
カスタムインサート成形協働ロボットや手術ロボットなどの精密機器では、関節部のマイクロメートルレベルの組み立て隙間が原因で、アーム伸長端での過度の位置ずれが直接の原因となることがよくあります。
複数の金属インサートの複雑な組み立てに直面した場合、最初に金属部品を加工してからネジやプレスで組み立てる従来のプロセスでは、手順に時間がかかるだけでなく、ロボットの高周波往復運動における微動摩耗やトルク減衰の隠れた危険が生じます。
この記事では、記事全体の中核となる内容を貫くコアプロセスとしてインサート成形を取り上げ、カスタムインサート成形がこれらの機械的故障の問題を根本的に解決する方法について詳しく説明します。
コアアンサーの概要
| コア寸法 | 技術的ソリューション | 主な利点 |
| 組立工程 | インサート成形サービスは、従来のポストインストールに代わるものです。 | ミクロンレベルの隙間をなくし、軸方向の緩みやトルク減衰を解決します。 |
| 公差制御 | 精密金型とワンショット位置決め。 | 累積公差を排除し、±0.01mmの組立精度を保証します。 |
| 材料特性 | CTE マッチング設計とカーボンファイバー強化素材。 | 軽量化と高剛性を両立し、内部応力クラックのリスクを低減します。 |
| 生産効率 | エンドツーエンドの DFM と自動生産。 | 歩留まりを 98% 以上に向上させ、複数プロセスの組み立てコストを削減します。 |
主な結論
- ロボットの関節は正確に動作します。
カスタムインサート成形は、ロボットのエンドエフェクターの加工精度を向上させるだけでなく、組み立ての隙間をなくすための優れた方法です。
- 構造が信頼性を決定します。
機械的なロックではなく、プラスチックの収縮クランプ力が面となって作用し、高負荷時でもチップの脱落を完全に阻止します。
- 設計によりコストが発生します。
より高いレベルの金属加工コストと射出成形の歩留まりを維持するには、重要な要素は、次のような機能を備えたインサート射出成形パートナーを選択することです。 高精度金型製作。
インサート成形サービスを信頼できる理由JS Precision のカスタム コンポーネントに関する専門知識
信頼できるロボットジョイントの製造方法を探している場合、JS Precision のような熟練したインサート成形会社に依頼すれば、当然のことながらプロジェクトを確実に成功させることができます。
この重要なプロセスの技術進歩は、ロボットの関節の性能レベルをほぼ完全に決定するため、製品の優れた品質の重要な要素となります。
JS Precision の経験豊富なスタッフを 15 年以上カスタム インサート成形に使用することで、協働ロボットや手術ロボットなどの高度な分野に非常に適したカスタム ソリューションを受け取ることができます。
また、当社の強力な技術基盤と、300 社以上の世界的なロボット企業に対応してきた実際の実務経験のおかげで、お客様のロボット接合部の製造は、技術的な懸念なしに、より信頼性が高くなります。
JS Precision は、あらゆる段階での厳格な品質管理により、金型の構築、材料の選択、自動生産に至るまで、ロボットのジョイントがすべて規格に準拠していることを保証します。 ISO 13485 医療グレードの製造基準したがって、コンプライアンスの最適化に追加コストをかけることなく、最高の品質基準を快適に満たすことができます。
従来の組み立てプロセスによって引き起こされる関節トルクの減衰の問題に直面している場合 (たとえば、世界的に有名な協働ロボット会社では、2000 サイクル後にトルク減衰率が 25% に達し、工業グレードの耐久性要件を満たすことができません)、当社のカスタム インサート成形ソリューションを通じて、同様のブレークスルーを達成できます。
インサートのローレット構造を最適化し、次に 30% の炭素繊維強化 PEEK 材料を使用することで、トルク保持力が 2 倍になるだけでなく、 100,000 サイクル後の減衰を 2% 未満に抑制し、 98.5% の安定した歩留まりにより、製品の耐久性の問題を完全に解決し、同時に製品の市場競争力を強化します。
それに加えて、JS Precision の業界をリードする生産設備と経験豊富な技術チームは、0.5 mm の微細挿入から大きな接合部まで、さまざまな加工要件の実行を支援します。
30トンから550トンまでの幅広い射出成形機を揃え、 0.005mm精度での金型製作が可能で、手術用ロボットなどのハイエンド機器にも対応可能です。
位置決め精度 0.02 mm の 6 軸ロボット自動インサート配置により、人的エラーを最小限に抑え、生産効率を向上させ、納期を短縮し、生産コストを削減できます。
カスタム インサート成形がロボット ジョイント プロジェクトにどのように適合するかについて基本的な理解を深めたい場合は、当社の業界ホワイト ペーパーをダウンロードして、中核となるプロセス ポイントと顧客の成功事例をすぐに把握できます。
従来の組み立てプロセスではなく、インサート成形サービスを選択する理由
インサート成形は、より有益なプロセスであり、従来の改造プロセスに徐々に取って代わられつつあります。
従来の手順におけるミクロンレベルの小さなアセンブリギャップは、高周波でのロボットの関節運動中にフレッティング摩耗を引き起こします。インサート成形では、プラスチックの冷却と収縮によるクランプ力を利用してギャップゼロの接合を実現し、軸方向の緩みやトルクの減衰を完全に排除します。
その結果、接合部の耐久性が大幅に向上し、メンテナンスコストが大幅に削減されます。
機械的特性の違い: 機械的ロックから分子レベルの結合まで
一般に、従来の改造プロセスでは、金属インサートはプラスチックシェルから 5 ~ 15μm 離れています。
これにより、ロボットのジョイントが 180° の高周波往復運動を実行するときにフレッチング摩耗やネジの脱落が発生する可能性があります。インサート成形サービス高温高圧でインサートの周囲に溶融プラスチックをプレスします。
プラスチックが冷えると、 360°均一なクランプ力が発生し、トルク保持力が40%以上向上し、金属とプラスチックが分子レベルで安定して接合されます。
故障モードの回避: トルク減衰の問題の解決
- 従来のプロセスの問題点:
従来、一連の 2000 サイクルを通じて、またはロボットの緊急ブレーキや過負荷のトルク減衰により、ロボットの精度と安全性が 25% 大幅に低下する可能性があります。
- 最適化されたソリューション:
長期にわたる接続を実現するために、独自のカスタムインサート成形によりインサートのローレット構造が変更され、せん断力がプラスチックマトリックスによって共有され、長期の動的荷重条件下でも接続の安定性が維持されます。
- 最適化の結果:
最適化後のロボット関節のトルク保持率は依然として 95% 以上であり、トルク減衰の問題は完全に解消されており、連続動作寿命が約 10 万サイクル増加するだけでなく。
| プロセスの種類 | 組立間隙(μm) | 2000サイクル後のトルク減衰率(%) | 10万サイクル後のトルク維持率(%) | 組立工数 | 単価 (USD) |
| 従来の組立後プロセス | 5-15 | 25 | 85未満 | 4-6 | 12.5 |
| インサート成形サービス | 0 | 5未満 | 95以上 | 1 | 8.9 |
| ロボティクスインサート成形サービス | 0 | 3未満 | 98以上 | 1 | 9.2 |
| インサート射出成形 | 0 | 4未満 | 97以上 | 1 | 8.7 |

図 1: 統合された金と銀の金属インサートを備えた 4 つの対称的な黒いプラスチック製固定具が白い背景に整然と配置されており、ロボットのジョイント アセンブリに使用される可能性のあるコンポーネントを示しています。
インサート成形ソリューションは、どのようにして複雑なロボット関節のより厳密な公差制御を実現できるのでしょうか?
独自の成型方法により、 インサート成形ソリューション複雑なロボット関節が正確に機能するために必要な厳しい精度の要求を満たします。
このシステムは、単一の高精度金型システムを通じて正確な金属インサートの位置決めを実現し、複数の製造ステップによるエラーを防ぎ、その結果、射出成形後のアセンブリ精度が ±0.01mm の範囲内に留まり、ロボットがエンドエフェクターの正確な位置を維持できるようになります。
累積公差の排除
1. 従来のプロセスの限界:
協働ロボットの関節は通常、3 ~ 5 個の精密金属部品で構成されます。
独立した生産とその後の組み立てという従来の方法を使用すると、各ステップで生じる誤差は通常約 0.008mm であり、これらの誤差が合計されると、設計仕様をはるかに超えるレベルになります。
わかりやすく言うと、これはブロックを積み上げるのと似ており、各ブロックの中心が少しでもずれると、タワー全体が傾き、倒れる可能性もあります。
2. 成形最適化ロジックを挿入します。
インサート成形ソリューションは、金型内のすべてのインサートの位置基準を統一し、最初から複数のプロセスによる誤差の蓄積を防ぎます。
3. 精度の達成:
各インサートの相対位置精度は、統一されたベンチマークによって制御でき、±0.01 mm 以内の精度を維持する結果が得られます。これは、ロボット アームのエンド エフェクタの再現性 ≤0.02 mm の基準を満たしています。 ASTM D638-14 規格。
手術ロボットに特有の精度要件
手術ロボットの場合、手術器具の先端はロボットの関節の微動に応答して実際の動きを取得します。ロボットインサート成形サービスは、医療グレードの要件を満たす、200万回のトラブルフリーサイクルでコネクタの同軸偏差が0.005mm未満で0.5mmを超えるロボットマイクロインサートを製造できます。
ロボティクスインサート成形サービスはどのようにしてマイクロメーターレベルの同軸度制御を実現するのか?
ロボティクス インサート モールディング サービスのサービスは、高精度の位置決めおよび監視システムを使用した高度な設備により、ロボット減速機部品の同軸度をミクロンレベルで制御する正確な作業を実現します。
このシステムは、高精度の金型ガイド システムと金型内変位センサーを使用して、インサートの動きを常に追跡しながら、3μm の制限内にとどまる同軸度制御を維持します。
正確な位置決めとリアルタイム監視
ハーモニック減速機のリジッドホイールとフレキシブルホイール間のアセンブリに 5μm を超える同軸偏差がある場合、摩耗プロセスの加速とともに伝達効率の低下が発生します。
のシステムロボットインサート成形サービスは、閉ループ制御システムと併せて金型内プローブ位置決めを使用して、射出圧力中に成形インサートが固定されたままであることを保証しながら、埋め込み位置偏差を ±0.005 mm に制御します。
針を正しく挿入するには、針に糸を通すときの一般的な表現に従って、針穴と糸の端を正確に位置合わせする必要があります。
同軸度制御は、「針穴」と「糸端」の位置を一定に保ち、詰まりや摩耗の原因となる位置ずれの問題を防ぐシステムのように機能します。
ロボット減速機コンポーネントの同軸度制御要件がある場合は、詳細な要件を提出してください。専用のロボットインサート成形サービスソリューションをカスタマイズします。
図 2: 複数のツール ヘッドがコンベア上で整列する精密自動システムの拡大図。ロボット インサート成形で可能な高精度制御を強調しています。
ロボット関節の軽量化と高剛性の矛盾をインサート射出成形で解決するには?
科学的な材料選択と構造設計により、インサート射出成形はロボット関節の軽量かつ高剛性の要件を満たすだけでなく、金属とプラスチックの熱膨張係数の違いによって引き起こされる内部応力亀裂の問題も解決し、剛性と重量の適切なバランスを実現します。
CTEの違いによる内部応力の除去
アルミニウム合金と通常の PA6 は CTE が大きく異なるため、温度変化にさらされると内部応力を受け、コンポーネントが破損する可能性が非常に高くなります。
インサート射出成形では、30% ~ 40% の炭素繊維強化 PEEK または PPA 素材を使用し、プラスチックの CTE を 20 ~ 30 ppm/°C に低減します。 -40℃~120℃の熱サイクル試験においてもクラックを防止し、高い剛性でサポートします。 カスタム成型フットインサート達成されます。
つまり、二人で歩いているようなものです。歩幅が大きく異なると、お互いに足を引っ張り合って転んでしまう可能性があります。足取りを同調させることで安定したスムーズな歩行を実現し、骨折を防ぎます。
肉厚設計とストレスリリーフ構造
金属インサートの隣のプラスチック壁の厚さが大幅に変化すると、内部応力が大きくなります。
モールド フロー解析によって肉厚の移行ゾーンを変更し (勾配 3)、インサート エッジに 0.2 ~ 0.3 mm の応力緩和溝を切削すると、残留応力のピークが 35MPa から 12MPa 未満に低下し、コンポーネントの耐用年数が長くなります。
| 材質の種類 | CTE (ppm/℃) | 該当するシナリオ | せん断強度(N・m) | 密度 (g/cm3) | 熱サイクル試験の性能 |
| アルミニウム合金 | 23 | メタルインサート | 1200 | 2.7 | 著しい変形なし |
| 通常のPA6 | 80 | 一般的なプラスチック部品 | 350 | 1.14 | ひび割れしやすい |
| 30% カーボンファイバー強化 PEEK | 22 | ハイエンドロボットジョイント | 850 | 1.45 | ひび割れなし |
| 30% カーボンファイバー強化 PPA | 28 | 産業用ロボットジョイント | 780 | 1.38 | ひび割れなし |
| 強化PA66 | 35 | 高荷重ジョイント | 620 | 1.18 | 軽微な変形 |
コストの違いを理解するにはインサート射出成形さまざまな材質については、最適な選択を迅速に行うのに役立つ無料の材質選択とコスト比較表を入手するには、お問い合わせください。
カスタムインサート成形プロセス中に生産コストと歩留まりを効果的に管理するにはどうすればよいですか?
カスタムインサート成形では、生産を自動化しプロセスを最適化することで、生産コストと歩留まりのバランスをとることができます。
自動インサート配置システムと金型フロー解析を組み込んで最適なゲート位置を決定することで、単体生産サイクル タイムを 30% 短縮し、スクラップ率を 2% 未満に抑えることができます。
自動化とモールドフロー解析の利点
JS Precision には、位置決め精度 0.02mm の自動インサート配置用の 6 軸ロボットが装備されています。
インサートの位置ずれを回避するための最適な充填速度を決定するモールド フロー解析の助けを借りて、この組み合わせにより、インサート成形サービスにおいて 98.5% 以上の高い大規模生産歩留まりが保証されます。
さらに、全体的なコストも従来の方法より 20 ~ 30% 削減されます。
金型の寿命とメンテナンス戦略: 単体コストへの影響
ガラス繊維・カーボン繊維などの強化材は金型の摩耗を促進します。 JS Precision は、金型の製造に硬化鋼 (HRC 52 ~ 58) を選択し、 50,000 サイクルごとに精密修理を行って、金型の寿命を 100 万サイクル以上に延ばします。
これにより、インサート射出成形の 1 個あたりの金型コストが 40% 大幅に削減されます。
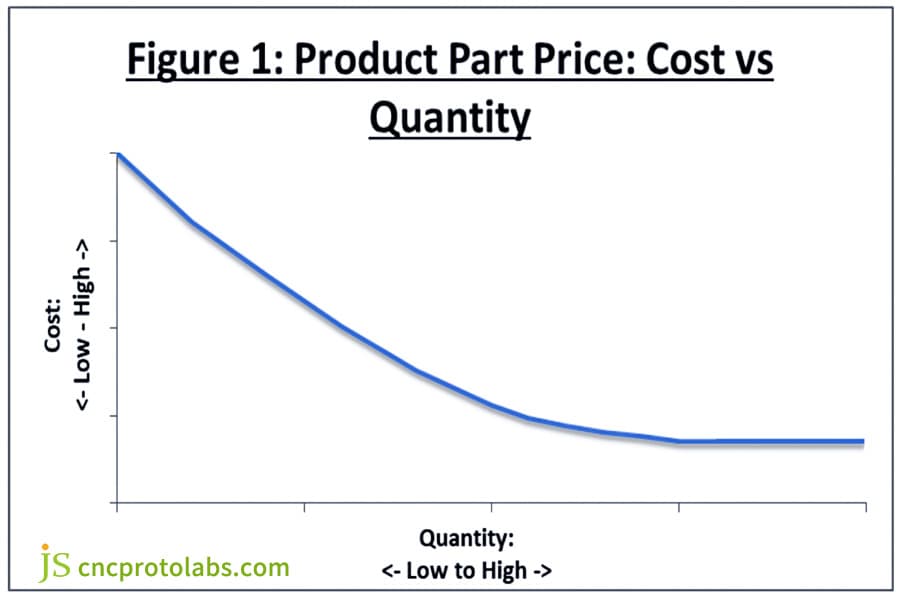
図 3: 「製品部品の価格: コスト対数量」というタイトルの折れ線グラフは、製造プロセスでの生産量の増加に伴う単価の減少を示しています。
高荷重ジョイント用の成形インサートのせん断抵抗を最適化するにはどうすればよいですか?
ロボットの高負荷ジョイント、特に高負荷のロボットジョイントは、緊急ブレーキ時に非常に短時間に非常に高いトルクを受けます。 インサート成形、インサートの形状とオーバーレイの厚さを変更することで、プラスチックと金属の界面が分離しないように、せん断抵抗を 500 Nm より大きくします。
脱落防止構造設計
緊急ブレーキ時、高負荷ジョイントの瞬間トルクは定格値の 300% にも達することがあります。
カスタムインサート成形では、インサートに回り止め溝やダイヤモンドローレット加工を施すことにより、接触表面積を30%以上増加させ、引き抜き力を800Nから1500N以上に高め、インサートの脱落を防止します。
動的せん断抵抗に対するプラスチックマトリックスの靭性の寄与
通常、脆いプラスチックは高荷重に耐えることができません。強化 PA66 (ノッチ付き衝撃強度 15 kJ/m) または PEEK を使用すると、交互せん断荷重を 100,000 サイクル繰り返した後でも、成形インサートが引き抜き力の 95% を維持し、それによって安定したジョイント動作が保証されます。
高負荷のロボットジョイントのせん断抵抗を最適化する必要がある場合は、弊社の技術チームにご連絡いただき、1対1の専門的なコンサルティングとソリューションをご提供いたします。
JS Precision のケーススタディ: 協働ロボットの肘関節のインサート成形のアップグレード
運用事例は、インサート成形サービスの利点を「視覚的に」強調する優れた手段です。よろしければ、JS Precision による協働ロボット会社向けのカスタム インサート成形ソリューションのアップグレードをここに示します。
それぞれの状況を注意深く検討すると、 JS Precision がどのようにクライアントの問題点を解消し、どのようにしてクライアントの競争力を高めているかが理解できるでしょう。
直面した課題
クライアントの主力製品である肘関節は、当初は CNC フライス加工されたアルミニウム合金その後、ネジを締めてプラスチックシェルを組み立てます。
耐久性テストでは、30,000 サイクル後のトルク減衰率は 15% 以上に達し、機械全体の再現性 (0.05mm) は設計仕様の 0.02mm を上回りました。テストの結果、歩留まりは 85% にとどまり、単価は 11.2 ドルで競争力がありませんでした。
解決
JS Precision がクライアント向けに開発したカスタムインサート成形アップグレード ソリューションは、ソリューション開発プロセスを通じて解決する必要があるクライアントの問題を包括的に検討することから生まれました。
1. インサートの位置を統一:
3 つの金属インサート ベアリング ハウジング、ケーブル固定ポスト、およびねじ付きブッシュが 1 つの金型スペース内に存在し、それらの位置決めのための単一の基準点が作成され、複数の製造ステップを通じて累積された公差がすべて除去されます。
2. 適合する材料の選択:
インサート射出成形の素材には炭素繊維30%強化PC素材を使用。このシステムは、冷却プラスチックを使用して360 度のクランプ力を生成し、従来のネジ固定装置に代わるもので、トルク減衰や軸方向の緩みの問題を排除します。
3. 自動化された生産ライン:
ロボットインサート成形サービスの自動生産ラインでは、6軸ロボットによるインサート自動装着により、位置決め精度±0.02mmを実現しています。このシステムはモールドフロー解析を使用して最適なゲート位置を決定し、 CPK ≥ 1.33 の位置精度を維持しながら毎日 500 セットの生産を達成します。
4. 最適化された DFM と金型:
DFM 製造容易性設計サービスは、インサート システムのより良い構造、プラスチック壁セクション間での移動のより良い方法、応力緩和溝を作成するより良い方法を作成する設計サービスを通じて、インサート設計の改善に役立ちます。
当社では、硬化鋼 (HRC 52 ~ 58)を使用して金型を製造しており、金型の寿命を延ばしながら、時間の経過とともに支払わなければならないコストを削減します。
最終結果
アップグレードされた製品は、お客様に次のような包括的な改善を提供しました。
- ジョイントの同軸度の測定値は 0.05 ミリメートルから 0.008 ミリメートルに減少しましたが、全体的な再現性の測定値は ±0.05 ミリメートルから ±0.01 ミリメートルに増加しました。
- 100,000 サイクル後のトルク保持率は最低 98 パーセントに達し、元のソリューションの 30,000 サイクル後のトルク保持率 85 パーセントをはるかに上回りました。
- 単価は 8.7 ドル (22% 削減) に減少し、歩留まりは 98% に向上し、顧客の注文量は前年比 40% 増加しました。
ロボット関節の精度不足、トルク減衰、コスト高などの問題点にも直面している場合は、製品図面を提出してくださいそして詳細な要件。お客様に合わせてカスタムインサート成形ソリューションをカスタマイズし、無料でお見積りを提供します。
よくある質問
Q1: カスタムインサート成形とは何ですか?
カスタムインサート成形とは、金型内に金属インサートを事前に配置し、その周囲に溶融プラスチックを流し込み、一体化させる成形技術を意味します。また、組み立ての隙間がなくなり、ロボットの関節がより安定します。
Q2: インサート成形サービスは従来のアセンブリよりも価格が高くなりますか?
インサート成形サービスの金型コストは、最初は少し高価ですが、大量生産、プロセスの削減、歩留まりの向上のおかげで、総コストは 20% ~ 30% 削減される可能性があり、長期的にはより価値のある選択肢となります。
Q3: ロボットの関節のインサートとして最も人気のある材質は何ですか?
ステンレス鋼とアルミニウム合金はロボット関節の主要なインサート材料であり、剛性と軽量性を維持するために PEEK、PC/ABS、または炭素繊維強化ナイロン マトリックスと組み合わせられます。
Q4: 累積許容誤差とは何ですか?また、それはどのように解決されますか?
累積許容誤差は、複数の組み立て作業で発生したすべてのエラーの合計です。カスタムインサート成形では、統合金型ベンチマークとワンショット成形を使用することで、この問題を完全に除去できる場合があります。
Q5: どのくらいのサイズのロボット部品を扱えますか?
JSプレシジョンでは、型締力30~550トンの射出成形機を保有しており、0.5mmのマイクロセンサーから大型協働ロボットの多関節アームなどに対応可能です。したがって、さまざまな製品要件を満たすことができます。
Q6: DFM (製造容易性設計) とは何ですか?
DFM は、金型を開く前に製品設計を最適化するアプローチであり、インサートの位置ずれや収縮マークなどのリスクを特定して排除するのに役立ちます。さらに、カスタムインサート成形の生産コストを削減しながら、製造歩留まりも向上します。
Q7: ロボットインサート成形サービスの通常の納期はどれくらいですか?
ロボティクスインサート成形サービス金型製造納期は約 4 ~ 6 週間、大量生産の場合は 7 ~ 15 営業日となります。
Q8: カーボンファイバー補強は金型に重大な摩耗を引き起こしますか?
実際、カーボンファイバー補強は金型の深刻な摩耗を引き起こします。 JS Precision は、高硬度の金型鋼と耐摩耗性コーティングを組み合わせて使用する企業の 1 つで、最大 500,000 回の成形サイクルでも精度が低下しないことが保証されています。
まとめ
カスタムインサート成形は、ロボット関節の精度と信頼性を高めるための重要な技術の 1 つです。ミクロンレベルのギャップ、累積公差、CTE マッチングの問題を排除し、精度、信頼性、コストの理想的なバランスを実現し、結果的に製品の競争力を高めます。
高精度の金型製造能力と高性能ポリマー(PEEK/カーボンファイバー)の加工経験を持つインサート成形サービスパートナーをお探しなら、すぐに JS Precision にご連絡ください。 。
DFMの設計から量産まで一貫して行うことで、より軽く、より強く、より正確なロボットの撮影を可能にします。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は 5,000 を超える顧客と 15 年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

