この記事では、実際のプロジェクト事例を参考として、当社が解決した 800 V 超高速充電バッテリー パックの熱管理問題について詳しく説明します。
Difficulties Encountered
The flagship sedan 800V ultra fast charging battery pack project of a leading car company faces three major pain points:
The cell spacing is only 9mm and must meet a crawling distance of ≥ 3.2mm.
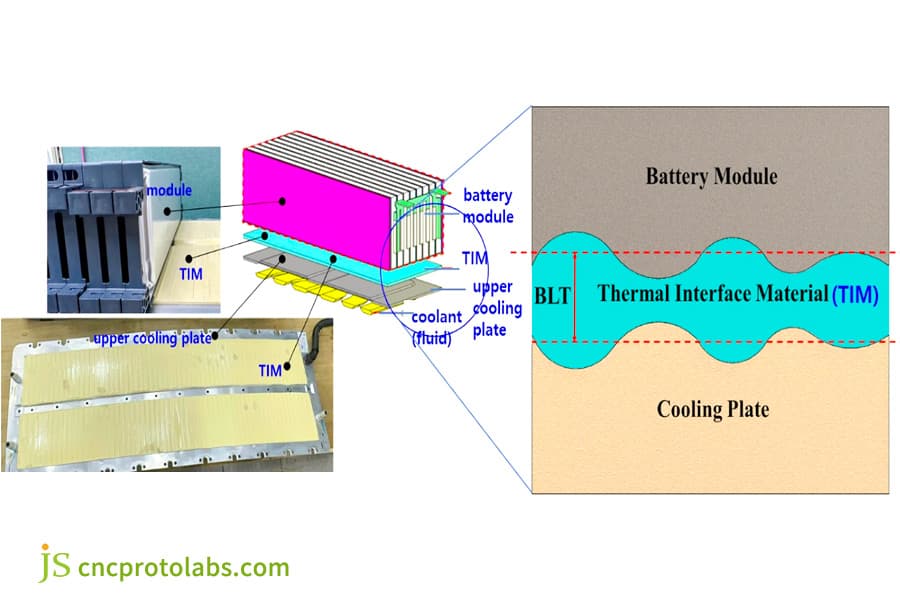
The liquid cooled plate is in contact with the curved surface of the cylindrical battery cell, and the thermal resistance of the heat-conducting silicone grease increases to 480mm² · K/W after aging.
Three copper heat dissipation tubes and twelve busbar inserts are prone to displacement, resulting in a scrap rate of 18%.
Solution (Provided by JS Precision)
JS Precision delivered a complete custom insert molding solution to resolve the presented challenges.
1. Structural Design:
We use a Z-shaped plastic barrier to bias the copper tube to one side, achieving an insulation side wall thickness of 2.6mm (creepage distance of 4.5mm) and a thermal conductivity side wall thickness of 0.6mm, which not only meets insulation requirements but also ensures heat dissipation efficiency.
2. Mold and Process:
Our injection molds use H13 steel with surface nitriding treatment for their mold inserts. The in mold pressure control system operates at 855MPa. The laser roughening process creates a surface on the copper tube that reaches Ra=3.2μm which enhances plastic metal material adhesion and stops material failure at the bond point.
3. Displacement Control:
Every bus insert contains a small magnetostrictive displacement sensor which operates as a built in sensor system. The sensor provides continuous position information which allows for automatic adjustments of holding pressure to enable precise control of insert offset.
最終結果
The project outcome was a big surprise to all the stakeholders:
Thermal resistance was lowered to 84 mmK/W (82% reduction compared to aged thermal grease, and 44% reduction compared to conventional insert molding solutions).
Creepage distance was 4.5 mm, withstand voltage passed 5000V/60s.
Insert position CPK=1.41, scrap rate reduced to 2.1%, annual cost savings exceeding $170,000, unit cost reduced by 22%, and assembly efficiency improved by 30%.
<ブロック引用>
If you are facing similar challenges in an 800V battery pack project, please send your battery pack 3D drawings to our engineering team to receive a custom insert molding solution and quote within 24 hours.
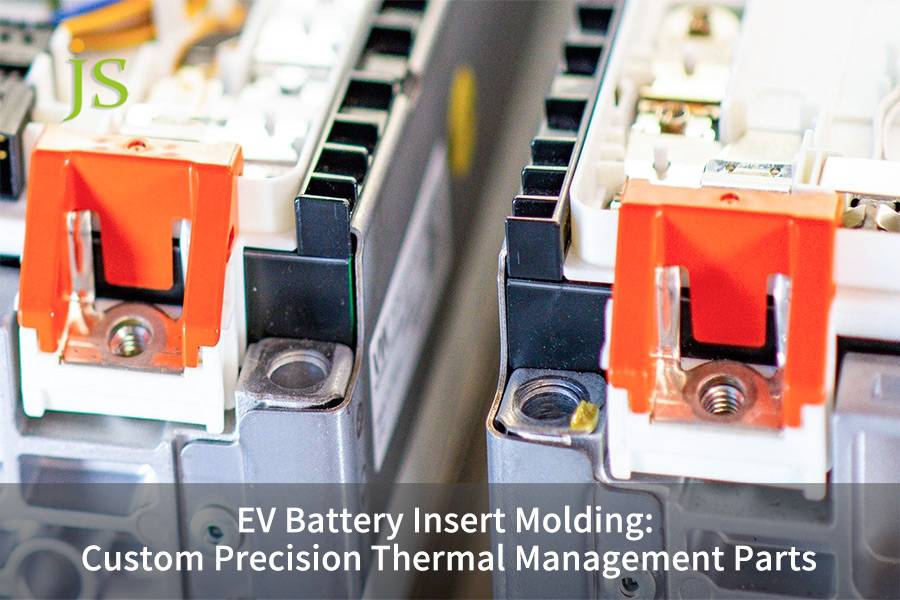
Figure 3: A detailed internal view of a high-voltage battery pack, showcasing stacked battery cells, integrated metal and plastic components, and organized wiring harnesses, exemplifying the complexity achieved through precision insert molding.
Why Does Your EV Battery Thermal Management Project Require Professional Insert Molding Services?
The optimal method for clients to decrease project risks and expenses while increasing project efficiency involves their partnership with expert insert molding services. The project requires efficient EV battery thermal management because the professional services deliver essential support for project success.
JS Precision provides advanced engineering solutions which include material CTE matching and mold insert management and in mold sensor control while also delivering complete one stop delivery support system.
Lightweight and Integrated Design
The use of one custom plastic part instead of a three layer structure leads to a 35% weight reduction. We have reduced the battery pack assembly steps from four to one because this change enables us to decrease pack weight while achieving a longer vehicle range and reducing both assembly costs and errors.
Reliability Verification
The product underwent testing which included 3000 cycles of thermal cycling from -40°C to 85°C and showed that thermal resistance changed by 15% while creepage distance remained unchanged so the results demonstrated that the product would last longer and decrease after sales service expenses for customers.
Scalable Delivery Capability
JS Precision operates 10 injection molding machines which range from 160 to 1000 tons and combine with an automated insert feeding system to meet customer demands for large scale production while maintaining stable delivery cycles which reach an annual output of 2 million units.
よくある質問
Q1: What is the thinnest wall thickness that can be achieved in insert molding?
The thinnest wall thickness in insert molding is limited by plastic flow length and the shape of the insert. For thermally conductive areas, the minimum thickness is 0.6mm, and for insulating zones, it is 0.8mm, which most EV battery design standards require.
Q2: Is the insert supposed to be preheated?
Aluminum and copper inserts should ideally be preheated to 120-150°C to avoid rapid cooling of the melt front that can create a weld line and to enhance the bonding strength between the custom plastic parts and the inserts.
Q3: What is the typical time required to deliver insert molding molds?
Insert molding mold lead times can be classified into two categories: simple single insert molds (30-35 days) and complex multi insert molds (8 or more inserts) (45-50 days), which can be aligned with the customer's project timeline.
Q4: How is the position of inserts in the mold controlled?
A combination of magnetic attraction and mechanical positioning pins is employed for the dual fixing method. The positioning pin hardness is HRC55, and the wear is monitored every 50,000 molding cycles to guarantee precise insert positioning and to minimize the risk of displacement.
Q5: What are the flatness requirements for large plastic molded parts?
Flatness tolerance for large plastic molded parts is determined by the length of the part: 0.25mm for parts less than 500mm, 0.35mm for parts 500-1000mm. Straightening is necessary for trim parts.
Q6: Can insert molding produce threaded inserts?
Yes, threaded inserts can be made with insert molding. The insert must be knurled or milled to prevent rotation. Besides, the gate should not be hit directly during the injection molding in order to keep the threaded insert stable.
Q7: What is the difference between insert molding and secondary injection molding?
Simply put, insert molding is a process where the insert is loaded in the mold and the molding is done in one operation, while secondary injection molding requires first making a part and then covering it. So basically, they are for different cases.
Q8: What is the minimum order quantity for JS Precision's insert molding services?
JS Precision's insert molding services require a minimum of 100 pieces for prototype validation and 5000 pieces per year for mass production. The mold cost is quoted separately.
概要
With the arrival of 800V high voltage fast charging, EV battery insert molding is not an option but a must-have process to fix the contradiction between battery pack thermal management and electrical safety.
This technology helps you remove the interface air gaps, combine components, keep control of costs, raise the yield, and also make battery packs safer, more reliable, and more cost effective.
JS Precision, a highly experienced insert molding services provider, combines its rich experience, strict quality control, and full technical support to guarantee your project's success from the beginning to the end.
Submit your battery pack 3D drawings to our engineering team, and we will issue you an insert molding feasibility study and a unit cost estimate within a day. JS Precision - China's precision injection molding and insert molding service provider - stands ready to assist you in tackling the challenges of EV battery manufacturing.
免責事項
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com