

LSRオーバーモールディングは、自動車における高温シール用途において非常に信頼性の高いソリューションであり、シール不良の問題を完全に解消し、保証期間や生産損失の大幅な削減につながります。
LSRは通常、-50℃から250℃の温度範囲で使用でき、175℃で22時間経過後でも圧縮永久歪みはわずか15%であり、従来のNBRゴムの40%よりもはるかに優れています。
自動車のターボチャージャーにおける高温漏れ、EVバッテリーパックにおけるシロキサン汚染、極低温始動時のシール不良といった問題は、基板レベルの分子化学結合とLSRオーバーモールディングのゼロフラッシュプロセスを組み合わせたソリューションによって全て克服できる可能性がある。
IATF 16949認証を取得しているJS Precisionは、製造性設計(DFM)評価を提供するだけでなく、カスタマイズ生産から量産サービスまでを一貫して提供し、お客様のビジネスにおけるコスト削減と効率向上という目標を効果的に達成します。
コア回答の要約
重要な質問 | コアアンサーズ |
LSRオーバーモールディングの定義 | LSRと基材は金型内で化学結合を形成し、一体型の継ぎ目のないシールを形成する。動作温度範囲は-50℃~250℃である。 |
適用可能な自動車シナリオ | ターボチャージャーシール、電気自動車用バッテリーパックシール、冷却水バルブボディシール、回転軸オイルシール、その他高温高圧部品。 |
従来の制度に対する利点 | 圧縮永久歪み率が低い(従来のゴムでは40%以上であるのに対し、15%以下)、弾力性が高く、耐熱老化性に優れている。 |
JS Precisionが提供するサービス | IATF 16949認証取得済みのフルプロセスオーバーモールディングサービスを提供。サンプル作成から量産まで4~6週間で完了します。 |
主な結論:
- LSRオーバーモールディングは、-50℃から250℃までの広い温度範囲で安定性を維持する必要のある、過酷な自動車用シーリング用途に最適な選択肢です。
- 圧縮永久歪みは15%で、従来のゴムの40%から大幅に向上している。
- JS Precisionは、迅速なDFM評価を含む、4~6週間で完了する包括的なオーバーモールディングサービスを提供しています。
LSRオーバーモールディングにJS Precisionを選ぶ理由とは?自動車用シール製造のエキスパート
高温対応の自動車用シール部品を供給している場合、信頼できるオーバーモールディングサービスプロバイダーを選ぶことは、調達リスクを回避するだけでなく、生産能力を確保するためにも不可欠です。
JS Precisionは、その専門知識、確かな実績、そして権威ある認証資格により、お客様、自動車メーカー、そしてティア1サプライヤーにとって最良の選択肢です。
当社の製品は、自動車業界向けのIATF 16949品質要件と、 ISO 10993-10生体適合性規格の両方を満たしています。
このようにすることで、貴社製品は製品単体だけでなく、製造工程全体を通して、様々な過酷な自動車環境に対応できるようになります。さらに、品質コンプライアンスリスクの克服についてもサポートいたします。
JS Precisionは、お客様の主要な関心事項を最優先します。
- 業界平均で通常8~10週間かかる試作品から量産までの期間を、当社では4~6週間に短縮できます。これにより、市場シェアの迅速な獲得と製品発売期間の短縮が可能になります。
- フラッシュ成形ゼロとコールドランナー+真空クランプ技術の組み合わせにより、材料利用率100%を実現し、材料コストを約20%削減できます。
- オンラインAOI検査システムは、毎分300個以上の部品を検査でき、欠陥検出率は99.9%です。これにより、PPMゼロの出荷が保証され、手直しや人件費の削減につながります。
ドイツのティア1自動車部品サプライヤーは、ターボチャージャーのガスケットからの漏れが原因で毎年100万ドル以上の保証請求を受けていましたが、当社のLSRオーバーモールディングサービスに切り替えたことで漏れの問題を完全に解消できただけでなく、38%軽量化、22%コスト削減を実現し、年間200万個の生産で約90万ドルの節約につながりました。
当社の包括的なサービスには、DFM評価、特殊配合の開発、量産までが含まれます。専門のエンジニアがお客様を全面的にサポートし、お客様のニーズに合わせたソリューションをご提案するとともに、ミスを未然に防ぎ、効率的なシーリングソリューションの実施をお手伝いいたします。
高温環境下での自動車用シーリングでお困りで、カスタマイズされたLSRオーバーモールドソリューションをご希望の場合は、製品図面をご提出ください。24時間以内に無料のDFM解析とコスト評価を実施し、問題の迅速な解決とコスト削減を支援いたします。
高温自動車用シールにおけるLSRオーバーモールディングとは?
LSRオーバーモールディングは、非常に高温になる状況向けに特別に設計された技術の一つです。その定義とプロセス原理を明確に理解すれば、従来のシールが抱える問題を解決できるという、その核心的な価値を認識できるでしょう。
LSRオーバーモールディングの主な定義とプロセス
液状シリコーンゴム(LSR)オーバーモールディングとは、二成分液状シリコーンゴムを金型に射出成形し、あらかじめ配置された基材と白金触媒による付加反応を起こさせることで、化学的に結合した一体型の部品を形成するプロセスである。
この技術は、組み立て工程前の従来の硬化方法とは異なります。
さらに、150℃で1000時間熱老化処理を施した後でも、LSR材料は引張強度の80%を維持するため、シール性能が長期間にわたって確実に維持され、交換費用や保証費用を削減できます。
つまり、各基材にカスタマイズされた継ぎ目のないシリコーン保護フィルムを取り付けるのと似ています。一体成形方式によりシリコーンが基材にしっかりと接着されるため、漏れを発生源から完全に防ぐことができます。
自動車の高温シールにこの技術が不可欠な理由
自動車用パワーシステムの動作温度範囲は300℃(-50℃~250℃)に達し、従来のゴム製シールでは性能が著しく低下します。LSRオーバーモールドの3つの主要な利点が、お客様のニーズに不可欠なものとなります。
- 広い温度範囲での安定性: -50℃から250℃の温度範囲で弾性とシール性能が変化しず、300℃への短時間の暴露にも耐えることができます。
- 化学接着により組み立て時の隙間がなくなり、8 N/cmの剥離強度により位置ずれによる漏れがないことを保証します。
- 永久変形に対する耐性が非常に優れている: 175℃で22時間後の変形率は15%であり、従来のNBRゴムの40%よりも大幅に優れているため、破損の可能性が低くなります。
LSRと従来型ゴムシールの性能比較
パフォーマンス指標 | LSR(液状シリコーンゴム) | NBR(従来型ニトリルゴム) | FKM(フッ素ゴム) | EPDM(エチレンプロピレンジエンモノマーゴム) |
動作温度範囲 | -50℃~250℃(短時間であれば300℃まで)。 | -40℃~120℃ | -20℃~200℃ | -40℃~150℃ |
175℃×22時間における圧縮永久歪み率 | 15%以下 | 40%以上 | 25%以上 | 35%以上 |
基板との接合方法 | 分子レベルの化学結合(プライマーなし)。 | 機械的接着(接着剤が必要)。 | 機械的接着(接着剤が必要)。 | 機械的接着(接着剤が必要)。 |
150℃で1000時間加熱処理後の引張強度保持率 | 80%以上 | 50%以下 | 65%以上 | 60%以下 |
剥離強度 | ≥8N/cm | ≤3N/cm | ≤4N/cm | ≤3.5N/cm |
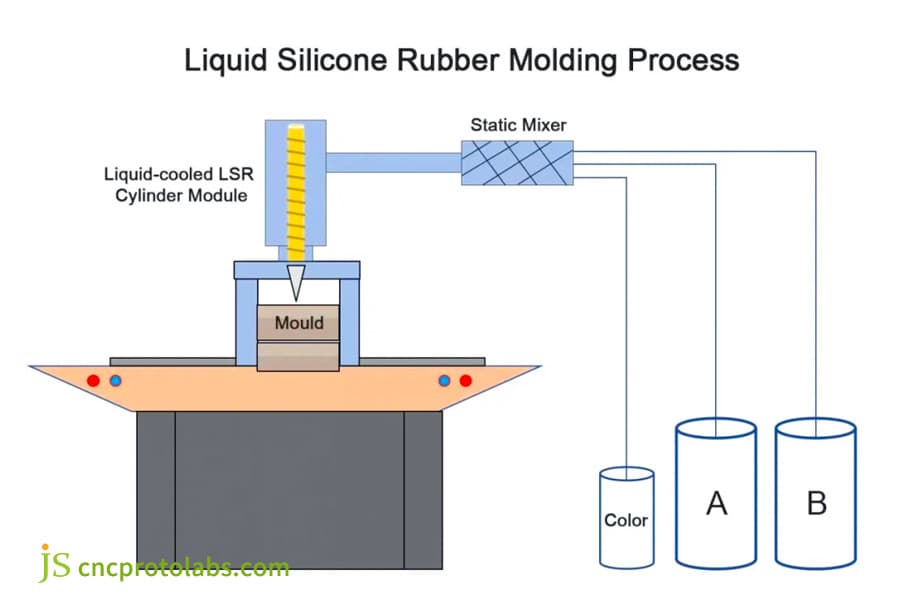
図1:液体シリコーンゴム(LSR)射出成形プロセスを示す技術図。スタティックミキサー、液冷シリンダーモジュール、および高温シール製造用金型が示されている。
シリコンオーバーモールディングは、ターボチャージャーガスケットの漏れをどのように防ぐのでしょうか?
ターボチャージャーのシールは、長年の課題でした。外部シール部品を一切使用しない一体型シリコンオーバーモールドは、非常に高温高圧のターボチャージャーの動作条件に正確かつ完璧に適合することで、漏れを発生源で完全に防ぐことができます。
ターボチャージャーのシールが直面する高温高圧の課題
ターボチャージャーの吸気側と排気側はどちらも非常に過酷な条件下で作動し、過給側の圧力は2.5~3.0バールで高周波の脈動も発生し、排気側の温度は180℃から220℃の範囲で、ピーク時には250℃に達する。
金属フランジ表面のわずかな凹凸でも、従来のガスケットでは密閉できない漏れ経路が生じやすく、ガス漏れや油漏れを引き起こし、最終的には保証費用が増加する原因となります。
金属骨格とシリコーン製シーリングリップのための統合成形ソリューション
シリコーンオーバーモールディングにより、金属フランジの端部に弾性のあるシーリングリブを形成することが可能になります。シリコーン層は、ボルトを締め付ける際に変形し、金属フランジ表面の微細な凹凸を埋めるように設計されています。
LSRのショア硬度は20~70度の範囲で調整可能であり、圧縮率は15~25%が最適値となるため、 IP67/IP68レベルのシール性能が実現します。また、化学結合により経年劣化による漏洩も発生しません。
抗脈動圧力構造の最適化パラメータ
一体成形金型に幅2mm、深さ0.3mmの圧力逃がし溝、または1.5mmのオイル戻り穴を設けるとともに、弾性率が3~5MPaのLSR配合を使用することで、圧力パルスを60%減衰させることができ、シール信頼性の向上にもつながります。
ターボチャージャーのシール漏れでお困りですか?当社のエンジニアにご連絡いただければ、無料のDFM(設計製造性)評価と、ブローバイガスやオイル漏れの問題を迅速に解決するためのカスタマイズされたシリコンオーバーモールディングソリューションをご提供いたします。
液漏れのないバッテリーパックのシールを保証するオーバーモールディング工程パラメータとは?
電気自動車のバッテリーパックの密閉安全性は極めて重要です。オーバーモールド成形プロセスを習得することこそが、液漏れをなくし、清浄度および密閉基準を満たし、安全上のリスクを排除する唯一の方法です。
電気自動車用バッテリーパックの密閉性と清浄度に関する特有のニーズ
バッテリーパックのシーリングシステムにおけるシールから放出された微細なシロキサン分子による高電圧回路の粒子汚染は、短絡を引き起こし、アフターサービスのリスクを高める可能性がある。
LSRプラチナ硬化は副生成物を一切発生させません。VDA 277 VOCおよびIATF 16949:2016規制に準拠しており、-40℃から180℃までの連続シール性能をサポートし、電解腐食にも強く、70℃で22時間経過後も10%の圧縮率を維持します。
二次硬化プロセスにより揮発性物質が除去される
200℃で4時間二次硬化させることで、LSR低分子量化合物の含有量を0.8%から0.08%に低減でき、その結果、オイルミストのない成形品が得られ、表面エネルギーは22mN/mとなり、バッテリーパックの清浄度要件を完全に満たす。
これは、バッテリーパックのシールを徹底的に洗浄するのと似ています。汚れや汚染物質を取り除き、短絡の危険性を防ぎ、アフターサービス時のクレームを減らすためです。
コールドランナーと真空クランプにより、フラッシュを完全に抑制します。
フラッシュ脱落は、バッテリーパック内部に異物が侵入する経路となり、短絡を引き起こす可能性があるため、バッテリー製造工程において重大な懸念事項である。
オーバーモールディングは、90~110℃のコールドランナーを使用し、-0.095MPaの真空度で成形する射出成形技術であり、バリの厚さを0.02mm未満に制御することができます。
また、オンライン目視検査を用いることで、危険な部品を除去することが可能となり、最終的には目標値であるPPM=0を達成することができる。
プロセスパラメータ | パラメータ範囲 | 制御対象 | 顧客メリット | 試験基準 |
コールドランナー温度 | 90~110℃ | 化合物の早期加硫を避けてください。 | 材料の無駄を減らし、コストを削減する。 | 温度変動は±5℃以内。 |
真空度 | ≤-0.095MPa | バリなし成形。 | フラッシュの脱落を防ぎ、バッテリーの安全性を確保します。 | 真空度安定性95%以上。 |
後硬化温度 | 200℃ | 低分子物質を除去する。 | シロキサン沈殿を防ぎ、高電圧回路を保護してください。 | 低分子物質含有量≦0.08%。 |
後硬化時間 | 4時間 | 揮発性成分を適切に除去する。 | シールの清浄度を向上させ、耐用年数を延ばします。 | 表面エネルギー ≥22mN/m。 |
オンライン検出速度 | 300個/分以上 | 不良品ゼロの出荷。 | 手戻りを減らし、生産効率を向上させる。 | 欠陥認識率99.9%以上。 |
お客様専用のバッテリーパックオーバーモールド加工プロセスが必要ですか?詳細な要件をご提出いただければ、正確な見積もりと生産サイクル予測をご提供し、専門エンジニアがプロセス全体を通してフォローアップを行い、シール安全性を確保いたします。
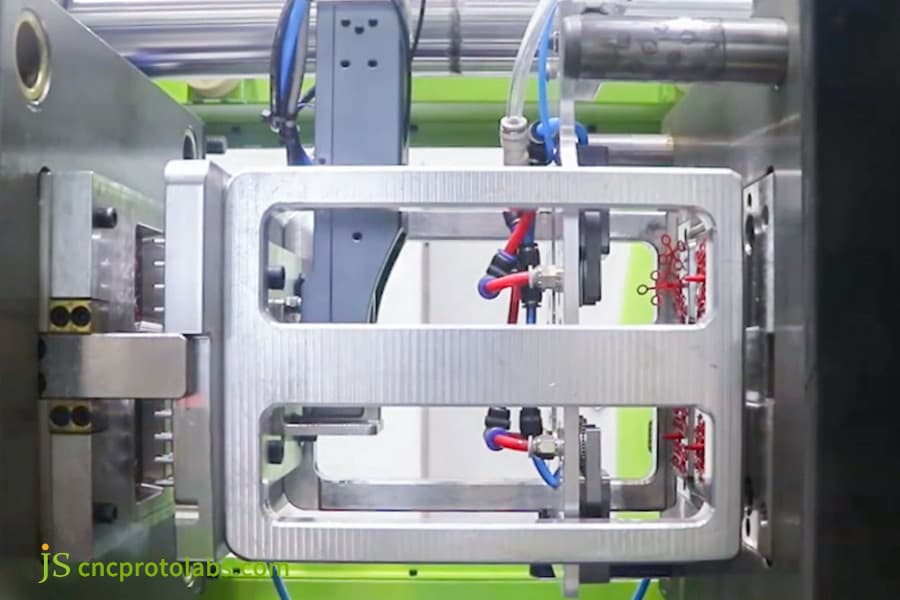
図2:シール製造における精密なプロセス制御のための複雑な流路、部品、および接続されたホースを示す、金属オーバーモールディング金型内部の詳細図。
オーバーモールディング射出成形は、軽量EV用サーマルシールに最適でしょうか?
軽量化は、バッテリー式電気自動車の航続距離を伸ばす上で最も重要な要素です。オーバーモールド射出成形を用いることで、シーリングとフレーム形成をワンステップで行うことができます。これにより、軽量化に加え、シーリング性能も維持されるため、ユーザーにとって二重の価値が生まれます。
電気自動車の熱管理システム:軽量化と性能向上という二重の要求
アルミニウム合金と比較して、 PA66/PPAエンジニアリングプラスチックは重量がわずか45%です。LSRシール部品をプラスチックシェルに直接成形することで、別個のガスケットやアセンブリが不要になり、軽量化、性能向上、コスト削減を同時に実現できます。
プラスチック製鋼材の代替と機能統合に関する費用対効果分析
比較対象品目 | 従来型構造(アルミニウム合金製シェル+独立型ゴム製ガスケット) | オーバーモールディング射出成形方式(PA66/PPA骨格+LSR一体型シール) | 顧客メリット |
重さ | 通常380g(冷却バルブ本体)。 | 通常210g(冷却バルブ本体)。 | 重量を40~50%削減し、バッテリー寿命を延ばします。 |
BOMコスト | 1個あたり100米ドル(参考価格)。 | 70~80米ドル/個(参考価格)。 | コストを20~30%削減する。 |
組み立て工程 | シェル加工→ガスケット取り付け→ボルト締め付け(3ステップ)。 | ワンステップ射出成形。 | 組立サイクルを短縮し、生産効率を向上させる。 |
漏洩リスク | 高(ガスケットの取り付け不良が原因である可能性が高い)。 | 非常に低い(一体成形に隙間がない)。 | 漏洩リスクを約60%削減し、保証損失を低減します。 |
シール性能保持率 | ≤85%(長期サイクリング後)。 | 95%以上(長期サイクリング後)。 | 製品の信頼性を向上させ、耐用年数を延ばします。 |
冷却水バルブ本体の単動式ケース:3つの工程を削減し、重量を40%削減
電気自動車に搭載された5方向冷却水バルブ本体の初期バージョンは、アルミニウム合金製のケースに5つのEPDM製Oリングを備え、総重量は380g、組み立て時間は65秒だった。
PA66-GF30製のハウジングとLSR樹脂をハイブリッド成形に切り替えた結果、重量は210gに軽減され、組み立て時間は15秒となり、 1個あたりの価格は28%削減され、シール性能の維持率は95%を維持した。
高温オイルシールにPTFEではなくLSR射出成形を選ぶ理由とは?
高温オイルシールにおける動的な動きを効果的に密閉することは、エンジンの寿命を左右する重要な要素です。動的な動きを伴う場合、 LSR射出成形はPTFEの多くの欠点を解消することで、PTFEよりも優れた結果をもたらすことができます。
製造工程にカスタムゴム射出成形を取り入れることで、様々なタイプの回転軸用途に合わせて製品をカスタマイズすることが可能になります。
回転軸シール用PTFEオイルシールの欠点
PTFEは非弾性であるため、回転軸シール材としては大きな欠点があります。非常に精密な取り付け偏心(0.05mm未満)が必要であり、始動トルクが高く(0.8Nm)、シャフト加工にコストがかかり(Ra0.2μm)、さらにシャフトの振れにも対応できないため、漏れが発生し、加工およびメンテナンスコストが高くなります。
LSRダイナミックオイルシールの利点としては、低摩擦性と自己潤滑性が挙げられます。
LSR射出成形オイルシールの特徴は、自己潤滑性を持つ化学修飾配合物を使用している点です。加硫後に放出されるシリコーンオイルは表面潤滑剤として働き、摩擦係数を0.15~0.20まで低減します。
始動トルクはPTFEと比較して30%低く、摩擦熱の発生も20%低減されます。シリコーンオイル層は24時間以内に動的平衡状態に達するため、耐用年数が長くなります。
LSRの耐久性とシャフト振れ補正能力
LSRは、0.2mmの半径方向振れに適応することで、シャフトがわずかにずれても変化に耐え、シール機能を維持することができ、 75%の割合で弾力性を示します。
一方、PTFEは弾力性に乏しく、シャフトの振れが0.1mmを超えるとすぐに漏れが発生するため、複雑な運転状況には使用できません。
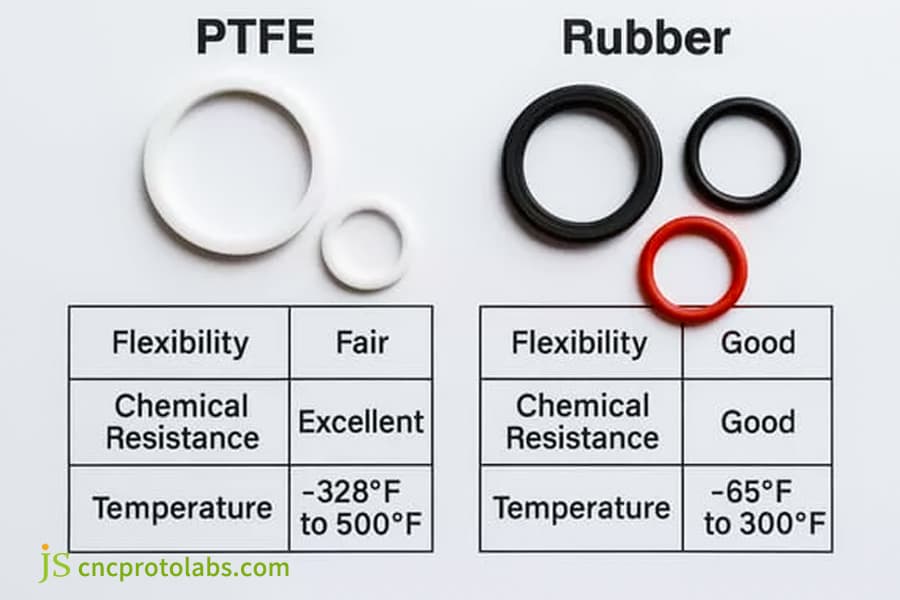
図3:高温シールに使用されるシリコーンゴムとPTFE材料の柔軟性、耐薬品性、温度範囲などの主要な特性を一覧にした詳細な比較表。
カスタムゴム射出成形の特徴は、コールドスタート時のシール不良を防ぐにはどうすればよいか?
極寒地域では、低温始動時にシールが硬化して破損する傾向があります。特殊な設計と配合の最適化によるカスタムゴム射出成形は、-50℃でも安定したシール性を確保し、保証損失の削減と極寒環境への対応を支援します。
極低温環境下におけるゴム製シールの硬化破壊メカニズム
一般的に使用されているゴムのほとんどは、低温にさらされると非常に硬くなる傾向があります。HNBRの硬度は、最悪の氷点下(-40℃)では、70ショアAから95ショアAにまで上昇します。
そのため、冷間始動時の油圧は300kPaに達し、逆方向のシールリップでは変形しにくくなるため、損傷しやすくなり、オイル漏れにつながります。これにより、ブランド製品のイメージが著しく損なわれ、顧客を失うことでアフターサービスコストが増加することになります。
金属ばねのエネルギー貯蔵補償設計は低温にどのように対応するのか
特注のゴム射出成形により、シリコン製シールリップに金属製スプリングリングを埋め込むことで、温度変化に影響されない一定の半径方向締め付け力(5~15N)を実現します。これにより、低温時におけるシール力の低下を補償し、 0.15MPa以上の接触圧力を確保してシール破損を防ぎます。
特殊フェニルシリコーン配合物の低温弾性保持
フェニルシリコーン配合物では、ガラス転移温度が-60℃または-100℃まで低下する。
これらの配合は、-50℃における圧縮反発率85%、ショアA硬度5の変動、および低温始動時の油圧耐性50%向上を実現できます。お客様のニーズに合わせて調整可能なフェニル含有量配合もご用意しております。
IATF 16949規格を満たすオーバーモールディングサービスを選ぶには?
自動車用シールなどの部品を調達する際には、IATF 16949規格に準拠したオーバーモールディングサービスを選択することの重要性を過小評価してはならない。
主に、サービスプロバイダーの技術的な可能性と品質管理対策に注意を払う必要がありますが、 ISO 9001:2015規格にも準拠する必要があることを忘れてはなりません。
サプライヤーの技術力は徹底的な評価なしには何の意味も持たない:考慮すべき3つのポイント
オーバーモールディングサービスプロバイダーを最大限に活用するには、その生産ノウハウを深く掘り下げるだけでなく、製品の品質を評価するのに役立つ3つの主要な技術指標のリストを作成する必要があります。
- 自動画像検査機能:サプライヤーは、欠陥のない商品のみを出荷するために、60秒以内に300個以上の製品を検査できるAIベースの自動画像検査(AOI)を導入する能力がありますか?
- 接着強度試験:サプライヤーは、シールが基材にしっかりと接着していることを保証するために、さまざまな基材に対して標準化された引抜き力曲線を提供できる能力を持っていますか?
- ベンチエージングシミュレーション:サプライヤーは、運転条件シミュレーション試験を実施できる設備を備えており、包括的なPV検証レポートを発行する能力を有しているか?
清潔度チェックと継続的な寸法検査の重要性
自動車用シールの品質において、厳格な清浄度は極めて重要です。そのため、AOI検査では、断面直径公差(0.02mm)やバリ厚さ(0.05mm)などのパラメータを網羅する必要があります。
当社のAOI検査機は、毎分300個の部品を検査する速度、 99.9%の欠陥認識率、 1.33の寸法CPKを実現しており、PPMゼロの出荷を達成し、製品の再加工による損失を最小限に抑えるのに役立ちます。
様々な高温プラスチック基板への接着の信頼性検証
各種エンジニアリングプラスチックとLSRの接着力はそれぞれ異なるため、標準化された試験が不可欠です。当社では、様々な基材に合わせて接着ソリューションをカスタマイズし、8N/cmの剥離強度を保証する引張力レポートを発行することで、長期使用の要件を満たしています。
JS Precisionの事例研究:ドイツ製Tier 1ターボチャージャー用金属ガスケット
これは、ドイツのティア1サプライヤーとの協業における実際の事例研究と成果です。LSRオーバーモールディングによってターボチャージャーのシール問題を解決しました。
背景と問題点
ドイツのティア1サプライヤーから供給された2.0Tターボチャージャー排気側のシーリングガスケット(ステンレス鋼+グラファイトガスケット)は、耐久性試験中に多くの問題が判明した。
- 300時間のエージング後、黒鉛の反発率はわずか65%で、漏出率は12ml/分でした。
- リベット接合の公差は0.12mmで、不良率は5%だった。
- 単体重量が87gでは軽量化の要件を満たしていなかったため、彼らは私たちに助けを求めてきたのです。
解決
お客様の不満や課題を徹底的に理解した上で、当社のエンジニアリングチームは、正確かつ統一されたLSR オーバーモールディング射出成形ソリューションを提案しました。
1. 基板レイアウトを再設計することで、プレス加工されたステンレス鋼フレームの厚さを1.2mmから0.8mmに減らすことができ、主要な軽量化を実現するだけでなく、構造の強度も維持することができました。
2. 175℃で1000時間、15%の圧縮永久歪みに耐えることができる250℃の高温耐性LSR混合物を使用することで、高温ターボチャージャー環境との適合性を確保しています。
3. 白金触媒による付加反応を利用することで、LSRとステンレス鋼の界面に強力な化学結合が形成され、10.2 N/cmの剥離強度を達成し、漏れを完全に防止します。
4. この金型は、ニードルバルブコールドランナー技術を用いた真空クランプ方式を採用しており、バリの厚さを0.03mm未満に抑えることで、バリの剥離に伴うリスクを排除し、製品の外観の一貫性を向上させています。
5. さらに、金型設計を強化するための無料のDFM(製造性設計)評価を提供しており、これによりサンプル発送時間を10日間に短縮し、お客様が迅速にテストを進めることができるようになります。
最終結果
この解決策により、製品重量が54gにまで軽量化され、リベット留めや個別の組み立て工程が不要になり、組み立てサイクル時間が40秒から18秒に短縮され、300時間の経年劣化後も漏れがゼロとなり、熱衝撃試験で100%のシール保持率を達成するなど、素晴らしい成果が得られました。
単価が22%低下したことにより、年間90万ドルのコスト削減が実現し、生産量は200万台に達しました。量産が開始され、顧客満足度は98%を記録しています。
ターボチャージャー用シールや高温高圧シールに関して、同様のニーズをお持ちですか?製品図面をご提出いただければ、無料のDFM分析とコスト評価をご提供いたします。24時間以内にご回答し、シールに関する課題を迅速に解決し、コスト削減をお手伝いいたします。

図4:それぞれ金属製の内部コアを持つ、同一の黒い円形シール4個。耐久性のあるシーリング用途向けのオーバーモールディングプロセスの結果を示す例である。
よくある質問
Q1:LSRオーバーモールド部品はどのくらいの温度範囲に耐えられますか?
LSR製の部品は、-50℃から250℃までの温度範囲で連続使用が可能で、短時間であれば300℃まで加熱することもできます。さらに、特別に開発された配合により、高温下での様々な過酷な自動車環境に適した、より高い耐熱性を実現しています。
Q2:LSRオーバーモールド部品の圧縮永久歪みは、従来のゴムと比較してどれくらい低いですか?
175℃で22時間加熱した後、LSRは形状変化がわずか15%であるのに対し、NBRゴムは40%変形する。このような大きな差は、シールの故障の可能性を非常に効果的に低減し、製品の信頼性を高めることができる。
Q3:LSRオーバーモールディングは、プラスチック基材とのプライマーレス接着を実現できますか?
概ね答えはイエスです。自己粘着性LSRブレンドでは、PAやPPSなどの複数のエンジニアリングプラスチックと直接化学結合することが可能で、8N/cm以上の剥離強度が得られます。そのため、接着剤は不要となり、工程も簡素化されます。
Q4:バッテリーパックのシールには二次加硫が必要ですか?
答えはイエスです。200℃で4時間二次加硫を行うことで、低分子量化合物の含有量を0.8%から0.08%に減らすことができ、これによりバッテリーパックの清浄度基準を満たし、高電圧回路の汚染を防ぐことができます。
Q5:オーバーモールド部品の製造サイクルは通常どのくらいかかりますか?
DFMレビューから量産サンプルの準備完了までわずか4~6週間しかかかりません。これは業界平均よりも大幅に短い期間です。量産スケジュールは、金型の複雑さや注文量に応じて非常に柔軟に変更可能です。
Q6:LSRオーバーモールディングプロセスで製造できる自動車部品の種類は何ですか?
これらは主に、ターボチャージャー、バッテリーパック、冷却バルブ本体、回転軸オイルシールなど、高温、高圧、高清浄度にさらされる部品であり、パワートレインおよび電子システムの一部です。
Q7:オーバーモールディングサービスにはIATF 16949認証が必要ですか?
IATF 16949は、自動車業界のサプライヤーにとって間違いなく基本的な要件となっています。当社はこの認証を取得することで、お客様に当社の品質レベルが業界標準を満たしていることを証明しています。
Q8:コールドランナー方式はホットランナー方式に比べてどのような利点がありますか?
コールドランナー方式では、ゴムコンパウンドを20~25℃の低温に保つことで、金型内での硬化を防ぎます。この技術により、バリが全く発生せず、材料を100%活用でき、コスト削減と外観の均一性の向上を実現します。
まとめ
高温にさらされる自動車部品のシーリングにおいて、主な焦点は信頼性、効率性、そして低価格という点にある。
液状シリコーンゴム(LSR)オーバーモールディングは、従来のゴム製シールが抱える問題を解決し、最も過酷な使用条件にも耐えうるだけでなく、顧客のコスト削減と効率向上にも貢献します。
IATF 16949認証取得サービスプロバイダーとして、当社はDFM評価から量産納品まで、液状シリコーンゴム(LSR)オーバーモールディングのワンストップサービスを提供しています。コールドランナー+真空クランプ技術により8N/cmの接着強度を実現し、オンラインAOI検査により出荷時のPPMゼロを保証しています。
製品図面をご提供いただければ、無料のDFM分析とコスト評価を実施いたします。24時間以内にご返信いたします。弊社と協力して、シールに関する問題を解決し、製品の競争力を高めましょう。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

