fix the position of the insert.
Q5: Why are there such large price differences in insert molding quotes?
Because the engineering level for automated fixtures, sensor detection, and supplier process maturity varies, the main factor to consider is a comprehensive balance of the custom plastic molding costs.
Q6: What is the minimum order quantity for insert molding?
Based on our experience, we suggest an annual demand of 5,000-10,000 pieces or higher. Higher production volumes lead to lower mold amortization costs and a greater cost advantage.
Q7: What is the typical cycle time for insert molding?
Manual placement lasts about 25-35 seconds, while automated robotic placement lasts about 18-25 seconds. Even though slower than plain injection molding, the sum of process cycles is shorter.
Q8: How can the internal bonding quality of insert molded parts be verified?
There are two main methods to verify the internal bonding quality of insert molded parts:one is to check for the presence of bubbles inside through X-ray or CT scanning, and the other is to verify whether the plastic filling rate of the rolled groove reaches 95% or above through sectioning testing.
概要
Insert molding is a complete revolution in the production of highly reliable components. Apart from solving problems old fashioned post assembly like gaps, failures, and high costs,it's also providing a more robust and even more economically viable solution for essential parts.
As you may be continually paying rework costs that are more than you would like, losing control of assembly failures at the same time, and wanting to upgrade your processes so you can increase your competitiveness, share your drawings with JS Precision engineering team.
The following day you will be able to see accurate injection moulding quotes with mold flow analysis and exhaustive cost comparisons, showing its business value through data.
Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com