
Услуги по литью под давлением являются ключевым элементом в производстве основных компонентов полупроводникового оборудования.
Благодаря точному контролю технологического процесса, технология литья под давлением полупроводниковых закладных элементов позволяет эффективно решать проблемы с герметичностью на микронном уровне и проблемы ионного загрязнения, тем самым предотвращая порчу целых партий пластин стоимостью в миллионы долларов.
Технология литья под давлением, предлагаемая компанией JS Precision, сочетает в себе прочность металла со стабильностью специальных пластмасс, обеспечивая достижение вакуума в компонентах на уровне 10 ⁻⁹ мбар/л·с, что снижает процент дефектов пластин и пересматривает стандарты надежности полупроводниковых компонентов.
Когда полупроводниковое оборудование работает в условиях повышенного вакуума и более агрессивных сред, традиционная механическая сборка перестает справляться с поставленными задачами, и в этом случае основным методом решения проблем становится литье под давлением.
Краткое изложение основных ответов
Основное измерение | Ключевые технические решения | Ценность для бизнеса | Основные данные |
Контроль загрязнения | Производство в чистом помещении класса 100 + ультразвуковая очистка деионизированной водой с сопротивлением 18 МΩ·см | Снизить процент брака в кремниевых пластинах. | Процент дефектов пластин снижен более чем на 30%. |
Герметизация материалов | Процесс химической связи между PEEK/PFA и металлом | Обеспечьте высокий уровень вакуума. | Стабильно достигать уровня вакуума 10⁻⁹ мбар/л. |
Стандарт точности | Автоматическое позиционирование манипулятора + контроль точности ±0,01 мм | Увеличение среднего времени безотказной работы оборудования. | Среднее время безотказной работы (MTBF) увеличено до более чем 8000 часов. |
Согласование коэффициента теплового расширения | Полимер, наполненный 30% углеродным волокном, + предварительный нагрев вставки до 150°C. | Избегайте расслоения межфазной границы. | Скорость расслоения на границе раздела снижается до уровня ниже 0,1%. |
Эффективность производства | Интегрированное формование + автоматическое извлечение из формы | Сокращение сроков выполнения заказов в цепочке поставок. | Срок выполнения заказа сокращается на 30%, а цикл сборки — на 40%. |
Основные выводы
- Гарантия герметичности: Полная герметизация вставки исключает возможность утечки вакуума, то есть полностью устраняет точку утечки вакуума, вызванную зазором механического соединения.
- Приоритет проектирования: Тщательный учет толщины стенок и правильное использование ребер в соответствии с установленными рекомендациями будут ключевыми факторами во избежание растрескивания после формовки.
- Подбор материалов: Использование современных полимерных материалов, коэффициенты теплового расширения которых очень близки к коэффициентам металлов, помогает предотвратить расслоение на границе раздела фаз.
- Комплексное обслуживание: компания JS Precision не только осуществляет обработку, но и литье под давлением, что позволяет сократить время выполнения заказа на 30%.
Почему стоит выбрать услуги литья под давлением от JS Precision? Решения для высокоточного производства полупроводниковых изделий.
Литье с закладными элементами — это фундаментальный производственный процесс для компонентов вашего полупроводникового оборудования. Выбор надежного поставщика услуг по литью с закладными элементами чрезвычайно важен для минимизации производственных рисков и одновременно для расширения производственных мощностей.
Для полупроводниковой компании важно найти поставщика, который действительно понимает ваши требования и одновременно приносит вам пользу. JS Precision — хороший тому пример.
Воспользовавшись нашими первоклассными услугами, которые строго соответствуют стандарту ISO 14644-1 для чистых помещений в полупроводниковой отрасли , вы можете получить решения по компонентам, отвечающие мировым стандартам.
Выбрав JS Precision, вы получите производственную среду в чистом помещении класса 100, а также технологию ультразвуковой очистки деионизированной водой с сопротивлением 18 МΩ·см . Таким образом, процент брака пластин напрямую снизится более чем на 30%, что позволит избежать потерь от брака.
Наша автоматизированная роботизированная система позиционирования и технология контроля с точностью до 0,01 мм помогут вам увеличить среднее время безотказной работы (MTBF) до более чем 8000 часов, тем самым сократив потери производственных мощностей и издержки, связанные с простоями.
Другой международный клиент из полупроводниковой отрасли, имевший аналогичные потребности в оборудовании, ежегодно сталкивался с потерями от брака кремниевых пластин из-за нарушений герметичности компонентов, которые превышали 500 000 долларов.
Вы можете ознакомиться с результатами их работы после того, как они решили воспользоваться нашими услугами по литью под давлением: им не только удалось поддерживать стабильный уровень утечки на отметке 10⁻⁹ мбар/л, но и повысить выход годных изделий с 65% до 99,2%, что позволило им сэкономить более 400 000 долларов в год.
Кроме того, вы можете воспользоваться богатым опытом нашей команды в области проектирования с учетом технологичности производства (DFM), чтобы получить профессиональные консультации по оптимизации на этапе проектирования, что поможет сократить сроки выполнения заказов на 30%, улучшить время запуска продукта и быстро воспользоваться рыночными возможностями.
Компания JS Precision ставит ваши потребности на первое место, объединяя проектирование пресс-форм , подбор материалов и производственные услуги на всех этапах процесса.
Таким образом, вам не придется искать нескольких поставщиков, что, в свою очередь, минимизирует затраты на коммуникацию, риски в цепочке поставок, а также сделает производство компонентов более беспроблемным и эффективным.
Если у вас возникли проблемы с герметизацией компонентов, точностью контроля или другие вопросы, немедленно свяжитесь с нашими инженерами для получения индивидуальной технической консультации по литью полупроводниковых закладных элементов.
Почему прецизионное литье под давлением в полупроводниковом оборудовании имеет такое важное значение?
Чрезвычайно жесткие условия эксплуатации полупроводниковых машин требуют, чтобы компоненты были абсолютно герметичными и чистыми. В качестве основного процесса литье под давлением эффективно устраняет недостатки традиционных методов сборки.
Технология литья под давлением для полупроводниковых изделий предполагает прямое формование высокоэффективных пластмасс на металлические подложки, что устраняет необходимость в крепежных элементах и уплотнениях.
Это не только обеспечивает превосходную физическую изоляцию в экстремальных условиях, но и является основным фактором повышения интеграции компонентов и герметичности.
Повышение прочности конструкции в условиях сверхвысокого вакуума
Традиционные механические уплотнения являются источником загрязнения пластин в средах с давлением 10⁻⁷ Торр из-за микроскопических зазоров, через которые происходит утечка газа. Технология литья под давлением создает непрерывный физический барьер, который делает газопроницаемость невозможной.
Проще говоря, вокруг компонента надевается бесшовный защитный костюм, что делает утечку абсолютно невозможной.
Интеграция преимуществ:
- Устраняются механические зазоры, являющиеся причиной проникновения газа и образования частиц , что обеспечивает чистоту пластины.
- Внутренние свойства металлов в сочетании с размерной стабильностью пластмасс являются ключевым фактором увеличения срока службы компонентов и снижения затрат на их замену.
Устранение рисков вторичной сборки и источников частиц
Тепловое расширение и сжатие вызывают механические вибрации крепежных элементов и образование микроскопических частиц, что может напрямую сделать пластину непригодной для использования.
Литье с закладными элементами в основном позволяет объединить 5-10 деталей в один цельный компонент, что исключает образование отходов на корню и значительно сокращает этапы сборки. Это позволяет сократить циклы сборки более чем на 40%, снизить стоимость спецификации материалов на 20-30% и уменьшить количество человеческих ошибок.
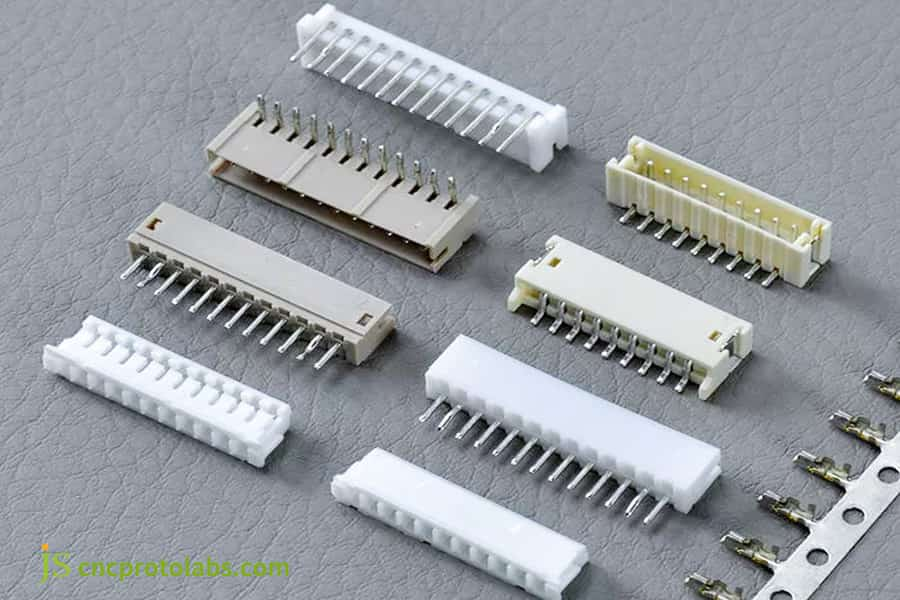
Рисунок 1: Демонстрация различных белых и бежевых прецизионных штыревых разъемов с металлическими вставками, показывающая результаты литья под давлением для применения в полупроводниковой промышленности.
Каковы основные правила проектирования литьевых форм для полупроводниковых изделий?
Правильный дизайн — первый шаг к обеспечению успешного литья под давлением.
Основное внимание в руководстве по проектированию литьевых форм с закладными элементами уделяется контролю толщины пластиковых стенок, созданию механических взаимозацепляющихся структур и размещению опорных элементов для обеспечения способности детали сохранять свою форму и прочность при воздействии высокого давления.
Проще говоря, это как строительство дома — нужен хороший фундамент и прочный каркас. Следуя основным правилам, можно предотвратить такие проблемы, как растрескивание и расшатывание, тем самым гарантируя стабильную работу компонентов в течение длительного времени.
Обеспечение равномерности толщины стенок и оптимизация расположения затвора.
Для полупроводниковых компонентов необходимо поддерживать постоянную толщину стенки в диапазоне 1,5-3,0 мм. В противном случае зоны растягивающего напряжения будут концентрироваться и приводить к растрескиванию, подобно тому как неравномерная толщина стенки может привести к растрескиванию. Равномерная толщина стенки обеспечивает равномерное распределение напряжений.
Мы используем моделирование в Moldflow для определения положения сварочных швов, чтобы убедиться, что они не попадают в критически важные зоны герметизации при высоком давлении и вакууме, которые могут стать причиной нарушения герметичности.
Механические элементы блокировки для склеивания металла и пластика.
Прочность металлопластикового соединения повышается за счет геометрического сцепления. Мы используем металлические вставки с подрезами (0,2 мм), накаткой (шаг 0,5-1,0 мм) или сквозными отверстиями (1,0 мм).
Для небольших контактов датчиков мы разработали несимметричную по окружности конструкцию крепления, чтобы предотвратить ослабление проводки в дальнейшем и обеспечить стабильность компонента.
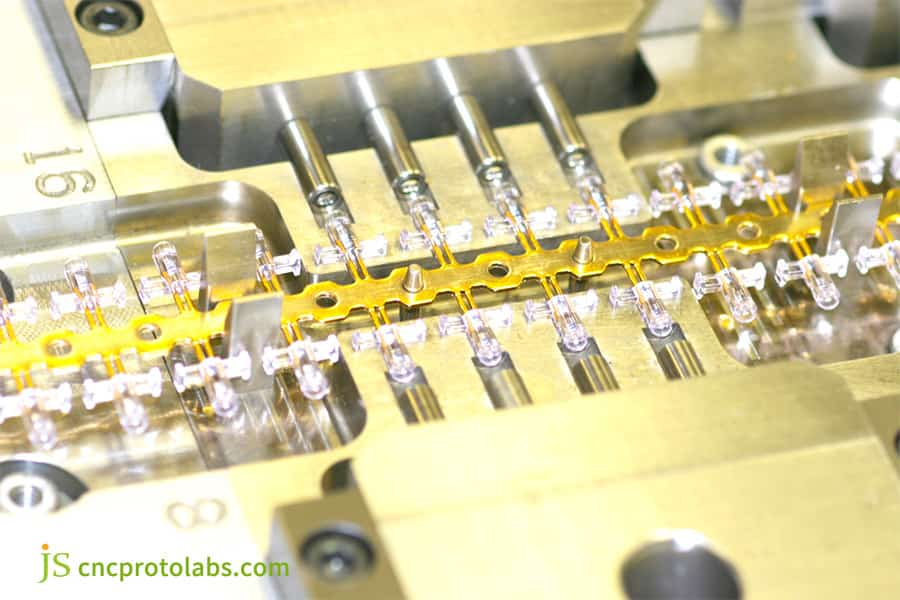
Рисунок 2: Детальный вид металлических вставок, точно расположенных в золотистом основании пресс-формы, демонстрирующий оснастку для производства полупроводниковых компонентов.
Какие решения для литья под давлением с использованием металлических вставок позволяют устранить несоответствие коэффициентов теплового расширения?
Различия в коэффициенте теплового расширения (КТР) являются одной из основных проблем при литье под давлением металлических вставок , которая может привести к расслоению компонентов и нарушению герметичности. Наиболее эффективными методами являются предварительный нагрев вставки, использование наполнителей из волокнистых полимеров и буферных зон.
Стратегии согласования коэффициента теплового расширения (КТР).
Различия в коэффициенте теплового расширения (КТР) между различными материалами влияют на стабильность компонентов. Данные по КТР для широко используемых материалов приведены ниже:
Тип материала | Технические характеристики материалов | Коэффициент теплового расширения при 25°C (ppm/°C) | Коэффициент теплового расширения при 100 °C (ppm/°C) | Коэффициент теплового расширения при 180°C (ppm/°C) | Сценарий применения |
Металлическая вставка | Нержавеющая сталь 316L | 16 | 17.2 | 18.5 | Компоненты для вакуумной герметизации |
Металлическая вставка | Алюминиевый сплав 6061 | 23.1 | 24.5 | 26.3 | Легкие компоненты |
Металлическая вставка | Сплав Ковар | 5.9 | 6.1 | 6.3 | Высокоточные сенсорные компоненты |
Пластиковый материал | Чистый PEEK | 50 | 58 | 65 | Традиционные коррозионностойкие компоненты |
Пластиковый материал | 30% углеродного волокна PEEK | 18 | 20 | 22 | Компоненты, обеспечивающие согласование коэффициентов теплового расширения |
Пластиковый материал | ПФА | 70 | 78 | 85 | Плазмостойкие компоненты |
Процессы предварительного нагрева и контролируемые циклы охлаждения
Для поэтапного охлаждения мы используем программируемый регулятор температуры, что предотвращает неравномерную кристаллизацию молекулярных цепей, вызванную быстрым охлаждением, и обеспечивает сохранение размерной стабильности модуля.
Столкнулись с проблемами несоответствия коэффициентов теплового расширения? Свяжитесь с нашими инженерами, чтобы получить бесплатные индивидуальные решения по литью с закладными элементами и подбору коэффициентов теплового расширения для решения проблем расслоения на границе раздела.
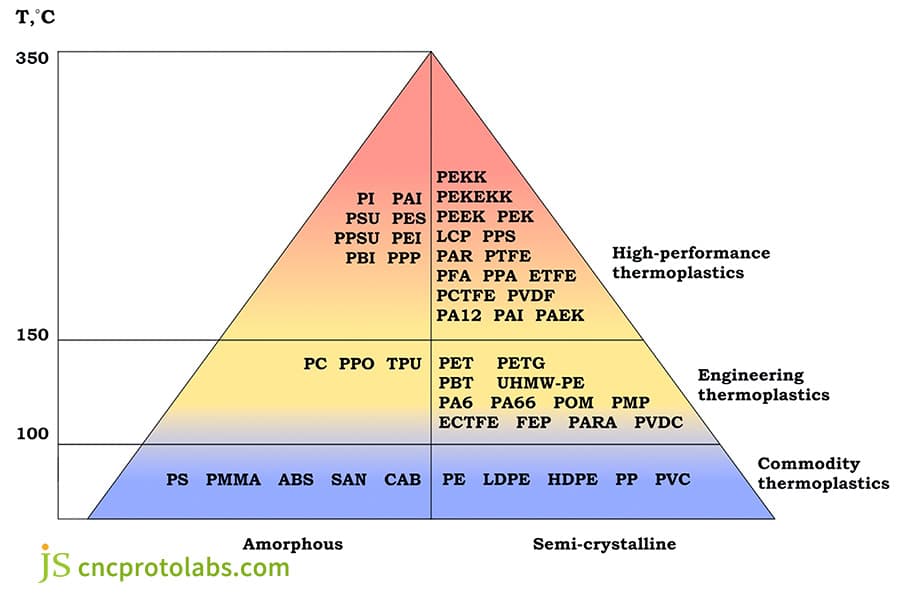
Рисунок 3: Треугольная пирамидальная диаграмма, классифицирующая различные термопласты, от обычных до высокоэффективных, на основе их термостойкости и кристалличности.
Как выбрать материалы для высокоэффективного литья под давлением с индивидуальными вставками?
Выбор материалов для литья под давлением определяет характеристики вашего модуля и должен соответствовать области применения:
Для плазмостойких материалов PFA/PEEK, используемых в травильном оборудовании, а также для материалов с низким уровнем газовыделения, применяемых в фотолитографическом оборудовании, всегда проверяйте соответствие стандартам надежности полупроводниковых приборов IEC 61709, а также требованиям к чистоте и диэлектрической постоянной.
Иными словами, различные условия эксплуатации полупроводникового оборудования, как и различные рабочие среды, требуют ношения различной одежды.
Правильный выбор материалов позволяет сделать компоненты «износостойкими и долговечными» в сложных условиях, предотвращая отказы оборудования и брак пластин, вызванные использованием неподходящих материалов.
Высокоэффективные полимеры, обеспечивающие стойкость к коррозионным и химическим воздействиям.
ПФА и ПТФЭ очень стабильны в сильнокислотных средах, таких как плавиковая кислота, и не подвержены коррозии или деформации, а также сохраняют свои герметизирующие свойства даже после длительного воздействия.
Профессиональное литье под давлением позволяет точно синхронизировать эти коррозионностойкие материалы, помогая вам в полной мере использовать их функциональные возможности.
Одним из преимуществ PEEK (модуль Юнга 3,8 ГПа) по сравнению с PPS (2,6 ГПа) является высокая прочность. Мы порекомендуем материалы, которые наилучшим образом соответствуют требованиям к прочности.
Низкие требования к газовыделению для сверхвысокого вакуума
В полупроводниковых приложениях общая потеря массы материала (TML) должна составлять 0,1%, в противном случае выделяющиеся летучие вещества загрязнят пластину, что приведет к ее браку.
Как современные технологии литья под давлением минимизируют загрязнение частицами?
Допустимый уровень загрязнения полупроводниковых компонентов частицами чрезвычайно низок. Профессиональные услуги по литью под давлением достигают этого за счет работы в чистых помещениях, контроля качества сырья высокой чистоты и автоматизированного извлечения изделий из форм.
Эти меры позволяют контролировать загрязнение частицами до уровня, характерного для полупроводниковых материалов, тем самым гарантируя, что кремниевая пластина не будет загрязнена компонентом.
Внедрение стандартов для производства в чистых помещениях (класс 100/1000)
Компания JS Precision обеспечивает качество воздуха в зоне литья под давлением с помощью системы HEPA-фильтрации. Стандарты контроля частиц для различных чистых помещений следующие:
Чистые помещения класса | Количество частиц ≥0,5 мкм на кубический фут | Количество частиц размером ≥5 мкм на кубический фут | Применимые этапы процесса | Преимущества для клиентов |
Класс 100 | ≤100 | ≤0 | Производство методом литья под давлением, очистка компонентов. | Избегайте загрязнения частицами и повысьте выход годных компонентов до более чем 99%. |
Класс 1000 | ≤1000 | ≤10 | Хранение сырья, упаковка компонентов. | Снизьте риск вторичного загрязнения во время хранения. |
Класс 10000 | ≤10000 | ≤100 | Предварительная обработка пресс-форм, техническое обслуживание оборудования. | Контролируйте производственные затраты, соблюдая при этом требования к чистоте. |
У нас действуют очень строгие правила работы. Сотрудники обязаны переодеваться в полные защитные костюмы для чистых помещений. При входе и выходе из чистого помещения необходимо проходить через шлюз для удаления пыли, чтобы предотвратить вторичное загрязнение.
Передовые технологии деионизации и очистки после формования
Для ультразвуковой очистки поверхностей компонентов от остаточной микропыли мы используем деионизированную воду с сопротивлением 18 Ом·см, что обеспечивает уровень чистоты поверхностей, соответствующий стандартам для полупроводниковой промышленности.
Затем, в чистом помещении, производится очистка и упаковка в двойной слой вакуумной алюминиевой фольги, чтобы исключить адсорбцию частиц во время транспортировки.
Хотите узнать, как услуги по литью под давлением в чистых помещениях класса 100 контролируют загрязнение частицами? Ознакомьтесь с нашими историями успеха для получения подробной технической информации.

Рисунок 4: Крупный план прозрачного формованного компонента с черными частицами на поверхности, указывающими на проблему контроля качества.
Что делает производителя изделий методом литья под давлением на заказ надежным для чиповой промышленности?
Поскольку компании, занимающиеся производством полупроводников, стремятся к повышению точности компонентов и снижению рисков в своих цепочках поставок, они не могут позволить себе полагаться на случайность в вопросах доверия к производителю изделий, изготовленных методом литья под давлением .
Наибольшие шансы на успех у компании, способной разработать систему управления качеством полупроводникового класса, использующей высокоточное испытательное оборудование и обладающей большим опытом в области проектирования с учетом технологичности производства (DFM ).
Высокоточная метрология и контроль допуска 0,01 мм.
Мы проводим высокоточные испытания, контролируя положение вставки в режиме реального времени с помощью системы измерения изображений CCD (точность 0,005 мм). Постоянный анализ поперечного сечения качества заполнения границы раздела помогает нам убедиться в отсутствии пустот или пузырьков воздуха.
У нас внедрена комплексная система отслеживания качества. Для обеспечения прослеживаемости сырья, параметров и результатов доступны подробные протоколы испытаний каждой партии продукции, гарантирующие соответствие продукции установленным стандартам.
Вертикальная интеграция от проектирования пресс-форм до серийного производства в компании JS Precision.
Благодаря наличию собственного цеха по изготовлению пресс-форм, мы достигли вертикальной интеграции — от проектирования и изготовления пресс-форм до производства и тестирования литьевых форм. Это позволяет сократить цикл обратной связи по DFM до 24 часов, что дает нам возможность быстро реагировать на изменения в конструкции.
Каковы основные проблемы и решения в области литья под давлением полупроводниковых компонентов?
Литье полупроводниковых закладных элементов — это процесс, требующий очень высокой точности. Основные проблемы, с которыми приходится сталкиваться, включают смещение закладных элементов, снижение прочности сварного шва и нарушение герметичности.
Соблюдение стандарта ISO 13485 по управлению качеством полупроводниковых компонентов может помочь снизить риски, а эти проблемы можно эффективно решить с помощью точных технологий.
Предотвращение смещения вставки при высоком давлении впрыска
Высокое давление впрыска (800-1500 бар) может очень легко вызвать смещение закладной пластины (смещение более 0,02 мм является состоянием разрушения). Хорошо разработанные решения для литья с закладными пластинами могут полностью предотвратить эту проблему. Конкретные способы решения:
- Гидравлическая система фиксации и прецизионные установочные штифты гарантируют, что даже вставки с высоким соотношением сторон будут иметь смещение менее 0,02 мм .
- Многоступенчатый контроль давления облегчает впрыскивание с оптимальной кривой, а заполнение с низкой скоростью на начальном этапе обеспечивает сохранность прецизионных штифтов.
Повышение прочности межфазного сцепления с помощью плазменной обработки
Слабое соединение металла и пластика является причиной расслоения и нарушения герметичности. Первый способ укрепить соединение:
Обработка атмосферной плазмой удаляет органические вещества и оксидные слои с поверхности металла, обеспечивает связь на молекулярном уровне и увеличивает прочность на отслаивание более чем на 50% .
Использование специализированных связующих веществ для улучшения сцепления металлов и пластмасс , обладающих специфическими свойствами друг к другу и предотвращающих расхождение деталей даже после длительных термических циклов.
Пример из практики JS Precision: Точная упаковка компонентов датчиков для высоковакуумных камер.
Услуги по литью под давлением играют важнейшую роль в производстве высоковакуумных сенсорных компонентов. Решая проблемы герметизации сенсорных компонентов, мы не только улучшили герметичность, но и обеспечили точность обнаружения и высокое качество пластин для наших клиентов в полупроводниковой отрасли.
Возникшие проблемы:
Изготовленный заказчиком сенсорный компонент включает пять штифтов из нержавеющей стали 316L диаметром 0,8 мм, встроенных в корпус из PEEK, а требуемая скорость утечки составляет 10⁻⁴ мбар/л·с.
После циклического воздействия высоких и низких температур от 20℃ до 180℃ традиционные процессы приводят к расслоению межфазной границы из-за большой разницы в коэффициентах теплового расширения (остатке химического эфира).
Вследствие этого скорость утечки составляет 10⁻⁴ мбар/л·с, выход годной продукции — всего 65%, а массовое производство невозможно, что привело к потерям пресс-форм и сырья, а также к задержкам с выходом на рынок.
Решение:
Мы разработали простой трехэтапный план по решению упомянутых вами проблем, который также включает в себя технологию литья под давлением с металлическими вставками для точного устранения проблем расслоения на границе раздела и нарушения герметичности.
Это типичный пример литья металлических вставок в высоковакуумной герметизации компонентов:
1. Для уменьшения разницы температур между штифтами из нержавеющей стали и расплавом PEEK, минимизации внутренних напряжений, вызванных термическим ударом, и предотвращения усадочного растрескивания после формования пластмассы, была внедрена система циркуляционного предварительного нагрева, позволяющая предварительно нагревать штифты из нержавеющей стали до 150℃.
2. Исходя из принципа, что увеличение площади поверхности приводит к более прочному соединению, на поверхности штифта было выполнено наноразмерное лазерное микротравление, которое увеличило площадь поверхности на 40%, тем самым улучшив механическую силу сцепления между пластиком и металлом и повысив прочность межфазного соединения.
3. Давление впрыска было точно установлено на уровне 1200 бар, а время выдержки увеличено до 30 секунд, чтобы гарантировать полное заполнение пластиком зазоров в пресс-форме. Кроме того, был предусмотрен этап последующего отжига в течение 4 часов для снятия остаточных напряжений и стабилизации размеров детали.
Уроки, извлеченные из неудач:
Первая партия готовой продукции была пригодна для немедленного использования, однако через 48 часов в результате снятия напряжений появились микротрещины, и скорость протечки снова увеличилась.
Это научило нас тому, что нам нужен программируемый контроллер температуры пресс-формы, который бы постепенно охлаждал пресс-форму поэтапно, чтобы остаточные напряжения могли быть полностью сняты.
Обычная ультразвуковая очистка не сможет удалить масло и грязь из микропор штифтов. Для удаления масла и грязи необходима очистка атмосферной плазмой, которая изменяет поверхностную энергию, и связь переходит на молекулярный уровень.
Итоговые результаты:
Готовый продукт успешно прошел 100 испытаний на ударное воздействие высоких и низких температур, а метод обнаружения утечек с помощью гелиевой масс-спектрометрии показал стабильные показания 10 мбар/л.
Увеличение объемов производства с 65% до 99,2%, что открыло путь к массовому производству, ежемесячные убытки клиента сократились на 80 000 долларов, а время выхода на рынок ускорилось.
Если вы также сталкиваетесь с такими проблемами, как герметизация компонентов датчика и расслоение интерфейса, обратитесь к нашим инженерам за индивидуальным решением по литью с металлическими вставками.
Часто задаваемые вопросы
В1: Какого уровня вакуума можно достичь при литье под давлением?
Благодаря внедрению оптимального процесса соединения интерфейсов, технология литья под давлением позволяет поддерживать уровень обнаружения утечек гелия на уровне 10⁻⁹ мбар/л·с, что соответствует стандартам высоковакуумного оборудования для полупроводниковой промышленности, а также исключает утечки газа, приводящие к загрязнению пластин.
В2: Какие материалы обычно используются для металлических вставок?
Для литья полупроводниковых компонентов обычно используются металлические материалы, такие как нержавеющая сталь 316L, алюминиевый сплав 6061 и сплав Ковар. Мы предложим наиболее подходящий материал после тщательного анализа назначения компонента и условий эксплуатации.
В3: Как предотвратить смещение вставки во время литья под давлением?
Смещение вставок сведено к минимуму до уровня 0,01 мм благодаря прецизионным позиционирующим штифтам и автоматизированному визуальному контролю . Кроме того, за счет изготовления цикла впрыска на основе этих данных, что позволяет избежать значительных отклонений давления, гарантируется точность размеров.
Вопрос 4: Каково максимальное температурное сопротивление компонента?
Благодаря использованию специальных пластмасс, таких как PEEK, компонент может легко работать при температуре 250℃ в течение длительного времени и выдерживать кратковременное воздействие температуры до 300℃. Это соответствует температурным требованиям полупроводникового оборудования.
Вопрос 5: Как повысить прочность сцепления между металлом и пластиком?
Прочность соединения значительно улучшится, если объединить лазерное микротравление, плазменную очистку и механическую систему блокировки. Они также эффективно предотвращают расслоение на границе раздела.
В6: Какой минимальный поддерживаемый размер вставки?
Компания JS Precision способна обрабатывать прецизионные выводные вставки диаметром 0,5 мм, что позволяет точно позиционировать и стабильно формовать полупроводниковые микрокомпоненты.
В7: Можете ли вы оказать поддержку в проектировании с учетом технологичности производства (DFM)?
Мы можем предложить вам различные консультации по проектированию литьевых форм с закладными элементами и моделирование в Moldflow для оптимизации ваших проектов, предотвращения дефектов, снижения затрат и повышения эффективности.
В8: Каков типичный цикл создания прототипов перед началом серийного производства?
Изготовление прецизионных пресс-форм и разработка первого образца для полупроводниковых изделий методом литья под давлением обычно занимает от 4 до 6 недель. Мы приложим все усилия, чтобы сократить время выхода на рынок для наших клиентов за счет ускорения технологического процесса.
Краткое содержание
Точность и надежность полупроводникового оборудования тесно связаны с передовыми технологиями литья под давлением полупроводниковых закладных элементов. Точность на уровне микрона и стабильность герметичности напрямую влияют на качество пластин и себестоимость производства.
Разработанные компанией JS Precision решения для литья под давлением с закладными элементами подобны волшебной палочке, позволяющей решать ключевые проблемы, такие как точная герметизация компонентов, согласование теплового расширения и т.д., что способствует снижению затрат, повышению выхода годной продукции и сокращению сроков поставки.
Выбирая нас, вы получаете стабильный и эффективный сервис по литью под давлением, превращающий ваш основной компонент в конкурентное преимущество для вашего оборудования. Для улучшения компонентов и оптимизации процесса свяжитесь с нашими инженерами прямо сейчас, чтобы получить лучшие решения и расценки.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

