
Custom insert molding is often the direct cause of excessive positioning deviation at the end of the arm extension in precision equipment such as collaborative robots or surgical robots, due to the micrometer level assembly gap at the joint parts.
When faced with complex assembly of multi metal inserts, the traditional process of processing metal parts first and then assembling them through screws or pressing not only involves lengthy procedures, but also poses hidden dangers of micro motion wear and torque attenuation in the high frequency reciprocating motion of robots.
This article will delve into how custom insert molding fundamentally solves these mechanical failure problems, with insert molding as the core process that will run through the core content of the entire article.
Core Answer Overview
| Core Dimensions | Technical Solution | Key Advantages |
| Assembly Process | Insert molding services replace traditional post installation. | Eliminates micron-level gaps, solves axial loosening and torque attenuation. |
| Tolerance Control | Precision molds and single-shot positioning. | Eliminates cumulative tolerances, ensuring ±0.01mm assembly accuracy. |
| Material Properties | CTE matching design and carbon fiber reinforced materials. | Balances lightweight and high rigidity, reduces the risk of internal stress cracking. |
| Production Efficiency | End-to-end DFM and automated production. | Improves yield to 98%+, reduces multi-process assembly costs. |
Key Conclusions
- Robot joints operate by precision:
Custom insert molding is a great way not only to enhance the working precision of robot end effectors but also to get rid of those assembly gaps.
- Structure determines reliability:
Instead of mechanical locking, plastic shrinkage clamping force works as a surface to completely stop insert detachment even under heavy loads.
- Design causes the cost:
To maintain a higher level of metal processing costs and injection molding yield, a key factor is to choose an insert injection molding partner who has the capabilities of high precision mold manufacturing.
Why Trust Insert Molding Services? JS Precision’s Expertise In Custom Components
When looking for dependable robotic joint manufacturing methods, going with a skilled insert molding company such as JS Precision will, of course, ensure the successful execution of your project.
The technological advancement of this key process will almost entirely set the performance level of your robot joints and is therefore a key factor for the excellent quality of your product.
By using the highly experienced staff of JS Precision in custom insert molding for over 15 years, you may receive custom solutions which are very well suited for sophisticated fields such as collaborative and surgical robots.
Also, thanks to our strong technical base and real work experience having catered to 300+ global robotics companies, your robot joint manufacturing will be more reliable and without any technological concerns.
By means of rigorous quality control at every stage, JS Precision assures that your robot joints, from mold building, material choosing to automated production, are all in accordance with ISO 13485 medical grade manufacturing standards, thus comfortably meeting the highest quality standards without any additional costs for compliance optimization.
If you are facing the problem of joint torque attenuation caused by traditional assembly processes (such as a globally renowned collaborative robot company experiencing a torque attenuation rate of 25% after 2000 cycles, which cannot meet industrial grade durability requirements), through our custom insert molding solution, you can achieve similar breakthroughs:
Optimizing the insert knurling structure and secondly, using 30% carbon fiber-reinforced PEEK material, not only doubling torque retention but also controlling the decay at less than 2% after 100,000 cycles, and a stable yield of 98.5% completely solves the product durability problem and at the same time enhances the market competitiveness of the product.
On top of that, our industry-leading production equipment and experienced technical team at JS Precision can help you to carry out different processing requirements from 0.5mm micro-insertions to large joints.
We have a wide range of injection molding machines from 30 tons to 550 tons, and the capability of mold manufacturing at a precision of 0.005mm, which is able to cater to the most demanding high end equipment such as surgical robots.
The 6 axis robotic automatic insert placement with a positioning accuracy of 0.02mm helps you to minimize human errors, increase production efficiency, shorten your delivery time, and cut production costs.
If you'd like to gain a basic understanding of how custom insert molding fits your robot joint project, you can download our industry white paper to quickly grasp the core process points and customer success stories.
Why Choose Insert Molding Services Instead Of Traditional Assembly Processes?
Insert molding, being a more beneficial process, is the one that is slowly displacing traditional retrofitting processes.
Small assembly gaps at the micron level in traditional procedures lead to fretting wear during the robot's joint movements at a high frequency, insert molding takes advantage of the clamping force of plastic cooling and contraction to produce zero-gap bonding and completely eliminate axial loosening and torque attenuation.
As a result, joint durability is greatly enhanced and maintenance costs are significantly reduced.
Mechanical Properties Differences: From Mechanical Locking to Molecular Level Bonding
Generally in traditional retrofitting processes, the metal insert is separated 5-15μm from the plastic shell.
This could result in fretting wear and screw disengagement when the robot's joint performs 180° high frequency reciprocating motions. Insert molding services press molten plastic around the insert at high temperature and pressure.
Once the plastic cools down, a 360° uniform clamping force will be generated that increases the torque retention by more than 40% and the metal and plastic will be stably bonded at the molecular level.
Failure Mode Avoidance: Solving Torque Decay Issues
- Pain Points of Traditional Processes:
Traditionally, through a series of 2000 cycles or at robot emergency braking or overload torque decay can result in 25% reduction of the robot's accuracy and safety drastically.
- Optimized Solution:
In order to achieve long-lasting connection original custom insert molding changes the insert's knurled structure so that shear force is shared by the plastic matrix and connection stability is maintained under long-term dynamic load conditions.
- Optimization Results:
Besides increasing the continuous operation life by about 100K cycles if the robot joint after optimization the torque retention rate is still above 95% and the issue of torque decay was completely eliminated.
| Process Type | Assembly Gap (μm) | Torque Decay Rate after 2000 Cycles (%) | Torque Retention Rate after 100,000 Cycles (%) | Number of Assembly Steps | Unit Cost (USD) |
| Traditional Post-Assembly Process | 5-15 | 25 | Below 85 | 4-6 | 12.5 |
| Insert Molding Services | 0 | Below 5 | Above 95 | 1 | 8.9 |
| Robotics Insert Molding Service | 0 | Below 3 | Above 98 | 1 | 9.2 |
| Insert Injection Molding | 0 | Below 4 | Above 97 | 1 | 8.7 |

Figure 1: Four symmetrical black plastic fixtures with integrated gold and silver metal inserts, arranged neatly on a white background, demonstrating components potentially for robotic joint assemblies.
How Can Insert Molding Solutions Achieve Stricter Tolerance Control For Complex Robot Joints?
The unique molding method of insert molding solutions meets the strict precision demands that complex robotic joints need to function accurately.
The system achieves precise metal insert positioning through a single high precision mold system which prevents errors from multiple manufacturing steps, resulting in post-injection molding assembly accuracy that stays within ±0.01mm range, thus ensuring robots maintain exact positioning of their end effectors.
Eliminating Cumulative Tolerances
1. Limitations of Traditional Processes:
Collaborative robot joints generally consist of 3-5 precision metal components.
Using conventional methods of independent production and later assembly, the error introduced at each step is typically around 0.008mm and these errors add up to a level that far exceeds the design specifications.
To make it clearer, it's similar to stacking blocks in that if each block is a little off-center, the whole tower is going to lean and might even fall down.
2. Insert Molding Optimization Logic:
Insert molding solutions unify the positioning reference of all inserts within the mold, preventing the accumulation of errors from multiple processes from the outset.
3. Precision Achievement:
The relative positional accuracy of each insert can be controlled through a unified benchmark which produces results that maintain accuracy within ±0.01mm, which meets the standard of ≤0.02mm repeatability for the robot arm's end effector according to the ASTM D638-14 standard.
Specific Precision Requirements for Surgical Robots
Surgical instrument tips in case of surgical robots obtain their actual movement from the responde micro-motions of robot joints. Robotics insert molding service can produce robot micro inserts above 0.5mm with connector coaxiality deviation below 0.005mm for 2 million trouble-free cycles meeting medical grade requirements.
How Does Robotics Insert Molding Service Achieve Micrometer Level Coaxiality Control?
The service of Robotics Insert Molding Service operates with precision to achieve micron-level control of coaxiality for robot reducer components through its advanced equipment which uses high precision positioning and monitoring systems.
The system uses a high precision mold guiding system together with in-mold displacement sensors to track insert movement at all times while maintaining coaxiality control that stays within 3μm limit.
Precision Positioning and Real-Time Monitoring
A transmission efficiency decrease together with an accelerated wear process will occur if the assembly between rigid and flexible wheels in harmonic reducers has a coaxiality deviation that goes beyond 5μm.
The system of robotics insert molding service uses in-mold probe positioning together with a closed-loop control system to guarantee that molded inserts remain fixed during injection pressure, while controlling embedding position deviation at ±0.005mm.
Successful insertion requires precise alignment between the needle hole and the thread end according to the common expression about threading a needle.
Coaxiality control functions like a system which maintains constant alignment between the "needle hole" and "thread end" to stop misalignment problems that result in jams and wear.
If you have coaxiality control requirements for robot reducer components, please submit your detailed requirements, and we will customize a dedicated robotics insert molding service solution for you.
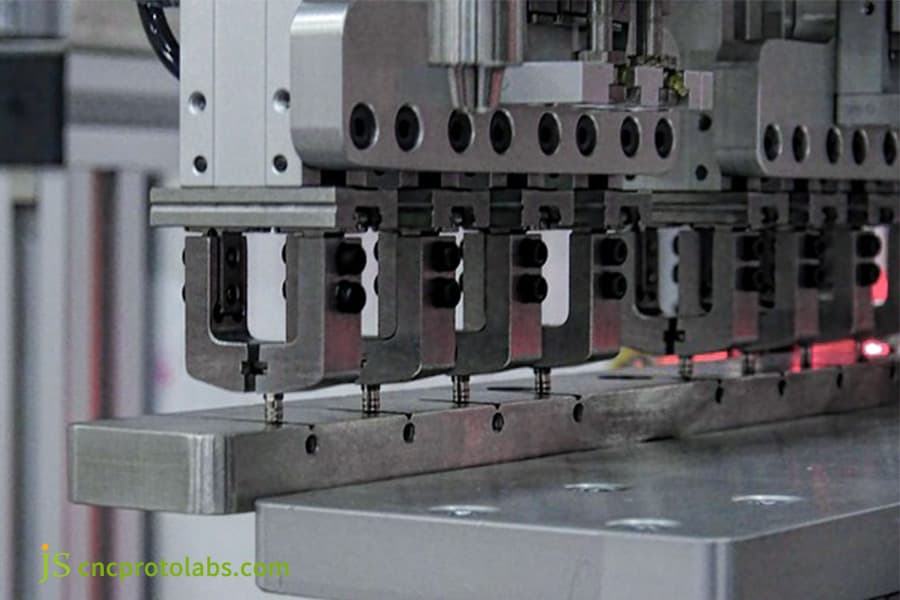
Figure 2: Close-up of a precision automated system with multiple tool heads aligning over a conveyor, highlighting the high-accuracy control possible in robotic insert molding.
How To Solve The Contradiction Between Lightweight And High Rigidity Of Robot Joints Through Insert Injection Molding?
By scientific material selection and structural design, insert injection molding not only satisfies the lightweight and high rigidity requirements of robot joints but also solves the issue of internal stress cracking caused by the difference in CTE between metal and plastic, thus obtaining a good compromise between rigidity and weight.
Eliminating Internal Stress Resulting from CTE Differences
Aluminum alloy and normal PA6 have a quite different CTE, making it very likely that they will undergo internal stress and the component will break when they are subjected to temperature changes.
Insert injection molding makes use of 30%-40% carbon fiber reinforced PEEK or PPA materials, reducing the CTE of plastic to 20-30 ppm/°C. This prevents cracking when thermal cycling tests from -40°C to 120°C are carried out, and the support with high rigidity for custom molded foot inserts is accomplished.
In other words, it is similar to two people walking together. If their steps differ a lot, they are likely to pull each other down and fall. Synchronizing their steps results in stable and smooth walking, and breakage will be avoided.
Wall Thickness Design and Stress Relief Structure
Drastic variations in the thickness of the plastic wall next to metal inserts lead to greater internal stress.
Making the wall thickness transition zone changes (slope 3) by mold flow analysis and cutting of 0.2-0.3mm stress relief grooves at the insert edge lower the residual stress peak from 35MPa to less than 12MPa, thus increasing the working life of the component.
| Material Type | CTE (ppm/°C) | Applicable Scenarios | Shear Strength (N·m) | Density (g/cm³) | Thermal Cycling Test Performance |
| Aluminum Alloy | 23 | Metal Insert | 1200 | 2.7 | No Significant Deformation |
| Ordinary PA6 | 80 | Ordinary Plastic Parts | 350 | 1.14 | Prone to Cracking |
| 30% Carbon Fiber Reinforced PEEK | 22 | High End Robot Joint | 850 | 1.45 | No Cracking |
| 30% Carbon Fiber Reinforced PPA | 28 | Industrial Robot Joint | 780 | 1.38 | No Cracking |
| Toughened PA66 | 35 | High Load Joint | 620 | 1.18 | Slight Deformation |
To understand the cost differences of insert injection molding for different materials, please contact us to obtain a free material selection and cost comparison table to help you quickly make the optimal choice.
How To Effectively Manage Production Costs And Yield During The Custom Insert Molding Process?
Custom insert molding will allow you to strike a balance between production cost and yield by automating production and optimizing the process.
By incorporating an automated insert placement system and mold flow analysis to determine the best gate location, single-piece production cycle time can be shortened by 30%, while scrap rates are kept below 2%.
Benefits of Automation and Mold Flow Analysis
JS Precision is equipped with a 6 axis robot for automated insert placement, which has a positioning accuracy of 0. 02mm.
With the aid of mold flow analysis, which determines the best filling speed to avoid insert misalignment, this combination guarantees a high large scale production yield of over 98.5% for insert molding services.
Furthermore, it brings about overall costs that are 20-30% less than those of traditional methods.
Mold Life and Maintenance Strategies: Their Effect on Single-Piece Costs
Reinforcement materials such as glass fiber/carbon fiber accelerate the wear of molds. JS Precision opts for hardened steel (HRC 52-58) to fabricate molds and makes precision repairs every 50,000 cycles to extend the mold life to over 1 million cycles.
This significantly reduces the per-piece mold cost of insert injection molding by 40%.
Figure 3: A line graph titled “Product Part Price: Cost vs Quantity” showing the decreasing unit cost as production volume increases in a manufacturing process.
How To Optimize The Shear Resistance Of Molded In Insertions For High Load Joints?
High load joint in robot suffer very high torque for a very short time period in emergency braking, especially robot joint with high load. Molded in inserts, by changing the insert shape and thickness of the overlay, increase the shear resistance to more than 500 Nm, so that the plastic and metal interface does not separate.
Anti-Detachment Structure Design
During emergency braking, the instantaneous torque of a high load joint can be as high as 300% of the rated value.
Custom insert molding, by making anti-rotation grooves or diamond knurling on the insert, more than 30% increases the contact surface area, thereby pull-out force is raised from 800 N to more than 1500 N and insert detachment is avoided.
Contribution of Plastic Matrix Toughness to Dynamic Shear Resistance
Normally, brittle plastics cannot stand high loads. You can use toughened PA66 (notched impact strength15 kJ/m) or PEEK to ensure that after 100,000 cycles of alternating shear loads, molded inserts still hold 95% of their pull-out force, thereby stable joint operation is guaranteed.
If you have needs for optimizing the shear resistance of high load robot joints, please contact our technical team for one-on-one professional consultation and solutions.
JS Precision Case Study: Insert Molding Upgrade For Collaborative Robot Elbow Joint
Operational case studies are excellent means to "visually" highlight the benefits of insertion molding services. If you will, here is a custom insert molding solution upgrade by JS Precision for a collaborative robot company.
Carefully perusing each situation, you would understand how JS Precision makes clients' pain points disappear and the offers the competitiveness of their clients through
Challenges Encountered
The client's main product - the elbow joint - was initially made of CNC milled aluminum alloy subsequently being screwed and assembly the plastic shell.
In the durability test, after 30,000 cycles, the torque decay rate reached more than 15%, and the overall machine repeatability (0.05mm) was greater than the design specification of 0.02mm. As a result of the test, the yield rate was only 85%, with a unit cost of $11.2, which was not competitive.
Solution
The custom insert molding upgrade solution which JS Precision developed for the client originated from comprehensive examination of the client's issues which they needed to solve through the solution development process.
1. Unified Insert Positioning:
The three metal inserts bearing housing and cable fixing post and threaded bushing exist in one mold space which creates a single reference point for their positioning and removes all accumulated tolerances through multiple manufacturing steps.
2. Selection of Compatible Materials:
The material for insert injection molding uses 30 percent carbon fiber reinforced PC material. The system uses cooling plastic to create 360-degree clamping force which replaces traditional screw fixing equipment and eliminates the issues of torque decay and axial loosening.
3. Automated Production Line:
The robotics insert molding service automated production line uses 6 axis robots for automatic insert placement which achieves positioning accuracy of ±0.02 mm. The system uses Moldflow analysis to determine optimal gate locations which achieves daily production of 500 sets while maintaining positional accuracy of CPK ≥ 1.33.
4. Optimized DFM and Molds:
The DFM manufacturability design services help improve insertion design through their design services which create better structure for insert systems and better ways to shift between plastic wall sections and better ways to create stress relief grooves.
We company uses hardened steel (HRC 52-58) to manufacture molds which help improve mold lifespan while decreasing the costs which need to be paid over time.
Final Results
The upgraded product offered comprehensive improvements for our clients:
- The joint coaxiality measurement decreased from 0.05 millimeters to 0.008 millimeters while the overall repeatability measurement increased from ±0.05 millimeters to ±0.01 millimeters.
- The torque retention rate after 100,000 cycles reached a minimum of 98 percent which far surpassed the original solution's 85 percent retention after 30000 cycles.
- Unit cost decreased to $8.7 (a 22% reduction), yield improved to 98%, and customer order volume increased by 40% year-on-year.
If you also face pain points such as insufficient robot joint precision, torque decay, and high costs, please submit your product drawings and detailed requirements. We will customize a custom insert molding solution for you and provide a free quote.
FAQs
Q1: What is custom insert molding?
Custom insert molding means molding technology that pre-locates metal inserts in the mold and pours molten plastic around them, so they become integrated.It will also remove assembly gaps and a robot joint will be more stable.
Q2: Are Insert Molding Services higher-priced than traditional assembly?
The mold costs for Insert Molding Services are initially a bit more pricey, but thanks to mass production, lesser processes, and better yield, the total cost may be 20%-30% less, which is the more worthwhile option in the long run.
Q3: What materials used as inserts are the most popular for robot joints?
Stainless steel and aluminum alloy are the main insert materials in robot joints, which are then matched to PEEK, PC/ABS, or carbon fiber reinforced nylon matrices to maintain rigidity and lightweightness.
Q4: What is cumulative tolerance, and how is it resolved?
Cumulative tolerance is the total of all errors made in several assembly operations. custom insert molding may completely remove it by using unified mold benchmarks and single-shot molding.
Q5: What size robot parts can you handle?
JS Precision owns injection molding machines with clamping forces of 30-550 tons and can accommodate from 0.5mm micro-sensors to large sized collaborative robot articulated arms, etc. Hence, we are able to fulfill different product requirements.
Q6: What is DFM (Design for Manufacturability)?
DFM is an approach to product design optimization before mold opening that helps in identifying and eliminating risks, such as insert misalignment and shrinkage marks. Besides that, it also improves manufacturing yield while lowering the production cost of custom insert molding.
Q7: What is the typical delivery time for robotics insert molding service?
Robotics Insert Molding Service mold manufacturing takes about 4-6 weeks, with a fast delivery time of 7-15 business days during mass production.
Q8: Does carbon fiber reinforcement cause significant wear on the mold?
Carbon fiber reinforcement indeed results in severe wear of the mold. JS Precision is one of the companies that utilize high hardness mold steel coupled with a wear-resistant coating, which guarantees no loss of accuracy for up to 500,000 molding cycles.
Summary
custom insert molding is one of the crucial technologies for enhancing the accuracy and reliability of robot joints. It does away with micron level gaps, accumulated tolerances, and CTE matching issues, thus achieving an ideal balance of precision, reliability, and cost, which in turn, raises the competitiveness of your products.
If you are looking for an insert molding services partner with high precision mold manufacturing capabilities and experience in processing high performance polymers (PEEK/carbon fiber), please contact JS Precision immediately.
We work from DFM design all the way to mass production, thereby enabling you to shoot for robots that are lighter, stronger, and more precise.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 15 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

