
تُعد خدمات التشكيل بالحقن دعماً أساسياً لتصنيع المكونات الأساسية في معدات أشباه الموصلات.
بفضل التحكم الدقيق في العملية، يمكن لتقنية قولبة إدخال أشباه الموصلات معالجة حالات فشل الختم على مستويات الميكرون ومشاكل تلوث الأيونات بكفاءة، وبالتالي وقف إهدار دفعات كاملة من الرقائق التي تبلغ قيمتها ملايين الدولارات.
تجمع تقنية التشكيل بالحقن التي توفرها شركة JS Precision بين قوة المعدن واستقرار المواد البلاستيكية الخاصة، مما يضمن أن تحقق المكونات درجة فراغ تبلغ 10⁻⁹ ملي بار/لتر. ثانية، مما يقلل من معدلات عيوب الرقاقة، ويعيد تعريف معايير الموثوقية لمكونات أشباه الموصلات.
عندما يتم دفع معدات أشباه الموصلات إلى مستويات فراغ أعلى وبيئات أكثر تآكلاً، فإن التجميع الميكانيكي التقليدي لن يكون قادراً على تلبية الاحتياجات، وقد أصبح قولبة الإدخال العملية الرئيسية لحل الاختناقات.
ملخص الإجابة الأساسية
البعد الأساسي | الحلول التقنية الرئيسية | القيمة التجارية | بيانات أساسية |
مكافحة التلوث | إنتاج في غرفة نظيفة من الفئة 100 + تنظيف بالموجات فوق الصوتية بماء منزوع الأيونات بمقاومة 18 ميجا أوم·سم | خفض معدل عيوب الرقاقات. | انخفض معدل عيوب الرقاقات بأكثر من 30%. |
مواد مانعة للتسرب | عملية الربط الكيميائي بين مادة PEEK/PFA والمعادن | تأكد من مستوى فراغ عالٍ. | الوصول بثبات إلى مستوى فراغ يبلغ 10⁻⁹ ملي بار/لتر |
معيار الدقة | تحديد موضع الذراع الآلية + التحكم في التفاوت ±0.01 مم | زيادة متوسط الوقت بين أعطال المعدات. | تم تمديد متوسط الوقت بين الأعطال إلى أكثر من 8000 ساعة. |
مطابقة التمدد الحراري | بوليمر مملوء بألياف الكربون بنسبة 30% + تسخين مسبق للإدخال عند درجة حرارة 150 درجة مئوية | تجنب انفصال الطبقات. | انخفض معدل انفصال الطبقة البينية إلى أقل من 0.1%. |
كفاءة الإنتاج | التشكيل المتكامل + إزالة القوالب التلقائية | تقصير مدة سلسلة التوريد. | يتم تقصير وقت التسليم بنسبة 30%، ويتم تقصير دورة التجميع بنسبة 40%. |
أهم النقاط
- ضمان منع تسرب الهواء: يتم تغليف الحشوة بالكامل لإزالة إمكانية تسرب الفراغ مما يشير إلى القضاء التام على نقطة تسرب الفراغ الناتجة عن فجوة الوصلة الميكانيكية.
- أولوية التصميم: إن مراعاة سمك الجدار بعناية والاستخدام السليم للأضلاع وفقًا للإرشادات المعمول بها ستكون العوامل الرئيسية في تجنب التشقق بعد التشكيل.
- مطابقة المواد: إن استخدام المواد البوليمرية المتقدمة التي تكون معاملات تمددها الحراري قريبة جدًا من معاملات تمدد المعادن يساعد في منع انفصال الطبقات البينية.
- خدمة التوصيل الشاملة: لا تقوم شركة JS Precision بالمعالجة فحسب، بل تقوم أيضًا بالقولبة بالحقن مما يؤدي إلى تقليل وقت التسليم في سلسلة التوريد بنسبة 30٪.
لماذا تختار خدمات التشكيل بالحقن من شركة JS Precision؟ حلول تصنيع أشباه الموصلات الدقيقة
تُعدّ عملية التشكيل بالحقن عملية تصنيع أساسية لمكونات معدات أشباه الموصلات. ويُعدّ اختيار مزوّد خدمات تشكيل بالحقن موثوق به أمراً بالغ الأهمية لتقليل مخاطر الإنتاج وزيادة الطاقة الإنتاجية في الوقت نفسه.
بصفتك شركة لأشباه الموصلات، فأنت ترغب في التعامل مع مزود يفهم متطلباتك جيدًا ويقدم لك قيمة مضافة في الوقت نفسه. شركة JS Precision مثال جيد على ذلك.
من خلال الحصول على خدماتنا من الدرجة الأولى، والتي تلتزم بدقة بمعيار غرفة التنظيف لأشباه الموصلات ISO 14644-1 ، يمكنك الحصول على حلول مكونات تتوافق مع المستوى العالمي.
إن اختيار شركة JS Precision سيوفر لك بيئة إنتاج في غرفة نظيفة من الفئة 100 بالإضافة إلى تقنية التنظيف بالموجات فوق الصوتية بالماء منزوع الأيونات 18 ميجا أوم.سم. وبالتالي، تنخفض معدلات عيوب الرقاقات بشكل مباشر بأكثر من 30%، مما يسمح لك بتجنب الخسائر الناتجة عن نفايات الرقاقات.
ستساعدك تقنية تحديد المواقع الروبوتية الآلية وتقنية التحكم في التفاوتات البالغة 0.01 مم على زيادة متوسط الوقت بين الأعطال (MTBF) إلى أكثر من 8000 ساعة، وبالتالي تقليل خسائر القدرة المرتبطة بوقت التوقف وهدر التكاليف.
واجه عميل دولي آخر في مجال أشباه الموصلات، كان لديه نفس احتياجات المعدات، خسائر في رقائق السيليكون بسبب أعطال في ختم المكونات تصل إلى أكثر من 500 ألف دولار كل عام.
يمكنك الرجوع إلى نتائجهم بعد اتخاذ قرار استخدام خدمات التشكيل بالحقن لدينا، ونتيجة لذلك، لم يحافظوا فقط على معدل التسرب مستقرًا عند 10⁻⁹ ملي بار/لتر، بل تمكنوا أيضًا من رفع معدل إنتاج المكونات من 65% إلى 99.2%، مما وفر أكثر من 400,000 دولار سنويًا.
علاوة على ذلك، يمكنك الاستفادة من خبرة فريقنا الراسخة في هندسة التصميم للتصنيع للحصول على نصائح احترافية متخصصة في التحسين من مرحلة التصميم، مما يمكن أن يساعد في تقصير أوقات سلسلة التوريد بنسبة 30٪، وتحسين وقت إطلاق منتجك، واغتنام فرص السوق بسهولة.
تضع شركة JS Precision احتياجاتك في المقام الأول، وتجمع بين تصميم القوالب واختيار المواد وخدمات التصنيع طوال العملية.
وبالتالي، لن تكون هناك حاجة لك للبحث عن موردين متعددين، مما يقلل بدوره من تكاليف الاتصال ومخاطر سلسلة التوريد، ويجعل إنتاج المكونات أكثر كفاءة وخالية من القلق.
إذا كنت تواجه صعوبة في إحكام إغلاق المكونات، أو التحكم الدقيق، أو غيرها من المشكلات، فاتصل بخبراء الهندسة لدينا على الفور للحصول على استشارة فنية مخصصة حول قولبة إدخال أشباه الموصلات.
لماذا يُعدّ التشكيل الدقيق بالحقن أمرًا ضروريًا لمعدات أشباه الموصلات؟
تتطلب ظروف التشغيل القاسية للغاية لآلات أشباه الموصلات أن تكون المكونات محكمة الإغلاق ونظيفة للغاية. وباعتبارها إجراءً أساسياً، فإن عملية التشكيل بالحقن تعالج بفعالية عيوب طرق التجميع التقليدية.
تتضمن عملية التشكيل بالحقن لأشباه الموصلات تشكيل البلاستيك عالي الأداء مباشرة على دعامات معدنية، مما يلغي الحاجة إلى أدوات التثبيت والأختام.
وهذا لا يضمن فقط أداء عزل مادي ممتاز في البيئات القاسية، ولكنه أيضاً العامل الرئيسي لتعزيز تكامل المكونات وإحكام إغلاقها.
تحسين القوة الهيكلية في ظروف الفراغ العالي للغاية
تُعدّ موانع التسرب الميكانيكية التقليدية مصدرًا لتلوث الرقاقات في بيئات ضغطها 10⁻⁷ تور، وذلك بسبب تسرب الغاز عبر الفجوات الدقيقة. أما تقنية القولبة بالإدخال فتُنتج حاجزًا ماديًا متصلًا يمنع نفاذ الغاز تمامًا.
وبعبارة بسيطة، يتم لف بدلة واقية سلسة حول المكون، مما يجعل التسرب مستحيلاً تماماً.
تكامل الفوائد:
- يتم التخلص من الفجوات الميكانيكية، التي تعد أصل تسرب الغاز وتوليد الجسيمات ، وبالتالي الحفاظ على نظافة الرقاقة.
- يتم الجمع بين القوة الجوهرية للمعادن والاستقرار الأبعاد للبلاستيك، وهو عامل رئيسي في زيادة عمر المكونات وتقليل تكاليف الاستبدال.
التخلص من مخاطر التجميع الثانوي ومصادر الجسيمات
يؤدي التمدد والانكماش الحراري إلى اهتزاز المثبتات الميكانيكية وتوليد الحطام الدقيق، مما قد يجعل الرقاقة غير قابلة للاستخدام بشكل مباشر.
تُحوّل عملية التشكيل بالحقن عادةً من 5 إلى 10 أجزاء إلى مكون واحد متكامل، مما يعني التخلص من الشوائب من مصدرها، وتقليل خطوات التجميع بشكل كبير. ويمكن لهذه العملية تقصير دورات التجميع بأكثر من 40%، وخفض تكاليف قائمة المواد بنسبة 20-30%، والحد من الأخطاء البشرية.
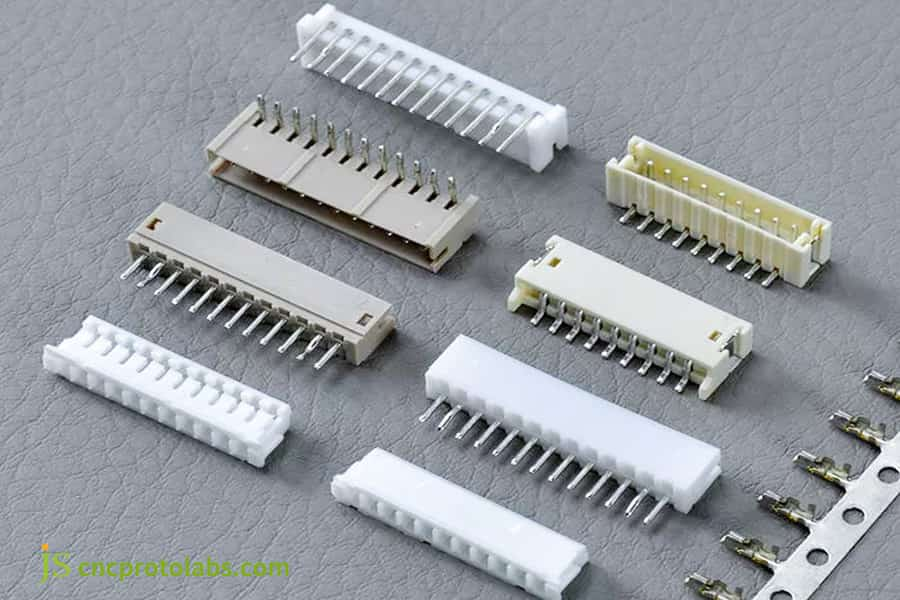
الشكل 1: عرض لموصلات دبابيس دقيقة مختلفة باللونين الأبيض والبيج مع حشوات معدنية، توضح نتيجة قولبة الحشوات لتطبيقات أشباه الموصلات.
ما هي القواعد الأساسية في دليل تصميم قولبة إدخال أشباه الموصلات؟
يُعد التصميم السليم الخطوة الأولى نحو ضمان نجاح عملية التشكيل بالحقن.
ينصب التركيز الرئيسي لدليل تصميم قولبة الإدخال على التحكم في سمك جدار البلاستيك، وإنشاء هياكل متشابكة ميكانيكيًا، وتخصيص مواضع دعم الإدخال لإعطاء المكون القدرة على الحفاظ على شكله وقوته عند تعرضه لضغط عالٍ.
ببساطة، يشبه هذا بناء منزل - فأنت بحاجة إلى أساس متين وهيكل قوي. باتباع القواعد الأساسية، يمكنك تجنب مشاكل مثل التشققات والتفكك لاحقًا، مما يضمن استقرار أداء المكونات على المدى الطويل.
اتساق سُمك الجدار وتحسين موقع البوابة
تتطلب مكونات أشباه الموصلات الحفاظ على سُمك الجدار ثابتًا عند 1.5-3.0 مم، وإلا ستتركز مناطق إجهاد الشد مما يؤدي إلى التشققات، تمامًا كما يؤدي عدم انتظام سُمك الجدار إلى التشققات. ويؤدي انتظام سُمك الجدار إلى توزيع منتظم للإجهاد.
نستخدم محاكاة Moldflow لتحديد موضع خطوط اللحام للتأكد من أنها لا تحدد مناطق الختم الحرجة ذات الضغط العالي والفراغ العالي التي يمكن أن تكون سببًا في فشل الختم.
ميزات التعشيق الميكانيكي لربط المعادن بالبلاستيك
تتحسن قوة الترابط بين المعدن والبلاستيك من خلال التداخل الهندسي. نستخدم حشوات معدنية ذات تجاويف سفلية (0.2 مم)، أو تخريش (بمسافة 0.5-1.0 مم)، أو ثقوب نافذة (1.0 مم).
بالنسبة لدبابيس المستشعرات الصغيرة، قمنا بتصميم هيكل تثبيت غير دائري متناظر لمنع ارتخاء الأسلاك لاحقًا، مما يضمن استقرار المكون.
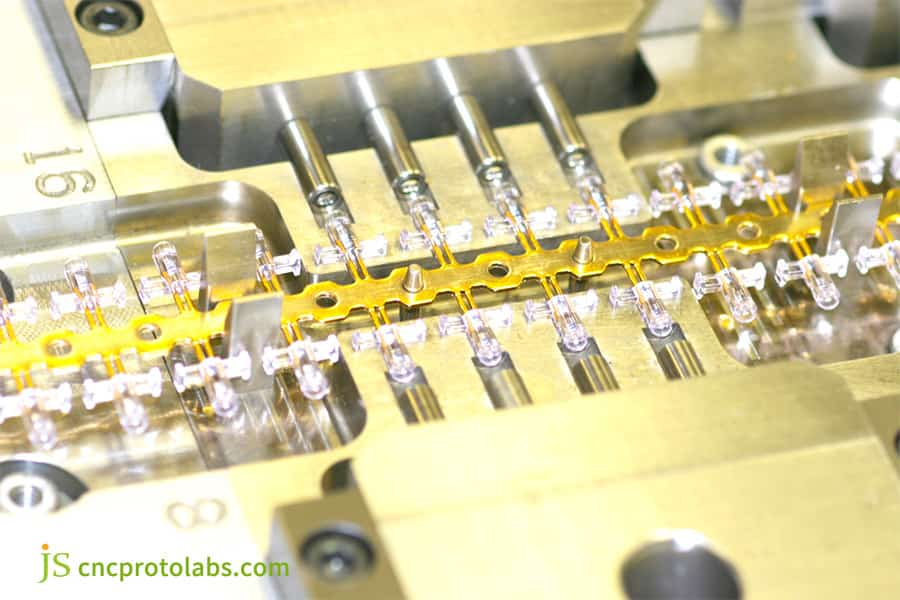
الشكل 2: عرض تفصيلي للحشوات المعدنية الموضوعة بدقة داخل قاعدة قالب ذهبية اللون، مما يسلط الضوء على الأدوات المستخدمة في تصنيع مكونات أشباه الموصلات.
ما هي حلول قولبة إدخال المعادن التي تعالج مشكلة عدم تطابق التمدد الحراري؟
تُعدّ الاختلافات في معامل التمدد الحراري من أبرز المشاكل في قولبة الحشوات المعدنية ، والتي قد تؤدي إلى انفصال المكونات وفشل منع التسرب. ويُعتبر استخدام التسخين المسبق للحشوة، وبوليمرات الألياف الحشوية، والمناطق العازلة من أكثر الطرق فعاليةً.
استراتيجيات مطابقة معامل التمدد الحراري
تؤثر الاختلافات في معامل التمدد الحراري بين المواد المختلفة على استقرار المكونات. وفيما يلي بيانات معامل التمدد الحراري للمواد شائعة الاستخدام:
نوع المادة | مواصفات المواد | معامل التمدد الحراري عند 25 درجة مئوية (جزء في المليون/درجة مئوية) | معامل التمدد الحراري عند 100 درجة مئوية (جزء في المليون/درجة مئوية) | معامل التمدد الحراري عند 180 درجة مئوية (جزء في المليون/درجة مئوية) | سيناريو التطبيق |
حشوة معدنية | الفولاذ المقاوم للصدأ 316L | 16 | 17.2 | 18.5 | مكونات الختم بالتفريغ العالي |
حشوة معدنية | سبيكة الألومنيوم 6061 | 23.1 | 24.5 | 26.3 | مكونات خفيفة الوزن |
حشوة معدنية | سبيكة كوفار | 5.9 | 6.1 | 6.3 | مكونات استشعار عالية الدقة |
مادة بلاستيكية | نظرة خاطفة نقية | 50 | 58 | 65 | المكونات التقليدية المقاومة للتآكل |
مادة بلاستيكية | 30% ألياف كربونية PEEK | 18 | 20 | 22 | مكونات مطابقة التمدد الحراري |
مادة بلاستيكية | رابطة كرة القدم الأمريكية | 70 | 78 | 85 | مكونات مقاومة للبلازما |
عمليات التسخين المسبق ودورات التبريد المتحكم بها
نستخدم جهاز تحكم في درجة الحرارة قابل للبرمجة من أجل إجراء تبريد تدريجي مما يؤدي إلى منع التبلور غير المتساوي للسلسلة الجزيئية الناتج عن التبريد السريع ويضمن بقاء الوحدة مستقرة الأبعاد.
هل تواجهون تحديات عدم تطابق التمدد الحراري؟ تواصلوا مع خبرائنا الهندسيين للحصول على حلول مجانية مخصصة لقوالب الإدخال وحلول مطابقة معامل التمدد الحراري لحل مشاكل انفصال الطبقات.
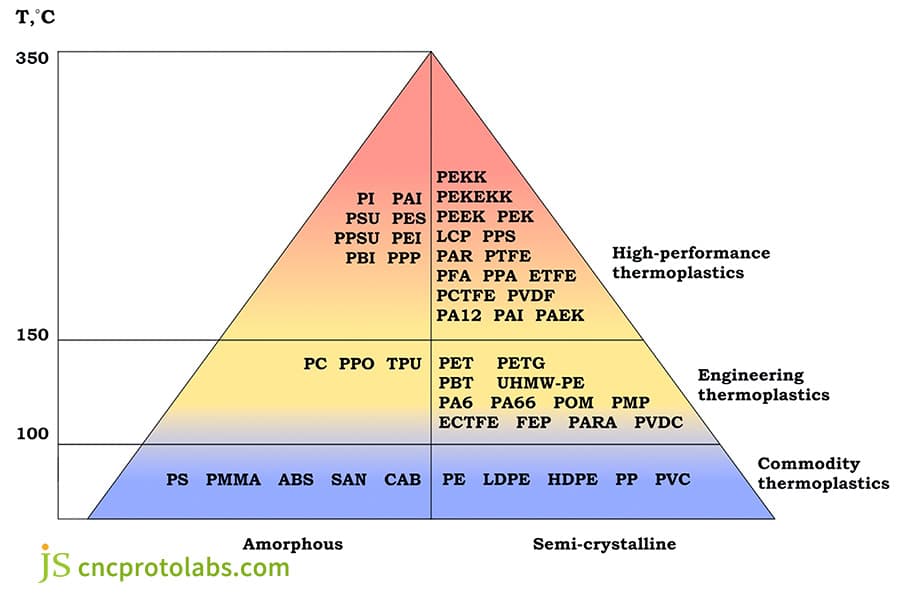
الشكل 3: مخطط هرمي مثلثي يصنف أنواعًا مختلفة من اللدائن الحرارية، من السلع الأساسية إلى عالية الأداء، بناءً على مقاومتها لدرجة الحرارة وبلوريتها.
كيفية اختيار المواد اللازمة لعملية التشكيل بالحقن المخصصة عالية الأداء؟
ستحدد المواد التي تختارها لعملية التشكيل بالحقن المخصصة أداء وحدتك، ويجب أن تتناسب مع تطبيق المعالجة:
بالنسبة لمواد PFA/PEEK المقاومة للبلازما في معدات الحفر، وبالنسبة للمواد منخفضة انبعاث الغازات لمعدات الطباعة الضوئية، تحقق دائمًا من التوافق مع معايير موثوقية أجهزة أشباه الموصلات IEC 61709 بالإضافة إلى متطلبات النقاء وثابت العزل الكهربائي.
بمعنى آخر، تتطلب ظروف تشغيل معدات أشباه الموصلات المختلفة، مثل بيئات العمل المختلفة، ارتداء ملابس مختلفة.
إن اختيار المواد المناسبة يمكن أن يجعل المكونات "مقاومة للتآكل ومتينة" في البيئات المعقدة، مما يجنب أعطال المعدات وخردة الرقائق الناتجة عن المواد غير المناسبة.
بوليمرات عالية الأداء لمقاومة المواد الكيميائية المسببة للتآكل
يتميز كل من PFA و PTFE بثباتهما العالي في البيئات الحمضية القوية مثل حمض الهيدروفلوريك، ولا يظهران أي تآكل أو تشوه، كما أنهما يحافظان على أدائهما في منع التسرب حتى بعد التعرض لفترات طويلة.
يمكن لتقنية التشكيل بالحقن الاحترافية أن تعمل على مزامنة هذه المواد المقاومة للتآكل بدقة وتساعدك على استخدام خصائصها إلى أقصى حد.
تُعدّ المتانة الهيكلية إحدى مزايا مادة PEEK (معامل يونغ 3.8 جيجا باسكال) مقارنةً بمادة PPS (2.6 جيجا باسكال). سنقدم لكم المشورة بشأن المواد التي تُناسب متطلبات المتانة على أفضل وجه.
متطلبات منخفضة لانبعاث الغازات في الفراغ العالي للغاية
يجب أن يكون إجمالي فقدان كتلة المادة (TML) 0.1٪ في تطبيقات أشباه الموصلات، وإلا فإن المواد المتطايرة المنبعثة ستلوث الرقاقة، مما يؤدي إلى التخلص منها.
كيف تقلل خدمات التشكيل بالحقن الحديثة من تلوث الجسيمات؟
يُعد مستوى تلوث الجسيمات المسموح به في مكونات أشباه الموصلات منخفضًا للغاية. وتحقق خدمات قولبة الإدخال الاحترافية ذلك من خلال عمليات غرف نظيفة، وإدارة المواد الخام عالية النقاء، وفك القوالب آليًا.
يمكن لهذه الإجراءات التحكم في تلوث الجسيمات إلى مستويات درجة أشباه الموصلات، مما يضمن عدم تلوث الرقاقة بالمكون.
تطبيق معايير التصنيع في غرف نظيفة (الفئة 100/1000)
تضمن شركة JS Precision جودة الهواء في منطقة قولبة الحقن من خلال نظام ترشيح HEPA. وفيما يلي معايير التحكم في الجسيمات لغرف التنظيف المختلفة:
فئة الغرف النظيفة | عدد الجسيمات ≥ 0.5 ميكرومتر لكل قدم مكعب | عدد الجسيمات ≥ 5 ميكرومتر لكل قدم مكعب | مراحل العملية المطبقة | مزايا العميل |
الفئة 100 | ≤100 | ≤0 | إنتاج القوالب بالحقن، تنظيف المكونات. | تجنب تلوث الجسيمات وزد إنتاجية المكونات إلى أكثر من 99%. |
الفئة 1000 | ≤1000 | ≤10 | تخزين المواد الخام، وتغليف المكونات. | قلل من خطر التلوث الثانوي أثناء التخزين. |
الفئة 10000 | ≤10000 | ≤100 | معالجة القوالب، صيانة المعدات. | التحكم في تكاليف الإنتاج مع تلبية متطلبات النظافة. |
لدينا إجراءات تشغيل صارمة للغاية. يُطلب من الموظفين ارتداء بدلات غرف نظيفة كاملة. عند دخول الغرفة النظيفة والخروج منها، من الضروري المرور عبر غرفة معادلة الضغط لإزالة الغبار لمنع التلوث الثانوي.
عمليات إزالة الأيونات والتنظيف المتقدمة بعد التشكيل
لتنظيف أسطح المكونات بالموجات فوق الصوتية لإزالة الغبار الدقيق المتبقي، نستخدم الماء منزوع الأيونات بمقاومة 18 أوم·سم، مما يضمن أن تكون الأسطح بمستوى نظافة يتوافق مع معايير أشباه الموصلات.
ثم يتم التنظيف والتغليف برقائق الألومنيوم المفرغة من الهواء ذات الطبقتين مباشرة في الغرفة النظيفة بحيث لا يحدث امتصاص للجسيمات أثناء النقل.
هل ترغب في معرفة كيف تتحكم خدمات قولبة الإدخال في غرف الأبحاث النظيفة من الفئة 100 في التلوث الجزيئي؟ اطلع على قصص نجاحنا للحصول على معلومات تقنية مفصلة.

الشكل 4: صورة مقربة لمكون مصبوب شفاف مع تلوث جسيمات سوداء على سطحه، مما يسلط الضوء على مشكلة تتعلق بمراقبة الجودة.
ما الذي يجعل شركة تصنيع قوالب الإدخال المخصصة موثوقة لصناعة الرقائق الإلكترونية؟
بينما تسعى شركات أشباه الموصلات إلى تحقيق دقة المكونات وتقليل المخاطر في سلاسل التوريد الخاصة بها، فإنها لا تستطيع تحمل ترك الثقة في مصنع قوالب الإدخال المخصصة للصدفة.
إن الشركة القادرة على إنتاج نظام إدارة جودة من الدرجة المستخدمة في أشباه الموصلات، باستخدام معدات اختبار دقيقة، ولديها خبرة كبيرة في تصميم التصنيع (DFM )، هي الأكثر احتمالاً للنجاح.
القياس الدقيق والتحكم في التفاوتات بمقدار 0.01 مم
نجري اختبارات دقيقة للغاية، ونراقب موضع الحشوة باستخدام نظام قياس الصور CCD في الوقت الفعلي (بدقة 0.005 مم). ويساعدنا التحليل المستمر للقطاعات العرضية لجودة ملء السطح البيني على ضمان عدم وجود فراغات أو فقاعات هواء.
لدينا نظام متكامل لتتبع الجودة. تتوفر سجلات اختبار مفصلة لكل دفعة من المنتجات لتتبع المواد الخام والمعايير والنتائج، مما يضمن مطابقة المنتج للمواصفات.
التكامل الرأسي من تصميم القوالب إلى الإنتاج الضخم في شركة JS Precision
بفضل امتلاكنا ورشة عمل داخلية لتصنيع القوالب، حققنا تكاملاً رأسياً شاملاً بدءاً من تصميم القوالب وتصنيعها وصولاً إلى إنتاج القوالب بالحقن واختبارها. وبذلك، انخفضت دورة التغذية الراجعة للتصميم من أجل التصنيع إلى 24 ساعة، مما يسمح لنا بالاستجابة السريعة لأي تغييرات في التصميم.
ما هي أبرز التحديات والحلول في مجال قولبة إدخال أشباه الموصلات؟
تُعدّ عملية قولبة أشباه الموصلات باستخدام القوالب عملية تتطلب دقة عالية للغاية. وتشمل المشكلات الرئيسية التي تواجهها انزياح القالب، وانخفاض قوة خط اللحام، وفشل الإحكام.
إن الامتثال لمعيار إدارة جودة مكونات أشباه الموصلات ISO 13485 يمكن أن يساعد في تقليل المخاطر، ويمكن معالجة هذه المشكلات بشكل كامل باستخدام تقنيات دقيقة.
منع انزياح الحشوة تحت ضغط الحقن العالي
قد يتسبب الضغط العالي للحقن (800-1500 بار) في إزاحة القالب بسهولة بالغة (إزاحة تزيد عن 0.02 مم تُعدّ حالة فشل). ويمكن لحلول قولبة القوالب المتطورة أن تمنع هذه المشكلة تمامًا. وتشمل الحلول المحددة ما يلي:
- نظام قفل هيدروليكي مدعوم + دبابيس تحديد المواقع الدقيقة التي تضمن أن حتى الحشوات ذات نسبة العرض إلى الارتفاع العالية سيكون لها إزاحة أقل من 0.02 مم .
- تسهل عملية التحكم في الضغط متعدد المراحل عملية حقن المنحنى الأمثل، كما أن ملء السرعة المنخفضة في البداية يحمي دبابيس الدقة.
تعزيز قوة الترابط بين الأسطح عبر معالجة البلازما
يُعد ضعف الترابط بين المعدن والبلاستيك سببًا لانفصال الطبقات وفشل عملية منع التسرب. وتتمثل أولى طرق تقوية هذا الترابط فيما يلي:
المعالجة بالبلازما الجوية التي تزيل المواد العضوية وطبقات الأكسيد من سطح المعدن، وتحقق الترابط على المستوى الجزيئي، وتزيد من قوة التقشير بأكثر من 50٪ .
استخدام عوامل ربط متخصصة لتعزيز الترابط بين المعادن والبلاستيك التي تختص ببعضها البعض ومنع الأجزاء من الانفصال حتى بعد دورات حرارية طويلة الأمد.
دراسة حالة شركة JS Precision: التغليف الدقيق لمكونات مستشعرات غرف التفريغ العالي
تُعدّ خدمات التشكيل بالحقن عنصراً أساسياً في إنتاج أجزاء أجهزة الاستشعار عالية الفراغ. ومن خلال معالجة مشاكل منع التسرب في مكونات أجهزة الاستشعار، لم نُحسّن أداء منع التسرب فحسب، بل ضمنّا أيضاً دقة الكشف وجودة عالية للرقائق لعملائنا في مجال أشباه الموصلات.
المشاكل التي واجهناها:
يتضمن مكون المستشعر المصنوع من قبل العميل خمسة دبابيس من الفولاذ المقاوم للصدأ 316L بقطر 0.8 مم مدمجة في غلاف PEEK، ويجب أن يكون معدل التسرب 10⁻⁴ ملي بار/لتر·ثانية.
بعد دورات في درجات حرارة عالية ومنخفضة من 20 درجة مئوية إلى 180 درجة مئوية، تؤدي العمليات التقليدية إلى انفصال الطبقة البينية بسبب الاختلاف الكبير في معامل التمدد الحراري (بقايا الإستر الكيميائي).
ونتيجة لذلك، فإن معدل التسرب هو 10⁻⁴ ملي بار/لتر·ثانية، وعائد الإنتاج هو 65% فقط، والإنتاج الضخم غير ممكن، وكل ذلك تسبب في خسائر في القوالب والمواد الخام، وتأخيرات في طرح المنتج في السوق.
حل:
لقد توصلنا إلى خطة بسيطة من ثلاث خطوات لإصلاح المشاكل التي ذكرتها، والتي تجمع أيضًا بين تقنية قولبة إدخال المعادن لحل مشاكل انفصال الواجهة وفشل الختم بدقة.
هذا مثال نموذجي على قولبة إدخال المعادن في تغليف المكونات تحت فراغ عالٍ:
1. من أجل تقليل فرق درجة الحرارة بين دبابيس الفولاذ المقاوم للصدأ ومصهور PEEK، وتقليل الإجهاد الداخلي الناتج عن الصدمة الحرارية، ومنع تشقق الانكماش بعد التشكيل البلاستيكي، تم إدخال نظام دوران التسخين المسبق لتسخين دبابيس الفولاذ المقاوم للصدأ إلى 150 درجة مئوية.
2. استنادًا إلى مبدأ أن زيادة مساحة السطح يمكن أن تؤدي إلى ترابط أقوى، تم إجراء حفر دقيق بالليزر على سطح الدبوس، مما أدى إلى زيادة مساحة السطح بنسبة 40٪، وبالتالي تحسين قوة التشابك الميكانيكي بين البلاستيك والمعدن، وتعزيز قوة رابطة الواجهة.
3. تم ضبط ضغط الحقن بدقة عند 1200 بار وتم تمديد وقت التثبيت إلى 30 ثانية لضمان ملء البلاستيك لفجوات القالب بالكامل، وتم دمج خطوة تلدين لاحقة لمدة 4 ساعات للمساعدة في إطلاق الإجهاد المتبقي وجعل أبعاد المكون أكثر استقرارًا.
الدروس المستفادة من الفشل:
كانت الدفعة الأولى من المنتجات النهائية جيدة للاستخدام الفوري، ولكن بعد 48 ساعة ظهرت تشققات دقيقة نتيجة لتخفيف الضغط، وزاد معدل التسرب مرة أخرى.
لقد علمنا هذا أنه ينبغي أن يكون لدينا جهاز تحكم في درجة حرارة القالب قابل للبرمجة لتبريد القالب تدريجياً على مراحل حتى يمكن إطلاق الإجهاد المتبقي بالكامل.
لن تتمكن عملية التنظيف بالموجات فوق الصوتية العادية من إزالة الزيوت والأوساخ من المسام الدقيقة للدبابيس. لذا، يُعد التنظيف بالبلازما الجوية ضروريًا لفصل الزيوت والأوساخ، حيث يُغير طاقة السطح ويُضعف الروابط على المستوى الجزيئي.
النتائج النهائية:
تم تأهيل المنتج النهائي باجتيازه 100 اختبار صدمة بدرجة حرارة عالية ومنخفضة، وكان لكشف تسرب مطياف الكتلة الهيليوم قراءة مستقرة تبلغ 10 ملي بار/لتر.
زيادة الإنتاج من 65% إلى 99.2%، مما فتح الباب أمام الإنتاج الضخم، وانخفضت الخسارة الشهرية للعميل بمقدار 80 ألف دولار، وتسارع وقت الوصول إلى السوق.
إذا كنت تواجه أيضًا تحديات مثل إحكام إغلاق مكونات المستشعر وانفصال الطبقات البينية، فاتصل بخبراء الهندسة لدينا للحصول على حل مخصص لتشكيل القوالب المعدنية.
الأسئلة الشائعة
س1: ما هو مستوى الفراغ الذي يمكن أن تحققه عملية التشكيل بالإدخال؟
مع إدخال عملية ربط الواجهة المثلى، يمكن لعملية التشكيل بالإدخال الحفاظ على مستوى الكشف عن تسرب الهيليوم عند 10⁻⁹ ملي بار/لتر·ثانية، وهو ما يتماشى مع معيار معدات الفراغ العالي لأشباه الموصلات، كما أنه يقضي على تسرب الغاز الذي يؤدي إلى تلوث الرقاقة.
س2: ما هي المواد التي تستخدم عادة في الحشوات المعدنية؟
تستخدم عملية قولبة أشباه الموصلات عادةً مواد معدنية مثل الفولاذ المقاوم للصدأ 316L، وسبائك الألومنيوم 6061، وسبائك الكوفار. سنقترح المادة الأنسب بعد دراسة متأنية لاستخدام المكون وبيئة عمله.
س3: كيف يمكن منع انزياح القالب أثناء عملية التشكيل بالحقن؟
يتم تقليل إزاحة الحشوات إلى مستوى 0.01 مم باستخدام دبابيس تحديد المواقع الدقيقة والفحص البصري الآلي . بالإضافة إلى ذلك، من خلال تصنيع دورة الحقن بناءً على هذه البيانات لتجنب انحراف الضغط العالي، يتم ضمان دقة الأبعاد.
س4: ما هي أقصى درجة حرارة يتحملها المكون؟
بفضل استخدام أنواع خاصة من البلاستيك مثل PEEK، يمكن للمكون أن يعمل بسهولة عند درجة حرارة 250 درجة مئوية لفترة طويلة، كما يمكنه تحمل درجات حرارة تصل إلى 300 درجة مئوية لفترة قصيرة. وهذا يفي بمواصفات درجة الحرارة لمعدات أشباه الموصلات.
س5: كيف يمكن تعزيز قوة الترابط بين المعدن والبلاستيك؟
ستتحسن قوة الترابط بشكل كبير عند دمج تقنيات الحفر الدقيق بالليزر، والتنظيف بالبلازما، والتصميم الميكانيكي المتشابك. كما أنها تمنع بشكل فعال انفصال الطبقات البينية.
س6: ما هو الحد الأدنى لحجم الإدخال المدعوم؟
تتمتع شركة JS Precision بالقدرة على معالجة حشوات الرصاص الدقيقة بقطر 0.5 مم، والتي يمكنها تحديد موضع المكونات الدقيقة لأشباه الموصلات بدقة وتشكيلها بثبات.
س7: هل يمكنك تقديم دعم تصميم DFM؟
يمكننا أن نقدم لكم استشارات متنوعة حول تصميم قوالب الإدخال ومحاكاة Moldflow لتحسين تصميماتكم، وتجنب العيوب، وخفض التكاليف، وتحسين الكفاءة.
س8: ما هي دورة النماذج الأولية النموذجية قبل الإنتاج الضخم؟
تستغرق عملية تطوير القالب الدقيق والعينة الأولى لمنتجات قولبة الإدخال لأشباه الموصلات عادةً من 4 إلى 6 أسابيع. وسنبذل قصارى جهدنا لتقليص وقت طرح منتجاتنا في السوق لعملائنا من خلال تسريع العمليات.
ملخص
ترتبط الدقة والموثوقية في معدات أشباه الموصلات ارتباطًا وثيقًا بتقنية قولبة الإدخال لأشباه الموصلات. فكل دقة على مستوى الميكرون، وكل ثبات في عملية الختم، يرتبطان ارتباطًا مباشرًا بجودة الرقاقة وتكاليف الشركة.
تُعد حلول قولبة الإدخال الناضجة من JS Precision بمثابة عصا سحرية لمعالجة المشكلات الأساسية مثل دقة إحكام إغلاق المكونات ومطابقة التمدد الحراري، وما إلى ذلك، مما يساعد في خفض التكاليف وتحسين الإنتاجية وتقليل وقت التسليم.
باختيارك لنا، ستحصل على خدمة قولبة بالحقن مستقرة وفعّالة، مما يجعل مكوناتك الأساسية ميزة تنافسية لمعداتك. لتحسين المكونات وتطوير العملية، تواصل مع خبرائنا الهندسيين الآن للحصول على أفضل الحلول وعروض الأسعار.

تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. لا تقدم شركة JS Precision Services أي ضمانات، صريحة أو ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. ولا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة JS Precision. تقع مسؤولية ذلك على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأجزاء. يرجى التواصل معنا لمزيد من المعلومات .
فريق دقة جافا سكريبت
شركة JS Precision شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. باختياركم JS Precision ، تضمنون الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
مورد

