
Os serviços de moldagem por inserção são um suporte fundamental para a fabricação de componentes essenciais em equipamentos semicondutores.
Com um controle preciso do processo, a moldagem por inserção de semicondutores pode solucionar com eficiência falhas de vedação em nível micrométrico e problemas de contaminação iônica, evitando assim o desperdício de lotes inteiros de wafers que valem milhões de dólares.
A tecnologia de moldagem por inserção fornecida pela JS Precision combina a resistência do metal com a estabilidade de plásticos especiais, garantindo que os componentes atinjam um grau de vácuo de 10⁻⁹ mbar/l.s, reduzindo as taxas de defeitos nos wafers e redefinindo os padrões de confiabilidade para componentes semicondutores.
Quando os equipamentos semicondutores são submetidos a níveis de vácuo mais elevados e ambientes mais corrosivos, a montagem mecânica tradicional deixa de ser capaz de atender às necessidades, e a moldagem por inserção torna-se o principal processo para solucionar os gargalos.
Resumo da Resposta Principal
Dimensão central | Soluções Técnicas Essenciais | Valor para o negócio | Dados principais |
Controle de Contaminação | Produção em sala limpa Classe 100 + limpeza ultrassônica com água deionizada de 18 MΩ·cm | Reduzir a taxa de defeitos em wafers. | A taxa de defeitos nos wafers foi reduzida em mais de 30%. |
Vedação de materiais | Processo de ligação química entre PEEK/PFA e metal | Garantir um nível de vácuo elevado. | Atingir de forma estável um nível de vácuo de 10⁻⁹ mbar/ls |
Padrão de Precisão | Posicionamento automático do manipulador + controle de tolerância de ±0,01 mm | Aumentar o tempo médio entre falhas dos equipamentos. | O MTBF foi estendido para mais de 8000 horas. |
Compatibilidade de Expansão Térmica | Polímero com 30% de fibra de carbono + pré-aquecimento do inserto a 150 °C | Evite a delaminação da interface. | A taxa de delaminação da interface é reduzida para menos de 0,1%. |
Eficiência de produção | Moldagem integrada + Desmoldagem automática | Reduzir o tempo de entrega da cadeia de suprimentos. | O prazo de entrega é reduzido em 30% e o ciclo de montagem é reduzido em 40%. |
Principais conclusões
- Garantia de estanqueidade: O inserto é totalmente encapsulado para eliminar a possibilidade de vazamento de vácuo, indicando a completa eliminação dos pontos de vazamento causados por folgas nas juntas mecânicas.
- Prioridade de projeto: A consideração cuidadosa da espessura da parede e o uso adequado de nervuras, de acordo com as diretrizes estabelecidas, serão os fatores-chave para evitar rachaduras após a moldagem.
- Compatibilidade de Materiais: O uso de materiais poliméricos avançados, cujos coeficientes de expansão térmica são muito próximos aos dos metais, ajuda a prevenir a delaminação interfacial.
- Entrega Integrada: A JS Precision não só realiza o processamento, como também a moldagem por injeção, o que resulta numa redução de 30% no tempo de entrega da cadeia de suprimentos.
Por que escolher os serviços de moldagem por inserção da JS Precision? Soluções de fabricação de precisão para semicondutores
A moldagem por inserção é um processo de fabricação fundamental para os componentes de seus equipamentos semicondutores. Selecionar um fornecedor confiável de serviços de moldagem por inserção é extremamente importante para minimizar os riscos de produção e, ao mesmo tempo, expandir a capacidade produtiva.
Como empresa de semicondutores, você busca um fornecedor que realmente entenda suas necessidades e, ao mesmo tempo, ofereça valor agregado. A JS Precision é um bom exemplo disso.
Ao contratar nossos serviços de alta qualidade, que atendem rigorosamente ao padrão ISO 14644-1 para salas limpas de semicondutores , você pode obter soluções de componentes que estão em conformidade com os padrões globais.
Ao escolher a JS Precision, você terá um ambiente de produção em sala limpa Classe 100, além da tecnologia de limpeza ultrassônica com água deionizada de 18MΩ·cm . Dessa forma, as taxas de defeitos nos wafers são reduzidas em mais de 30%, evitando perdas com descarte de wafers.
Nossa tecnologia automatizada de posicionamento robótico e controle de tolerância de 0,01 mm ajudará você a aumentar o tempo médio entre falhas (MTBF) para mais de 8.000 horas, reduzindo assim as perdas de capacidade relacionadas ao tempo de inatividade e o desperdício de custos.
Outro cliente internacional do setor de semicondutores, que tinha as mesmas necessidades de equipamentos, enfrentava perdas de wafers descartados devido a falhas na vedação de componentes, que chegavam a mais de US$ 500.000 por ano.
Você pode consultar os resultados obtidos após a decisão de utilizar nossos serviços de moldagem por inserção. Como resultado, eles não apenas mantiveram a taxa de vazamento estável em 10⁻⁹ mbar/ls, mas também conseguiram aumentar a taxa de rendimento dos componentes de 65% para 99,2%, economizando assim mais de US$ 400.000 por ano.
Além disso, você pode aproveitar a sólida experiência em engenharia DFM da nossa equipe para obter consultoria especializada em otimização desde a fase de projeto, o que pode ajudar a reduzir os prazos de entrega da cadeia de suprimentos em 30%, melhorar o tempo de lançamento do seu produto e aproveitar as oportunidades de mercado com mais agilidade.
A JS Precision coloca as suas necessidades em primeiro lugar, combinando o projeto do molde , a seleção de materiais e os serviços de fabricação em todo o processo.
Dessa forma, você não precisará encontrar vários fornecedores, o que, por sua vez, minimiza os custos de comunicação e os riscos da cadeia de suprimentos, além de tornar a produção de componentes mais tranquila e eficiente.
Se você está enfrentando dificuldades com a vedação de componentes, controle de precisão ou outros problemas, entre em contato imediatamente com nossos especialistas em engenharia para obter consultoria técnica personalizada em moldagem por inserção de semicondutores.
Por que a moldagem por inserção de precisão é essencial para equipamentos semicondutores?
As condições operacionais extremamente severas das máquinas de semicondutores exigem que os componentes sejam extremamente herméticos e limpos. Como procedimento central, a moldagem por inserção resolve eficazmente as desvantagens dos métodos de montagem tradicionais.
A moldagem por inserção de semicondutores envolve a moldagem direta de plásticos de alto desempenho em suportes metálicos, eliminando assim a necessidade de fixadores e vedações.
Isso não só garante um excelente desempenho de isolamento físico em ambientes extremos, como também é o principal fator para melhorar a integração dos componentes e a estanqueidade.
Melhorando a resistência estrutural em condições de ultra-alto vácuo
As vedações mecânicas convencionais são uma fonte de contaminação de wafers em ambientes de 10⁻⁷ Torr devido a vazamentos de gás em microespaços. A moldagem por inserção fabrica uma barreira física ininterrupta que torna a permeação de gás impossível.
Simplificando, uma camada protetora sem costuras envolve o componente, tornando o vazamento completamente impossível.
Integração de benefícios:
- As folgas mecânicas, que são a origem da infiltração de gás e da geração de partículas, são eliminadas, mantendo assim a limpeza do wafer.
- A resistência intrínseca dos metais é combinada com a estabilidade dimensional dos plásticos, o que é um fator chave para aumentar a vida útil dos componentes e diminuir os custos de substituição.
Eliminando os riscos da montagem secundária e as fontes de partículas
A expansão e contração térmica causam vibração nos fixadores mecânicos e geração de microdetritos, o que pode tornar um wafer inutilizável.
A moldagem por inserção transforma geralmente de 5 a 10 peças em um único componente integral, o que significa que os resíduos são eliminados na sua origem e as etapas de montagem são significativamente reduzidas. Isso pode diminuir os ciclos de montagem em mais de 40%, reduzir os custos da lista de materiais em 20% a 30% e minimizar erros humanos.
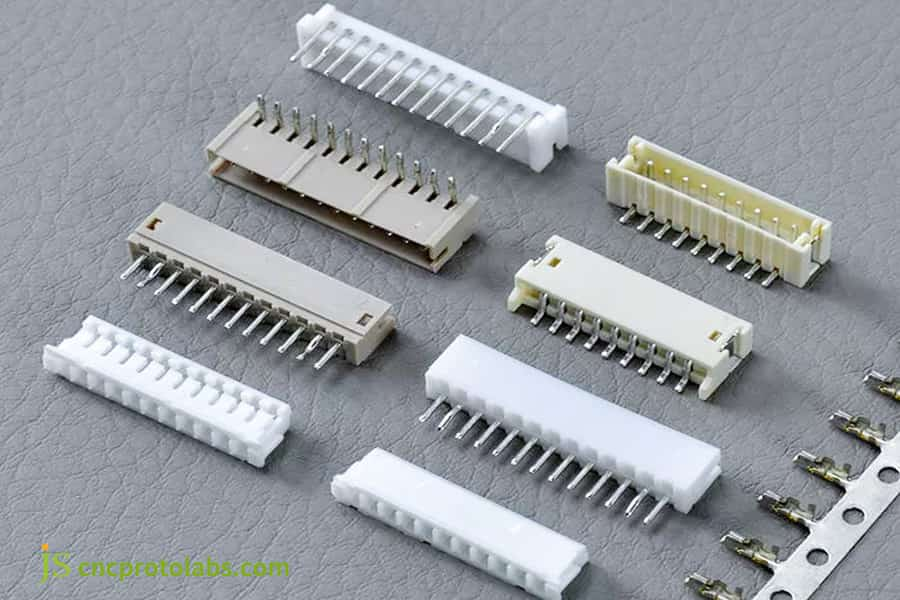
Figura 1: Uma exposição de vários conectores de pino de precisão brancos e bege com inserções metálicas, mostrando o resultado da moldagem por inserção para aplicações em semicondutores.
Quais são as regras essenciais em um guia de projeto de moldagem por inserção de semicondutores?
Um projeto adequado é o primeiro passo para garantir o sucesso da moldagem por inserção.
O foco principal do guia de projeto de moldagem por inserção é controlar a espessura da parede do plástico, criar estruturas de encaixe mecânico e alocar posições de suporte para a inserção, de forma a conferir ao componente a capacidade de manter sua forma e resistência quando submetido a alta pressão.
Em termos simples, é como construir uma casa: você precisa de uma boa fundação e uma estrutura resistente. Seguindo as regras básicas, você pode evitar problemas como rachaduras e afrouxamento, garantindo assim o funcionamento estável dos componentes ao longo do tempo.
Consistência da espessura da parede e otimização da localização dos pontos de injeção
Os componentes semicondutores exigem que a espessura da parede seja mantida constante entre 1,5 e 3,0 mm; caso contrário, as áreas de tensão de tração se concentrarão e resultarão em fissuras, da mesma forma que uma parede com espessura irregular pode levar a fissuras. Uma espessura de parede uniforme resulta em uma distribuição uniforme de tensão.
Utilizamos a simulação Moldflow para identificar a posição das linhas de solda, garantindo que elas não atinjam as áreas críticas de vedação de alta pressão e alto vácuo, que podem causar falhas na vedação.
Características de encaixe mecânico para colagem de metal e plástico
A resistência da ligação metal-plástico é aprimorada pelo encaixe geométrico. Implementamos inserções metálicas com rebaixos (0,2 mm), recartilhado (passo de 0,5 a 1,0 mm) ou furos passantes (1,0 mm).
Para pinos de sensores pequenos, projetamos uma estrutura de fixação simétrica não circular para evitar o afrouxamento da fiação posteriormente, garantindo a estabilidade do componente.
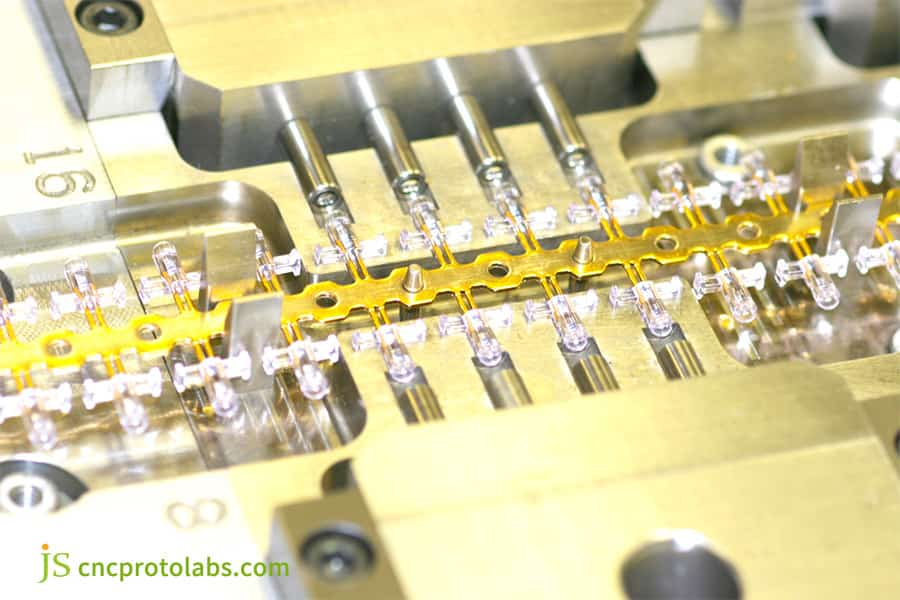
Figura 2: Uma visão detalhada de insertos metálicos posicionados com precisão dentro de uma base de molde dourada, destacando as ferramentas para a fabricação de componentes semicondutores.
Quais soluções de moldagem por inserção metálica resolvem o problema da incompatibilidade de expansão térmica?
As diferenças no coeficiente de expansão térmica (CTE) são um dos principais problemas na moldagem com insertos metálicos , podendo causar delaminação dos componentes e falha na vedação. O uso de pré-aquecimento do inserto, polímeros de fibra de enchimento e zonas de amortecimento são os métodos mais eficazes.
Estratégias de correspondência do coeficiente de expansão térmica (CTE)
As diferenças no coeficiente de expansão térmica (CTE) entre diferentes materiais afetam a estabilidade dos componentes. Os dados de CTE para materiais comumente usados são os seguintes:
Tipo de material | Especificação do material | CTE a 25°C (ppm/°C) | CTE a 100°C (ppm/°C) | CTE a 180°C (ppm/°C) | Cenário de aplicação |
Inserção metálica | Aço inoxidável 316L | 16 | 17.2 | 18,5 | Componentes de vedação a alto vácuo |
Inserção metálica | Liga de alumínio 6061 | 23.1 | 24,5 | 26.3 | Componentes leves |
Inserção metálica | Liga Kovar | 5.9 | 6.1 | 6.3 | Componentes de sensores de alta precisão |
Material plástico | PEEK puro | 50 | 58 | 65 | Componentes convencionais resistentes à corrosão |
Material plástico | 30% Fibra de Carbono PEEK | 18 | 20 | 22 | Componentes compatíveis com a expansão térmica |
Material plástico | PFA | 70 | 78 | 85 | Componentes resistentes ao plasma |
Processos de pré-aquecimento e ciclos de resfriamento controlados
Utilizamos um controlador de temperatura programável para realizar o resfriamento em etapas, o que evita a cristalização irregular das cadeias moleculares causada pelo resfriamento rápido e garante que o módulo permaneça dimensionalmente estável.
Enfrentando problemas de incompatibilidade de expansão térmica? Entre em contato com nossos especialistas em engenharia para obter soluções personalizadas de moldagem por inserção e soluções de correspondência de CTE gratuitas para resolver problemas de delaminação na interface.
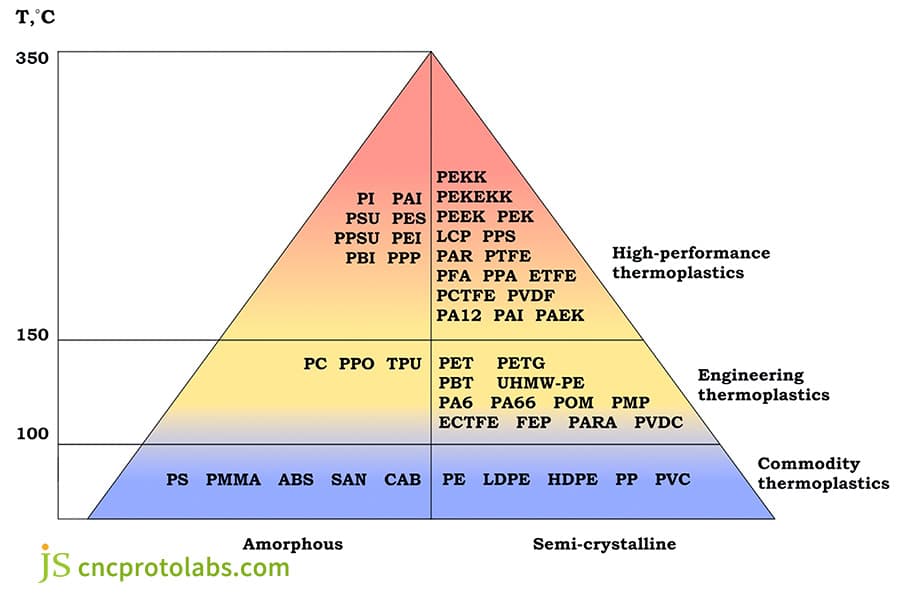
Figura 3: Um diagrama em pirâmide triangular que categoriza vários termoplásticos, desde os de uso comum até os de alto desempenho, com base em sua resistência à temperatura e cristalinidade.
Como selecionar materiais para moldagem por inserção personalizada de alto desempenho?
Os materiais que você selecionar para a moldagem por inserção personalizada definirão o desempenho do seu módulo e devem ser compatíveis com a aplicação de processamento:
Para PFA/PEEK resistente a plasma em equipamentos de gravação, e para materiais com baixa emissão de gases em equipamentos de fotolitografia, verifique sempre a conformidade com as normas de confiabilidade de dispositivos semicondutores IEC 61709 , bem como os requisitos de pureza e constante dielétrica.
Em outras palavras, diferentes condições de operação de equipamentos semicondutores, assim como diferentes ambientes de trabalho, exigem o uso de roupas diferentes.
A escolha dos materiais certos pode tornar os componentes "resistentes ao desgaste e duráveis" em ambientes complexos, evitando falhas de equipamentos e descarte de wafers causados por materiais inadequados.
Polímeros de alto desempenho para resistência química à corrosão
O PFA e o PTFE são muito estáveis em ambientes fortemente ácidos, como o ácido fluorídrico, e não apresentam corrosão ou deformação, mantendo também sua capacidade de vedação mesmo após exposição prolongada.
A moldagem por inserção especializada pode sincronizar com precisão esses materiais resistentes à corrosão e ajudá-lo a aproveitar ao máximo suas características.
A resistência estrutural é uma das vantagens do PEEK (módulo de Young de 3,8 GPa) em relação ao PPS (2,6 GPa). Aconselharemos sobre os materiais que melhor atendem aos requisitos de resistência.
Requisitos de baixa emissão de gases para vácuo ultra-alto
Em aplicações de semicondutores, a perda total de massa (TML) do material deve ser de 0,1%; caso contrário, os voláteis liberados contaminarão o wafer, causando seu descarte.
Como os serviços modernos de moldagem por inserção minimizam a contaminação por partículas?
O nível de contaminação por partículas permitido em componentes semicondutores é extremamente baixo. Serviços profissionais de moldagem por inserção alcançam esse nível por meio de operações em salas limpas, gerenciamento de matérias-primas de alta pureza e desmoldagem automatizada.
Essas medidas podem controlar a contaminação por partículas a níveis de qualidade semicondutora, garantindo assim que o wafer não seja contaminado pelo componente.
Implementação de padrões de fabricação em salas limpas (classe 100/1000)
A JS Precision garante a qualidade do ar na área de moldagem por injeção através de um sistema de filtragem HEPA. Os padrões de controle de partículas para diferentes salas limpas são os seguintes:
Classe de sala limpa | Número de partículas ≥0,5 μm por pé cúbico | Número de partículas ≥5 μm por pé cúbico | Etapas de processo aplicáveis | Benefícios para o cliente |
Classe 100 | ≤100 | ≤0 | Produção de Moldagem por Inserção, Limpeza de Componentes. | Evite a contaminação por partículas e aumente o rendimento dos componentes para mais de 99%. |
Classe 1000 | ≤1000 | ≤10 | Armazenamento de matéria-prima, embalagem de componentes. | Reduzir o risco de contaminação secundária durante o armazenamento. |
Classe 10000 | ≤10000 | ≤100 | Pré-processamento de moldes, manutenção de equipamentos. | Controle os custos de produção e, ao mesmo tempo, atenda aos requisitos de limpeza. |
Temos procedimentos operacionais muito rigorosos. Os funcionários são obrigados a vestir trajes completos para salas limpas. Ao entrar e sair da sala limpa, é necessário passar por uma câmara de descompressão para remoção de poeira, a fim de evitar contaminação secundária.
Operações de desionização e limpeza de ponta após a moldagem
Para a limpeza ultrassônica das superfícies dos componentes, visando a remoção de micropartículas residuais de poeira, utilizamos água deionizada com resistividade de 18 Ω·cm, o que garante que as superfícies apresentem um nível de limpeza compatível com os padrões da indústria de semicondutores.
Em seguida, a limpeza e a embalagem com folha de alumínio a vácuo de dupla camada são realizadas diretamente na sala limpa, para que não ocorra adsorção de partículas durante o transporte.
Quer saber como os serviços de moldagem por inserção em salas limpas Classe 100 controlam a contaminação por partículas? Veja nossos casos de sucesso para obter informações técnicas detalhadas.

Figura 4: Detalhe de um componente moldado transparente com contaminação por partículas pretas em sua superfície, evidenciando um problema de controle de qualidade.
O que torna um fabricante de moldagem por inserção personalizada confiável para a indústria de chips?
À medida que as empresas de semicondutores buscam precisão nos componentes e redução de riscos em suas cadeias de suprimentos, elas não podem se dar ao luxo de deixar a confiança em seu fabricante de moldagem por inserção personalizada ao acaso.
Uma empresa capaz de produzir um sistema de gestão de qualidade de nível semicondutor, utilizando equipamentos de teste precisos e com vasta experiência em DFM (Design for Manufacturing), é a que tem maior probabilidade de obter sucesso.
Metrologia de Precisão e Controle de Tolerância de 0,01 mm
Realizamos testes de precisão completos, monitorando o posicionamento do inserto com um sistema de medição de imagem CCD em tempo real (precisão de 0,005 mm). A análise contínua da qualidade do preenchimento da interface em seção transversal nos ajuda a garantir a ausência de vazios ou bolhas de ar.
Possuímos um sistema completo de rastreabilidade da qualidade. Registros detalhados de testes de cada lote de produtos estão disponíveis para a rastreabilidade de matérias-primas, parâmetros e resultados, garantindo a conformidade do produto.
Integração vertical desde o projeto do molde até a produção em massa na JS Precision.
Equipados com uma oficina de moldes própria, alcançamos a integração vertical desde o projeto e fabricação de moldes até a produção e os testes de moldagem por inserção. Dessa forma, o ciclo de feedback do DFM (Design for Manufacturing) é reduzido para 24 horas, permitindo-nos responder rapidamente às mudanças de projeto.
Quais são os principais desafios e soluções na moldagem por inserção de semicondutores?
A moldagem por inserção de semicondutores é um processo que exige altíssima precisão. Os principais problemas enfrentados incluem deslocamento da inserção, redução da resistência da linha de solda e falha de hermeticidade.
A conformidade com a norma ISO 13485 de gestão da qualidade de componentes semicondutores pode ajudar a reduzir os riscos, e esses problemas podem ser resolvidos de forma eficaz com o uso de tecnologias precisas.
Prevenção do deslocamento do inserto sob alta pressão de injeção
A alta pressão de injeção, entre 800 e 1500 bar, pode causar o deslocamento do inserto com muita facilidade (deslocamentos superiores a 0,02 mm são considerados falhas). Soluções de moldagem com inserto bem desenvolvidas podem prevenir totalmente esse problema. As soluções específicas são:
- Travamento assistido por sistema hidráulico + pinos de localização de precisão que garantem que mesmo os insertos com alta relação de aspecto terão um deslocamento inferior a 0,02 mm .
- O controle de pressão em múltiplos estágios facilita a injeção de uma curva ideal, e o enchimento com baixa velocidade no início protege os pinos de precisão.
Aprimoramento da resistência da ligação interfacial por meio de tratamento com plasma
A fraca adesão entre as interfaces metal-plástico é uma das causas de delaminação e falha da vedação. A primeira maneira de fortalecer essa adesão é:
Tratamento com plasma atmosférico que remove matéria orgânica e camadas de óxido da superfície do metal, alcança ligação em nível molecular e aumenta a resistência ao descascamento em mais de 50% .
Utilização de agentes de acoplamento especializados para melhorar a ligação entre metais e plásticos específicos, impedindo que as peças se separem mesmo após ciclos térmicos prolongados.
Estudo de Caso da JS Precision: Embalagem de Precisão de Componentes de Sensores para Câmaras de Alto Vácuo
Os serviços de moldagem por inserção desempenham um papel vital na produção de componentes para sensores de alto vácuo. Ao solucionar problemas de vedação em componentes de sensores, não apenas aprimoramos o desempenho da vedação, como também garantimos precisão na detecção e alta qualidade dos wafers para nossos clientes da indústria de semicondutores.
Problemas enfrentados:
O componente do sensor fabricado pelo cliente inclui cinco pinos de aço inoxidável 316L de 0,8 mm embutidos em uma carcaça de PEEK, e a taxa de vazamento precisa ser de 10⁻⁴ mbar/l·s.
Após ciclos de aquecimento e resfriamento em temperaturas altas e baixas, de 20°C a 180°C, os processos tradicionais resultam em delaminação da interface devido à grande diferença no coeficiente de expansão térmica (resíduo de éster químico).
Devido a isso, a taxa de vazamento é de 10⁻⁴ mbar/l·s, o rendimento da produção é de apenas 65% e a produção em massa não é possível, o que causou perdas de moldes e matéria-prima, além de atrasos no lançamento no mercado.
Solução:
Elaboramos um plano simples de três etapas para solucionar os problemas que você mencionou, que também integra a tecnologia de moldagem por inserção de metal para resolver com precisão as questões de delaminação da interface e falha de vedação.
Este é um exemplo típico de moldagem por inserção metálica em encapsulamento de componentes a alto vácuo:
1. Para reduzir a diferença de temperatura entre os pinos de aço inoxidável e o PEEK fundido, minimizar a tensão interna causada pelo choque térmico e evitar fissuras por contração após a moldagem do plástico, foi introduzido um sistema de circulação de pré-aquecimento para pré-aquecer os pinos de aço inoxidável a 150°C.
2. Com base no princípio de que o aumento da área de superfície pode levar a uma ligação mais forte, foi realizada uma microgravura a laser em nanoescala na superfície do pino, o que aumentou a área de superfície em 40%, melhorando assim a força de intertravamento mecânico entre o plástico e o metal e aumentando a resistência da ligação interfacial.
3. A pressão de injeção foi ajustada com precisão em 1200 bar e o tempo de retenção foi prolongado para 30 segundos para garantir que o plástico preenchesse completamente os espaços do molde, e uma etapa de pós-recristalização de 4 horas foi incorporada para ajudar a liberar a tensão residual e tornar as dimensões do componente mais estáveis.
Lições aprendidas com o fracasso:
O primeiro lote de produtos acabados estava pronto para uso imediato, porém, após 48 horas, microfissuras surgiram como resultado da liberação de tensão e a taxa de vazamento aumentou novamente.
Isso nos ensinou que deveríamos ter um controlador de temperatura programável para o molde, a fim de resfriá-lo gradualmente em etapas, para que a tensão residual possa ser totalmente liberada.
Uma limpeza ultrassônica comum não será capaz de remover o óleo e a sujeira dos microporos dos pinos. A limpeza com plasma atmosférico é necessária para o desprendimento do óleo e da sujeira, pois altera a energia superficial e a ligação atinge o nível molecular.
Resultados finais:
O produto final foi aprovado em 100 testes de choque térmico, tanto em altas quanto em baixas temperaturas, e a detecção de vazamentos por espectrometria de massa de hélio apresentou uma leitura estável de 10 mbar/ls.
O aumento da produção de 65% para 99,2% abriu caminho para a produção em massa, reduziu o prejuízo mensal do cliente em US$ 80.000 e acelerou o lançamento do produto no mercado.
Se você também enfrenta desafios como vedação de componentes de sensores e delaminação de interfaces, entre em contato com nossos especialistas em engenharia para obter uma solução personalizada de moldagem por inserção metálica.
Perguntas frequentes
P1: Qual o nível de vácuo que a moldagem por inserção pode atingir?
Com a introdução de um processo de ligação de interface otimizado, a moldagem por inserção pode manter a detecção de vazamento de hélio em um nível de 10⁻⁹ mbar/l·s, o que está em conformidade com o padrão de equipamentos de alto vácuo para semicondutores e também elimina o vazamento de gás que leva à contaminação do wafer.
Q2: Quais materiais são normalmente usados para insertos metálicos?
A moldagem por inserção de semicondutores normalmente utiliza materiais metálicos como aço inoxidável 316L, liga de alumínio 6061 e liga Kovar. Sugeriremos o material mais adequado após uma análise cuidadosa da aplicação do componente e do ambiente de trabalho.
Q3: Como evitar o deslocamento do inserto durante a moldagem por injeção?
O deslocamento dos insertos é minimizado para o nível de 0,01 mm por meio de pinos de posicionamento de precisão e verificação visual automatizada . Além disso, ao fabricar o ciclo de injeção com base nesses dados para evitar desvios de alta pressão, a precisão das dimensões é garantida.
Q4: Qual é a resistência máxima à temperatura do componente?
Ao utilizar plásticos especiais como o PEEK, o componente pode funcionar facilmente a 250 °C por longos períodos e tolerar temperaturas de até 300 °C por curtos períodos. Isso atende às especificações de temperatura dos equipamentos semicondutores.
Q5: Como melhorar a resistência da ligação entre metal e plástico?
A resistência da ligação será significativamente melhorada se a microgravação a laser, a limpeza por plasma e o projeto de intertravamento mecânico forem combinados. Eles também evitam eficazmente a delaminação da interface.
Q6: Qual é o tamanho mínimo de inserto suportado?
A JS Precision é capaz de processar insertos de terminais de precisão com um diâmetro de 0,5 mm, que permitem posicionar com precisão e moldar de forma estável os microcomponentes semicondutores.
Q7: Vocês oferecem suporte para projetos DFM?
Podemos oferecer consultoria especializada em projetos de moldagem por inserção e simulação Moldflow para otimizar seus projetos, evitar defeitos, reduzir custos e aumentar a eficiência.
Q8: Qual é o ciclo típico de prototipagem antes da produção em massa?
O desenvolvimento de moldes de precisão e da primeira amostra para produtos de moldagem por inserção de semicondutores geralmente leva de 4 a 6 semanas. Faremos todo o possível para reduzir o tempo de lançamento no mercado para nossos clientes por meio da aceleração do processo.
Resumo
A precisão e a confiabilidade em equipamentos semicondutores estão intimamente ligadas à tecnologia especializada de moldagem por inserção de semicondutores. A precisão em nível de mícron e a estabilidade de cada vedação estão diretamente relacionadas à qualidade do wafer e aos custos da empresa.
As soluções consolidadas de moldagem por inserção da JS Precision são como uma varinha mágica para resolver problemas essenciais, como vedação precisa de componentes, correspondência de expansão térmica, etc., que ajudam na redução de custos, melhoria do rendimento e prazos de entrega mais curtos.
Ao escolher a nossa empresa, você obtém um serviço de moldagem por inserção estável e eficiente, transformando seu componente principal em uma vantagem competitiva para o seu equipamento. Para aprimorar componentes e otimizar o processo, entre em contato com nossos especialistas em engenharia agora mesmo e conheça as melhores soluções e orçamentos.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

